摊铺机振捣系统故障分析
摊铺机摊铺表层粗糙及起步痕迹的解决方法

摊铺机摊铺表层粗糙及起步痕迹的解决方法某企业12m摊铺机在施工时出现了以下问题:(1)摊铺表层时,摊铺机在进行中粒以上沥青商品混凝土混合摊铺时,出现表面骨料偏多、路面孔隙较大、表面粗糙的现象;(2)摊铺机起步有痕迹。
笔者针对上述问题从理论上进行分析,并提出相应的解决措施。
1、表层粗糙的原因分析及解决方法1.1工作原理摊铺机振捣时,由于表层骨料在下压的过程中向前滑移,导致表层骨料后部出现空洞,骨料周围的沥青及粉料下落至骨料滑移所产生的后下部空洞区域;当熨平板进行压实时,石料下压量较小,且沥青流动性有限,细料及沥青无法上浮覆盖石料的上部,致使表层骨料中部最大截面裸露在外,显得整个路面骨料粒径较大、数量较多。
特别是在沥青含量较低、骨料直径偏大且大料配比偏多的时候尤其明显。
1.2原因分析造成该现象的主要原因是振捣主刀片的入料角偏大。
振捣刀片安装示意图,主振捣刀片截面图中实线为原刀片截面形状,虚线为修改后的入料角。
图2为刀片入料角与骨料前移量示意图,设α为刀片入料角,a和b分别为大小入料角刀片下压时骨料的前移量,h为刀片的振幅,即骨料的下移量,β为骨料移动轨迹与铅垂直的夹角,β=α。
因刀片的振幅一定,所以h是不变的,而骨料移动轨迹与刀片的斜面垂直,因而图中的β值是不相等的。
对于大入料角刀片,β=42.6°,a=htan42.6°;对于小入料角刀片,β=32.7°,a=htan32.7°。
对比二者,可知b<td< td=""><td< td="">1.3解决办法将主振捣刀片入料角按图1中所示改小(但角度不宜过小,因其粘结沥青后脱料能力下降,将出现拉毛现象),可减小下压过程中骨料的前移。
为减少因角度变小而带来下压时反作用力过大,导致振捣不连贯和熨平板的跳动,适当减小刀片下平面宽度,并将刀片斜面与底面之间采用圆弧过渡。
摊铺机常见故障原因分析
N SR2 故障
N
N
电路板上 U1 损 坏或线路故障
说明:从 PLC 输入指示灯判断测速传感器输出是否正常的办法: 当机器缓慢行走速度低于 1Km/h 时,PLC 输入指示灯 I0.1、I0.4 均应成闪烁
状态,闪烁频率与行驶速度成正比,常亮或不亮都属故障。
手动档不能直线行驶
RP2 在中位吗?
Y
N
Y
N
Y
开关 S20 动作 了吗?
Nห้องสมุดไป่ตู้
将 S20 复位
N
N
PLC 的 I0.5 指 示灯亮吗?
Y
N
电阻 R6,R7 正常吗?
Y
N
N
更换 R6、R7
更换 FU13
亮
停N 车制动压力 开关或液压系 统故障
N
达林顿管 T3、 T4 正常吗?
Y N
N
紧停开关动作 了吗?
Y 将紧停系统
N
复位
N
更换 T3,T4
N
N
Y
液压系统或
机械故障
N
N
合上电源开关
N
S33 至手动位置
Y
开关 S40 或 S41
损坏
N
Y
调整该旋钮至
N
合适的位置
N
控 制 器 AN9 或 A10 损坏
螺旋分料系统不工作
料位控制器 A7, A8 有电源吗?
N
N
保险丝 FU19 或 FU20 损坏
Y
N
电磁阀 Y5,Y6 有电压吗?
Y
N
液压系统或 机械故障
将 开 关 S21 打开
将紧停开关 S7 复位
PLC 的 Q1.1 点损坏
摊铺机故障诊断与排除
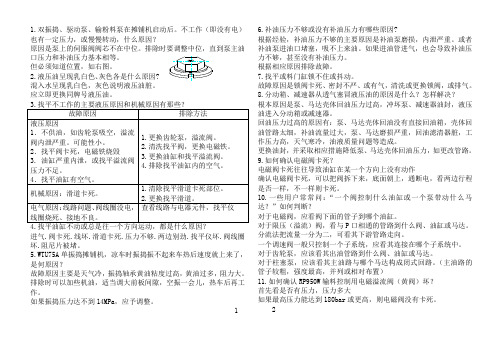
1.双振捣、驱动泵、输粉料泵在摊铺机启动后。
不工作(即没有电)也有一定压力,或慢慢转动,什么原因?原因是泵上的伺服阀阀芯不在中位。
排除时要调整中位,直到泵主油口压力和补油压力基本相等。
但必须知道位置,如右图。
2.液压油呈现乳白色、灰色各是什么原因?混入水呈现乳白色,灰色说明液压油脏。
应立即更换同牌号液压油。
进气.阀卡死.线坏.滑道卡死.压力不够.两边别劲.找平仪坏.阀线圈坏.阻尼片被堵。
5.WTU75A单振捣摊铺机,凉车时振捣振不起来车热后速度就上来了,是何原因?故障原因主要是天气冷,振捣轴承黄油粘度过高,黄油过多,阻力大。
排除时可以加些机油,适当调大前板间隙,空振一会儿,热车后再工作。
如果振捣压力达不到14MPa,应予调整。
1 6.补油压力不够或没有补油压力有哪些原因?根据经验,补油压力不够的主要原因是补油泵磨损,内泄严重。
或者补油泵进油口堵塞,吸不上来油。
如果进油管进气,也会导致补油压力不够,甚至没有补油压力。
根据相应原因排除故障。
7.找平或料门缸锁不住或抖动。
故障原因是锁阀卡死、密封不严、或有气,清洗或更换锁阀,或排气。
8.分动箱、减速器从透气塞冒液压油的原因是什么?怎样解决?根本原因是泵、马达壳体回油压力过高,冲坏泵、减速器油封,液压油进入分动箱或减速器。
回油压力过高的原因有:泵、马达壳体回油没有直接回油箱,壳体回油管路太细,补油流量过大,泵、马达磨损严重,回油滤清器脏,工作压力高,天气寒冷,油液质量问题等造成。
更换油封,并采取相应措施降低泵、马达壳体回油压力,如更改管路。
9.如何确认电磁阀卡死?电磁阀卡死往往导致油缸在某一个方向上没有动作确认电磁阀卡死,可以把阀拆下来,底面朝上,通断电,看两边行程是否一样,不一样则卡死。
10.一些用户常常问:“一个阀控制什么油缸或一个泵带动什么马达?”如何判断?对于电磁阀,应看阀下面的管子到哪个油缸。
对于限压(溢流)阀,看与P口相通的管路到什么阀、油缸或马达。
混凝土搅拌机常见故障分析及解决方法

混凝土搅拌机常见故障分析及解决方法目录1.是什么原因导致搅拌器抱轴? (1)2.减速机噪音异常 (1)3.混凝土搅拌机闷机跳闸原因分析: (2)4.搅拌筒异响的缺点 (2)5.混凝土搅拌机运行温度高的原因 (2)1.是什么原因导致搅拌器抱轴?1、首要问题可能是进料位置。
用于搅拌混凝土的材料主要有砂石骨料、水泥、粉煤灰、水和添加剂等。
如果水泥包裹在沙子和砾石中,并在水中结块,它将简单地粘在搅拌轴上,假设搅拌不充分。
如果水泥入口方向不合理,搅拌轴不能快速充分搅拌,就简单构成抱轴现象。
2、主混合器进水管及冲洗位置的原因。
如果冲洗点的方向和方向不正确,或者冲洗压力太低,使得水进入主机后无法将临时粘结在轴上的混凝土冲走,那么时间长了就简单的形成抱轴。
3、生产完成后,搅拌机内部未及时清理,或清理不干净,导致搅拌轴表面残留混凝土,钻孔后凝结在搅拌轴上。
假设长时间出现这种情况,抱轴现象会很短暂。
2.减速机噪音异常混凝土搅拌机减速器内部噪声产生的原因减速机在运行中难避免的会发出一些声音,少量的低音的运转声音是正常的,如果这声音过大就会变成噪音。
引起减速机噪声的原因1)减速机的不正当操作使用,导致其负载过大或者转速不当,就会产生极大的噪音.2)减速机的齿轮出现损坏,导致齿轮之间出现了大量的磨损和振动,从而使减速机在运行过程中出现极大噪音,不仅如此,还大大影响减速机的正常运转。
3)减速机的内部系统出现故障,一般减速机的内部零件缺失或者是损坏都是产生巨大的噪音。
4)排在首位的是减速器在运行过程中内部出现异物。
这种异物导致混凝土搅拌机减速器在使用过程中发生磕碰或冲突,产生剧烈噪音。
5)减速器轴承损坏。
减速器轴承作为混凝土搅拌机减速器的重要组成部分,直接关系到其正常使用效果。
减速器轴承的损坏很简单,在连接处构成冲突。
这种冲突会产生很大的噪音,导致零件损坏或失效。
3.混凝土搅拌机闷机跳闸原因分析:1、给料过多,造成密炼机负荷过大。
振幅可调式摊铺机熨平板振捣结构分析及调节方法
振幅可调式摊铺机熨平板振捣结构分析及调节方法2011-07-20 17:55 ? 随着我国摊铺机技术水平的不断发展,公路建设部门对摊铺机的技术要求也越来越高。
目前,各个施工单位都希望所购置的摊铺机载摊铺稳定土层和摊铺沥青路面时,都能达到理想的密实度要求。
由于摊铺稳定土基层时,摊铺的厚随着我国摊铺机技术水平的不断发展,公路建设部门对摊铺机的技术要求也越来越高。
目前,各个施工单位都希望所购置的摊铺机载摊铺稳定土层和摊铺沥青路面时,都能达到理想的密实度要求。
由于摊铺稳定土基层时,摊铺的厚度较沥青路面层厚,要求摊铺机熨平板振捣的振幅要大一些,而再摊铺沥青面层时振幅则需要小一些,为了同时能满足摊铺稳定土及沥青的要求,国内的生产厂家也纷纷开发或引进振捣振幅可调式的熨平板。
但是振捣振幅可调式的熨平板,由于其结构复杂,调剂时容易导致同一振捣器中两侧振捣机构偏心不一致,致使振捣器无法正常工作,损坏轴承或是振捣梁非水平的上下运动。
本文主要分析振捣振幅可调式振捣结构的调节原理及调节方法。
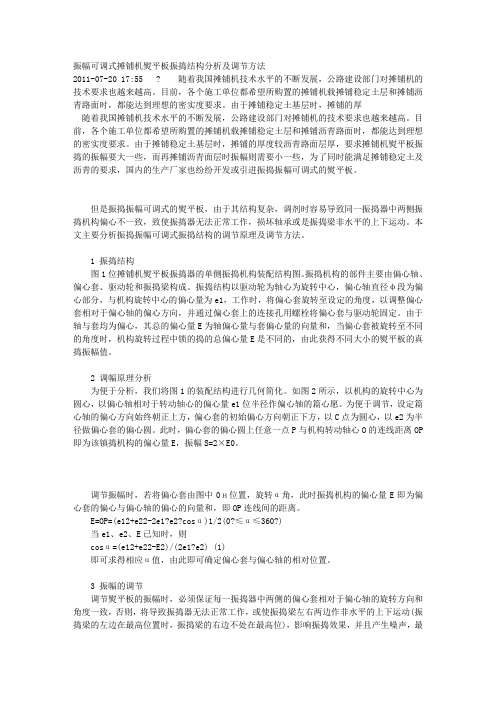
1 振捣结构图1位摊铺机熨平板振捣器的单侧振捣机构装配结构图。
振捣机构的部件主要由偏心轴、偏心套、驱动轮和振捣梁构成。
振捣结构以驱动轮为轴心为旋转中心,偏心轴直径φ段为偏心部分,与机构旋转中心的偏心量为e1,工作时,将偏心套旋转至设定的角度,以调整偏心套相对于偏心轴的偏心方向,并通过偏心套上的连接孔用螺栓将偏心套与驱动轮固定。
由于轴与套均为偏心,其总的偏心量E为轴偏心量与套偏心量的向量和,当偏心套被旋转至不同的角度时,机构旋转过程中锁的捣的总偏心量E是不同的,由此获得不同大小的熨平板的真捣振幅值。
2 调幅原理分析为便于分析,我们将图1的装配结构进行几何简化。
如图2所示,以机构的旋转中心为圆心,以偏心轴相对于转动轴心的偏心量e1位半径作偏心轴的篇心愿。
为便于调节,设定篇心轴的偏心方向始终朝正上方,偏心套的初始偏心方向朝正下方,以C点为圆心,以e2为半径做偏心套的偏心圆。
摊铺机常见故障排除
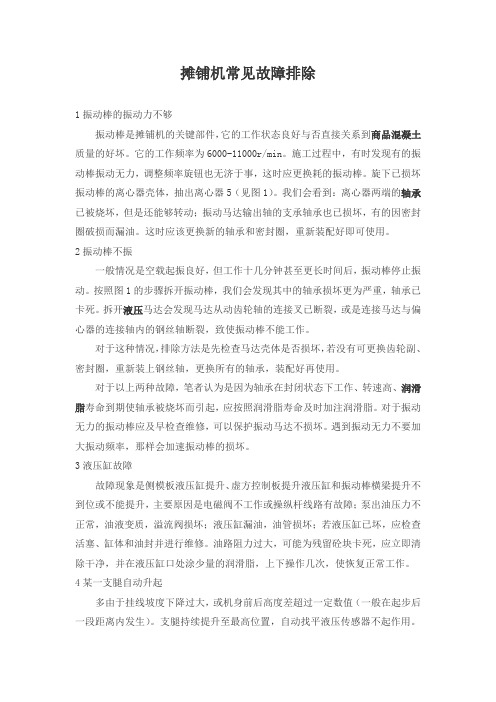
摊铺机常见故障排除1振动棒的振动力不够振动棒是摊铺机的关键部件,它的工作状态良好与否直接关系到商品混凝土质量的好坏。
它的工作频率为6000-11000r/min。
施工过程中,有时发现有的振动棒振动无力,调整频率旋钮也无济于事,这时应更换耗的振动棒。
旋下已损坏振动棒的离心器壳体,抽出离心器5(见图1)。
我们会看到:离心器两端的轴承已被烧坏,但是还能够转动;振动马达输出轴的支承轴承也已损坏,有的因密封圈破损而漏油。
这时应该更换新的轴承和密封圈,重新装配好即可使用。
2振动棒不振一般情况是空载起振良好,但工作十几分钟甚至更长时间后,振动棒停止振动。
按照图1的步骤拆开振动棒,我们会发现其中的轴承损坏更为严重,轴承已卡死。
拆开液压马达会发现马达从动齿轮轴的连接叉已断裂,或是连接马达与偏心器的连接轴内的钢丝轴断裂,致使振动棒不能工作。
对于这种情况,排除方法是先检查马达壳体是否损坏,若没有可更换齿轮副、密封圈,重新装上钢丝轴,更换所有的轴承,装配好再使用。
对于以上两种故障,笔者认为是因为轴承在封闭状态下工作、转速高、润滑脂寿命到期使轴承被烧坏而引起,应按照润滑脂寿命及时加注润滑脂。
对于振动无力的振动棒应及早检查维修,可以保护振动马达不损坏。
遇到振动无力不要加大振动频率,那样会加速振动棒的损坏。
3液压缸故障故障现象是侧模板液压缸提升、虚方控制板提升液压缸和振动棒横梁提升不到位或不能提升,主要原因是电磁阀不工作或操纵杆线路有故障;泵出油压力不正常,油液变质,溢流阀损坏;液压缸漏油,油管损坏;若液压缸已坏,应检查活塞、缸体和油封并进行维修。
油路阻力过大,可能为残留砼块卡死,应立即清除干净,并在液压缸口处涂少量的润滑脂,上下操作几次,使恢复正常工作。
4某一支腿自动升起多由于挂线坡度下降过大,或机身前后高度差超过一定数值(一般在起步后一段距离内发生)。
支腿持续提升至最高位置,自动找平液压传感器不起作用。
这时,应关掉自动找平按钮,用手动操纵按钮上升的支腿放下,检查挂线高度。
沥青摊铺机的操作使用及常见故障分析

法 或靠 自身导热 , 或靠 热风循环进行 交替加热 , 每次点燃 的时间
不 得 大 于 1 ri。 0 n a
间位 置 : 料带处 于静止状 态 ; 手动挡 : 输 ② 输料 带处 于手动 工作 状态, 各输 料带 以最 大的速度工 作 ; 自动挡 : ③ 输料带 处 于 自动 工作状态 ,在此位置输料带 的速度是通过超声 波传感器检 测到 物料的变化输入 P C控制器 ,由 P C控制器 自动控制输料 的速 L L 度。其作用是保证输料槽中的摊铺材料高度 。
维普资讯
科 之 学 友
Fn fi eme rd e eu i S n A tr e occ s
28 0 () o ̄ 6 1 固 o-  ̄ 8
沥青摊 铺机 的操作使 用及 常见故 障分析
尚海 平
( 中铁三局六公 司公 路分公司 ,山西 摘 晋中 000 ) 3 6 0 要 :文章针对摊铺机的操作使用作 了详细的介 绍, 对其 常见 的故障进行 了深入分析并
24 摊 铺作 业 的操 纵 . 摊铺机摊铺作 业时输料 、 分料 、 摊铺熨 平 、 找平 都有手 动和
() 3 预热后的熨平板在 工作时 , 如果铺层 出现少量沥青胶浆 且有拉沟时 , 明熨平板 过热 , 表 应冷 却片刻再进行摊铺 。 () 4 用燃气或燃油加热熨平板 , 注意防火安全 。 要
给 出具 体 的排 除方 法 。
关键词 :沥青摊铺机 ; 作使 用 ; 操 故障分析 中 图分 类 号 :U4 55 1 1.2 文 献 标 识 码 :A
文 章 编 号 :10 — 162 0)8 0 2 — 3 00 83 ( 81— 13 0 0
1 摊 铺 机主要 组成
摊 铺 机 主要 组成 见 表 1 。
振捣棒维修知识点大全图解
振捣棒维修知识点大全图解振捣棒是一种常见的工程设备,广泛应用于建筑领域。
作为一种重要的振动工具,振捣棒在混凝土施工中起着至关重要的作用。
然而,由于长时间的使用和不当的维护,振捣棒常常会出现各种问题,影响其正常工作。
因此,了解振捣棒的维修知识点对于保证振捣棒的正常运行非常重要。
一、振捣棒的结构振捣棒主要由电机、振动头、衣袋和电源开关等部分组成。
其中,电机是振捣棒的动力来源,振动头则是实现混凝土振动的核心部件。
衣袋则用于保护振动头并降低振动时的噪音和震动。
而电源开关用于控制振捣棒的开关和工作状态。
二、振捣棒的常见故障及解决方法1. 电机无法启动:可能是由于电源故障或电机内部故障导致。
解决方法可以先检查电源插头是否插紧,以及电源是否正常供电。
如果电源正常,可以拆卸电机盖板查看是否有电路接触不良或电机损坏等问题。
2. 振动头无法工作:可能是由于电机与振动头的连接松动或断开导致。
解决方法可以拆开振捣棒并检查连接部分是否松动或脱落,及时重新连接即可。
3. 衣袋破损:长时间的使用会导致衣袋的磨损和破损,进而影响振捣棒的振动效果。
解决方法可以根据具体情况选择更换衣袋或及时修补。
4. 振捣棒振动不均匀:可能是由于振动头内部零部件损坏或安装不当导致。
解决方法可以拆开振动头并检查内部零部件的磨损情况,如果有需要可以更换或修复。
5. 电源开关故障:电源开关的故障可能导致振捣棒无法启动或停止。
解决方法可以检查开关与电源的连接是否紧固,以及开关内部接触是否正常。
三、振捣棒的日常保养振捣棒作为一种机械设备,在使用过程中需要注意日常保养,以延长其使用寿命和保持正常工作状态。
具体的保养措施如下:1. 定期检查:定期检查振捣棒的各个部件是否完好,如电源线是否损坏、开关是否灵活等。
如果有发现异常情况,应及时进行修复或更换。
2. 清洁振捣棒:使用过程中,振捣棒可能会受到混凝土的污染,影响其正常工作。
因此,每次使用后应及时清洁振捣棒的表面,保持其整洁。
路面工程质量通病及防治措施
路面工程质量通病及防治措施2.1.2施工时未能控制好摊铺机的行驶速度和振动频率。
2.1.3摊铺机的前后轮胎气压不均匀或胎面磨损不均匀。
2.1.4摊铺机的振动系统调整不当或振动筛网堵塞。
2.1.5摊铺机作业时,温度、湿度和风速等环境因素的影响。
2.2预防措施2.2.1在路基施工时,应控制好路基沉降,保证路面基础的均匀性。
2.2.2摊铺机作业时,应控制好行驶速度和振动频率,尽可能使路面均匀振实。
2.2.3摊铺机的前后轮胎应保持均匀气压和磨损程度,振动系统要调整好,筛网要及时清理。
2.2.4在作业环境不利的情况下,应适当调整施工工艺和作业方法。
2.3治理措施2.3.1对于轻微不平整的路面,可采用修补和打磨的方法进行处理。
2.3.2对于严重不平整的路面,应进行重新铺设或翻新。
在重新铺设时,应采用合适的施工工艺和设备,确保路面的平整度和质量。
2.3.3对于路面沉降引起的不平整,应进行路基加固或改善路基条件,以减少沉降。
2.1.2 基层不平整对路面平整度的影响路面平整度受基层不平整的影响较大。
基层不平整会导致路面在摊铺和碾压过程中出现高低起伏,从而影响路面的平整度。
2.1.3 桥头、涵洞两端及桥梁伸缩缝的跳车桥头、涵洞两端及桥梁伸缩缝是路面跳车的主要原因之一。
这些地方的路面结构比较复杂,容易出现起伏和不平整,从而导致路面跳车。
2.1.4 路面摊铺机械及工艺水平对平整度的影响路面摊铺机械和工艺水平也是影响路面平整度的重要因素。
如果摊铺机的使用不当或工艺水平不高,会导致路面出现高低起伏,影响路面的平整度。
2.1.5 面层摊铺材料的质量对平整度的影响面层摊铺材料的质量也会影响路面的平整度。
如果面层摊铺材料质量不好,容易出现起伏和不平整,从而影响路面的平整度。
2.1.6 碾压对平整度的影响碾压也是影响路面平整度的重要因素。
如果碾压不够均匀或力度不够,容易出现高低起伏,从而影响路面的平整度。
2.2 预防措施2.2.1 在摊铺机及找平装置使用前,应仔细设置和调整,使其处于良好的工作状态,并根据实际效果进行随时调整。
浅谈摊铺机液压系统故障判断
() 箱 清 洗 , 箱 中一 般 设 计有 粘 附 铁 屑 的磁 铁 棒 , 铁 棒 2油 油 磁
这种 连 接 方法 , 液压 油 流动 , 经 容 原理 。液 压 元件 都何 最大 额 定速 度 、 额定 转矩 或 额定 压 力 , 负载 超 与 油 箱 上盖 一 般采 用 螺 杆连 接 , 掉 失去 吸 附铁 屑 的功 能 。可在 磁 铁 过 系统 的额 定值 , 障 的可 能性 就会 增 大 。 故 当我 们 遇到 摊铺 机 出现 易导致 磁 铁棒 脱落 , 到 油箱 底 , 哥俩好 ” 等液 体粘 合 剂 , 后拧 紧 螺杆 , 然 以后就 不 容 故 障时 ,首先 要 阅读 该设 备 的说 明书 ,理 解 设备 的 液压 系 统原 理 棒 螺 纹上 涂抹“ 液 会 产 如 图、 元件 的结构 与 特性 , 后查 阅设 备运 行 记 录 和 故 障档 案 , 然 了解 易脱落 。 压经 常冲 击 管壁 , 导致 管壁 金属 脱 落 , 生 金属 屑 ,
设备 运行 记 录和 当前 机况 , 着 向操 作手 询 问 出现 故障 前后 , 铺 接 摊
系统 出现 的 故障 , 如果 摊铺 机 还能 启动 , 该 启动 , 纵控 制 元件 , 应 操 观察 故障 现象 。 把上 述情 况进 行 综合 分析 , 一 排 除产 生故 障 的可 逐 能性 , 就会 得 到产 生故 障 的真 正原 因 , 就达 到 了 诊断和 排 除摊 铺机
回路 图 的液 压传 动 系 统 、 J 控制 回路 、 度 控 制 回路 、 向控制 玉力 速 方 回路进 行 分析 , 可 以得 出 正确 的结 论 。 面就摊 铺 机液 系统 经 就 下
形状 和需 要 的厚 度迅 速而 均匀 地 把沥 青混 凝 土摊 铺在 已经 整好 的 常 出现 的 一些 问题 展 开分 析 。
摊铺机振捣自转原因分析及解决方案
H U A N G Z h i - j i a n , L I T i a n — f u ,C H E N C h a n g
压 马达驱 动 , 而 且 振捣频 率可 无级 调节 , 为 了保 证伸 缩
马达 组 成 的闭 式 液 压 系 统 , 其 原 理 如 图 1所 示 ( 其 中 振捣 泵 为 闭式 变量 柱塞 泵 , 图 中已作部 分简 化 ) 。
收 稿 日期 : 2 0 1 3 - 0 5 - 2 9
在此 , 提 出了一种较 为简 单 的方 法 , 对 原振捣 控制 液压 原理进 行 了改 进 , 有效 解 决 了该 问题 。其 液 压 系统 控
制原理 图如 图 3所示 。
系统 中 4个振 捣 马达 完 全 相 同 , 有 2个 马 达 安装 在 左右 主熨 平板振 捣 轴 上 , 左 右 主 振 捣器 通 过 万 向联 轴 器进 行 刚性联接 , 故左 右 主振捣频 率完 全 同步 ; 另两 个 振捣 马达 分别安 装 在 左 、 右伸 缩 段 熨 平板 的振 捣轴 上, 采 取左 主振捣 马达 与左伸 缩振 捣马 达 串联 , 右 主振
( 三一重工股份有 限公 司 , 湖南 长沙 4 1 0 1 0 0 )
摘
要: 该研 究针 对摊铺 机 振捣 轴起 机 自转 问题 , 结合其 液压控 制 原理 , 分析 了产 生这 一现 象的原 因, 并
提 出了改进技 术 方案 。
关键 词 : 摊铺 机 ; 振捣 ; 自转 中图分类 号 : T H1 3 7 文献 标 志码 : B 文章 编号 : 1 0 0 0 - 4 8 5 8 ( 2 0 1 3 ) 1 1 - 0 1 0 3 - 0 2
振动电机常见故障及解决方法
振动电机常见故障及解决方法振动电机是一种广泛应用的电动机,可用于各种机械设备和自动化系统中。
然而,由于长时间使用或不恰当的操作,振动电机可能会出现一些常见故障。
下面将介绍一些常见的故障及其解决方法。
1.电机运转不正常当电机在运行时出现异常噪音、振动或不正常的速度时,可能是由于电机没有正确安装导致的。
解决方法包括:-检查电机底座的安装情况,确保底座均匀承载电机负载。
-检查电机轴与负载轴之间的对中情况,必要时进行调整。
-检查电机的固定螺栓是否松动,如有松动,需要重新紧固。
2.电机发热电机在运行时会产生一定的热量,但如果发现电机温度过高,可能是由于以下原因:-电机负载过重。
检查负载是否超出电机额定负载,必要时调整负载。
-空冷器故障。
检查电机空冷器是否阻塞或脱落,必要时清洁或更换空冷器。
-绕组短路。
检查电机绕组是否有短路现象,必要时修复或更换绕组。
3.电机缺相当电机运行时出现故障音、振动以及未能启动时,可能是由于电机缺相引起的。
解决方法包括:-检查电机接线,确保每个相位都正确连接。
-检查电机定子绕组是否有断线现象,必要时修复绕组。
-检查电机起动器或控制器是否正确工作,必要时更换。
4.电机轴承故障电机轴承故障会导致噪音、振动和电机性能下降。
解决方法包括:-定期润滑电机轴承,确保良好的润滑状态。
-检查轴承是否正常工作,如有需要,更换损坏的轴承。
-检查电机轴与负载轴之间的对中情况,必要时进行调整。
5.电机接地故障电机接地故障可能会导致电机无法启动或发生电击风险。
解决方法包括:-检查电机接地线是否正确连接。
-检查电机绝缘是否有效,必要时进行绝缘测试。
-检查接地电阻是否在安全范围内,必要时修复接地电阻。
总结:振动电机常见故障包括电机运转不正常、电机发热、电机缺相、电机轴承故障和电机接地故障。
在面对这些故障时,可以采取相应的解决方法来修复电机。
然而,为了确保电机的正常运行和延长电机的使用寿命,定期的维护保养和检查是非常重要的。
对摊铺机液压系统故障判断

对摊铺机液压系统故障判断的小议摘要:在公路工程建设中摊铺机是不可缺少的专用机械,摊铺机主要是依靠液压系统实现摊铺功能。
下文就摊铺机液压系统容易出现的一些常见故障展开几点小议。
关键词:摊铺机;液压系统;故障;判断;小议随着科学技术的发展,公路质量要求不断提高,摊铺机已成为公路建设中铺设沥青混凝土不可缺少的专用机械,它可按照路的形状和需要的厚度迅速而均匀地把沥青混凝土摊铺在已经整好的路面基层上,利用液压系统实现对沥青混凝土初步的振捣和整平。
摊铺机液压系统主要有行走、转向、集料、提升、控制摊铺厚度等功能,研究学习排除和预防摊铺机液压系统经常容易出现的故障,有着重要的现实意义。
摊铺机液压系统主要由油箱、泵、马达、油缸、阀、过滤器和油管等构成,因维护不到位,或缺乏液压系统知识造成摊铺机容易出现故障,影响摊铺。
要解决摊铺机出现的液压系统故障,必须要知道整个系统的工作原理,掌握液压传动的基本知识,对故障产生原因逐一排除,找到产生故障的真正原因,而不是盲目地说这个阀,或那个泵有问题。
笔者根据大学所学专业知识和多年从事工程机械的维修经验,谈一谈摊铺机液压系统容易出现的一些故障。
摊铺机液压系统故障主要是突发性故障和磨损性故障,诊断与排除这些故障,不仅要有专业理论知识,还要有丰富的实践经验,懂得系统中每一个元件的功用,熟悉它的构造,了解整个系统原理。
液压元件都有最大额定速度、额定转矩或额定压力,负载超过系统的额定值,故障的可能性就会增大。
当我们遇到摊铺机出现故障时,首先要阅读该设备的说明书,理解设备的液压系统原理图、元件的结构与特性,然后查阅设备运行记录和故障档案,了解设备运行记录和当前机况,接着向操作手询问出现故障前后,摊铺机的工作状况和异常现象,最后现场观察,查看元件损坏情况,或系统出现的故障,如果摊铺机还能启动,应该启动,操纵控制元件,观察故障现象。
把上述情况进行综合分析,逐一排除产生故障的可能性,就会得到产生故障的真正原因,就达到了诊断和排除摊铺机液压系统故障的目的,如图1所示。
摊铺机螺旋摊铺器故障及维护
建筑机械化 2008(02) 65螺旋摊铺器是沥青摊铺机的重要供料装置,其作用是将刮板输送器送来的沥青混合料输送到熨平板前端。
它由左右两部分组成,两段螺旋方向相反,旋转方向相同,各自独立驱动,以使混合料横向摊开。
在摊铺施工的过程中,由于结构、电器、液压系统原因和高温影响,螺旋摊铺器会出现不能转动或转速慢等故障。
现对这类故障原因进行简要分析。
1 螺旋摊铺器不动作1.1 机械方面1)在施工过程中,为确保摊铺器通道内材料摊铺机螺旋摊铺器故障及维护Failure recovery and maintenance of screw paver陈建华/CHEN Jian-hua(湖北交通职业技术学院,湖北 武汉 430079)先要保证斗杆与耳环的同轴度,其次要保证焊接后焊口处的焊接强度。
通过对斗杆及耳环的丝扣式连接,一方面可以保证其同轴度,另一方面可以保证其刚性连接。
由于母材(45Mn、42CrMo)碳当量均大于0.7%,焊接时焊缝易产生淬硬组织,造成焊缝的塑性和韧性下降,致使焊缝抗裂性不足。
因此,焊接工艺的关键是提高焊缝金属的塑性和韧性储备,从而提高焊缝的抗裂性;还应减少焊缝中的含氢量,降低焊缝金属的冷裂倾向。
2.3 焊接工艺制定1)根据等强匹配原则,选用∅3.2mm的J707(A)焊条(σb ≥690MPa,δ5≥15%)。
焊前须经350℃烘焙1h,随烘随用。
2)采用ZX7-315直流焊机,反极性焊接。
3)焊前须清除工件上锈蚀、水分、油污等杂质。
4)焊接规范:焊接电流110~120A。
焊接时须用短弧,窄道焊操作。
5)焊前预热温度为250~270℃。
[中图分类号]TH213.4[文献标识码]B[文章编号]1001-1366(2008)02-0064-01[收稿日期]2007-11-126)焊后立即将焊件放入热石灰粉中缓冷,入灰温度为380~420℃,24h后取出,出灰温度为50℃。
7)用红外测温仪对各项温度进行及时准确的测量,确保焊接时的温度条件。
多功能沥青摊铺机振捣系统性能仿真分析
对 于提 高摊 铺 混 合 料 的 密 实度起 关键 性 作 用 。本 文建 立 了振 捣 单 元 的 运 动微 分 方 程 , 出 了振 捣 粱运 动参 数 、 给 振
捣 锤 结 构参 数 、 捣 粱相 位参 数 的 选 取 原 则 及 取 值 范 围。提 出 了相位 参 数 的 对 振捣 性 能 的 影 响规 律 , 振 包括 左 右振 捣 梁 相位 差 、 邻振 捣 梁 相位 差 和 主 副 振捣 粱 相位 差 , 振 捣 器和熨 平板 的 工作 性 能 及 可 靠 性 有 重要 影 响 。 相 对
p c in d v c r - r s e ,h p s a d s r e st e p vn d a p a i g a k y r l n i r v n h e st fmi— a t e ie p e p e s s s a e n c e d h a i g me i , l yn e e i mp o i g t e d n i o x o o y t r s h s p p re tb ih s t e moi n dfe e t q ai n a o tt e vb a in u i, n ic s e h e e a tp — u e .T i a e sa l e h t i rn i e u t b u h i r t n ta d d s u s s t e rl v n a s o f ; 真 ; 性 力 振 仿 惯
Th i ua in a ay i o ir t rc m p c in d vc fm ut f n t n p v r e sm lt n lssf r b a o o o v a t e ie o l- u ci a e o i o L in b EI a - o J
摊铺机机械结构原理
摊铺机机械结构原理及常见故障分析沥青混凝土摊铺机是机电液一体化的大型工程机械。
机械系统起着支承摊铺机其余系统和最终实现各种运动完成摊铺机各种功能的作用。
摊铺机工作条件恶劣,部分机械零部件会出现正常的工作磨损老化和意外的损坏,影响正常工作。
为了更快、更好、更省地判断和解决各种零部件失效带来的问题,降低各方的损失。
摊铺机机务人员应该了解摊铺机的机械结构原理,同时本文也列举和讲解了一些常见的机械故障供读者参考。
同样的故障表现有可能是机械故障也有可能电气故障或液压故障,本文只讨论机械故障。
一、一些机械原理基础知识摊铺机中的主要机构摊铺机机械系统虽然复杂,但是也是由各种简单的机构组成的。
摊铺机中主要机构有齿轮传动机构、链轮传动机构、带传动机构、螺旋机构、连杆机构。
1、齿轮传动机构齿轮传动是现代机械中应用最为广泛的一种传动机构。
它可以用来传递空间任意两轴之间的运动和力,而且传动准确、平稳、机械效率高、使用寿命长、工作安全可靠。
摊铺机的分动箱和各种减速机都是齿轮传动机构。
此外DYNAPAC摊铺机的搅龙驱动也是齿轮传动。
只是布置的方式不同,分动箱为普通轮系,各种减速机是行星轮系,DYNAPAC摊铺机的搅龙驱动箱是锥齿轮传动。
齿轮的故障有严重磨损、疲劳断裂、疲劳点蚀、齿面材料剥落、齿面材料塑性流动、齿面擦伤、齿面胶合等情况。
出现这些故障的原因有齿轮本身材料或热处理缺陷,齿轮长期承受交变应力材料疲劳,过载,进入杂质,润滑不当等。
齿轮出现故障后会出现齿轮传动机构异响,输出功率降低甚至无输出等问题。
出现上诉问题后,应更换故障齿轮。
严重的应更换整个齿轮传动机构。
2、链轮传动机构链传动是属于带有中间扰性的啮合传动。
传动效率较高,制造与安装精度要求较低,成本低廉,适合远距离传动。
链传动是摊铺机上应用最为广泛的一种传动。
搅龙驱动和刮板驱动是链传动,履带驱动和刮板实际上也是链传动,此外多数调拱机构也是链传动。
链传动的故障主要是链轮和链条的磨损。
水泥混凝土摊铺机主要装置的调整及常见故障
水泥混凝土摊铺机主要装置的调整及常见故障一、主要装置的调整1.螺旋分料器的调整螺旋分料器的安装高度须与所摊铺路面的厚度相对应,一般螺旋叶片底部边缘应高出成型路面50~100mm,以减少螺旋的分料阻力,并保证有足够的预振实量。
若高度太大,则会增加刮平板的推料阻力。
另外,水泥混凝土的料堆高度应尽量不超过螺旋叶片的上部边缘,最好为分料器高度的1/3~1/2。
2.振捣棒的布置和调整(1)振捣棒的间距振捣棒的间距应保证机器在摊铺过程中两棒间的有效振捣力有一定的重叠。
一般棒与棒之间的距离为450~500mm,两边棒与侧滑动模板间距应为200~250mm。
为保证水泥混凝土路面的质量,提高路面的密实度,振捣棒的间距不宜过大。
(2)振捣棒振动频率的调整振捣棒振动频率对水泥混凝土路面的强度和平整度都有很大的影响。
振动频率越高,提浆、密实效果越好;但频率过高会使弓陷提浆过度,砂石料离析,影响路面的强度和边缘的稳定。
振捣棒频率的大小是通过节流阀供给振捣棒的油量来确定的,每根振捣棒可单独调节。
滑模摊铺机使用的振捣棒为高频振捣棒,其振幅一般为0.3mm左右,振动频率最大为200Hz,并且可单个作连续调整,施工中一般应在100~183Hz范围内作调整。
据混凝土的振动工艺原理,低频振动对大集料有较大的振实作用,对小粒径料的振实则依赖于高频振动。
(3)振捣棒位置的调整一般来说,振捣棒插入混凝土越深振捣效果越好。
但由于在摊铺过程中,振捣棒始终沿一条直线前进,粗骨料被推开后只能由砂浆来填充,而砂浆的收缩率比水泥混凝土的大,故初凝剂会沿振捣棒方向出现开裂,进而因混凝土的平缩拉大了这些裂纹,造成混凝土纵向断板。
3.自动找平系统的有关事项(1)某一传感器均跟踪其对应的履带支腿高度的变化,故支腿的升降情况必须能及时反映至该传感器,为此,传感器的安装位置应尽可能地靠近其对应的支腿;传感器与支腿的最大距离(纵向或横向)必须在规定的范围内,不能随意加长传感器安装悬臂的长度;传感器的灵敏度由其上节流阀的开度来决定,各传感器的灵敏度设定应相同。
振幅可调式摊铺机熨平板振捣结构分析及调节方法(Theamplitudeadjustab..

振幅可调式摊铺机熨平板振捣结构分析及调节方法(The amplitude adjustable spreader ironing plate vibrating structureanalysis and adjustment method)The structure analysis and adjustment method of the vibrating plate vibrating with adjustable amplitude adjustable spreader. TXT marriage is keyboard, too many order and rules; Love is a mouse, a little. Men are more important than hosts; Women look like a monitor. Everything can be seen. The amplitude adjustable spreader ironing the plate vibrates the structure analysis and the adjustment methodThe 2011-07-20 17:55? With the development of the technical level of the spreading machine in our country, the technical requirements of the highway construction departments to the paver are becoming higher and higher. At present, all construction units are expected to meet the ideal density requirements when they are expected to be able to stabilize the ground floor and spread asphalt pavement. The spread is thick as it stabilizes the ground floorWith the development of the technical level of the spreading machine in our country, the technical requirements of the highway construction departments to the paver are becoming higher and higher. At present, all construction units are expected to meet the ideal density requirements when they are expected to be able to stabilize the ground floor and spread asphalt pavement. As paving stabilized soil base, the thickness of the paving asphalt layer thickness, for paver screed vibrating amplitude are larger, and again when the amplitude of paving asphalt layer needs to be smaller, in order to canmeet the requirements of paving asphalt stabilized soil and at the same time, domestic manufacturers have also developed or the introduction of vibrating amplitude adjustable iron tablets.Vibrating amplitude adjustable iron tablets, however, due to its complex structure, adjust the easy to cause the same on both sides of the vibrator eccentric vibrating mechanism, the vibrator can not work normally, or damage to the bearing vibrating Liang Fei level up and down. This paper mainly analyzes the adjustment principle of vibratory amplitude adjustable vibratory structure and its adjustment method.1 vibratory structureFIG. 1 the assembly structure diagram of a single vibratory mechanism of a spreader ironing a flat plate vibrator. The components of vibratory mechanism are mainly composed of eccentric shaft, eccentric sleeve, driving wheel and vibrating beam. Vibrating structure for driving wheel rotation axis as the center and the eccentric shaft diameter lower segment as the eccentric part, and the center of rotation of eccentricity for e1, working, rotate the eccentric sleeve to the set point of view, to adjust the eccentric set relative to the direction of eccentric shaft, and through the eccentric sleeve connection hole on the eccentric sleeve and the driving wheel is fixed with a bolt. Due to eccentric shaft and sleeve are, their total of eccentricity E of shaft eccentricity and set of eccentricity of the vector and, when the eccentric sleeve is rotated to a different Angle, body lock in the process of rotating dao of eccentricity E is different, so get different size of iron ispounding the amplitude value of the tablet.2. Analysis of amplitude modulation principleTo facilitate analysis, we simplified the assembly structure of figure 1. As shown in figure 2, the center of the center of the center is the center of the center of the center, and the center of the eccentric axis is the center of the eccentric axis. In order to facilitate the adjustment, the eccentric orientation of the center axis is always directly above the center, and the initial eccentric orientation of the eccentric sleeve is directly downward, with the center of C as the center, and the eccentric circle of eccentric sleeve with e2. At this point, the eccentricity of the eccentricity is at any point in the circle of the center of rotation of the axis of rotation of the axis of the center of the rotation of the axis, which is the eccentricity of the operation of the town, and the amplitude S = 2 times E0.Eccentric adjusting amplitude, if will be set by the figure in the 0 н, rotation Angle of alpha,At this point, the eccentricity of the vibratory mechanism is the eccentric of eccentricity and eccentricity and the distance between the OP line.E = OP = (e12 at 11:45 + e22-2 e1 and e2? Cosine alpha) 1/2 (0 or less alpha 360 or less?)When e1, e2, and E are known, thenThe cosine of alpha = (e12 at 11:45 + e22 - E2)/(2 e1? E2) (1)The corresponding alpha value can be obtained and the relative position of eccentric sleeve and eccentric axis can be determined.3 adjustment of amplitudeAdjust when the amplitude of the screed, must ensure that each vibrator eccentricity on either side of the set of relative to the eccentric shaft rotation direction and point of view is consistent, otherwise, will cause the vibrator can not work normally, or make the vibrating beam on both sides for the up and down movement of the level (the left side of the vibrating beam at the highest position, the right of the vibrating beam is not at the highest level), influence vibration effect, and produce noise, finally damage the internal bearing. This phenomenon can be analyzed by using the coordinate simplification of figure 2. As shown in FIG. 3, the O point is the coordinate polka, the eccentric sleeve of FIG. 3a is the rotation Angle of the eccentric axis, and the eccentric sleeve of FIG 3b is the rotation Angle of the eccentric shaft (360? - alpha). It is known from (1) that the value of eccentricity is equal to that of (360? -alpha) Angle.But when the spindle is rotating the epsilon Angle, the OP is also rotating the epsilon Angle, the OP is relative to x, and the Y-axis coordinates are:For the eccentric structure of figure 3a:X1 = 'E? Cos + epsilon (beta)Y1 '= E? Sin + epsilon (beta)For the eccentric structure of figure 3b:X2 = 'E? Cos (beta epsilon)Y2 = 'E? Sin (beta epsilon)Obviously, when beta indicates 90 °, the x1 'indicates the x1', y1 'indicates y1', left and right sides unable to keep pace, vibrating mechanism cannot work normally.In the actual adjustment process, the joint hole location of the eccentric sleeve is shown in FIG. 1, e1 = 3mm, e2 = 1.5mm, and the indentation number of the eccentric sleeve indicates the amplitude. Regulation, the first puts eccentric sleeve position of figure 1, namely notch 9, down (down) of eccentric sleeve, and determine the outer edge of the shaft eccentricity upward, at this point, the eccentricity of the vibrator E = 3-1.5 = 1.5 mm, amplitude of 3 mm; Then, according to the direction of graphic will eccentric set of 56 ° counterclockwise (alpha = 56 °), makes the first notch are at the initial notch location, 3 is the amplitude of vibrator for 5 mm; And so on.If you want to test whether eccentric set of tuning is consistent, the vibrating beam can be fitted with, with the hand to move eccentric shaft, and watching the movement of the vibrating beam, if the plate movement more easily, andvibrating beam be level up and down, and the eccentric sleeve regulation is consistent, otherwise may not.4 conclusion(1) the amplitude of the vibrating mechanism is realized by the eccentric sleeve of eccentric shaft, which can be obtained by the triangle formed by e1, e2 and E.(2) to adjust the amplitude of the screed, must ensure that the eccentricity of the associated set of relative with eccentric shaft rotation Angle and direction are consistent, otherwise the vibrating device both sides are not synchronized motion, influence vibration effect, and produce noise, and will lead to internal damage of bearing.(3) when the eccentric shaft is designed to be two eccentric, and the second eccentric is added to the center, it can be used for double vibratory vibratory structure. At work,Due to dual vibrating structures can eliminate its due to eccentric exciting force, so can effectively reduce the vibrating device work is the influence on iron plate box, reduce vibration when the maximum torque, so widely used. Two vibrating beam vibrating beam before and after the vibrating beam, respectively, to adjust, also require that the former two eccentric vibrating beam joint rotation Angle and direction are consistent, and after two eccentric vibrating beam joint set rotation Angle and the direction consistent.。
浅谈沥青摊铺机部分故障的解决
浅谈沥青摊铺机部分故障的解决马冬梅(青海省湟源公路工程建设公司,青海湟源812100)工程技术陆要]对筑路杌被中沥青摊铺机部分故障的表象进行了简单描述,对故障产生原因的分析进行了具体分析,试图找出沥青摊铺机部分故障的解决办法。
[关键词]沥青摊铺积l;部分故障;解决办法1沥青摊铺机常见故障的体现一是沥青摊铺机,在进行沥青混合料路面雄铺作业时,右侧刮板链条突然转动缓慢,接着停止转动,而其他系统(行走系统、熨平板提升系统、自动找平系统、左右螺旋输料系统、左刮板输料系统等)工作正常。
二是沥青混凝土摊铺机液压系统的油温过高会使油液黏度降低,泄漏量增加,所润滑部位的油膜破坏,使部件的磨损加剧;同时,高温还会使橡胶等材料制成的密封垫过早老化而损坏。
因此,控制适宜的油温非常重要。
当油温过高时,必须停机检查。
三是由于相应的保险片电流过大而熔断,所造成的故障。
2沥青摊铺机常见故障的原因分析首先,造成沥青摊铺机右侧刮板链条突然转动缓慢的原因很可能是机械传动系统的主要故障。
具体原因应包括以下几个方面:1)舌U板链条太松,与地面相刮碰。
2)沥青混合料中混入钢筋等杂物,将刮板链条卡死,使刮板不能转动。
3)摊铺机底板连接螺栓松动或底板开裂翘曲,将刮板输料器卡死。
4)右狈恬U板链条断裂。
5)刮板链条前后两端轴承损坏。
~般是因为轴承外面的油封和尘封套损坏,沥青混合料进入后,引起刮板卡死或阻力过大,致使轴承损坏。
6)链条被卡死,链条、链轮传动机构之间进入铁质杂物,将链条卡死。
7l链条断裂,链条在冲击载荷的作用下发生断裂。
8)链轮打齿或严重磨损,主、被动链轮由于加工质量不好,链齿被折断或严重磨损。
9)主、被动链轮联结花键(平键)损坏。
其次,应该是摊铺机液压系统的故障。
产生故障的原因包括以下几个方面:一是液压油过热。
经验表明,油温高往往是因为油箱缺油所致。
还应注意散热器是否正常。
散热器如黏附了大量的灰尘,可导致散热不良,使油温升高。
液压油质量是否合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用40MPa量程压力表在泵压力测试口MA处测得其 出口压力为10MPa,根据经验,摊铺机在只挂主机 熨平板时振捣系统压力约为5-8MPa。由于摊铺机现 在拼接7m板,起动瞬间压力应该在25MPa左右,随 着振捣正常运转压力稳定在16-18MPa附近,因此液 压系统压力偏低。用量程10MPa压力表在泵系统压 力测试口G处测得其补油压力为1.6MPa,低于正常 的2.2-2.8MPa。且只要一开振捣,压力值就掉到 0.5MPa。
摊铺机振捣系统故障分析
经验与建议
由于该静压传动为闭式系统,它本身有防止外界 污染的功能,故振捣系统失效一般是因为油液品 质变坏所致,主要是因油液中固体杂质微粒较多 或油液温度过高所致,故必须使用优质国产N46 或N68抗磨液压油,并须防止油液受污染,且每日 须检查液压油箱油位。
摊铺机振捣系统故障分析
经验与建议
定期清洗或更换油滤清器是保证传动装置正常工 作的必要条件。补油泵的油液经10um过滤器就 可使系统不受污染,如过滤器局部堵塞,可导致系 统吸油不畅;如滤芯破裂,杂质将被大量吸入补油 泵,加速系统液压元件的磨损。如果过滤器目测发 讯器报警就应更换滤芯;每2000h更换液压油,换 油前应先认真清洗油箱。该摊铺机振捣系统故障 就是因为补油泵过滤器堵塞、破裂,造成液压泵的 加快磨损而引起的。
摊铺机振捣系统故障分析
故障判断
3. 高压油路的溢流阀、梭阀,单向阀密封件失效 或弹簧刚度降低。 4. 主液压泵磨损,内泄严重。
5. 振捣马达磨损,内泄严重。
摊铺机振捣系统故障分析
故障判断
因为本系统主液压泵、补油泵、补油溢流阀和排量 控制阀集成于一体,马达是一个定量斜轴马达只是 一个执行机构。为避免检修的无序性,减少盲目拆 卸液压元件,遵循先易后难的原则,充分利用简单、 实用的压力测试手段。将主液压泵的出口封住,使 主液压泵在短时间内全负荷运转,测得其主液压泵 出口压力仅为140bar,远远低于切断压力420bar。 这时液压油并未流经振捣马达,因此可确定故障出 在液压泵上,应对其解体维修。
摊铺机振捣系统故障分析
申报人:钱益平
北京天顺长城液压科技有限公司 2015年
摊铺机振捣系统故障分析
一、故障现象
二、原理分析 三、故障判断和元件修复 四、经验与建议
3
摊铺机振捣系统故障分析
故障现象
一台进口VOLVO8820摊铺机,在摊铺沥青时出现液 压油热了以后振捣无力,摊铺出的路面密实度偏低。 由于工程紧张,没能停下来查找原因,后来振捣无 力的现象愈来愈重,以至于摊铺时电位器打到80%, 摊铺出的路面密实度才刚好满足施工工艺要求。
摊铺机振捣系统故障分析
故障判断
柱塞与缸体配合 柱塞在缸体内做直线往复运动,柱塞与缸体的配合 公差如超限,柱塞在压油时就会有部分油液从柱塞 与缸体的间隙处泄漏到泵壳腔内。这时系统压力、 流量就会下降,油温升高。经检查,该配合间隙约 为0.02-0.03mm,没有超出极限间隙0.04mm,故不 需要维修或更换。
摊铺机振捣系统故障分析
故障判断
配流盘与缸体配合 经检测,配流盘面的划痕比较浅,而表面为粉末冶 金的缸体表面上则有许多较深的沟槽,最深的达 0.2mm,如此深的沟槽可将缸体上的各柱塞孔和进 出油口串通。正是由于上述两个原因,才造成主液压 泵内部泄漏严重,容积效率大大下降,导致摊铺机振捣 无力。
摊铺机振捣系统故障分析
在此处加垫片
摊铺机振捣系统故障分析
性能再次测试
再次修复后的液压泵试验报 告如图所示。从该测试记录 中可以看出,该泵在转速为 1000rpm,压力和排量都得 到了理想的数值。 接下来就是装车测试。
摊铺机振捣系统故障分析
修复结果
经试机,摊铺机运转正常,满足施工要求。该摊铺 机经维修至今已运转了3000h,其振捣系统状况仍然 良好。实践证明,这种维修方案既节约资金,又节约 时间。
故障判断
从传动系统的工作原理可知,摊铺机振捣无力可能 是发动机功率不足或者某一传动环节传动功率下降 所致。由于分动箱采用齿轮传动,如分动箱失效, 其他动作如行走搅龙等也应该不能工作。因此可以 排除分动箱故障。如果马达皮带和皮带轮打滑,现 场肉眼就能看出来。 排除其他问题后对液压系统进行检查。
摊铺机振捣系统故障分析
摊铺机振捣系统故障分析
分析原因
液压泵严重磨损,特别 是斜盘研下去0.3mm还 多, 造成柱塞滑靴与斜 盘接触时油压与弹簧力 的平衡变了,压力油通 过柱塞孔接触斜盘时推 开预紧碟簧造成泄漏 , 导致容积效率偏低。
在此处增加碟簧 与缸体配合的图 片。
摊铺机振捣系统故障分析
维修方案
此种情况下可以选择更换新碟簧 或加垫缩小行程恢复弹簧力。从 节省维修成本和时间考虑,决定 在球绞与碟簧之间加了一个 0.3mm的 垫片进行试验。
故障判断
摊铺机振捣系统故障分析
元件修复
因斜盘上和缸体的沟槽较深,故先在研磨平台上依次 用粗砂、中砂、细砂将斜盘磨平,然后用平面尺检 测其缝隙。配油盘与缸体在机床上先用细砂对研, 再光研磨处理。
摊铺机振捣系统故障分析
性能测试
修复后的液压泵进行性能测 试是必要的,这样对修复后 的液压泵性能有一个直观的 了解。修复后的液压泵试验 报告如图所示。从该测试记 录中可以看出,该泵在转速 为1000rpm,容积效率没有 达到理想值。该泵还存在其 他问题。
摊铺机振捣系统故障分析
故障断
滑靴与斜盘配合 经检查,滑靴表面已经出现沟槽,斜盘上也有约为 最大为0.3mm的沟槽,因此必须修复或更换。但是 客户要求时间紧,库存没有斜盘更换,只能研磨。
摊铺机振捣系统故障分析
故障判断
配流盘与缸体配合 由于泵体的进出油液通过具有腰型孔的配流盘进、 出高速旋转的缸体柱塞孔,当油液中较大的颗粒从 配流盘腰型孔进入缸体时,会在缸体配流面上刨出 划痕,时间一长,划痕即变成沟槽,当沟槽串通后, 会使泵的总效率下降。因此,维修液压泵时,应着 重检查配流盘与缸体的磨损情况。
摊铺机振捣系统故障分析
3
摊铺机振捣系统故障分析
故障判断
造成液压系统压力偏低的原因有:
1. 油箱油面低,吸油不畅,或吸油管接头松动,有空 气进入 2. 补油系统压力低,原因为补油泵吸油过滤器污染 严重造成油路阻塞;补油溢流阀阀芯或排量控制阀 阀芯及阀座磨损严重;阀内弹簧变形,刚度降低; 补油泵磨损后內泄严重
摊铺机振捣系统故障分析
得出的经验
当液压系统工作不正常时(如压力不稳定、压力太 低和振动等),要及时分析原因并进行处理,不要 勉强运转,以免造成大的损失。
摊铺机振捣系统故障分析
摊铺机振捣系统故障分析
原理分析
改型摊铺机采用德国道依茨BF6M 1013ECP发动机、 全液压传动,振捣系统由力士乐A4VG28泵、 A2FM32马达和皮带传动组成。其中振捣泵从0排量 到最大排量电比例无级控制,振捣马达是一个定量 的斜轴马达。
摊铺机振捣系统故障分析
3
摊铺机振捣系统故障分析