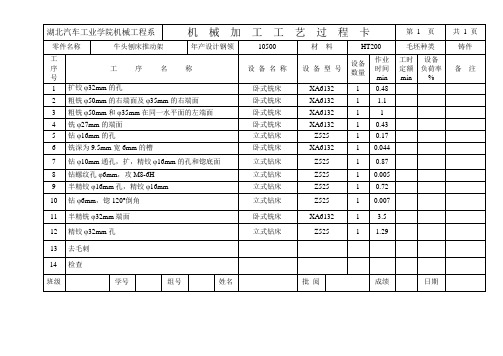
推动架课程设计工艺过程卡、工序卡片
推动架机械加工工艺及夹具设计

12.77m m/ r
M c 73Nm
M m 144.2 Nm
所以 M c M m
Pc 1.7 ~ 2.0kw PE 故满足条件,校验成立。
2.5.3.3 计算工时
tm 2x Ll 40 10 2x 0.3 min nf 452 0.7
2.5.4 工序六
钻头磨钝标准及寿命 后刀面最大磨损限度(查《切削手册》 )为 0.5~0.8mm,寿命 T 60 min . 切削速度 查 《切削手册》 vc 10mm/ r 修正系数 KTV 1.0 K MV 1.0 K tv 1.0
Kxv 1.5 K1v 1.0 K apv 10 故 vc 15mm/ r 。
2.5.3.1. 加工条件 工件材料:HT200,铸造。 机床:C6116 车床。 刀具:扩孔麻花钻,倒角车刀. 2.5.3.2 车切削用量 查《切削手册》 f 0.70 ~ 0.86mm/ r
f 0.70m m/ r
l
d
40
32
1.25 3 所以,
按钻头强度选择 f 1.55mm/ r
按机床强度选择 f 0.63m m/ r 经校验
最 终 决定 选 择 机 床 已 有 的 进 给 量 f 0.48m m/ r
Ff 7 0 8 5 Fm
a x
校验成功。
钻头磨钝标准及寿命 后刀面最大磨损限度(查《切削手册》 )为 0.5~0.8mm,寿命 T 60 min . 切削速度 查 《切削手册》 vc 10mm/ r 修正系数 KTV 1.0 K MV 1.0 K tv 1.0
2.5.2 工序四
铣面 E、F (见工艺卡片)
2.5.2.1. 加工条件 工件材料:HT200,铸造。 机床:XA6132 卧式铣床 刀具:高速钢圆柱铣刀,深度 ap<=3, ,故据《切削用量简明手册》 (后简 称《切削手册》 )取刀具直径 do=60mm。 2.5.2.2. 切削用量 铣削深度 因为切削量不大,故可以选择 ap1=1.8mm,ap2=0.2mm,二 次走刀即可完成所需尺寸。 每齿进给量 机床功率为 7.5kw。 查 《切削手册》 f=0.14~0.24mm/z。 由于是对称铣,选较小量 f=0.14 mm/z。 查后刀面最大磨损及寿命 查《切削手册》表 3.7,后刀面最大磨损为 1.0~1.5mm。 查《切削手册》表 3.8,寿命 T=180min 计算切削速度 按 《 切 削 手 册 》, 查 得 Vc = 98mm/s ,
推动架课程设计--推动架工艺设计

课程设计说明书题目:推动架工艺设计学院:应用技术学院专业:机械设计制造及其自动化班级:学号:学生姓名:导师姓名:白泉完成日期:湖南工程学院课程设计任务书课程名称机械制造技术基础题目设计推动架机械加工工艺专业班级机设1083学生姓名学号指导老师白泉审批任务书下达日期设计完成日期零件图目录一、设计任务书 (1)二、零件分析1、零件的作用 (2)2、零件的工艺分析 (2)三、工艺规程的设计1、确定毛坯的制造方法 (3)2、基准的选择 (3)3、制定工艺路线 (4)4、机械加工余量、工序尺寸及毛坯尺寸的确定 (6)5、确定切削用量及基本工时 (8)四、心得体会 (13)参考文献 (14)1.1 一、零件的分析(一)、零件的功用题目所给的零件是B6065牛头刨床推动架,是牛头刨床进给机构的中小零件,φ32mm 孔用来安装工作台进给丝杠轴,靠近φ32mm 孔左端处一棘轮,在棘轮上方即φ16mm 孔装一棘爪,φ16mm 孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕φ32mm 轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。
(二)、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
(零件图见附图1)由零件图可知,φ320.0270+mm 、φ160.033+mm 的中心线是主要的设计基准和加工基准。
该零件的主要加工面可分为两组:1、φ320.027+mm 孔为中心的加工表面这一组加工表面包括:φ320.027+mm 的两个端面及孔和倒角,φ160.019+mm 的两个端面及孔和倒角。
2、以φ160.033+mm 孔为加工表面这一组加工表面包括,φ160.0330+mm 的端面和倒角及内孔φ100.10+mm 、M8-6H的内螺纹,φ6mm 的孔及120°倒角2mm 的沟槽。
这两组的加工表面有着一定的位置要求,主要是: 1、φ320.0270+mm 孔内与φ160.033+mm 中心线垂直度公差为0.10;2、φ320.0270+mm 孔端面与φ160.0330+mm 中心线的距离为12mm 。
推动架的工装设计

常州机电职业技术学院课程设计课程机械制造工艺与机床夹具题目推动架的工装设计系部机械工程系班级姓名学号指导教师设计时间目录1绪论 (1)2机械加工工艺过程分析 (2)2.1零件图样分析 (2)2.2零件作用分析 (2)2.3工艺方案拟定 (3)2.4加工设备选择 (3)3装夹方案的确定和夹具的选择 (5)3. 基准的选择 (5)3.2 装夹方案 (5)3.3 夹具的选择 (6)4 结论 (7)5 致谢 (8)6 参考文献 (9)附图1:零件二维图样 (10)附图2:机械加工工艺过程卡片 (11)附图3:夹具总装图和零件图 (12)1绪论机械加工工艺与工装课程设计是学生学完了机械制造工艺与装备课程后,对机械加工工艺过程、机械加工工艺和机床夹具结构进一步了解的练习性的教学环节,是学习深化与升华的重要过程,是对学生综合素质与工程实践的能力培养应在指导教师指导下独立完成一项给定的设计任务,编写符合要求的设计说明书,并正确绘制有关图表。
在课程设计工作中,应综合运用多学科的理论、知识与技能,分析与解决工程问题。
应学会依据技术课题任务,进行资料的调研、收集、加工与整理和正确使用工具书;培养学生掌握有关工程设计的程序、方法与技术规范,提高工程设计计算、图纸绘制、编写技术文件的能力;培养学生掌握实验、测试等科学研究的基本方法;锻炼学生分析与解决工程实际问题的能力。
通过课程设计,应能树立正确的设计思想;培养学生严肃认真的科学态度和严谨求实的工作作风;在工作设计中,应能树立正确的工程意识与经济意识,树立正确的生产观点、经济观点与全局观点该课程设计是学完本课程之后的一项重要的实践,是我们步入社会的一次深刻的链接,考察了我们独立设计,计算,绘图和分析的能力,同时提高了我们查阅各种设计手册的能力,通过该课程设计我们了解了夹具设计的一般步骤,需要用到的一些结构都需要我们认真查阅后绘制到图纸上,通过课程设计我们学会了很多课本上没有的知识。
牛头刨床进给机构中推动架的机械加工工艺规程的设计_课程设计说明书
目录1、课程设计任务书 (1)2、零件分析 (3)3、选择毛坯,确定毛坯尺寸,设计毛坯图 (4)4、选择加工方法,制定工艺路线 (6)5、选择加工设备及刀具、夹具、量具 (8)6、确定切削用量及基本时间 (13)7、设计总结 (23)8、参考文献 (24)推动架课程设计任务书题目:牛头刨床进给机构中推动架的机械加工工艺规程的设计内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程卡片1张4.机械加工工序卡片11张5. 工装设计装配图4张6. 工装设计零件图4张7. 课程设计说明书1份原始资料:该零件图样一张第2章零件的分析2.1零件的作用据资料所示,可知该零件是B6065牛头刨床推动架,是牛头刨床进给机构的中小零件,32mm孔用来安装工φ作台进给丝杠轴,靠近φ32mm孔左端处一棘轮,在棘轮上方即φ16mm孔装一棘爪,φ16mm孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕φ32mm轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。
推动架如图所示:2.2零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
由零件图可知,φ32、φ16的中心线是主要的设计基准和加工基准。
该零件的主要加工面可分为两组:1. φ32mm孔为中心的加工表面这一组加工表面包括:φ32mm的两个端面及孔和倒角,φ16mm的两个端面及孔和倒角。
以φ32为中心的一组加工表面这一组加工表面包括:45、60、φ16孔2.以φ16mm孔为加工表面是φ16孔为中心的一组加工表面这一组加工表面包括:40、25、6x1槽、6x9槽孔、M8孔φ16mm的端面和倒角及内孔φ10mm、M8-6H的内螺纹,φ6mm的孔及120°倒角2mm的沟槽。
这两组的加工表面有着一定的位置要求,主要是:1.φ32mm孔内与φ16mm中心线垂直度公差为0.10;2. φ32mm孔端面与φ16mm中心线的距离为12mm。
机械制造技术基础课程设计推动架加工工艺规程设计及钻孔专用夹具设计【全套图纸】
辽宁工程技术大学课程设计题目:推动架加工工艺规程设计及钻孔专用夹具设计全套图纸,加153893706班级:涉机07-1姓名:学号:指导教师:完成日期:2010-3-15一、设计题目推动架加工工艺规程设计及钻孔专用夹具设计二、原始资料(1)被加工零件的零件图(草图)1张(2)生产类型:中批或大批大量生产三、上交材料(1)被加工工件的零件图1张(2)毛坯图1张(3)机械加工工艺过程综合卡片1张(4)与所设计夹具对应那道工序的工序卡片1张(5)夹具装配图1张(6)夹具体零件图1张(7)课程设计说明书(约5000~8000字)1份四、进度安排(参考)(1)熟悉零件,画零件图2天(2)选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3)工艺装备设计(画夹具装配图及夹具体图)9天(4)编写说明书3天(5)准备及答辩2天五、指导教师评语成绩:指导教师冷岳峰日期摘要介绍课程设计的主要内容及意义(机械制造技术基础课程设计是我们在学完了大学的全部基础课、专业基础课以及专业课后进行的。
这是我们在进行毕业设计之前对所学的各科课程一次深入的综合性总复习,也是一次理论联系实际的训练。
因此,他在我们的大学四年生活中占有重要的地位。
我这次设计的是推动架,有零件图、毛坯图、夹具装配图、夹具零件图各一张,机械加工工艺过程卡片和与所设计夹具对应那道工序的工序卡片各一张。
首先我们要熟悉零件,题目所给的零件是推动架。
了解了推动架的作用,接下来根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。
然后我们再根据定位基准先确定精基准,后确定粗基准,最后拟定推动架的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进一步适应性的训练,希望自己在设计中能锻炼自己的分析问题、解决问题、查资料的能力,为以后的工作打下良好的基础。
由于能力有限,设计尚有很多不足之处,希望各位老师给予指导。
推动架工序卡片

检验卡片
产品型号
B6050-11
零件图
产品名称
推动架
零件名
车间 金
工序号 130
序号
检验内容及技术
1
检验外观及表面粗
2
检验尺寸
?6
M8-6H
12
15
60
3
检验形位公差
设计
校对
(日期) (日期) (
标记
数 量
更改文件 号
签字 日期 标记
处数
更改文件 号
签字 日期
巩刚
工艺规程
(机械加工) 零部件代号 B6065-11 零部件名称推动架
金
130 检验
按图纸要求检验
金
B6050-11 推动架 每毛坯可制件数
设备
卧式铣
专
X6132
卧式铣
专
X6132
卧式铣
专
X6132
立式钻床
专
Z535
高
立式钻床
专
Z535
高
卧式铣
专
X6132
立式钻床
专
Z535
高
立式钻床
专
Z535
卧式铣 X52K 专
攻丝机
专
MJ412
设计 (日期) (
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 巩刚
日期
机械加工工序卡片
产品型号 产品名称
B6050-11 零件图
推动架
零件名
车间 金 毛坯种类
工序 6
毛坯外
铸件 设备名称
×50 设备
钻床
Z5
夹具编号
Z-04
工位器具编号
推动架工序卡片带定位夹紧符号

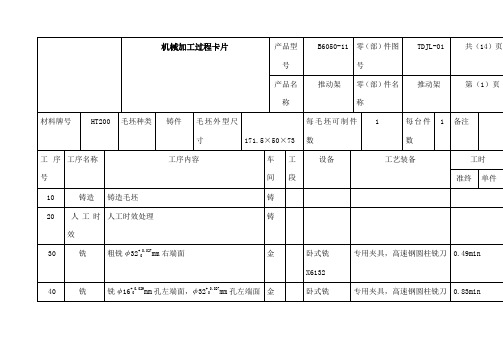
机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号10零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 铣φ32孔的端面圆柱铣刀游标卡尺60mm 1 2.5mm 0.16mm/z 300r/min 56.52m/min4.6min设计者朱记指导教师程雪利共10 页第 1 页机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号20零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 铣φ16孔的端面圆柱铣刀游标卡尺30mm 1 2.5mm 0.23mm/z 150r/min 23.55m/min设计者朱记指导教师程雪利共10 页第2 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号30零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1铣φ32mm孔和φ16mm孔在同一基准上的两个端面圆柱铣刀游标卡尺90mm 1 2.5mm 0.2mm/z 250r/min 47.1m/min 设计者朱记指导教师程雪利共10 页第 3 页机械制造与自动化专业机械加工工序卡片工序名称铣槽工序号40零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁体0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 保持槽的中心线与φ32mm孔的轴线的垂直度要求槽铣刀游标卡尺内径千分尺28mm 3 3mm0.16mm/z300r/min 8.49m/min设计者朱记指导教师程雪利共10 页第 4 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号50零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 车φ10mm和φ16mm的基准面车刀游标卡尺30mm 1 2.5mm 0.48mm/r 530r/min 12.77m/min设计者朱记指导教师程雪利共10 页第 5 页机械制造与自动化专业机械加工工序卡片工序名称粗精加工Φ16mm孔工序号60零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z535 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 123扩孔Φ27mm扩孔Φ32mm倒角45°高速刚复合钻头游标卡尺55mm 15050500.4mm/z02 mm/z01 mm/z400r/min630r/min630r/min29.7m/min15 m/min29.7 m/min 设计者朱记指导教师程雪利共10 页第6 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称钻孔工序号70零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z535 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻φ16mm孔钻φ10mm孔直柄麻花钻直柄麻花钻内径千分尺内径千分尺46mm30mm1143mm2.5mm0.5mm/r0.3mm/r480r/min520r/min58.34m/min37.25m/min设计者朱记指导教师程雪利共10 页第8 页机械制造与自动化专业机械加工工序卡片工序名称钻、半精铰工序号80零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112钻φ16mm的孔保证孔的位置精度半精铰φ16mm孔,保证孔的尺寸精度直柄麻花钻圆柱直柄铰刀内径千分尺内径千分尺22mm22mm118mm0.5mm0.5mm/r0.37m/r420r/min470r/min10.44m/min9.5m/min设计者朱记指导教师程雪利共10 页第7 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称钻孔、攻丝工序号90零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻螺纹孔φ6mm攻丝8M-6H直柄麻花钻机用丝锥内径千分尺螺纹塞规11113mm0.5mm0.3mm/r0.1mm/r420r/min460r/min4.7m/min3.2m/min设计者朱记指导教师程雪利共10 页第9 页机械制造与自动化专业机械加工工序卡片工序名称钻孔、锪倒角工序号100零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻φ6mm孔锪120°倒角直柄麻花钻高速钢莫氏锥锪钻内径千分尺深度百分尺20.4mm3mm113mm1.0mm0.3mm/r0.2mm/r480r/min460r/min11.5m/min14.45m/min设计者朱记指导教师程雪利共10 页第10 页。
支架 工艺过程卡片

T618
专用夹具
YT15镗刀
游标卡尺
110
精镗Φ60H8孔到工序尺寸
卧式镗床
T618
专用夹具
YT15镗刀
游标卡尺
120
粗铣75H8开挡到工序尺寸
立式铣床
X5032
专用夹具
YT15铣刀D=50
游标卡尺
130
精铣75H8开挡到工序尺寸
立式铣床
X5032
专用夹具
YT15铣刀D=50
游标卡尺
140
钻Φ40H7孔到工序尺寸
立式钻床
Z5125A
专用夹具
标准高速钢麻花钻
游标卡尺
钻套
190
钻2-Φ6H7孔到工序尺寸
立式钻床
Z5125A
专用夹具
标准高速钢麻花钻
游标卡尺
200
锪5-Φ15沉孔深15
立式钻床
Z5125A
专用夹具
标准高速钢麻花钻
游标卡尺
210
检验
设计
共2页
校核
第2页
标记
处数
文件号
签字
日期
标记
处数
文件号
签字
日期
游标卡尺
30
精铣底面尺寸到工序尺寸
立式铣床
X5032
专用夹具
YT15铣刀D=50
游标卡尺
40
钻对角线上两个Φ8孔到工序尺寸
立式钻床
Z5125A
专用夹具
标准高速钢麻花钻
游标卡尺
50
扩对角线上两个Φ8孔到工序尺寸
立式钻床
Z5125A
专用夹具
标准高速钢麻花钻
游标卡尺
60
推动架 机械制度工程课程设计 工序卡
机械加工工艺过程卡填写说明(1)过程卡和工序卡的总页数;(2)当前页页序;(3)按零件图填写;(4)按设计任务书填写,包括了备品率和废品率;(5)按零件图填写;(6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;(7)每毛坯可加工同一零件的数量;(8)工序号,可依自然数连续或不连续编号;(9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等;(10)填写设备名称如“立钻”(11)填写设备型号如“Z5125A”;(12)填写该工序所需设备数量;(13)基本时间t m和辅助时间t a之和,也称为操作时间。
基本时间取自工序卡。
辅助时间按工序卡所表明的工序操作动作,查各(14)工时定额t t按公式t t=(t m+t a)[1+(α+β)﹪]计算。
其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比((α+β)﹪)查表得到,不计准备和终结时间;(15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12));(16)根据需要填写。
机械加工工序卡填写说明(1)、(3)、(4)、(5)、(6)、(11)同于对工艺过程卡相应内容的说明;(2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等;(7)工序简图。
要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。
②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。
③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。
④表示工序同时装夹零件的数目和排列方式。
⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。
(8)若需要专用夹具,填写夹具名称,如“钻夹具”。
托架工艺课程设计卡
托架工艺课程设计卡一、教学目标本课程的教学目标是使学生掌握托架工艺的基本原理、方法和技巧,能够独立完成简单的托架制作和维修工作。
具体目标如下:知识目标:使学生了解托架的定义、分类、结构、功能和应用范围;掌握托架制作的基本原理和方法;了解托架维修和保养的基本知识。
技能目标:使学生能够使用常用工具和设备进行托架制作和维修;培养学生独立分析和解决问题的能力;培养学生良好的动手能力和团队合作精神。
情感态度价值观目标:培养学生对托架工艺的兴趣和热爱,培养学生勇于探索、创新的精神,使学生认识到托架工艺在现代工业中的重要地位和作用。
二、教学内容本课程的教学内容主要包括以下几个部分:1.托架的基本概念:介绍托架的定义、分类、结构、功能和应用范围,使学生对托架有一个全面的认识。
2.托架制作原理和方法:讲解托架制作的基本原理,包括托架的设计、选材、加工工艺等;介绍常用的托架制作方法,如焊接、铆接、螺纹连接等。
3.托架维修和保养:讲解托架维修和保养的基本知识,包括维修工具和设备的使用、维修方法、保养注意事项等。
4.实践操作:安排一定的实践操作时间,使学生能够亲自动手,使用常用工具和设备进行托架制作和维修,提高学生的动手能力。
三、教学方法为了实现本课程的教学目标,我们将采用以下几种教学方法:1.讲授法:通过讲解托架的基本概念、制作原理和方法,使学生对托架工艺有一个全面的认识。
2.讨论法:通过分组讨论,引导学生独立思考,培养学生的分析问题和解决问题的能力。
3.案例分析法:通过分析实际案例,使学生更好地理解理论知识,提高学生的应用能力。
4.实验法:安排实践操作环节,使学生能够亲自动手,提高学生的动手能力和实际操作技能。
四、教学资源为了保证本课程的教学质量,我们将准备以下教学资源:1.教材:选用权威、实用的托架工艺教材,为学生提供系统的理论知识。
2.参考书:提供相关领域的参考书籍,丰富学生的知识体系。
3.多媒体资料:制作课件、视频等多媒体资料,提高课堂教学的趣味性和生动性。
加工工艺过程卡片及工序卡
加工工艺过程卡片及工序卡加工工艺过程卡片及工序卡是制造业常用的管理工具,用于记录和传达产品加工的详细工序和工艺信息。
下面是一个完整版的加工工艺过程卡片及工序卡的说明。
一、加工工艺过程卡片加工工艺过程卡片是记录产品加工工艺过程的一种管理工具。
它通常由工艺工程师或生产部门编制,用于指导生产操作、记录产品质量和进行工艺改进。
加工工艺过程卡片一般包含以下内容:1.产品信息:包括产品名称、型号、规格、图号等基本信息。
这些信息有助于识别和辨认产品。
2.工艺路线:详细描述了产品加工的工艺路线。
从原材料入库到成品出库的整个生产过程,包括各个工序的先后顺序、时间安排和责任部门等。
工艺路线需要经过工艺工程师的审核和确认,确保产品的加工顺序和流程正确无误。
3.工序信息:列举了每个工序的具体内容。
包括工序号、工序名称、工艺要求、设备和工具、工艺参数、工时等。
这些信息有助于操作工人了解工序的要求和操作方法,确保加工过程的稳定性和一致性。
4.质量要求:详细描述了产品的质量要求和检验标准。
包括尺寸、外观、功能等方面的要求。
这些要求有助于质检人员检验产品的合格性,确保产品质量符合客户需求和标准要求。
5.问题记录:记录了在生产过程中出现的问题和异常情况。
如材料损坏、设备故障、工艺不良等。
这些记录有助于生产和质量部门进行问题分析和改进,提高生产效率和产品质量。
二、工序卡工序卡是记录每个工序的操作步骤和要求的一种管理工具。
它通常由操作工人在操作前填写或按照工艺过程卡片的信息编制。
工序卡的主要内容包括:1.工序号和名称:标识每个工序的序号和名称。
方便操作工人按照顺序进行操作和记录。
2.工艺要求:明确了每个工序的操作要求和注意事项。
如温度、压力、速度、润滑方式等。
这些要求有助于操作工人正确进行操作,避免操作失误和质量问题。
3.设备和工具:列举了每个工序需要使用的设备和工具。
包括机床、刀具、量具、焊接设备等。
这些信息有助于操作工人准备和选择合适的设备和工具。
推动架工序卡片
零件图 号
零件名 称
TDJL-01 推动架
共(14)页 第(8)页
车间
工序号
工序名称 材 料 牌 号
金
70
钻、扩、铰 HT200
每毛坯可制件
毛 坯 种 类 毛坯外形尺寸
每台件数
数
铸件
171.5×50×71
1
1
工步
工
步
号
容
1
钻φ16+00.029mm 孔
2
扩φ16+00.029mm 孔
设备名称
设备型号
专用夹具,高速钢铰刀 275
专用夹具,高速钢复合 钻头
1100
0.23 0.39
1
0.15
0.3
3.4
1 0.13 1 0.04
设计
校对
审核
标准化
会签
(日期) (日期) (日期) (日期) (日期)
数 更改文件 签
标 处 更改文件
标记
日期
签字 日期 2013.5.1
量号
字
记 数号
机械加工工序卡片
产品型号 B6050-11
(日期) (日期) (日期) (日期) (日期)
标 数 更改文件 签
更改文件
日期 标记 处数
签字 日期
记 量号
字
号
2013.5.1
机械加工工序卡片
产品型号 B6050-11 产品名称 推动架
零件图 号
零件名 称
TDJL-01 推动架
共(11)页 第(5)页
工步
工
步
内
车间
工序号
工序名称 材 料 牌 号
主轴转速 切削速度 进给量 切削深度
推动架夹具设计说明书 (有图)【范本模板】

课程设计说明书设计题目设计“推动架”零件的机械加工工艺及工艺设备题目:设计推动架零件的机械加工工艺规则及工艺装备内容: 1。
零件图1张2.毛坯图1张3.机械加工工艺过程卡片2张4.机械加工工序卡片12张5。
工装设计装配图4张6. 工装设计零件图4张7。
课程设计说明书1份班级08机械一班学生唐健谭凯何欣阎淼龙胡楠指导教师唐勇2011年 6 月目录绪论.。
.。
.......。
..。
......。
..。
.。
..。
.。
.。
.。
..。
.。
....。
.。
...。
..。
..。
..。
.....。
..。
..。
.。
...。
.。
..。
..。
.....。
(1)第1章引言................................................ .............................. (2)1.1机械加工工艺规程制订 (2)1。
2机械加工工艺规程的种类 (3)1.3制订机械加工工艺规程的原始资料 (3)第2章零件的分析 (4)2。
1零件的作用.................................... ............ ...... ......... (4)2.2零件的工艺分析.................. ..................... ............ ... (4)第3章选择毛坯,确定毛坯尺寸,设计毛坯图 (5)第4章选择加工方法,制定工艺路线 (7)4。
1机械加工工艺设计......... ............... ......... .................. (7)4。
2制定机械加工工艺路线... ............ ............ .................. (7)4.3工艺方案的比较与分析 (8)第5章选择加工设备及刀具、夹具、量具 (10)5。
1选择加工设备与工艺设备 (10)5。
工艺过程卡与工序卡
工艺过程卡与工序卡1.工艺过程卡工艺过程卡是一种详细记录生产工艺流程和操作步骤的工具。
通过工艺过程卡,可以将整个生产过程分解成多个具体的工序,并记录每个工序所需的操作、设备、质量标准和工艺参数等关键信息。
工艺过程卡通常包括以下内容:(1)工序名称:每个工序在工艺过程卡中都有一个独立的名称,用以区分不同的工序。
(2)工艺流程:对于复杂的生产过程,工艺过程卡会将整个生产过程分解成多个工序,并按照顺序记录下来,以便操作人员能够按照正确的顺序进行操作。
(3)操作说明:对每个工序,都需要详细记录相关的操作步骤和操作要点,包括使用何种工具和设备,如何操作以及如何调整设备参数等。
(4)设备信息:记录每个工序所需的设备和工具信息,包括设备名称、规格型号、产地以及设备的操作要点。
(5)质量要求:对每个工序,都需要明确规定其所要达到的质量标准,以便操作人员在操作过程中能够按照要求进行操作。
(6)工艺参数:记录每个工序所需的重要工艺参数,如温度、湿度、压力等,以便操作人员在操作过程中进行调整。
(7)工时和工序间隔:记录每个工序所需的工时,以及每个工序之间的休息时间和转换时间等。
通过使用工艺过程卡,企业可以有效地管理生产过程中的工艺流程和操作,提高生产效率和质量稳定性,减少操作失误和质量问题。
2.工序卡工序卡是一种简化版的工艺过程卡,用以记录每个工序的关键信息和操作要点。
与工艺过程卡相比,工序卡更注重操作人员在具体工序中的操作要点和注意事项,并提供更简洁明了的信息,以便操作人员能够迅速理解和掌握并进行操作。
工序卡通常包括以下内容:(1)工序名称:记录每个工序的名称,以便区分不同的工序。
(2)操作要点:对每个工序的操作步骤和要点进行简明扼要的说明,包括使用何种工具和设备、如何操作、操作顺序等。
(3)安全注意事项:对于一些安全风险高的工序,工序卡会特别强调操作人员需要注意的安全事项和个人防护措施。
(4)质量标准:对每个工序,都需要明确规定其所要达到的质量标准,以便操作人员能够按照要求进行操作。
推动架的工装设计
常州机电职业技术学院课程设计课程机械制造工艺与机床夹具题目推动架的工装设计系部机械工程系班级姓名学号指导教师设计时间目录1绪论 (1)2机械加工工艺过程分析 (2)2.1零件图样分析 (2)2.2零件作用分析 (2)2.3工艺方案拟定 (3)2.4加工设备选择 (3)3装夹方案的确定和夹具的选择 (5)3. 基准的选择 (5)3.2 装夹方案 (5)3.3 夹具的选择 (6)4 结论 (7)5 致谢 (8)6 参考文献 (9)附图1:零件二维图样 (10)附图2:机械加工工艺过程卡片 (11)附图3:夹具总装图和零件图 (12)1绪论机械加工工艺与工装课程设计是学生学完了机械制造工艺与装备课程后,对机械加工工艺过程、机械加工工艺和机床夹具结构进一步了解的练习性的教学环节,是学习深化与升华的重要过程,是对学生综合素质与工程实践的能力培养应在指导教师指导下独立完成一项给定的设计任务,编写符合要求的设计说明书,并正确绘制有关图表。
在课程设计工作中,应综合运用多学科的理论、知识与技能,分析与解决工程问题。
应学会依据技术课题任务,进行资料的调研、收集、加工与整理和正确使用工具书;培养学生掌握有关工程设计的程序、方法与技术规范,提高工程设计计算、图纸绘制、编写技术文件的能力;培养学生掌握实验、测试等科学研究的基本方法;锻炼学生分析与解决工程实际问题的能力。
通过课程设计,应能树立正确的设计思想;培养学生严肃认真的科学态度和严谨求实的工作作风;在工作设计中,应能树立正确的工程意识与经济意识,树立正确的生产观点、经济观点与全局观点该课程设计是学完本课程之后的一项重要的实践,是我们步入社会的一次深刻的链接,考察了我们独立设计,计算,绘图和分析的能力,同时提高了我们查阅各种设计手册的能力,通过该课程设计我们了解了夹具设计的一般步骤,需要用到的一些结构都需要我们认真查阅后绘制到图纸上,通过课程设计我们学会了很多课本上没有的知识。