追溯流程图
合集下载
产品追溯体系流程图(编辑版)

送料单
可
入厂检 验记录
追 溯 控
三证一报告:
材质分 析报告
入 库
1.生产许可证
点
2.出厂合格证
料
制
3.质量保证书
物理试
单
办
4.检测报告
验报告
法
不合格
到货
退料单
物料状 态标识
产品生 产计划
领料 出库单
技术 交底
书
工艺 作业 指导
首件 确卡
生产过程 监督检验 相关记录
产品终 检记录
附21:到货签收记录 附22:销售记录/台账 附23:客户反馈意见表 附24:质量分析报告
镀锌检 验报告
镀锌质 检记录
喷塑检 验报告
喷塑质 检记录
入库 记录
出厂检 验记录
出
厂 出厂检 发 验报告 货
单
产品合 格证
物流 转运 信息 记录
满 足 需 求
产品 质量 反馈
客户 反馈 意见
售 后 服 务
销售 台账
追
附1:原材辅料及外购件厂家检验报告
溯 记
附2:原材辅料及外购件入厂检验记录
录 表
附3:不合格品处理(退料单)
格
合
合
格
格
巡
制造 抽检
下线
过程
终结
品控
检验
班组岗位自检 生产者持续过程自检
外 巡检 观
处
理
上下工序互检 上下游工序交接互检
质检人员专检 质检员专职专项检查
不 合 格
清 点
产品 监 出厂
出物 库流
入
检验
发订
库
货单
出厂放行检验 无放行签认严禁发车 车况检查产品安全防护 产品安全防护
由原料到成品追溯流程图

成都平原尼普洛药业包装有限公司
由原料到成品追溯流程图
采购部 1、供货合同 2、合格供方名录。
仓库(采购部) 1、请验单,化验报告单 2、入库单 3、台账、货位卡 4、车间领料单
Байду номын сангаас
拉管配料 1、配料单 2、化验报告单 3、配料用石英砂记录表 4、原料统计汇总表 5、均匀度化验报告单
拉管车间: 1、玻璃窑炉正常生产记录表 2、班长交接班记录 3、玻璃管生产工艺监测表 4、玻管检验记录及质量汇总表
玻管库(销售): 1、入库单(如外购玻管应有 请验单和外购玻管检验报告) 2、进口玻管台账及货位卡
各瓶生产分厂: 1、管瓶岗位记录/安瓿制瓶 岗位记录 2、检包岗位记录 3、质量抽检实测记录 4、检验报告 成品库: 1、车间产品入库报表 2、产品货位卡 3、送货单 4、成品台帐
2016,12
由原料到成品追溯流程图
采购部 1、供货合同 2、合格供方名录。
仓库(采购部) 1、请验单,化验报告单 2、入库单 3、台账、货位卡 4、车间领料单
Байду номын сангаас
拉管配料 1、配料单 2、化验报告单 3、配料用石英砂记录表 4、原料统计汇总表 5、均匀度化验报告单
拉管车间: 1、玻璃窑炉正常生产记录表 2、班长交接班记录 3、玻璃管生产工艺监测表 4、玻管检验记录及质量汇总表
玻管库(销售): 1、入库单(如外购玻管应有 请验单和外购玻管检验报告) 2、进口玻管台账及货位卡
各瓶生产分厂: 1、管瓶岗位记录/安瓿制瓶 岗位记录 2、检包岗位记录 3、质量抽检实测记录 4、检验报告 成品库: 1、车间产品入库报表 2、产品货位卡 3、送货单 4、成品台帐
2016,12
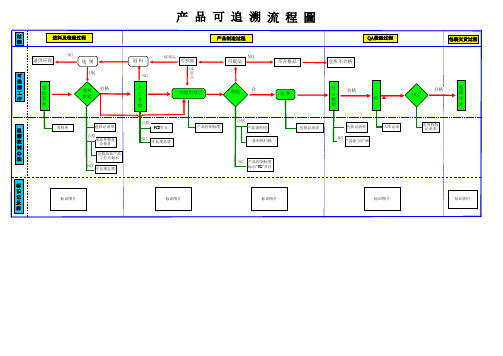
产品可追溯流程图图
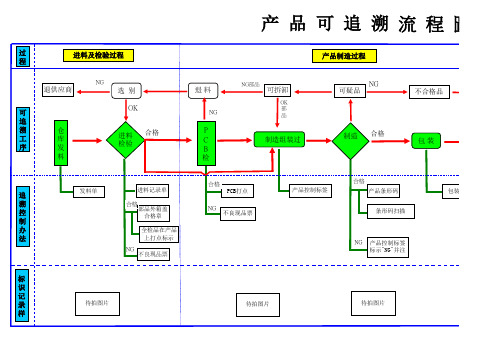
产 品 可 追 溯 流 程 圖
过 程 进料及检验过程 产品制造过程
NG
退供应商 可 追 溯 工 序
选 别 OK
退料
NG
NG部品
可拆卸
OK 部 品
可疑品
N
不合格品
仓库不
仓 库 发 料
合 进料
P C B 检
制造组装过
制造
合
包装
Q A 检 验
合格
合格 PCB打点
产品控制标签
追 溯 控 制 办 法
发料单
进料记录单 合格 部品外箱盖 合格章 全检品在产品 上打点标示 NG 不良现品票 NG
产品条形码 条形码扫描
包装记录表
不良现品票
NG
产品控制标签 标示"NG"并注
标 识 记 录 样待拍Βιβλιοθήκη 片待拍图片待拍图片
QA检验过程
包装交货过程
仓库不合格
Q A 检 验
合
入 库
合 OQC
装 箱 交 货
包装记录表 NG
产品盖"NG"
入库记录
出货检验
待拍图片
待拍图片
过 程 进料及检验过程 产品制造过程
NG
退供应商 可 追 溯 工 序
选 别 OK
退料
NG
NG部品
可拆卸
OK 部 品
可疑品
N
不合格品
仓库不
仓 库 发 料
合 进料
P C B 检
制造组装过
制造
合
包装
Q A 检 验
合格
合格 PCB打点
产品控制标签
追 溯 控 制 办 法
发料单
进料记录单 合格 部品外箱盖 合格章 全检品在产品 上打点标示 NG 不良现品票 NG
产品条形码 条形码扫描
包装记录表
不良现品票
NG
产品控制标签 标示"NG"并注
标 识 记 录 样待拍Βιβλιοθήκη 片待拍图片待拍图片
QA检验过程
包装交货过程
仓库不合格
Q A 检 验
合
入 库
合 OQC
装 箱 交 货
包装记录表 NG
产品盖"NG"
入库记录
出货检验
待拍图片
待拍图片
产品标识与可追索性流程图

三肯电子有限公司
产品标识与保追溯性管制程序
A / 65 / 5版本版次页 码COP —PZ —Q E —11文件编号文件名称
2013.07.012013.07.01修订日期信
息
接
收追
溯
流
程生效日期不
良
追
溯部门客户
营业部责任部门传达责任部门品番
PO/NO
QC
出货日程数量生产日期LOT.NO
制造管理票制品检查记录表品番出货日期QC
生产日期数量
LOT.NO 品质部物流课(前工程)冲压手作业生产流程
机台作业员QC 担当
操作员机台作业员QC 担当材料仓材料编号
材质
数量信息接收、确认
责任部门信息接收现品票委托加工单受入检查表客户投诉供应商
外发。
混凝土原材料可追溯流程图

原材 料进 场后
↘ 经目测合格
↗ 检测合格入库 → 委托检测室进 行全面检测, → 登记检测任务 通知单和检验 委托单
检测不合格退 ↘ 货,登记原材
料退货记录
取样后,一份
委托检测室检 经检测合格入
↗ 测登记??, → 库、登记样品
↗
登记原材
登记样品流转 记录
进出库台账
经检 验合 格的 原材 料登 记检 验登 记总 台账
→
↓
选定配合
比后,首
次开盘
前,记录
预拌(商
品)混凝 土开盘鉴
→
定
每次开盘 前,记录 预拌商品 混凝土生 产企业生 产用砼配 合比通知 单和生产 → 用砼配合 比调整通
开盘后对 预拌混凝 土进行抽 查,登记 预拌混凝 土搅拌计 量和搅拌 → 时间抽查 原始记录
开盘后取
样,登记
混凝土拌
合物性能
测试和成 型台账
可追溯流程图
经检测不合格 ↗ 的登记不合格
材料台账
→
退货,登记原 材料退货记录
经目测有怀疑
时,登记目测
有怀疑原材料
↗
记录
↗ 检测合格入库 ↘
登记原材 料(砂、 石)进场 ↗ 管理台账
经检测合格的
委托检测室进
↘
行全面检测, 登记检测任务
通知单和检验
委托单
检测不合格退
↘ 货,登记原材
料退货记录
选用合格的材 料对配合比进 行设计、试验 、调整、确认 → 、批准、储备 、更新等工作 。登记混凝土 配合比设计、 检验记录表
→
经检测合
格后出
厂,登记
混凝土生
产及出厂 检验记录
→
标识和可追溯性流程图
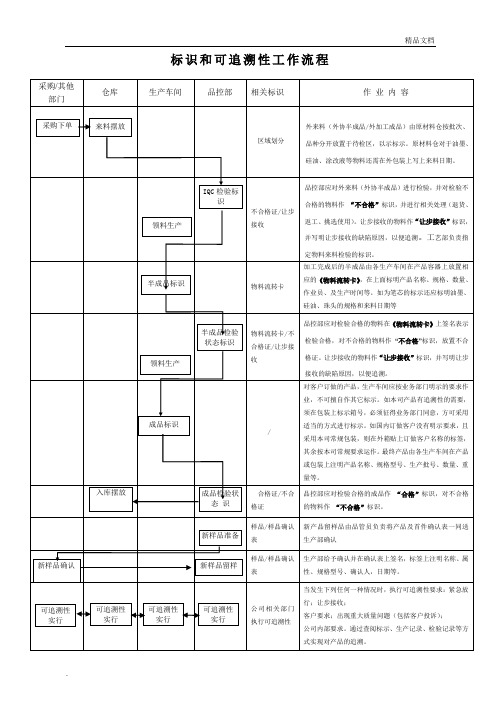
标识和可追溯性工作流程
采购/其他部门
仓库
生产车间
品控部
相关标识
作 业 内 容
区域划分
外来料(外协半成品/外加工成品)由原材料仓按批次、品种分开放置于待检区,以示标示。原材料仓对于油墨、硅油、涂改液等物料还需在外包装上写上来料日期。
不合格证/让步接收
品控部应对外来料(外协半成品)进行检验,并对检验不合格的物料作“不合格”标识,并进行相关处理(退货、返工、挑选使用)。让步接收的物料作“让步接收”标识,并写明让步接收的缺陷原因,以便追溯。工艺部负责指定物料来料检验的标识。
/
对客户订做的产品,生产车间应按业务部门明示的要求作业,不可擅自作其它标示。如本司产品有追溯性的需要,须在包装上标示箱号,必须征得业务部门同意,方可采用适当的方式进行标示。如国内订做客户没有明示要求,且采用本司常规包装,则在外箱贴上订做客户名称的标签,其余按本司常规要求运作。最终产品由各生产车间在产品或包装上注明产品名称、规格型号、生产批号、数量、重量等。
合格证/不合格证
品控部应对检验合格的成品作“合格”标识,对不合格的物料作“不合格”标识。
样品/样品确认表
新产品留样品由品管员负责将产品及首件确认表一同送生产部确认
样品/样品确认表
生产部给予确认并在确认表上签名,标签上注明名称、属性、规格型号、确认人,日期等。
公司相关部门执行可追溯性
当发生下列任何一种情况时,执行可追溯性要求:紧急放行;让步接收;
物料流转卡
加工完成后的半成品由各生产车间在产品容器上放置相应的《物料流转卡》,在上面标明产品名称、规格、数量、作业员、及生产时间等。如为笔芯的标示还应标明油墨、硅油、珠头的规格和来料日期等
物料流转卡不合格证/让步接收
采购/其他部门
仓库
生产车间
品控部
相关标识
作 业 内 容
区域划分
外来料(外协半成品/外加工成品)由原材料仓按批次、品种分开放置于待检区,以示标示。原材料仓对于油墨、硅油、涂改液等物料还需在外包装上写上来料日期。
不合格证/让步接收
品控部应对外来料(外协半成品)进行检验,并对检验不合格的物料作“不合格”标识,并进行相关处理(退货、返工、挑选使用)。让步接收的物料作“让步接收”标识,并写明让步接收的缺陷原因,以便追溯。工艺部负责指定物料来料检验的标识。
/
对客户订做的产品,生产车间应按业务部门明示的要求作业,不可擅自作其它标示。如本司产品有追溯性的需要,须在包装上标示箱号,必须征得业务部门同意,方可采用适当的方式进行标示。如国内订做客户没有明示要求,且采用本司常规包装,则在外箱贴上订做客户名称的标签,其余按本司常规要求运作。最终产品由各生产车间在产品或包装上注明产品名称、规格型号、生产批号、数量、重量等。
合格证/不合格证
品控部应对检验合格的成品作“合格”标识,对不合格的物料作“不合格”标识。
样品/样品确认表
新产品留样品由品管员负责将产品及首件确认表一同送生产部确认
样品/样品确认表
生产部给予确认并在确认表上签名,标签上注明名称、属性、规格型号、确认人,日期等。
公司相关部门执行可追溯性
当发生下列任何一种情况时,执行可追溯性要求:紧急放行;让步接收;
物料流转卡
加工完成后的半成品由各生产车间在产品容器上放置相应的《物料流转卡》,在上面标明产品名称、规格、数量、作业员、及生产时间等。如为笔芯的标示还应标明油墨、硅油、珠头的规格和来料日期等
物料流转卡不合格证/让步接收
产品可追溯流程图

附 12: 纠 正 预 防 措 施
附 18: K3 台 账
附15:原辅料领用记录
附 8: 压 铸 车 间 生 产
)
包装
质 量 检 验
OK
入 库
OK
订单
发 OK 货 、 销 售
追 溯 控 制 办 法
报检单
来料检验 记录表
OK
合格状态 标识
NG
产品生 产计划
巡检记录 表 批次切换 标识
NG 隔离产品,
包装记 录 产品追 溯记录
OK
产品出 厂检验
OK
入库 记录
市场部发货记
更改产品质 量状态 仓库接收合 格产品 不合格标识, 等待处理
附 16: 出 厂 检 验 报
附 9: 生 产 日 报 表
附 19: 销 售 出 库 单 /K3
追 溯 记 录 ( 表 )
附13:工序衔接记录
附 14: 场 巡 检 记 录 表
附 17: 产 品 入 库 单
附 10: 产 品 标 识 牌
附20: 客户投 诉与质 量反馈 单
附 11: 产 品 合 格 证
产品追溯流程图
过 程 原辅料来料及检验过程
产品生产过程
出厂检验过程
销售过程
退供应商
NG
折扣或挑拣 使用
退料
NG
可回收半成品
可疑品
NG
不合格品
NG 可 返 工
仓库不合格 品放置区
报废
可 追 溯 工 序
OK
仓 库 报 检 仓 合格 库 发 货
OK
来料 检验
原 前辅 检料 查使 用
产品生产
在制品 检验
OK
不合格 状态标识
附 18: K3 台 账
附15:原辅料领用记录
附 8: 压 铸 车 间 生 产
)
包装
质 量 检 验
OK
入 库
OK
订单
发 OK 货 、 销 售
追 溯 控 制 办 法
报检单
来料检验 记录表
OK
合格状态 标识
NG
产品生 产计划
巡检记录 表 批次切换 标识
NG 隔离产品,
包装记 录 产品追 溯记录
OK
产品出 厂检验
OK
入库 记录
市场部发货记
更改产品质 量状态 仓库接收合 格产品 不合格标识, 等待处理
附 16: 出 厂 检 验 报
附 9: 生 产 日 报 表
附 19: 销 售 出 库 单 /K3
追 溯 记 录 ( 表 )
附13:工序衔接记录
附 14: 场 巡 检 记 录 表
附 17: 产 品 入 库 单
附 10: 产 品 标 识 牌
附20: 客户投 诉与质 量反馈 单
附 11: 产 品 合 格 证
产品追溯流程图
过 程 原辅料来料及检验过程
产品生产过程
出厂检验过程
销售过程
退供应商
NG
折扣或挑拣 使用
退料
NG
可回收半成品
可疑品
NG
不合格品
NG 可 返 工
仓库不合格 品放置区
报废
可 追 溯 工 序
OK
仓 库 报 检 仓 合格 库 发 货
OK
来料 检验
原 前辅 检料 查使 用
产品生产
在制品 检验
OK
不合格 状态标识
产品可追溯流程图
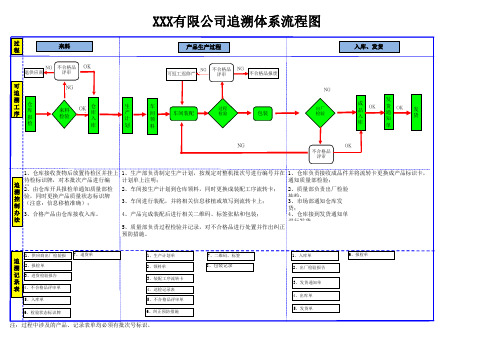
XXX有限公司追溯体系流程图
过 程
来料
NG 不合格品 OK
退供应商
评审
可
追
溯
工仓
序
库 报
检
NG
来料 检验
OK
仓 库
入
库
产品生产过程
可返工返修产 NG
不合格品 评审
NG
不合格品报废
生
车
过程
产
间
车间装配
检验
计
领
划
料
包装
入库、发货
NG
出厂 检验
发
成 品
OK
入
货 OK 通 知
发 货
库
单
NG
OK
不合格品
评审
1、仓库接收货物后放置待检区并挂上 1、生产部负责制定生产计划,按规定对整机批次号进行编号并在 1、仓库负责接收成品件并将流转卡更换成产品标识卡,
待检标识牌,对本批次产品进行编
追 溯
号 2、;由仓库开具报检单通知质量部检
控 验,同时更换产品质量状态标识牌
制 (注意:信息移植准确);
办 3、合格产品由仓库接收入库。 法
计划单上注明;
通知质量部检验;
2、车间按生产计划到仓库领料,同时更换成装配工序流转卡; 2、质量部负责出厂检验
3、车间进行装配,并将相关信息移植或填写到流转卡上;
抽检; 3、市场部通知仓库发
4、产品完成装配后进行相关二维码、标签张贴和包装;
货; 4、仓库接到发货通知单
进行发货。 5、质量部负责过程检验并记录,对不合格品进行处置并作出纠正
预防措施。
1、供应商出厂检验报
追 溯 2、报检单
记 3、进货检验报告 录
过 程
来料
NG 不合格品 OK
退供应商
评审
可
追
溯
工仓
序
库 报
检
NG
来料 检验
OK
仓 库
入
库
产品生产过程
可返工返修产 NG
不合格品 评审
NG
不合格品报废
生
车
过程
产
间
车间装配
检验
计
领
划
料
包装
入库、发货
NG
出厂 检验
发
成 品
OK
入
货 OK 通 知
发 货
库
单
NG
OK
不合格品
评审
1、仓库接收货物后放置待检区并挂上 1、生产部负责制定生产计划,按规定对整机批次号进行编号并在 1、仓库负责接收成品件并将流转卡更换成产品标识卡,
待检标识牌,对本批次产品进行编
追 溯
号 2、;由仓库开具报检单通知质量部检
控 验,同时更换产品质量状态标识牌
制 (注意:信息移植准确);
办 3、合格产品由仓库接收入库。 法
计划单上注明;
通知质量部检验;
2、车间按生产计划到仓库领料,同时更换成装配工序流转卡; 2、质量部负责出厂检验
3、车间进行装配,并将相关信息移植或填写到流转卡上;
抽检; 3、市场部通知仓库发
4、产品完成装配后进行相关二维码、标签张贴和包装;
货; 4、仓库接到发货通知单
进行发货。 5、质量部负责过程检验并记录,对不合格品进行处置并作出纠正
预防措施。
1、供应商出厂检验报
追 溯 2、报检单
记 3、进货检验报告 录
产品可追溯流程图
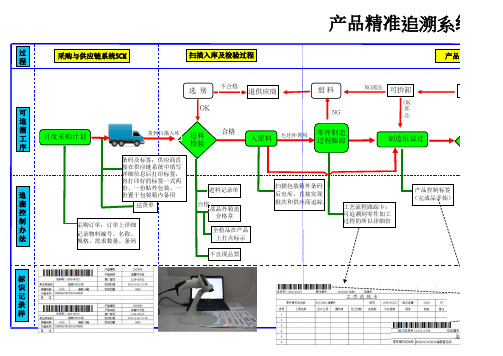
产品精准追溯系统流程图
进料毛坯件领用制造可拆卸N 扫描入库及检验过程产品制造过程
可
追
溯
工
序追
溯
控
制
办
法过
程标
识
记
录
样
扫描包装箱外条码后出库,直接实现批次和供应商追踪。
进料记录单不良现品票部品外箱盖合格章合格工艺流程跟踪卡:可追溯到零件加工过程的所以详细信产品条产品"NG"
NG 合格全检品在产品上打点标示
制造组装过产品控制标签(完成品开始)合退料NG 选别
退供应商不合格OK 合可疑品NG 部品OK 部品采购与供应链系统SCM 月度采购计划货到扫描入库采购订单:订单上详细记录物料编号、名称、
规格、需求数量、条码送货单条码及标签:供应商直接在供应链系统中填写详细信息后打印标签,将打印好的标签一式两份、一份贴外包装、一零件制造过程入原料
流程图
QA 检验过程Q A
检
验入库N OQC 装箱交货
产品条形码激光打码产品控制标签标示"NG"并注明不良内容
条形码扫描
包装记录表产品盖"NG"包装包装记录表
(记录条形码)
NG 入库记录包装交货过程
出货检验合合合不合格品仓库不合格。
产品可追溯流程图

产品精准追溯系统流程图
进料毛坯件领用制造可拆卸N扫描入库及检验过程产品制造过程
可
追
溯
工
序追
溯
控
制
办法过程标识记录样
扫描包装箱外条码后出库,直接实现批次和供应商追踪。进料记录单不良现品票部品外箱盖合格章合格工艺流程跟踪卡:可追溯到零件加工过程的所以详细信产品条产品"NG"
NG合格全检品在产品上打点标示
流程图
QA检验过程Q A
检
验入库N OQC装箱交货
产品条形码激光打码产品控制标签标示"NG"并注明不良内容
条形码扫描
包装记录表产品盖"NG"包装包装记录表
(记录条形码
NG入库记录包装交货过程
出货检验合合合不合格品仓库不合格
制造组装过产品控制标签(完成品开始合退料NG选别
退供应商不合格OK合可疑品NG部品OK部品采购与供应链系统SCM月度采购计划货到扫描入库采购订单:订单上详细记录物料编号、名称、
规格、需求数量、条码送货单条码及标签:供应商直接在供应链系统中填写详细信息后打印标签,将打印好的标签一式两份、一份贴外包装、一零件制造过程入原料
进料毛坯件领用制造可拆卸N扫描入库及检验过程产品制造过程
可
追
溯
工
序追
溯
控
制
办法过程标识记录样
扫描包装箱外条码后出库,直接实现批次和供应商追踪。进料记录单不良现品票部品外箱盖合格章合格工艺流程跟踪卡:可追溯到零件加工过程的所以详细信产品条产品"NG"
NG合格全检品在产品上打点标示
流程图
QA检验过程Q A
检
验入库N OQC装箱交货
产品条形码激光打码产品控制标签标示"NG"并注明不良内容
条形码扫描
包装记录表产品盖"NG"包装包装记录表
(记录条形码
NG入库记录包装交货过程
出货检验合合合不合格品仓库不合格
制造组装过产品控制标签(完成品开始合退料NG选别
退供应商不合格OK合可疑品NG部品OK部品采购与供应链系统SCM月度采购计划货到扫描入库采购订单:订单上详细记录物料编号、名称、
规格、需求数量、条码送货单条码及标签:供应商直接在供应链系统中填写详细信息后打印标签,将打印好的标签一式两份、一份贴外包装、一零件制造过程入原料
产品可追溯流程图图
产品控制标签
合格 产品条形码
包装记录表
包装记录表
入库记录
出货检验 记录表
溯
合格
控 制
部品外箱盖 合格章
NG 不良现品票
条形码扫描
NG 产品盖"NG"章,
办
全检品在产品
法
上打点标示
NG 不良现品票
NG 产品控制标签 标示"NG"并注
标
识
记
标识图片
录
样
标识图片
标识图片
标识图片
标识图片
产品可追溯流程圖
过
进料及检验过程
程
退供应商
可
追
溯
仓
工
库
序
发
料
NG
选别
OK
进料 合格 检验
产品制造过程
退料
NG
P C B 检
NG部品
可拆卸
OK 部 品
制造组装过
NG 可疑品
制造 合
不合格品 包装
QA检验过程 仓库不合格
包装交货过程
Q
A
合格
入
检
库
验
OQC
合格
装 箱 交
货
追
发料单
进料记录单
合格 PCB打点
标识与可追溯流程图

装箱清单
(3、)追溯方法
追溯的方法 发货装箱清单 查询成品生产号 凭成品生产号 任意点切入 查询成品生产记录 焊丝批次号 查询各层组焊生产记录 采购检验保管投用信息 查询铝材入库批次号 查询配套子件来源批次号 凭各层次配套子件来源批次号 查询机加工生产记录 查询下料、投料记录 查询产品过程检验信息 追溯发货装箱信息 追溯到产成品出库登记表 追溯到产品终检
纵向逆序追 溯
查询入库出库信息 查询产品终检信息
横向顺序追 溯
任意点切入 入库批次号 下料投料生产记录
机加工生产记录
同批次产品分布 现存实物
组焊生产记录
成品入库出库记录
发货装箱单
(4、)产品实物状态与生产组织
产品实物状态
单件产品 由原材料转化产产品 购进的外购件 产品毛坯
分别按工艺流程加工完工合格后入 非成品合成件 成品合成件 配套件库按计划组织投料,组焊加工及后续工序完工合格后入
产品标识和可追溯性原理与操作
2010-06
(1、)唯一性识别
文件结构
标识和可追溯性管理程序 产品标识管理办法 产品批次管理办法 产品可追溯性管理办法
仓库静态实物标识方法
实物+《物料卡 》+《工序标识卡》+区域标识 实物+《工序标识卡》+区域标识 实物+《工序标识卡》 品种唯一性识别符号
实物识别
生产现场静态实物标识方法 流转中实物标识方法
区域标识
方法 内容
(2、)可追溯原理
追溯的内容 进货 铝材 外购件 铝焊丝 到货日期、批次号、数量、价格、采购人、进货记录
下料 机加工 组焊 外加工 成品
铝材进货批次号、生产日期、操作人、下料产品批次号、批次量、生产记录、自检及专检记录 各工序:生产批次号、转换批次号(如有)、生产日期、操作人、批次量、生产记录、自检及专检记录 各层次:生产批次号、配件来源批次号、生产日期、操作人、批次量、生产记录、自检及专检记录 各点:生产批次号、转换批次号(如有)、生产日期、加工点、批次量、生产记录、自检及专检记录 成品生产号、生产批次号(如有)、配件来源批次号、生产日期、操作人、批次量、生产记录、 自检记录、终检记录、入库信息、出库信息
布料追溯流程图

填写《布卷标识》 接收《布料移交清单》 接收《返修处理报告》 填写《验布明细记录表 填写《验布报告》
填写《退货单》
布卷标识:供应商、规格、品名、缸号、 数量、缸卷号…
布料移交清单:规格、品名、数量、缸卷 号、序号、时间、批次号...
验布明细记录表:规格、品名、数量、缸 卷号、时间、批次号...
验布报告:规格、品名、数量、缸卷号、 时间、批次号...
关联单据填写订单号
产品移交卡: 订单号 (款号、周期、数量)
工序日报表:订单号 (款号、周期、数量)
关联单据填写订单号
1、加工车间内移交不需要填写移交单,跨车间加工 须填写移交单,进行移交。 2、跨车间工序根据生产订单向另外车间接收在制 品,检查在制品上标识卡、移交单需与订单信息一 致。签收移交卡后对应标识与订单信息后加工,加 工完成后张贴在制品流动单注明订单号。 2、加工工序移交后道加工工序需填写《产品移交 卡》注明订单号,务必与流动单对应填写订单信 息,在制品流动单应随附产品移交。 3、加工完成后填写《工序日报表》注明订单号并于 《产品移交卡》注明订单号保存,以便追溯。
入库
接收《布卷标识》 接收《布料移交清单》 接收《验布明细记录 表》 接收《验布报告》 填写《材料入库单》
填写《报废品入 库单》
布卷标识:供应商、规格、品名、缸号、 数量、缸卷号…
布料移交清单:规格、品名、数量、缸卷 号、序号、时间、批次号...
验布明细记录表:规格、品名、数量、缸 卷号、时间、批次号...
裁剪排版图:计划号、品名、尺寸、数 量、批次号...
裁剪日报表: 订单号 (款号、周期、数量) 产品移交卡: 订单号 (款号、周期、数量) 裁片标识卡: 订单号 (款号、周期、数量)
物料追溯流程图

FQC(OQC)
ห้องสมุดไป่ตู้
NG
(●出货报告上注明生产工
单号和材料批号)
OK
入库/贮存 (●记录生产工单号)
报废 (●提交报废单)
返工 (●提交返工单)
特采 (●提交特采单)
分析改善 (●记录改善报告编号)
发货 (●发货单上注明发货批号)
注:物料不良采取倒追方式追溯。
变更原因
变更内容
变更日期
变更标记
NG 首检/巡检/末检 (●质量记录单上注明生产工
单号和材料批号)
OK
工序流转 (●流转卡上注明工单号和材料批号)
拒收退回 返工 特采
拒收退回 返工 特采
NG 全检 (●注明返工单号)
OK
退货 报废
NG 全检
OK
报废 (●提交报废单)
退货 (●提交退货单)
NG 产品全检
OK
包装入箱/张贴标识 (●外箱唛头/合格证注明生产工单号及材料批号)
版次 A 编号 页次 1/1 日期
QS-PG-BZ85 2015-8-2
物料(不良品)追溯流程图
核准
会签
编制
供方来料
(●需标识物料批号)
入料检验 (●检验单上记录材料批号)
物料入库/贮存 (●记录台帐)
生产计划 (●明确生产工单号)
领料出库 (●领料单上注明生产工单号)
生产加工
(●生产工单上注明物料批号)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过
进料及检验过程
程
仓库退供应商
仓库不合格品 放置区
可
NG
追
溯
工
仓库暂收料
OK
序
进料 检验
仓库收发作业过程 原编号/批号
OK
OK
仓库收料 系统编号
OK
仓库发料
有限 产品可追
产品制造过程
原材料 不良品
生产不良品 退回相应的
判别
退料
NG
OK
生产、测试过程
设备点检报表
良品
追
请购单
进料检验 日报表
预防、纠正报告
溯 控 制
到货单 入库单
产品挂合格 标识牌
进厂登记表
领料单
生产日报表
办
产品挂不合
出库料单
工序原始记录表
预
法
格标识牌
来料品质异 常改善报告
标
识
记
待拍图片
录
样
待拍图片
待拍图片
样
有限公司 可追溯流程图
造过程
QA检验过程
成品入库过程
交货过程
售后过程
NG
不良品退回
相应的工序
NG
过程 OK
QC 检验
NG OK
不良品退回 相应的工序
NG
QA检 验
OK
生产成 OK 品入库
生产批号
OK
成品出 OK 货装车
NG
客户
NG确 认
良品/不良品标签 QC检查记录表 不合格报告表 预防、纠正报告
出货检验记录 产品贴合/不合
手工产品入库 系统产品入库
发货前检查录 手工产品出库 系统销售出库
手工产品出
售后服务单
待拍图片
待拍图片
待拍图片
待拍图片
售后过程
ቤተ መጻሕፍቲ ባይዱ
确 认
NG 晶鑫仓
检验记录 售后服务单
待拍图片
进料及检验过程
程
仓库退供应商
仓库不合格品 放置区
可
NG
追
溯
工
仓库暂收料
OK
序
进料 检验
仓库收发作业过程 原编号/批号
OK
OK
仓库收料 系统编号
OK
仓库发料
有限 产品可追
产品制造过程
原材料 不良品
生产不良品 退回相应的
判别
退料
NG
OK
生产、测试过程
设备点检报表
良品
追
请购单
进料检验 日报表
预防、纠正报告
溯 控 制
到货单 入库单
产品挂合格 标识牌
进厂登记表
领料单
生产日报表
办
产品挂不合
出库料单
工序原始记录表
预
法
格标识牌
来料品质异 常改善报告
标
识
记
待拍图片
录
样
待拍图片
待拍图片
样
有限公司 可追溯流程图
造过程
QA检验过程
成品入库过程
交货过程
售后过程
NG
不良品退回
相应的工序
NG
过程 OK
QC 检验
NG OK
不良品退回 相应的工序
NG
QA检 验
OK
生产成 OK 品入库
生产批号
OK
成品出 OK 货装车
NG
客户
NG确 认
良品/不良品标签 QC检查记录表 不合格报告表 预防、纠正报告
出货检验记录 产品贴合/不合
手工产品入库 系统产品入库
发货前检查录 手工产品出库 系统销售出库
手工产品出
售后服务单
待拍图片
待拍图片
待拍图片
待拍图片
售后过程
ቤተ መጻሕፍቲ ባይዱ
确 认
NG 晶鑫仓
检验记录 售后服务单
待拍图片