铸件尺寸公差-ISO-8062-3(2007)-中文
铸件尺寸公差ISO80-6232007中文
国际标准ISO 8062-3:2007(E)产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量1 范围本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。
它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。
ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。
ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。
ISO 8062的本部分所涵盖的几何公差(形位公差)是指:—直线度公差,—平面度,—圆度,—并行度,—垂直度,—对称度,以及—同轴度。
ISO 8062的本部分可用于个别指标公差值的选定。
注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。
2 参考标准本文件的使用,以下引用文件是必不可少的。
对于注明日期的引用标准,仅采用所引用的版本。
对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。
ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础ISO 1101:2004,产品几何量技术规范(GPS) — 几何公差— 形状、方向、位置与跳动公差1ISO 1302:2002, 产品几何量技术规范(GPS) —在产品技术文件中表面特征的表示ISO 5459:—1), 产品几何量技术规范(GPS) — 几何公差—几何图形公差的基准和基准系统ISO 8062-1:2007, 产品几何量技术规范(GPS) — 模制零件的尺寸和几何公差—第一部分:词汇ISO/TS 8062-2:—2), 产品几何量技术规范(GPS) — 模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:— 3), 产品几何量技术规范(GPS) —技术产品文件(TPD)中模制零件的图纸标注ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件ISO 14405:—4), 产品几何量技术规范(GPS) —尺寸公差—线性尺寸3 术语和定义ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。
铸件尺寸公差-ISO-8062-3(2007)-中文
国际标准 ISO 8062-3:2007(E)产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量1 范围本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。
它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。
ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。
ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。
ISO 8062的本部分所涵盖的几何公差(形位公差)是指:—直线度公差,—平面度,—圆度,—并行度,—垂直度,—对称度,以及—同轴度。
ISO 8062的本部分可用于个别指标公差值的选定。
注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。
2 参考标准本文件的使用,以下引用文件是必不可少的。
对于注明日期的引用标准,仅采用所引用的版本。
对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。
ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础ISO 1101:2004,产品几何量技术规范(GPS) —几何公差—形状、方向、位置与跳动公差1ISO 1302:2002, 产品几何量技术规范(GPS) —在产品技术文件中表面特征的表示ISO 5459:—1), 产品几何量技术规范(GPS) —几何公差—几何图形公差的基准和基准系统ISO 8062-1:2007, 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第一部分:词汇ISO/TS 8062-2:—2), 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规范(GPS) —技术产品文件(TPD)中模制零件的图纸标注ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件ISO 14405:—4), 产品几何量技术规范(GPS) —尺寸公差—线性尺寸3 术语和定义ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。
ISO 铸件尺寸公差标准
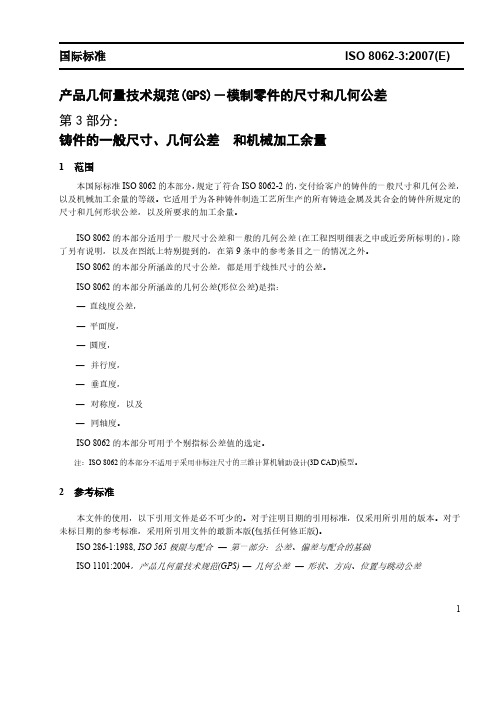
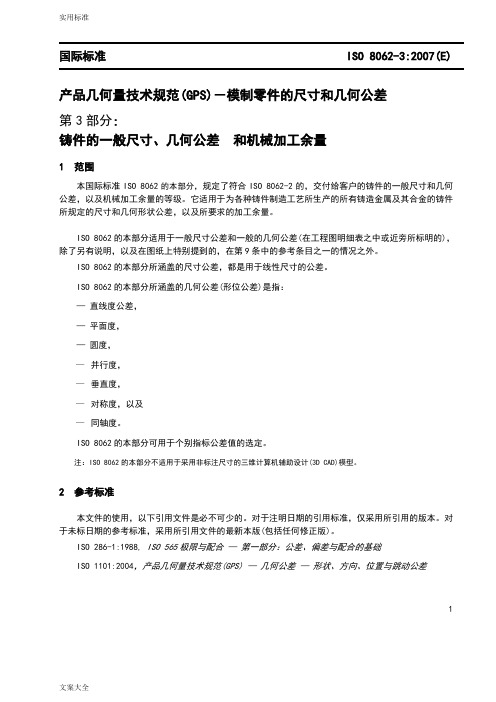
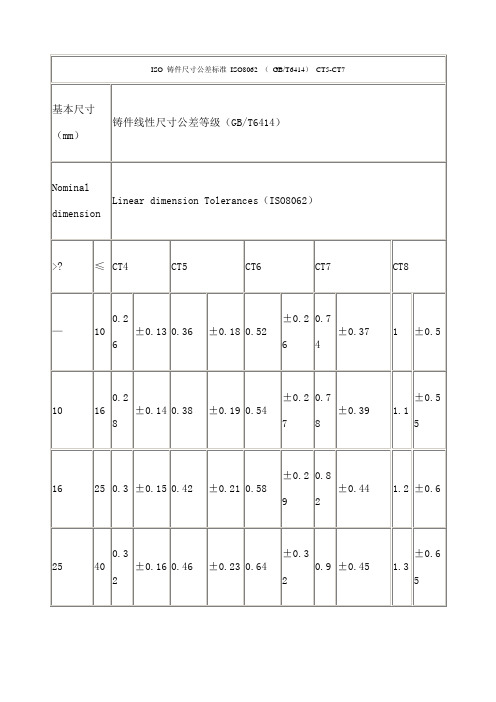
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
CT5
CT6
CT7
CT8
—
10
±
±
±
±
1
±
10
16
±
±
±
±
±
16
25
±
±
±
±
±
25
40
±
±
±
±
±
40
63
±
±
±
1
±
±
63
100
±
±
±
±
±
100160±± Nhomakorabea±
±
±
160
250
±
±
1
±
±
2
±
250
400
±
±
±
±
±
400
630
±
±
±
±
±
已投稿到: 贸易频道
ISO铸件尺寸公差标准ISO8062(GB/T6414)CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
CT5
CT6
ISO 铸件尺寸公差标准 ISO8062
±0.60
1.8
±0.90
2.6
±1.3
已投稿到: 贸易频道
±1.44
2.88
±1.05
2.1
±0.51
1.02
250
280
±1.64
3.28
±1.15
2.3
±0.56
1.12
±2.20
±1.25
280
315
±1.84
3.68
±1.25
2.5
±0.63
1.26
315
355
±2.10
4.2
±1.40
2.6
±0.71
1.42
±2.60
±1.60
355
400
±2.40
ISO铸件尺寸公差标准ISO8062(GB/T6414)CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
CT5
CT6
CT7
CT8
—
10
0.26
±0.13
0.36
±0.18
field
field
Tolerance
field
0
6
±0.10
0.2
±0.08
0.16
±0.06
0.12
±0.25
±0.16
6
10
±0.12
0.24
±0.10
0.2
10
14
±0.15
0.3
±0.12
铸件尺寸公差ISO-8062-3(2007)

国际标准 ISO8062-3 精彩文档第一版2007-06-01产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量Geometrical product specifications(GPS) — Dimensional andgeometrical tolerances for moulded parts —Part 3: General dimensional and geometrical tolerances andmachining allowances for castingsISO 8062-3:2007(E)© ISO 2007 国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 228-1:2000(E)精彩文档精彩文档被授权并安装到实施该编辑的计算机上。
下载本文件时,当事人在此承担不侵犯Adobe 的特许政策的责任。
ISO 中央秘书处不承担这方面的责任。
Adobe 是Adobe 系统公司的商标。
用来建立本PDF 文件的软件产品的详细资料可以在与该文件有关的常规资料中找到;对于PDF 为打印所创设的参数已被最佳化。
为保证该文件适合于ISO 各成员单位使用,每一个该考虑的地方都已被注意到。
万一发现与其有关的问题,请按下面所给地址通知中央秘书处。
版权保护文件© ISO 2000所有。
除非另有规定,未经在下面地址的ISO 或未经申请者所在国的ISO 成员单位书面许可,本版文件的任何部分不得以任何方式或任何手段,电子的或机械的,包括影印和用缩微胶卷来复制或利用。
ISO 著作权办公室瑞士出版ii © ISO 2007-版权所有国际标准化组织版权所有 根据ISO 授权由HIS 提供未经HIS 许可不得复制或连网 不得转售ISO 8062-3:2007(E)目录页码前言………………………………………………………………………………………………………………i v 导言 (v)1 范围……………………………………………………………………………………………………………12 参考标准………………………………………………………………………………………………………13 术语和定义……………………………………………………………………………………………………24 缩略语…………………………………………………………………………………………………………25 公差等级 (3)5.1 总则 (3)5.2 铸件尺寸公差等级(DCTG) (3)5.3 铸件几何公差等级(GCTG) (4)5.3.1 总则……………………………………………………………………………………………………45.3.2 公称尺寸 (4)5.3.3 基准……………………………………………………………………………………………………45.3.3.1 一般方向公差的基准…………………………………………………………………………………45.3.3.2 一般同轴度公差的基准 (5)5.3.3.3 一般对称度公差的基准………………………………………………………………………………56 错型(错箱)(SMI) ………………………………………………………………………………………………77 壁厚……………………………………………………………………………………………………………78 必需的机械加工余量 (7)8.1 总则…………………………………………………………………………………………………………78.2 必需机械加工余量等级(RMAG) (8)9 在图纸上的标注………………………………………………………………………………………………89.1 铸件一般尺寸公差的标注 (8)9.2 必需机械加工余量的标注 (9)9.3 铸件几何公差的标注………………………………………………………………………………………910 报废…………………………………………………………………………………………………………10 附录 A (资料性的) 铸件公差与几何公差………………………………………………………………………1 1 附录 B (资料性的) 必需机械加工余量等级(RMAG) (14)附录C (资料性的) 一般公差特征的概念 (15)附录 D (资料性的) 一般几何公差的基准………………………………………………………………………精彩文档17 附录 E (资料性的) 铸件一般几何公差的应用…………………………………………………………………2 1 附录F (资料性的) 关于产品几何量技术规范(GPS)矩阵模型 (29)参考资料目录……………………………………………………………………………………………………30iii 国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 8062-3:2007(E)前言ISO(国际标准化组织)是各个国家标准机构(ISO成员单位)的一个世界性联盟。
ISO 8062 Rev -翻译

ISO 8062铸件—尺寸公差和加工余量系统1994年4月1日2008-12 翻译(仅供参考,解释以原文为准)介绍本标准相关于金属及其合金铸件的公差等级和加工余量等级的系统。
一个铸件指定的公差可以决定铸造方法。
因此建议,在设计或下订单完成之前,客户要与铸造方讨论:a) 建议的铸件设计和精度要求;b) 加工要求;c) 铸造方法;d) 生产的铸件数量;e) 涉及的铸造设备;f) 任何指明的要求,比如基准系统、个别尺寸公差、形位公差、圆角半径公差和具体的加工余量;g) 是否有其他标准更适合该铸件。
注1 进一步的探讨,有关金属铸型(重力-和低压)、压力铸造和精密铸造,要进行。
因为铸件的尺寸精度相关于生产元素、公差等级,这些可以有不同的方法和金属,详见附录A:a) 长期和大批量生产,这里的铸造设备的开发、调试和维护,有可能获得较紧的公差;b) 短期和单件生产。
常用要求的加工余量等级信息见附录B。
1. 范围本标准指明了铸件尺寸的公差等级和要求的加工余量等级系统。
可适用于各种铸造工艺生产的金属及其合金的铸造尺寸[也可以见介绍g)和第5节]。
本标准即适用于图纸上标的通用公差和/或者要求的加工余量,也适用于标在个别具体尺寸上的公差和/或者要求的加工余量(见第11节)。
当铸造方提供模具或胎具、或承担提供模具/胎具的义务时,适用所指定的系统。
2. 参考标准下述标准包含的条款,参考本文,构成了本标准。
在发行的时候,所指的版本为有效的。
所有标准服从于版本,基于本标准的协议双方应当使用最新版本。
IEC 和ISO成员拥有最新有效版本的注册。
ISO 286-1:1988,ISO极限与配合系统—部分1:公差、偏差和配合的基础。
ISO 1302:1992,技术图纸—标注表面粗糙度的方法。
3. 定义本标准将用如下条件和定义。
3.1 基本尺寸:加工前毛坯的尺寸(见图1),必要的加工余量要包括(见图2)。
图1 —图纸标识(见第4节)图2 —公差极限3.2 尺寸公差:[见ISO 286-1]3.3 要求的加工余量,RMA:在铸件毛坯上,一个允许在下面加工时去掉的材料表面余量、允许加工得到要求的表面粗糙度和必要的尺寸精度。
ISO铸件尺寸公差标准ISO
±
±
250
280
±
±
±
±
±
280
315
±
±
±
315
355
±
±
±
±
±
355
400
±
±
±
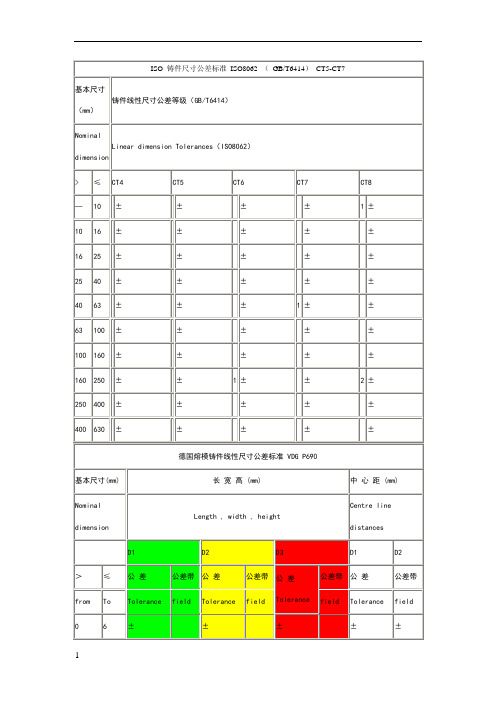
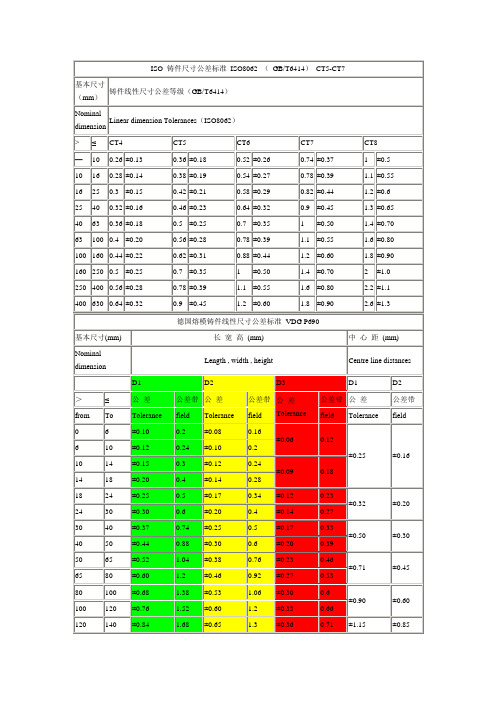
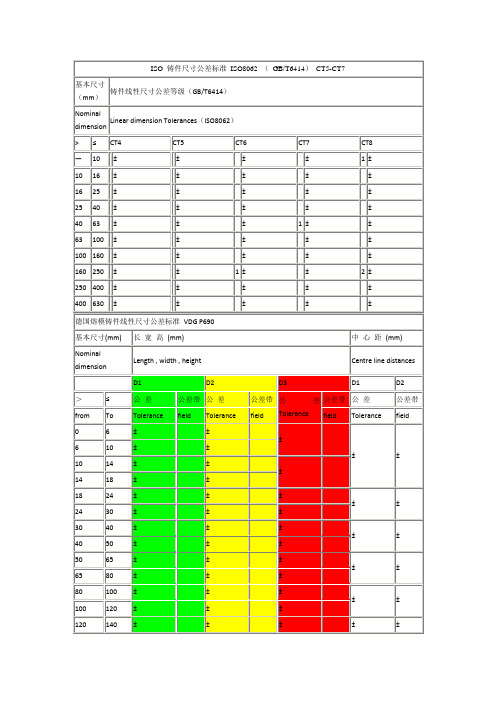
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances
D2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close tolerances
±
±
±
±
±
16
25
±
±
±
±
±
25
40
±
±
±
±
±
40
63
±
±
±
1
±
±
63
100
±
±
±
±
±
100
160
±
±
±
±
±
160
250
±
±
1
±
±
2
±
250
400
±
±
±
±
±
400
630
±
±
±
±
±
已投稿到:
Nominal dimension
Length , width , height
Centre line distances
D1
D2
D3
D1
D2
>
≤
公 差
公差带
公 差
公差带
ISO铸件尺寸公差标准 ISO
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>?
≤
CT4
±0.25
0.5
±0.17
0.34
±0.12
0.23
±0.32
±0.20
24
30
±0.30
0.6
±0.20
0.4
±0.14
0.27
30
40
±0.37
0.74
±0.25
0.5
±0.17
0.33
±0.50
±0.30
40
50
±0.44
0.88
±0.30
0.6
±0.20
0.39
50
65
±0.52
1.04
±0.38
0.71
±1.15
±0.85
140
160
±0.92
1.84
±0.72
1.44
±0.38
0.76
160
180
±1.02
2.04
±0.80
1.6
±0.42
0.81
180
200
±1.12
2.24
±0.88
1.76
±0.43
0.86
±1.80
±1.00
200
225
±1.28
2.56
±0.95
1.9
ISO 铸件尺寸公差标准 ISO8062

1.84
±0.72
1.44
±0.38
0.76
160
180
±1.02
2.04
±0.80
1.6
±0.42
0.81
180
200
±1.12
2.24
±0.88
1.76
±0.43
0.86
±1.80
±1.00
200
225
±1.28
2.56
±0.95
1.9
±0.47
0.93
225
250
±1.44
2.88
±1.05
±0.6
25
40
0.32
±0.16
0.46
±0.23
0.64
±0.32
0.9
±0.45
1.3
±0.65
40
63
0.36
±0.18
0.5
±0.25
0.7
±0.35
1
±0.50
1.4
±0.70
63
100
0.4
±0.20
0.56
±0.28
0.78
±0.39
1.1
±0.55
1.6
±0.80
100
160
0.44
铸件角度公差:±0.5度~±1度.
铸件直线度:每25mm误差0.127mm
ISO铸件尺寸公差标准ISO8062(GB/T6414)CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominaldimension
LineardimensionTolerances(ISO8062)
ISO 铸件尺寸公差标准 ISO8062
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
CT5
CT6
CT7
±
16
25
±
±
±
±
±
25
40
±
±
±
±
±
40
63
±
±
±
1
±
±
63
100
±
±
±
±
±
100
160
±
±
±
±
±
160
250
±
±
1
±
±
2
±
250
400
±
±
±
±
±
400
630
±
±
±
±
±
德国熔模铸件线性尺寸公差标准 VDG P690
基本尺寸(mm)
长 宽 高 (mm)
中 心 距 (mm)
Nominal dimension
Length , width , height
Centre line distances
ห้องสมุดไป่ตู้D1
D2
D3
D1
D2
>
≤
公 差
公差带
公 差
公差带
公 差 Tolerance
公差带
公 差
公差带
ISO铸件尺寸公差标准ISO
0
6
±
±
±
±
±
6
10
±
±
10
14
±
±
±
14
18
±
±
18
24
±
±
±
±
±
24
30
±
±
±
30
40
±
±
±
±
±
40
50
±
±
±
50
65
±
±
±
±
±ቤተ መጻሕፍቲ ባይዱ
65
80
±
±
±
80
100
±
±
±
±
±
100
120
±
±
±
120
140
±
±
±
±
±
140
160
±
±
±
160
180
±
±
±
180
200
±
±
±
±
±
200
225
±
±
±
225
250
CT8
—
10
±
±
±
±
1
±
10
16
±
±
±
±
±
16
25
±
±
±
±
±
25
40
±
±
±
±
±
40
63
±
±
±
1
±
±
63
100
±
±
ISO铸件尺寸公差标准ISO8062
2.6
±0.71
3.2
±0.80
1.42
±2.60 1.6
±1.60
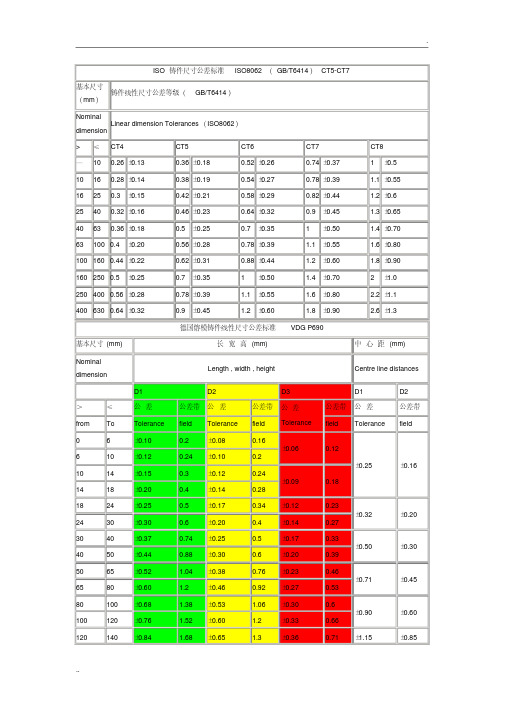
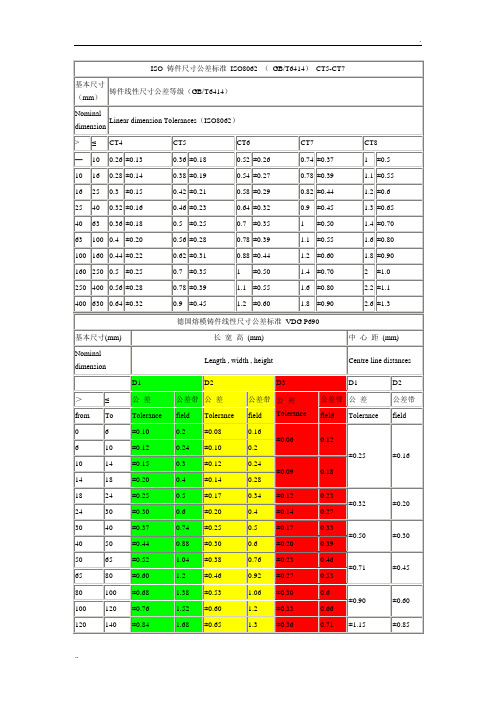
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances D2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close tolerances D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require additional operations at extra cost, only 限于少数有特殊要求的尺寸。 applied to a few special dimensions.
1.8 ±0.90
CT8 1 ±0.5 1.1 ±0.55 1.2 ±0.6 1.3 ±0.65 1.4 ±0.70 1.6 ±0.80 1.8 ±0.90 2 ±1.0 2.2 ±1.1 2.6 ±1.3
已投稿到:
贸易频道
..
160 ±0.92
1.84 ±0.72
1.44 ±0.38
0.76
160
180 ±1.02
2.04 ±0.80
1.6
±0.42
0.81
180
200 ±1.12
2.24 ±0.88
1.76 ±0.43
0.86
200
225 ±1.28
2.56 ±0.95
1.9
±0.47
0.93 ±1.80
±1.00
225
0.74 ±0.25
0.88 ±0.30
0.34 ±0.12
0.4
±0.14
0.5
ISO铸件尺寸公差标准ISO 8062

ISO 铸件尺寸公差标准ISO8062 (GB/T6414)CT5-CT7基本尺寸(mm)铸件线性尺寸公差等级(GB/T6414)NominaldimensionLinear dimension Tolerances(ISO8062)> ≤ CT4 CT5 CT6 CT7 CT8—10 0.26 ±0.13 0.36 ±0.18 0.52 ±0.26 0.74 ±0.37 1 ±0.510 16 0.28 ±0.14 0.38 ±0.19 0.54 ±0.27 0.78 ±0.39 1.1 ±0.5516 25 0.3 ±0.15 0.42 ±0.21 0.58 ±0.29 0.82 ±0.44 1.2 ±0.625 40 0.32 ±0.16 0.46 ±0.23 0.64 ±0.32 0.9 ±0.45 1.3 ±0.6540 63 0.36 ±0.18 0.5 ±0.25 0.7 ±0.35 1 ±0.50 1.4 ±0.7063 100 0.4 ±0.20 0.56 ±0.28 0.78 ±0.39 1.1 ±0.55 1.6 ±0.80100 160 0.44 ±0.22 0.62 ±0.31 0.88 ±0.44 1.2 ±0.60 1.8 ±0.90160 250 0.5 ±0.25 0.7 ±0.35 1 ±0.50 1.4 ±0.70 2 ±1.0250 400 0.56 ±0.28 0.78 ±0.39 1.1 ±0.55 1.6 ±0.80 2.2 ±1.1400 630 0.64 ±0.32 0.9 ±0.45 1.2 ±0.60 1.8 ±0.90 2.6 ±1.3德国熔模铸件线性尺寸公差标准VDG P690基本尺寸(mm) 长宽高(mm) 中心距(mm) NominaldimensionLength , width , height Centre line distances D1 D2 D3 D1 D2>≤ 公差公差带公差公差带公差Tolerance 公差带公差公差带from To Tolerance field Tolerance field field Tolerance field0 6 ±0.10 0.2 ±0.08 0.16±0.06 0.12±0.25 ±0.16 6 10 ±0.12 0.24 ±0.10 0.210 14 ±0.15 0.3 ±0.12 0.24±0.09 0.1814 18 ±0.20 0.4 ±0.14 0.2818 24 ±0.25 0.5 ±0.17 0.34 ±0.12 0.23±0.32 ±0.20 24 30 ±0.30 0.6 ±0.20 0.4 ±0.14 0.2730 40 ±0.37 0.74 ±0.25 0.5 ±0.17 0.33±0.50 ±0.30 40 50 ±0.44 0.88 ±0.30 0.6 ±0.20 0.3950 65 ±0.52 1.04 ±0.38 0.76 ±0.23 0.46±0.71 ±0.45 65 80 ±0.60 1.2 ±0.46 0.92 ±0.27 0.5380 100 ±0.68 1.38 ±0.53 1.06 ±0.30 0.6±0.90 ±0.60 100 120 ±0.76 1.52 ±0.60 1.2 ±0.33 0.66120 140 ±0.84 1.68 ±0.65 1.3 ±0.36 0.71 ±1.15 ±0.85140 160 ±0.92 1.84 ±0.72 1.44 ±0.38 0.76160 180 ±1.02 2.04 ±0.80 1.6 ±0.42 0.81180 200 ±1.12 2.24 ±0.88 1.76 ±0.43 0.86200 225 ±1.28 2.56 ±0.95 1.9 ±0.47 0.93±1.80 ±1.00 225 250 ±1.44 2.88 ±1.05 2.1 ±0.51 1.02250 280 ±1.64 3.28 ±1.15 2.3 ±0.56 1.12±2.20 ±1.25 280 315 ±1.84 3.68 ±1.25 2.5 ±0.63 1.26315 355 ±2.10 4.2 ±1.40 2.6 ±0.71 1.42±2.60 ±1.60 355 400 ±2.40 4.8 ±1.60 3.2 ±0.80 1.6D1 :为通常使用的一般尺寸公差D1: G eneral dimension tolerancesD2 :适用于有公差要求的重要尺寸D2: Applicable to important dimensions requiring close tolerancesD3 :需要采取矫正等特殊措施才能达到,D3: Premium tolerance require additional operations at extra cost, only 限于少数有特殊要求的尺寸。
ISO 铸件尺寸公差标准 ISO8062
field
Tolerance
field
0
6
±0.10
0.2
±0.08
0.16
±0.06
0.12
±0.25
±0.16
6
10
±0.12
0.24
±0.10
0.2
10
14
±0.15
0.3
±0.12
0.24
±0.09
0.18
14
18
±0.20
0.4
±0.14
0.28
18
24
±0.25
0.5
±0.17
±1.44
2.88
±1.05
2.1
±0.51
1.02
250
280
±1.64
3.28
±1.15
2.3
±0.56
1.12
±2.20
±1.25
280
315
±1.84
3.68
±1.25
2.5
±0.63
1.26
315
355
±2.10
4.2
±1.40
2.6
±0.71
1.42
±2.60
±1.60
355
400
±2.40
铸件角度公差: ± 0.5度~ ± 1度.
铸件直线度:每25mm误差0.127mm
ISO铸件尺寸公差标准ISO8062(GB/T6414)CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
铸件尺寸公差

加工最终表面机械加工余量铸件尺寸公差铸件基本尺寸铸件基本尺寸铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合 总论 标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
错型错型错型图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
铸件尺寸公差带角度图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值mm铸件基本尺寸公差等级大于至 3 4 5 6 7 8 9 10 11 12 1314 1516— 30.14 0.20.280.40.560.81.21.61.61.62.3———3 60.16 0.240.320.480.640.91.31.82.52.52.5———6 100.18 0.260.360.520.741.01.52.2.84.24.2———10 160.20 0.280.380.540.781.11.62.23.4.45.———16 25 0.20.30.40.50.8 1.2 1. 2. 3. 4. 6.8 112 0 2 8 2 7 4 2 6 0 0 225 400.24 0.320.460.640.91.31.82.63.65.7.9111440 630.26 0.360.50.71.0 1.42.2.84.5.68.1121663 1000.28 0.40.560.781.1 1.62.23.24.46.9.111418100 1600.30 0.440.620.881.2 1.82.53.65.7.1012162160 2500.34 0.50.71.0 1.42.02.84.5.68.11141822250 4000.40 0.560.781.1 1.62.23.24.46.29.1216225400 630 —0.64 0.91.2 1.82.63.65.7.10 141822286301000 —— 1.0 1.4 2.0 2.84.6.8.11 162253210001600 ——— 1.6 2.2 3.24.67.9.13 1823293716002500 ———— 2.6 3.85.48.10 15 212633422500 400————— 4.4 6.9.12 17 24 3340 2 0 0 8 9注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国际标准ISO 8062-3:2007(E)产品几何量技术规(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量1 围本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。
它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。
ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。
ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。
ISO 8062的本部分所涵盖的几何公差(形位公差)是指:—直线度公差,—平面度,—圆度,—并行度,—垂直度,—对称度,以及—同轴度。
ISO 8062的本部分可用于个别指标公差值的选定。
注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。
2 参考标准本文件的使用,以下引用文件是必不可少的。
对于注明日期的引用标准,仅采用所引用的版本。
对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。
ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础ISO 1101:2004,产品几何量技术规(GPS) —几何公差—形状、方向、位置与跳动公差1ISO 1302:2002, 产品几何量技术规(GPS) —在产品技术文件中表面特征的表示ISO 5459:—1), 产品几何量技术规(GPS) —几何公差—几何图形公差的基准和基准系统ISO 8062-1:2007, 产品几何量技术规(GPS) —模制零件的尺寸和几何公差—第一部分:词汇ISO/TS 8062-2:—2), 产品几何量技术规(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规(GPS) —技术产品文件(TPD)中模制零件的图纸标注ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件ISO 14405:—4), 产品几何量技术规(GPS) —尺寸公差—线性尺寸3 术语和定义ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。
4 缩略语缩略语规定于表1。
2 5 公差等级5.1 总则应按相关的产品几何量技术规(GPS) 关于尺寸和几何公差得标准标注单个的尺寸和几何公差。
如果采用一般的公差,必须弄清楚是需要较小的公差(出于功能性理由)或是较大的公差(出于经济性理由)(见附录C)。
在这两种情况下,应当标注出单独的公差。
对于依照ISO 8062标准本部分选定公差的图纸,仅在规定的和限定的条件下适用。
在图纸上应提及ISO 10579。
5.2 铸件尺寸公差等级(DCTG )铸件线性尺寸公差等级规定了十六级,标记为DCTG 1至DCTG 16(见表2)。
注1:对于壁厚,见第7条。
表2 — 铸件线性尺寸公差(DCT)尺寸以毫米为单位注2: 附录A 为上述公差等级的应用给出了建议。
作为对尺寸的默认条件,铸件公差应相对于公称尺寸对称配置,即有一个半在正的一侧,另一半在负的一侧。
3如因特殊理由经制造商与采购商双方商定,铸件公差可以不对称配置。
在这种情况下,铸件公差应符合ISO 286-1和ISO 14405,依据模制件成品的公称尺寸单独标出。
分析用的质量<2 g对于等级为DCTG 1至DCTG 15的壁厚,采用大一级的公差(见第7条)。
DCTG 16级仅为通常规定到DCTG 15级的铸件壁厚而制定。
相关模制 零件的 公称尺寸铸件尺寸公差等级(DCTG )的线性尺寸公差a注3:在压铸件中,由于特殊的技术原因,往往采用不对称的公差配置。
5.3 铸件几何公差等级(GCTG)5.3.1 总则规定了七个铸件几何公差等级(GCTG),标记为GCTG 2 至GCTG 8(见表3至表6)。
注1:不给出GCTG 1级的铸件公差值。
这一级保留给未来可能需要的更精确的公差值。
注2:铸件一般几何公差的应用见附录E。
一般形状公差(直线度、平面度、圆度)和方向公差(角度,平行度,垂直度)并不适用于带拔模斜度的零件。
这些零件需要单独标注公差,视其功能和制造商的意见而定。
除了那些在表3至表6规定的(如角度、轮廓、位置、普通区域平面度)以外,其它几何公差应单独标注。
因此,建议从制造商那里取得有关铸型设计的资料,包括分型面的位置和加到零件上的拔模斜度数值,以便完成图纸的绘制(见导言)。
5.3.2 公称尺寸在表3至表6所采用的公称尺寸,应是所考虑的零件的模制件的最长公称尺寸,不计圆角和倒角的公称尺寸,它们不用单独标出。
5.3.3 基准5.3.3.1 一般方向公差的基准对于依照ISO 8062-3的一般方向公差,应在图纸上规定一个基准系统,并以“ISO 8062-3 DS”在工程图纸的明细表之中或近旁标出,如图1所示。
图1 —依照ISO 8062-3的一般方向公差基准系统的图纸标记注:这个基准系统不适用于同轴度和对称度几何公差(见5.3.3.2与5.3.3.3)。
4 5.3.3.2 一般同轴度公差的基准下列条件适用于一般同轴度公差。
— 如果一种圆柱构图(部或外部)遍布所有其它同轴圆柱构图的整个长度,则该构图的轴线用作(单一的)所述的基准(见图D.1)。
— 否则,就要用一个组合的基准,它是由所考虑的零件图中心线上的两个相隔最远部分的轴线构成(见图 D.2)。
如果有一个以上的可能性存在(如部或外部的构图),则该零件采用最大的两个直径(见图D.3)。
如果采用一个组合的基准,则一般的同轴度公差也适用于基准的构图本身。
5.3.3.3 一般对称度公差的基准下列条件适用一般对称公差基准。
— 如果一种由两个相对的平行面构成的构图(部或外部的)遍及所有其它并列的对称构图的整个长度,则此构图的中间平面用作(单一的)所述的基准(见图D.4)。
— 否则,就要用一个组合的基准,它是由所考虑的构图中心线上的两个相隔最远部分的中间平面和/或中间线构成(见图D.5)。
如果有一个以上的可能性存在(如部或外部的构图),则采用两个尺寸最大构图的中间平面(见图D.6)。
这两个基准图形之一可能是圆柱形的(见图D.7)。
如果采用一个组合的基准,则一般的对称度公差也适用于基准图形本身。
表3 — 铸件直线度公差尺寸以毫米为单位5表4 — 铸件平面度公差尺寸以毫米为单位相关模制零件 的公称尺寸铸件几何公差等级(GCTG )的直线度公差表5 — 铸件圆度、平行度、垂直度与对称度公差尺寸以毫米为单位表6 — 铸件同轴度公差尺寸以毫米为单位其它几何公差应以单独表示的几何公差标出。
66 错型(错箱)(SMI)相关模制零件 的公称尺寸相关模制零件 的公称尺寸相关模制零件 的公称尺寸铸件几何公差等级(GCTG )的平面度公差铸件几何公差等级(GCTG )的公差铸件几何公差等级(GCTG )的同轴度公差作为默认条件,错型量A间接地按照表2的线性尺寸的检验来控制(见图2)。
为此,错型可以从零至表2中所规定的数值之间变化,这取决于零件具体位置的实际尺寸。
在没有拔模斜度的零件上,错型也要加以控制,为此,把它包括在表3至表5所规定的直线度、平面度和圆度的形状公差之中。
注:这是一种独立原则的控制,因为它往往不知道是否存在一条分型线,如果有的话,是否具体的零件会受到影响。
关键词A 错型量B 最小尺寸C 最大尺寸图2 —线性尺寸错型量的限定如果必需进一步限制错型量,则应依照ISO 10135单独地规定最大错型量。
7 壁厚作为默认条件,对于等级为DCTG 1至DCTG 15的壁厚公差,应当比其它尺寸的一般公差大一级,例如,如果在一份零件图上有一项一般公差DCTG 10,那么其壁厚公差就应该是DCTG 11。
8 必需的机械加工余量8.1 总则作为一般条件下,符合ISO 8062的本部分所规定的必需机械加工余量等级,RMAG,用于整个成品模制件(见第9条),即对所有要加工的表面只规定一个加工余量值,而这个数值应当从表7中最大轮廓尺寸一栏中的适合的尺寸围(见表7) 选取。
注:在砂型铸件中,顶面可能比其它表面需要更大的机械加工余量。
对于这些表面,可以选择较高的机械加工余量(RMA)等级。
应按ISO 1302标注出单独的机械加工余量。
7 8.1必需机械加工余量等级(RMAG)规定了十个必需机械加工余量等级,标记为RMAG A 至RMAG K(见表7) 注:对特殊的合金和制造方法所推荐的等级如表B.1中所示,仅供参考。
表7 —必需的机械加工余量尺寸以毫米为单位9 在图纸上的标注9.1 铸件一般尺寸公差的标注符合ISO 8062本部分的铸件一般公差应以下列方式标注于工程图明细表之中或其近旁: a) 与公差有关的一般信息: — “一般公差”; — “ISO 8062-3”;— 符合表2的公差等级(DCTG); 例如:一般公差ISO 8062-3 — DCTG 12。
b) 如果需要进一步限制错型(见第6条): — “一般公差”;8— “ISO 8062-3”;最大轮廓尺寸必需的机械加工余量等级(RMAG )的加工余量—符合表2的公差等级(DCTG);—“最大错型”及其符合ISO 10135要求的极限值。
例如:一般公差ISO 8062-3 — DCTG 12 —SMI ± 1.5。
注:更多资料,见附录A和C。
9.2 必需机械加工余量的标注必需机械加工余量应以下列方式标注于工程图明细表之中或其近旁:a) 与公差及必需机械加工余量有关的一般信息:—“一般公差”;—“ISO 8062-3”;—符合表2的铸件公差等级(DCTG);—符合表7的必需机械加工余量(RMA) 和括号中的相应等级。
例如,对于一个最大尺寸围为大于400 毫米并小于等于630毫米的铸件,要求6毫米的机械加工余量(采用ISO 8062-3 — DCTG 12的铸件一般公差):一般公差ISO 8062-3 — DCTG 12 — RMA 6(RMAG H)。
以及/或者b) 在模制零件的一个面上需要一个局部的机械加工余量时,应依照ISO 1302把它单独标注出来,如图3所示。
图3 —在个别表面上的必需机械加工余量的标注注:更多资料,见附录B。
9.3 铸件几何公差的标注a) 如果采用符合ISO 8062本部分的一般公差,并符合表2的铸件一般公差,应将下列信息标注于工程图明细表之中或其近旁:—“一般公差”;—“ISO 8062-3”;9 —符合表2的铸件公差等级(DCTG);—符合表7的必需机械加工余量(RMA) 和括号中的相应等级;—符合表3至表6的铸件几何公差等级(GCTG)。