铝及铝合金挤压型材尺寸偏差国家标准编制说明
铝型材热挤压模具标准
铝型材热挤压模具标准
铝型材热挤压模具标准通常参考以下几个方面:
1. 尺寸精度标准:模具的尺寸精度要符合国家标准或行业标准的要求,如GB/T 6892-2015《铝及铝合金挤压型材》中的尺
寸公差要求。
2. 表面质量标准:模具的表面质量要求光洁平整,并排除缺陷如气泡、凹坑、裂纹等,符合产品外观要求。
3. 硬度标准:模具的硬度要符合材质标准或相关技术要求,以保证模具在工作过程中的强度和寿命。
4. 结构设计标准:模具的结构设计要合理,包括模腔结构、进料系统、冷却系统等,以保证挤压过程中的均匀性和稳定性。
5. 材质标准:模具材料应选择高强度、高耐磨、高热稳定性的工具钢或特殊合金钢,以保证模具的寿命和使用效果。
以上标准可以视具体情况进行调整和补充,以满足不同产品的要求。
同时,国际上也有一些相关标准和规范,如ISO 13002:2010《Aluminium and aluminium alloys - Wrought products - Visual method for assessing the effect of surface defects》等。
DIN EN 755-9铝及铝合金 挤压杆、条、管和型材 第9部分 型材公差

DIN EN 755-9: 2001 铝以及铝合金——挤压棒材,管材以及型材第九部分:型材,尺寸公差与形状公差欧洲标准EN 755-9: 2001具有德国标准的地位取代1981年11月编制的DIN1748-4。
目录1 范围 (4)2合金分组 (4)3尺寸公差 (5)3.1横截面的尺寸 (5)3.2 长度 (12)3.3切头的垂直度 (12)4形状公差 (12)4.1概述 (12)4.2平直度 (13)4.3凸度-凹度 (13)4.4外形 (14)4.5扭曲 (15)4.6倾斜度 (17)4.7圆角与内圆角半径 (18)欧洲标准EN 755-92001年4月ICS 77.150.10英文版本铝以及铝合金——挤压棒材,管材,以及型材——第九部分:型材,尺寸公差与形状公差此欧洲标准是由CEN于2001年2月18日批准的。
CEN成员必然要遵守CEN/CENELEC国际规则。
CEN/CENELEC国际规则保证了不需要任何改动而给与此欧洲标准一个国家标准地位的条件。
关于那些国家标准的最新清单与著书目录参考书目可以通过向管理中心或任何一个成员申请获得。
此欧洲标准包括三个官方版本(英文,法文,德文)。
一个任何其他语言的版本,由一个CEN成员负责译成其自己的语言而形成,并通知中央秘书处后,具有与官方版本同样的地位。
CEN成员由下列国家的国家标准团体组成:奥地利,比利时,丹麦,芬兰,法国,德国,希腊,冰岛,爱尔兰,意大利,卢森堡,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士,以及英国。
CEN欧洲标准化委员会管理中心:B-1050布鲁塞尔,RUE DE大街36号©2001 CEN CEN国家成员保留在世界范围内以任何形式手段开发利用的所有权利参考序列号:EN 755-9:2001 E目录序言 (3)1 范围 (4)2 合金分组 (4)3 尺寸公差 (5)3.1 横截面的尺寸 (5)3.2 长度 (12)3.3 切头的垂直度 (12)4 形状公差 (12)4.1 概述 (12)4.2 平直度 (12)4.3 凸度-凹度 (13)4.4 外形 (14)4.5 扭曲 (15)4.6 倾斜度 (17)4.7 圆角与内圆角半径 (18)序言该欧洲标准是由铝以及铝合金技术委员会CEN/TC 132筹备的。
铝及铝合金挤压型材尺寸偏差国家标准编制说明

《铝及铝合金挤压型材尺寸偏差》国家标准编制说明(送审稿),2007-06-251 工作简况1.1 任务来源随着我国国民经济的发展,我国的铝及铝合金挤压型材正在飞速发展,并出口到美国、欧洲等世界各国。
为适应国外市场的需要,本标准是为了配合《一般工业型材生产许可证》评审的要求和需要,在修订GB/T6892-2000《一般工业用铝及铝合金挤压型材》的同时于2004年11月2~5号在长沙由全国有色标准化技术委员会年会上提出修订的,以便与新修订的GB/T6892《一般工业用铝及铝合金挤压型材》国家标准相配套。
全国有色金属标准化技术委员会以有色标委(2006)13号文下达了本标准的起草任务,由西南铝业(集团)有限责任公司任主编单位。
本标准主要在原GB/T14846-93的基础上,参照欧共体EN755.9-1998《铝及铝合金棒、管、型----型材的尺寸及外形允许偏差》、EN12020.2-2001《6060及6063铝合金精密型材第2部分:尺寸及外形允许偏差》和ANSIH35.2M-1993《铝加工产品的尺寸偏差》标准制订。
1.2 编制组情况本标准在2004年11月2~5号在长沙由全国有色标准化技术委员会年会上成立编制组,主编单位为西南铝业(集团)有限责任公司,参加单位为中国有色金属工业标准计量质量研究所、东北轻合金加工有限责任公司等。
1.3 主要工作过程1.3.1 本标准于2005年9月提出《初稿》,于2005年9月23日在成都召开标准讨论会,根据成都讨论会精神,提出标准的《征求意见稿》。
1.3.2 本标准于2006年4月8日~10日,由全国有色金属标准化技术委员会主持,在广州市召开了本标准的预审会,参加会议的有70个单位,130名代表,与会代表对《征求意见稿》进行了认真的讨论。
现根据广州预审会精神和对《征求意见稿》的讨论意见,提出本标准的《送审稿》。
2 标准主要内容2.1 定义根据广州预审会精神,为了确切理解和解释型材的外接圆直径,因此,增加“外接圆直径”的定义。
《铝合金建筑型材》GB5237.1-2008型材尺寸偏差讲解
• 本讲解只针对本国标中几个不清晰的点进 行详细说明,其余部分,认真阅读国标原 件,都不难理解,就不再多说。
• 个人水平有限,如有错误,还请批评指正。 • • 个人原创 作者:王欢 2013 03 13
外接圆的意思要明白
公称尺寸也就是理论尺寸,或者说理想尺寸. 比如一个圆柱的直径公称尺寸为25mm,但这只是理想下的尺寸,你 找实物随便测量,绝不可能正好是25mm,一点不多,一点不少,总 是会有偏差,比如测出是24.99mm,或者25.01mm。
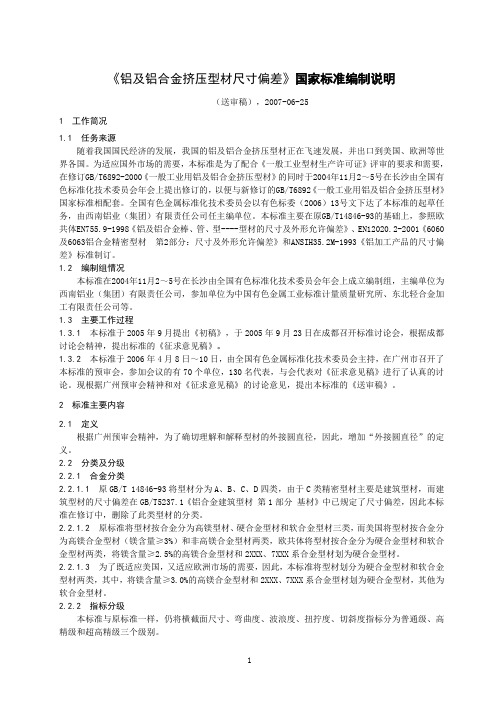
其次,很显然实体金属部分为0%,小于75%,所以H的允许偏差在3~8栏选取 (这在表中最下方的c项说明中也指出了),即绿色框内。
再次,由E的尺寸为45mm,属于“>30~60”,再把目标缩小到紫色框内。得 出H的允许偏差为正负0.39,即只要实际测量尺寸在12-0.39到12+0.39之间,即为合 格。
显然例子中给的12.25合格。
注意:对不 同的图,有 不同的要求。
解释:尺寸H1的允许偏差值采用以尺寸H2 作为H尺寸时,对应E尺寸的允许偏差值
公称尺寸也就是理论尺寸,或者说理想尺寸. 比如一个圆柱的直径公称尺寸为25mm,但这只是理想下的尺寸,你 找实物随便测量,绝不可能正好是25mm,一点不多,一点不少,总 是会有偏差,比如测出是24.99mm,或者25.01mm。
对“实体金属部分不小于75%的H尺寸” 的个人理解
H尺寸--H1、H2、H3等,含有H的都叫H尺寸。
实体金属部分不小于75%的H尺寸
如图4中的H2,其实体金属部分为H2尺 分不小于75%的H尺寸 ”
像图上圈的地方就 是“实体金属部分” 指的是相应H尺寸的75%
铝型材标准gb5237-2004
铝及铝合金检验标准1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5.氧化类型:B3-002 胚料B3-003 黑色阳极氧化B3-004 银白阳极氧化B3-005 雾银阳极氧化B3-006 磨砂阳极氧化B3-007 古铜阳极氧化B3-008 金黄色阳极氧化B3-009 香槟色阳极氧化B3-010 光亮阳极氧化B3-011 黑色化学氧化B3-012 银白化学氧化B3-013 雾银化学氧化B3-014 磨砂化学氧化B3-015 古铜化学氧化B3-016 金黄色化学氧化B3-017 香槟色化学氧化B3-018 光亮化学氧化5、检验5.1抽检标准检验员按照按照《GB/T 2828。
1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。
抽检水平一般为Ⅱ级,AQL=1.5。
检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。
5.2检验内容:5.2.1检验来料包装是否符合要求。
出厂标识是否清楚、完整。
5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。
5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于5.2.8 电化学氧化(一般要求彩硫酸阳极氧化)检验:外观检验要求膜层不允许疏松粉化,用手擦时掉末;不允许零件表面带红色斑,或整个表面或局部发红; 不允许氧化膜局部表面被腐蚀.; 不允许零件表面易沾上手印、水印,膜层发白.尺寸检验同上.铝合金建筑型材国家标准GB 5237.1-2004第1部分基材中华人民共和国国家标准GB5237.1-2004代替GB/T 5237.1-2000铝合金建筑型材第1部分:基材Wrought aluminium alloy extruded profiles for architecture—Part 1:Untreated profiles2004-11-01发布2005-03-01实施发布单位:中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会前言本部分第5.3条、第5.4.1.5条、第5.5条是强制性的,表2、表3、表4、表10的部分内容是强制性的,其余条款是推荐性的。
铝及铝合金挤压棒材国家标准
《铝及铝合金挤压棒材》国家标准《送审稿》编制说明一、工作简况1 立项目的随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝挤压材消费量约占世界总消费量的79%。
初步预计2025年世界铝挤压材消费量约5500万吨(2016~2025年均增长率按3.5%考虑)。
航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。
在我国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高性能轻合金材料”被列入先进基础材料的优先主题。
据第三方权威机构测算,中国工业铝挤压材消耗量的年增长率约为13%,2016年中国工业铝挤压材消耗量约为6038千吨,而及至2020年,这一数字将飙升至9461千吨,远超全球除中国以外地区的工业铝挤压材年消耗总量4760千吨。
其中,大规格高品质铝合金铝棒材产品年产量达200万吨左右。
近几年随着我国科技进步和经济的高速发展,铝合金材料已成为国民经济和国防工业建设的重要物质基础,在航空航天、汽车、轨道交通、机械制造、船舶及化学工业等重点领域有着广泛的应用前景及不可替代的特殊地位。
特别是近年来随着我国大飞机、高速铁路、汽车等行业发展进入快车道,大规格、高性能挤压棒材产品具有巨大的战略需求和市场前景。
其中铝及铝合金圆棒和方棒由于具有质量轻、强度好、加工容易、耐蚀性好等特点广泛应用于航空航天铆钉、卡车轮毂、螺旋桨组件、航空发动机活塞、航空发动机压气机叶片、叶轮、飞机与导弹零件、起落架液压缸、螺旋桨、油箱、火箭锻环、涨圈及形状复杂的自由锻件与模锻件、其他工作温度高的零件;在交通运输行业中铝棒主要用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,汽车底盘、汽车耐磨活塞、汽车发动机零件、轮毂等;在其它行业也有极为广泛的应用。
铝及铝合金挤压棒材国家标准
完美WORD格式编辑《铝及铝合金挤压棒材》国家标准《送审稿》编制说明一、工作简况1 立项目的随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝挤压材消费量约占世界总消费量的79%。
初步预计2025年世界铝挤压材消费量约5500万吨(2016~2025年均增长率按3.5%考虑)。
航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。
在我国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高性能轻合金材料”被列入先进基础材料的优先主题。
据第三方权威机构测算,中国工业铝挤压材消耗量的年增长率约为13%,2016年中国工业铝挤压材消耗量约为6038千吨,而及至2020年,这一数字将飙升至9461千吨,远超全球除中国以外地区的工业铝挤压材年消耗总量4760千吨。
其中,大规格高品质铝合金铝棒材产品年产量达200万吨左右。
近几年随着我国科技进步和经济的高速发展,铝合金材料已成为国民经济和国防工业建设的重要物质基础,在航空航天、汽车、轨道交通、机械制造、船舶及化学工业等重点领域有着广泛的应用前景及不可替代的特殊地位。
特别是近年来随着我国大飞机、高速铁路、汽车等行业发展进入快车道,大规格、高性能挤压棒材产品具有巨大的战略需求和市场前景。
其中铝及铝合金圆棒和方棒由于具有质量轻、强度好、加工容易、耐蚀性好等特点广泛应用于航空航天铆钉、卡车轮毂、螺旋桨组件、航空发动机活塞、航空发动机压气机叶片、叶轮、飞机与导弹零件、起落架液压缸、螺旋桨、油箱、火箭锻环、涨圈及形状复杂的自由锻件与模锻件、其他工作温度高的零件;在交通运输行业中铝棒主要用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,汽车底盘、汽车耐磨活塞、汽车发动机零件、轮毂等;在其它行业也有极为广泛的应用。
铝及铝合金挤压棒材国家标准(精品资料).doc
【最新整理,下载后即可编辑】《铝及铝合金挤压棒材》国家标准《送审稿》编制说明一、工作简况1 立项目的随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝挤压材消费量约占世界总消费量的79%。
初步预计2025年世界铝挤压材消费量约5500万吨(2016~2025年均增长率按3.5%考虑)。
航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。
在我国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高性能轻合金材料”被列入先进基础材料的优先主题。
据第三方权威机构测算,中国工业铝挤压材消耗量的年增长率约为13%,2016年中国工业铝挤压材消耗量约为6038千吨,而及至2020年,这一数字将飙升至9461千吨,远超全球除中国以外地区的工业铝挤压材年消耗总量4760千吨。
其中,大规格高品质铝合金铝棒材产品年产量达200万吨左右。
近几年随着我国科技进步和经济的高速发展,铝合金材料已成为国民经济和国防工业建设的重要物质基础,在航空航天、汽车、轨道交通、机械制造、船舶及化学工业等重点领域有着广泛的应用前景及不可替代的特殊地位。
特别是近年来随着我国大飞机、高速铁路、汽车等行业发展进入快车道,大规格、高性能挤压棒材产品具有巨大的战略需求和市场前景。
其中铝及铝合金圆棒和方棒由于具有质量轻、强度好、加工容易、耐蚀性好等特点广泛应用于航空航天铆钉、卡车轮毂、螺旋桨组件、航空发动机活塞、航空发动机压气机叶片、叶轮、飞机与导弹零件、起落架液压缸、螺旋桨、油箱、火箭锻环、涨圈及形状复杂的自由锻件与模锻件、其他工作温度高的零件;在交通运输行业中铝棒主要用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,汽车底盘、汽车耐磨活塞、汽车发动机零件、轮毂等;在其它行业也有极为广泛的应用。
铝合金型材重量偏差标准__概述说明以及解释
铝合金型材重量偏差标准概述说明以及解释1. 引言1.1 概述铝合金型材重量偏差是指在铝合金型材生产过程中,所生产出的型材与设计要求的重量之间存在的差异。
这种差异可能是由于制造过程中的不确定性因素或其他外部因素导致的。
准确测定铝合金型材的重量对于保证产品质量、满足客户需求以及实现工业标准化具有重要意义。
1.2 文章结构本文将首先简要介绍铝合金型材重量偏差标准的定义和背景,然后详细解释该标准的原因和意义。
随后,文章将探讨铝合金型材重量偏差标准具体细则和测量方法,并介绍其他常用测试方法和设备。
最后,我们将进行总结,展望未来对该标准的改进和完善,并分析铝合金型材行业对该标准的接受和落实情况。
1.3 目的本文目旨在为读者提供关于铝合金型材重量偏差标准的全面理解。
通过阅读本文,读者将了解到该标准在工业生产中起到的关键作用以及如何正确应用和测量铝合金型材的重量偏差。
此外,我们也对该标准的发展前景进行了探究,为相关行业提供借鉴和参考。
相信本文可以为读者提供有益的指导和启发,帮助他们更好地理解铝合金型材重量偏差标准并加以应用。
2. 简要说明铝合金型材重量偏差标准:2.1 定义和背景:铝合金型材重量偏差标准是指为了规范铝合金型材的生产和质量控制,制定的对其重量偏差进行测量和判定的准则。
在铝合金型材生产过程中,由于各种原因会导致型材的重量出现一定程度的偏差,因此需要建立相关标准来确保产品质量的可控性和一致性。
2.2 板材重量偏差标准:板材重量偏差指的是铝合金板材在生产过程中的实际重量与设计要求或样品参考重量之间的差异。
根据不同的板厚、尺寸和工艺要求,制定了针对板材重量偏差的具体标准。
这些标准主要包括对于正常尺寸范围内允许的最大正向误差和最大负向误差进行规定,以及具体计算公式和测算方法等。
2.3 条材重量偏差标准:条材重量偏差指的是铝合金条状型材在生产过程中的实际重量与设计要求或样品参考重量之间的差异。
由于不同类型的条材在尺寸和生产工艺上存在差异,因此针对条材重量偏差也进行了相应的标准制定。
《铝及铝合金模锻件的尺寸偏差及加工余量》

-1.0 +1.6
-1.0 +1.7
-1.1 +1.8
-1.2 +1.9
-1.2 +1.9
-1.3 +2.0
-1.3 +2.0
-1.4 +2.1
-1.4 >80
~120 +1.1(0.8)
-0.8(0.6) +1.3(0.9)
-0.8(0.6) +1.4(1.0)
-1.6(-) +2.5(-)
-1.6(-) +2.5(-)
-1.6(-) +2.5(-)
-1.6(-) +2.5
-1.6 +2.5
-1.7 +2.5
பைடு நூலகம்-1.7 +2.5
-1.8 +2.5
-1.9 +2.6
-2.0 +2.7
-2.1 >630
~800 +2.5(-)
-1.7(-) +2.5(-)
-3.0 ±4.5(经机加工) >2500~3150 +5.4
-3.6 ±6.0(经机加工) >3150~4000 +7.4
-4.2 ±6.0(经机加工) >4000~5000 +8.8
-5.5 ±8.0(经机加工) >5000~6300 +10.5(10.0)
-6.0 ±8.0(经机加工) 注: 表中红色字体表示欧洲指标高于原A级指标。 2.2.2.5 本标准根据表1的对比进行部分指标的加严修改,使加严修改后的A级指标全部达到欧洲EN586.3-3:2001标准的要求。
铝及铝合金挤压型材尺寸偏差国家标准编制说明
《铝及铝合金挤压型材尺寸偏差》国家标准编制说明(送审稿),2007-06-251 工作简况1.1 任务来源随着我国国民经济的发展,我国的铝及铝合金挤压型材正在飞速发展,并出口到美国、欧洲等世界各国。
为适应国外市场的需要,本标准是为了配合《一般工业型材生产许可证》评审的要求和需要,在修订GB/T6892-2000《一般工业用铝及铝合金挤压型材》的同时于2004年11月2~5号在长沙由全国有色标准化技术委员会年会上提出修订的,以便与新修订的GB/T6892《一般工业用铝及铝合金挤压型材》国家标准相配套。
全国有色金属标准化技术委员会以有色标委(2006)13号文下达了本标准的起草任务,由西南铝业(集团)有限责任公司任主编单位。
本标准主要在原GB/T14846-93的基础上,参照欧共体EN755.9-1998《铝及铝合金棒、管、型----型材的尺寸及外形允许偏差》、EN12020.2-2001《6060及6063铝合金精密型材第2部分:尺寸及外形允许偏差》和ANSIH35.2M-1993《铝加工产品的尺寸偏差》标准制订。
1.2 编制组情况本标准在2004年11月2~5号在长沙由全国有色标准化技术委员会年会上成立编制组,主编单位为西南铝业(集团)有限责任公司,参加单位为中国有色金属工业标准计量质量研究所、东北轻合金加工有限责任公司等。
1.3 主要工作过程1.3.1 本标准于2005年9月提出《初稿》,于2005年9月23日在成都召开标准讨论会,根据成都讨论会精神,提出标准的《征求意见稿》。
1.3.2 本标准于2006年4月8日~10日,由全国有色金属标准化技术委员会主持,在广州市召开了本标准的预审会,参加会议的有70个单位,130名代表,与会代表对《征求意见稿》进行了认真的讨论。
现根据广州预审会精神和对《征求意见稿》的讨论意见,提出本标准的《送审稿》。
2 标准主要内容2.1 定义根据广州预审会精神,为了确切理解和解释型材的外接圆直径,因此,增加“外接圆直径”的定义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《铝及铝合金挤压型材尺寸偏差》国家标准编制说明(送审稿),2007-06-251 工作简况1.1 任务来源随着我国国民经济的发展,我国的铝及铝合金挤压型材正在飞速发展,并出口到美国、欧洲等世界各国。
为适应国外市场的需要,本标准是为了配合《一般工业型材生产许可证》评审的要求和需要,在修订GB/T6892-2000《一般工业用铝及铝合金挤压型材》的同时于2004年11月2~5号在长沙由全国有色标准化技术委员会年会上提出修订的,以便与新修订的GB/T6892《一般工业用铝及铝合金挤压型材》国家标准相配套。
全国有色金属标准化技术委员会以有色标委(2006)13号文下达了本标准的起草任务,由西南铝业(集团)有限责任公司任主编单位。
本标准主要在原GB/T14846-93的基础上,参照欧共体EN755.9-1998《铝及铝合金棒、管、型----型材的尺寸及外形允许偏差》、EN12020.2-2001《6060及6063铝合金精密型材第2部分:尺寸及外形允许偏差》和ANSIH35.2M-1993《铝加工产品的尺寸偏差》标准制订。
1.2 编制组情况本标准在2004年11月2~5号在长沙由全国有色标准化技术委员会年会上成立编制组,主编单位为西南铝业(集团)有限责任公司,参加单位为中国有色金属工业标准计量质量研究所、东北轻合金加工有限责任公司等。
1.3 主要工作过程1.3.1 本标准于2005年9月提出《初稿》,于2005年9月23日在成都召开标准讨论会,根据成都讨论会精神,提出标准的《征求意见稿》。
1.3.2 本标准于2006年4月8日~10日,由全国有色金属标准化技术委员会主持,在广州市召开了本标准的预审会,参加会议的有70个单位,130名代表,与会代表对《征求意见稿》进行了认真的讨论。
现根据广州预审会精神和对《征求意见稿》的讨论意见,提出本标准的《送审稿》。
2 标准主要内容2.1 定义根据广州预审会精神,为了确切理解和解释型材的外接圆直径,因此,增加“外接圆直径”的定义。
2.2 分类及分级2.2.1 合金分类2.2.1.1 原GB/T 14846-93将型材分为A、B、C、D四类,由于C类精密型材主要是建筑型材,而建筑型材的尺寸偏差在GB/T5237.1《铝合金建筑型材第1部分基材》中已规定了尺寸偏差,因此本标准在修订中,删除了此类型材的分类。
2.2.1.2 原标准将型材按合金分为高镁型材、硬合金型材和软合金型材三类,而美国将型材按合金分为高镁合金型材(镁含量≥3%)和非高镁合金型材两类,欧共体将型材按合金分为硬合金型材和软合金型材两类,将镁含量≥2.5%的高镁合金型材和2XXX、7XXX系合金型材划为硬合金型材。
2.2.1.3 为了既适应美国,又适应欧洲市场的需要,因此,本标准将型材划分为硬合金型材和软合金型材两类,其中,将镁含量≥3.0%的高镁合金型材和2XXX、7XXX系合金型材划为硬合金型材,其他为软合金型材。
2.2.2 指标分级本标准与原标准一样,仍将横截面尺寸、弯曲度、波浪度、扭拧度、切斜度指标分为普通级、高精级和超高精级三个级别。
2.3 横截面的尺寸及偏差2.3.1 体系结构对于横截面的尺寸及允许偏差的指标体系划分,欧共体比美国划分得比较合适,因此本标准参照欧共体的指标体系来规定横截面的尺寸及允许偏差。
2.3.2 壁厚尺寸及偏差2.3.2.1 壁厚分组本标准原来将壁厚尺寸分为A、B两组,在广州预审会上,代表认为应跟欧共体保持一致,因此,将壁厚尺寸分为A、B、C三组。
2.3.2.2 Ⅰ类型材(硬合金型材)2.3.2.2.1 采用EN755.9-1998的指标作为本标准的高精级指标。
2.3.2.2.2 对于普通级,在日本JISH4100《铝及铝合金挤压型材》标准中,普通级是高精级的 1.5倍左右。
因此,用高精级指标值乘以1.5作为普通级。
2.3.2.2.3 对于超高精级,用高精级指标值除以1.5作为超高精级,对于超高精级中A、B、C三组的个别指标达不到ANSIH35.2标准中非高镁合金指标的,进行了适当的修改,使其达到ANSIH35.2标准的指标,因此本标准的超高精级高于ANSIH35.2标准的水平。
2.3.2.3 Ⅱ类型材(软合金型材)2.3.2.3.1 采用EN755.9-1998的指标作为本标准的高精级指标;2.3.2.3.2 对于普通级,在日本JISH4100《铝及铝合金挤压型材》标准中,普通级是高精级的 1.5倍左右。
因此,用高精级指标值乘以1.5作为普通级。
2.3.2.3.3 对于超高精级,用高精级指标值除以1.5作为超高精级,对于超高精级中A、B、C三组的个别指标达不到ANSIH35.2标准中非高镁合金指标的,进行了适当的修改,使其达到ANSIH35.2标准的指标,因此本标准的超高精级高于ANSIH35.2标准的水平。
本标准的超高精级指标也高于EN12020.2-2001的标准水平。
2.3.3 横截面的非壁厚尺寸及允许偏差2.3.3.1 Ⅰ类型材(硬合金型材)2.3.3.1.1 采用EN755.9-1998的指标作为本标准的高精级指标。
2.3.3.1.2 对于普通级,在日本JISH4100《铝及铝合金挤压型材》标准中,普通级是高精级的 1.5倍左右。
本标准若用高精级指标值乘以1.5作为普通级,其数值与原GB/T14846-93的普通级指标相差甚远,因此,采用高精级指标值乘以1.2作为普通级指标。
这样,与原GB/T14846-93的普通级指标相近。
2.3.3.1.3 对于超高精级指标,若用高精级指标值除以1.5作为超高精级,其数值与原GB/T14846-93的超高精级指标相差甚远,因此,采用高精级指标值除以 1.7作为超高精级指标。
这样,与原GB/T14846-93的超高精级指标相近。
严于ANSIH35.2中高镁合金的指标,与其他合金的指标水平相当。
高于EN755.9-1998的指标。
2.3.3.2 Ⅱ类型材(软合金型材)2.3.3.2.1 采用EN755.9-1998的指标作为本标准的高精级指标。
2.3.3.2.2 对于普通级,在日本JISH4100《铝及铝合金挤压型材》标准中,普通级是高精级的 1.5倍左右。
由于本标准的Ⅰ类型材是用高精级指标值乘以1.2作为普通级,因此,Ⅱ类型材也采用高精级指标值乘以1.2作为普通级指标。
这样,与原GB/T14846-93的普通级指标基本相当。
2.3.3.2.3 对于超高精级,在日本JISH4100《铝及铝合金挤压型材》标准中,高精级是普通级的1.5倍左右。
虽然本标准的Ⅰ类型材是用高精级指标值除以1.7作为普通级,若Ⅱ类型材也采用高精级指标值除以1.7作为超高精级指标,则比美国ASTMB221和原GB/T14846的超高精级加严太多。
因此,采用高精级指标值除以1.5作为超高精级指标。
这样,Ⅱ类型材的超高精级指标略高于美国ASTMB221,与原GB/T14846-93的超高精级基本相当。
2.3.3.3 关于对4.1.2.7条(空心型材的非壁厚尺寸偏差)的解释:图4和图5所示的空心型材,其宽度上的空心尺寸和高度上的空心尺寸H,它包含了空间部分,则它的偏差应比实体部分尺寸偏差松,但它毕竟不是开口尺寸,则它的尺寸偏差应比开口尺寸严。
在ANSIH35.2和日本标准中,当E≤6mm时,空心尺寸与实体尺寸的偏差等同,因此,宽度上的空心尺寸H 是采用高度D对应6<E≤15的4栏内的允许偏差,表示了空心尺寸的偏差比实体尺寸要求严,比开口尺寸要求稍松。
在本标准中,由于E≤20mm时,空心尺寸与实体尺寸的偏差等同,因此规定,高度上的空心尺寸H,采用宽度D对应20<E≤30的4栏的允许偏差。
2.3.4 横截面角度及偏差2.3.4.1 对于第Ⅰ类型材,角度偏差与原GB/T14846等同。
2.3.4.2 对于第Ⅱ类型材,由于原某些精密型材对角度偏差要求严,而现在的精密型材归类为第Ⅱ类型材,因此将原精密型材的角度偏差作为现第Ⅱ类型材的角度偏差,比原GB/T14846标准加严。
2.3.4.3 在EN755.9-1998标准中,角度偏差为0.5°~0.9°。
在EN12020-2001标准中,角度偏差为0.3°~0.5°。
在美国ANSIH35.2标准中,角度偏差为1°~1.5°,因此,现高精级指标相当EN755.9-1998和ANSIH35.2标准的水平,超高精级相当于EN12020-2001的水平。
2.3.5 横截面的倒角半径、圆角半径及允许偏差2.3.5.1 倒角半径r及允许偏差2.3.5.1.1 原GB/T14846等同采用美国ANSIH35.2标准。
由于ANSIH35.2没有反映出倒角半径允许偏差与壁厚的关系,而欧共体标准反映了倒角半径允许偏差与壁厚的关系,因此,在此次修订中,采用欧共体标准。
2.3.5.1.2 由于ANSIH35.2标准的倒角半径允许偏差比欧共体较严,因此,本标准采用EN755.9-1998标准中较严的一档作为第Ⅰ类型材的倒角半径允许偏差,采用EN12020-2001的指标作为第Ⅱ类型材的倒角半径允许偏差。
2.3.5.1.3 本标准等同于欧共体EN755.9-1998和EN12020-2001的标准水平,与美国ANSIH35.2标准水平相当。
2.3.5.2 圆角半径R及允许偏差2.3.5.2.1 原GB/T14846等同采用美国ANSIH35.2标准,圆角半径R≤5时,其偏差为±0.4。
现在美国ANSIH35.2标准进行了修改,圆角半径R≤5时,其偏差为±0.5,与欧共体EN755.9-1998和EN12020-2001标准中均为±0.5相一致,因此,本标准采用±0.5。
2.3.5.2.2 本标准的水平等同于美国ANSIH35.2、欧共体EN755.9-1998标准和EN12020-2001标准的水平。
2.3.6 横截面的曲面间隙及允许偏差2.3.6.1 对曲面间隙, 美国ANSIH35.2与欧共体EN755.9-1998和EN12020-2001标准规定的方法不一致,本标准采用欧共体标准的体系,并直接采用EN755.9-1998和EN12020-2001(两标准指标相同)的指标。
2.3.6.2 本标准与欧共体标准等同,略低于美国ANSIH35.2。
2.4 弯曲度2.4.1 本标准将型材的弯曲度明确定义为纵向弯曲度、纵向侧弯度和纵向波浪度三类。
2.4.2 在原GB/T14846-1993中,有弯曲度要求,也有波浪度要求。
而在欧共体和美国标准中只有弯曲度要求,而弯曲度测量每300mm长度上的间隙值和全长L米上的最大间隙值。