成瑞钢丝编织液压胶管
钢丝胶管尺寸规格对照表

钢丝胶管尺寸规格对照表
钢丝胶管是常用的管线成型材料,包括钢丝胶管、硅胶管、硅胶管和聚乙烯管等。
它拥有众多优点,如耐酸碱、耐腐蚀、耐磨损、热稳定性好、温度可达200℃、阻燃性好、优异的机械性能和较高的回弹率。
它应用在液压、气动、气体密封、电机和发动机等行业中,可用于飞机、汽车、摩托车、锅炉、游艇等产品的冷却液成型和燃油成型。
钢丝胶管尺寸以英寸衡量,有1/8″、1/4″、5/16″、3/8″、5/8″、7/8″、1″、11/4″、11/2″、2″、21/2″、3″等。
其中1/8″等于3.17mm,1/4″等于 6.35mm,5/16″等于7.92mm,3/8″等于9.52mm,5/8″等于15.88mm,7/8″等于22.22mm,1″等于25.4mm,11/4″等于31.75mm,11/2″等于38.1mm,2″等于50.8mm,21/2″等于63.5mm,3″等于76.2mm。
钢丝胶管安装要求要满足螺栓转矩、连接头型号、管线尺寸等。
一般采用M5、M6、M7等螺栓,根据专业要求可选用A、B、C等三种不同型号的连接头。
另外,钢丝胶管安装时要注意旋紧螺栓的方向,一般是顺时针旋紧,避免工具反复拧松拧紧容易造成损坏,可以确保连接头的持久性和可靠性。
同时,钢丝胶管安装完成后,还需要经过压力测试、漏气测试和灭菌
消毒等后期处理工作,保证系统的安全可靠。
钢丝胶管安装是一项费时费工也很费心的工作,但它可以在保证系统安全性的同时带来更低的维护费用和更高的效率,是用户值得投资的成本项目。
光大公司钢丝编织(缠绕)液压胶管总成技术规格书

钢丝编织(缠绕)液压胶管总成技术规格书一、使用地点本次采购的钢丝编织(缠绕)液压胶管总成主要供煤矿井下采掘设备及综采工作面液压支架等使用。
二、货物名称及供货范围1、货物名称:钢丝编织(缠绕)液压胶管总成2、供货范围:直径φ6mm—φ51mm(详见附件明细)三、主要技术参数1、液压胶管的平均有焰燃烧和无焰燃烧时间不大于30s,且任一胶管有焰燃烧和无焰燃烧时间不大于60秒。
2、液压胶管的抗静电试验中,两极间测试电阻不超过25×108/d(Ω),d 为软管公称外径,单位为毫米(mm)。
3、液压胶管总成的管接头材质为碳钢,接头表面须镀锌并作钝化处理,颜色为彩锌。
4、液压胶管总成的密封试验压力为其许用工作压力,试验三次,每次1min,不应有渗漏和损坏。
5、液压胶管总成出厂前,应以其许用工作压力的1.5倍进行保压试验,时间不低于1min,不能出现泄漏、接头拔脱或两端接头25mm范围内胶管发生破坏的现象。
6、液压胶管总成出厂前,应将液压胶管内的液体及杂质清理干净,并将两端接头加盖防尘盖。
7、软管公称内径小于或等于22mm时弯曲180°;软管公称内径大于22mm 时弯曲90°。
在弯曲后,使试件恢复到室温,再对试件以设计工作压力的2倍保压5min,不应出现渗漏、龟裂及其他异常现象。
四、检验检测所需物资文件须提供出厂检验报告、液压胶管煤安标志证书。
五、液压胶管使用环境及范围能适用于井下各种作业环境中。
六、适用标准1、MT/T98-2006《液压支架用胶管及软管总成检验规范》。
2、GB/T3683-2011《橡胶软管及软管组合件油基或水基流体适用的钢丝编织增强液压型规范》3、GB/T10544-2003《钢丝缠绕液压橡胶软管和软管组件》4、MT/T 986-2006《矿用U型销式快速接头及附件》七、质量及验收要求1、液压胶管外观无局部隆起,管体无受损、变形、腐蚀、老化等异常现象。
2、液压胶管公称外径、内径偏差符合GB/T3683-2011相关要求。
钢丝编织液压胶管标准
钢丝编织液压胶管标准钢丝编织液压胶管是一种重要的液压传动元件,广泛应用于工程机械、煤矿机械、农业机械、航空航天、船舶、化工等领域。
它具有耐高压、耐腐蚀、耐磨损、柔韧性好等特点,是现代工程技术中不可或缺的部件。
为了保证钢丝编织液压胶管的质量和安全性能,制定了一系列的标准,下面将对钢丝编织液压胶管标准进行详细介绍。
首先,钢丝编织液压胶管的标准主要包括以下几个方面,外径尺寸、工作压力、爆破压力、耐磨性、耐腐蚀性、耐高温性、接头连接、弯曲半径等。
这些标准的制定是为了保证钢丝编织液压胶管在使用过程中能够满足工程机械等设备的需求,确保设备的安全运行。
其次,钢丝编织液压胶管的外径尺寸标准是指在不同工作压力下,管子的外径尺寸应符合国家标准规定的公差范围,以保证管子在连接和安装时的稳定性和密封性。
而工作压力和爆破压力标准则是指在不同工作条件下,管子能够承受的最大压力和爆破压力,以确保管子在工作过程中不会因压力过大而破裂,造成安全事故。
另外,钢丝编织液压胶管的耐磨性、耐腐蚀性和耐高温性标准是指管子在不同工作环境下的耐磨程度、耐腐蚀程度和耐高温程度,以保证管子在恶劣环境下的稳定性和可靠性。
而接头连接和弯曲半径标准则是指管子的连接方式和弯曲程度,以确保管子在安装和使用过程中不会出现脱落、漏水等问题。
总的来说,钢丝编织液压胶管标准的制定是为了保证管子在设计、制造和使用过程中的质量和安全性能,以确保工程机械等设备的安全运行。
只有严格按照标准要求生产和使用钢丝编织液压胶管,才能够有效地预防事故的发生,保障设备和人员的安全。
综上所述,钢丝编织液压胶管标准是保证管子质量和安全性能的重要依据,对于工程机械等设备的安全运行具有重要意义。
我们应当充分认识到钢丝编织液压胶管标准的重要性,严格按照标准要求生产和使用钢丝编织液压胶管,确保设备和人员的安全。
钢丝编织液压胶管 GB
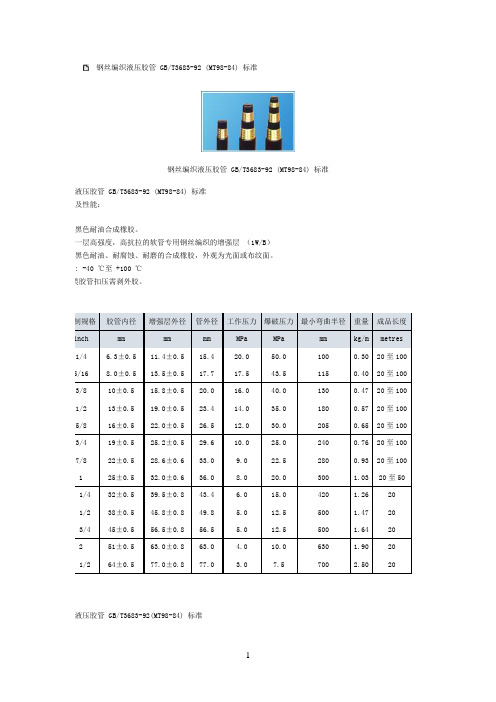
钢丝编织液压胶管 GB/T3683-92 (MT98-84) 标准钢丝编织液压胶管 GB/T3683-92 (MT98-84) 标准织液压胶管 GB/T3683-92 (MT98-84) 标准构及性能::黑色耐油合成橡胶。
:一层高强度,高抗拉的软管专用钢丝编织的增强层(1W/B):黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为光面或布纹面。
围: -40 ℃至+100 ℃此类胶管扣压需剥外胶。
英制规格胶管内径增强层外径管外径工作压力爆破压力最小弯曲半径重量成品长度inch mm mm mm MPa MPa mm kg/m metres 1/4 6.3±0.511.4±0.515.4 20.0 50.0 100 0.30 20至100 5/16 8.0±0.513.5±0.517.7 17.5 43.5 115 0.40 20至100 3/8 10±0.515.8±0.520.0 16.0 40.0 130 0.47 20至100 1/2 13±0.519.0±0.523.4 14.0 35.0 180 0.57 20至100 5/8 16±0.522.0±0.526.5 12.0 30.0 205 0.65 20至100 3/4 19±0.525.2±0.529.6 10.0 25.0 240 0.76 20至100 7/8 22±0.528.6±0.633.0 9.0 22.5 280 0.93 20至1001 25±0.532.0±0.636.0 8.0 20.0 300 1.03 20至501 1/4 32±0.539.5±0.843.4 6.0 15.0 420 1.26 201 1/2 38±0.545.8±0.849.8 5.0 12.5 500 1.47 201 3/4 45±0.556.5±0.856.5 5.0 12.5 500 1.64 202 51±0.563.0±0.863.0 4.0 10.0 630 1.90 202 1/2 64±0.577.0±0.877.0 3.0 7.5 700 2.50 20织液压胶管 GB/T3683-92(MT98-84) 标准产品结构及性能:内胶层:黑色耐油合成橡胶。
高压胶管标准
1.弯曲半径不应小于给定的弯曲半径,防止损坏胶管骨架或因过度伸张,提早损坏。
2.根据使用条件,正确选用胶管品种,规格,勿错用或代用。
3.胶管使用时,压力要均衡缓步调节,避免突然压力增大而损坏管体。
4.工作地点变动时,应离地搬运,不可拖地,以免划伤外胶后,腐蚀骨架层。
5.输送腐蚀液体,用完后内部应清除干净,防止残留物长久腐蚀管体,或选用相应系列产品。
以上钢丝缠绕胶管参照GB/T10544-03标准,未尽规格参数请来电咨询!
φ51以上大口径钢丝缠绕胶管参照高压石油钻探胶管和海洋高压输油胶管技术标准.
→规格齐全,欢迎来电咨询←
地址:杭州市德胜中路388号
联系电话:2 3
手机:。
高压胶管规范
64±1.0
71±1.0
75+1.5
2.5
362
3.75
543
7.5
1087
770
4.00
1-76-1.5
76±1.0
84±1.0
88+1.5
1.5
217
2.25
326
4.5
652
930
5.50
1-89-1
89±1.0
97±1.0
103+1.5
1
144.9
1.5
217
3
435
1100
115
0.62
2-10-40
10±0.5
17.5±0.6
22
+1.0
-0.8
40
5796
60
8694
100
14490
130
0.71
2-10-53
10±0.5
17.5±0.6
22±0.8
53
7680
79.5
11520
132
19127
130
0.71
2-13-30
13±0.5
21.5±0.8
26
+1.2
-1.0
4sp-45-35
45±1.0
57.8±1
63±1.5
35
5050
105
15150
650
4.87
4sp-51-35
51±1.0
63.8±1
69±1.5
35
5050
105
15150
720
5.40
2sp-51-15
钢丝编织胶管生产工艺流程
钢丝编织胶管生产工艺流程1.原料选购:选用优质的聚合物树脂作为主要原料。
Raw material selection: Select high-quality polymer resin as the main raw material.2.原料混配:将聚合物树脂与其他助剂进行混合调配。
Raw material mixing: Mix polymer resin with other additives.3.化学处理:对混合后的原料进行化学处理,提高其耐磨性和耐腐蚀性。
Chemical treatment: Treat the mixed raw materials chemically to improve its wear resistance and corrosion resistance.4.加热挤压:使用挤出机对化学处理后的原料进行加热挤压。
Heating extrusion: Use an extruder to heat and extrude the chemically treated raw materials.5.冷却固化:将加热挤压后的胶管进行冷却固化,增强其稳定性和硬度。
Cooling and curing: Cool and cure the heated and extruded hose to enhance its stability and hardness.6.做边、编织:对冷却固化的胶管进行做边和编织处理,增加其抗拉强度和耐用性。
Edge making, weaving: Edge making and weaving of the cooled and cured hose to increase its tensile strength and durability.7.硫化固化:对编织胶管进行硫化固化,使其具有优良的弹性和耐高温性能。
Vulcanization curing: Vulcanize the woven hose to give it excellent elasticity and high temperature resistance.8.表面处理:对硫化固化后的胶管进行表面处理,提高其耐磨性和光滑度。
液压胶管编织工艺流程

液压胶管编织工艺流程英文回答:The process of manufacturing hydraulic hoses involves several steps. Here is a brief overview of the weaving process for hydraulic hoses:1. Material Preparation: The first step is to prepare the materials needed for the weaving process. This includes selecting the appropriate type and size of yarn or threadfor the hose, as well as any additional materials such as reinforcement layers or protective coatings.2. Braiding Machine Setup: Once the materials are ready, the braiding machine needs to be set up. This involves adjusting the machine's settings and selecting the appropriate braiding pattern. The braiding pattern will determine the strength and flexibility of the hose.3. Yarn Loading: The selected yarn or thread is loadedonto the braiding machine. The number of yarn carriers used will depend on the desired braiding pattern and the number of reinforcement layers required.4. Braiding Process: The braiding process begins by interlacing the yarn or thread around a central core. The machine's carriers move in a specific pattern, crossing over and under each other to create the desired braided structure. This process is repeated until the desired length of hose is achieved.5. Inspection and Quality Control: Once the braiding process is complete, the hose is inspected for any defects or irregularities. This includes checking for proper tension, uniformity of braiding, and any signs of damage or weakness. Any faulty hoses are removed from the production line for further analysis or disposal.6. Finishing and Packaging: After passing the inspection, the hoses are finished by cutting them to the desired length and attaching any necessary fittings or connectors. The finished hoses are then packaged andprepared for shipping or distribution.中文回答:液压胶管编织工艺流程包括以下几个步骤:1. 材料准备,首先需要准备用于编织的材料。
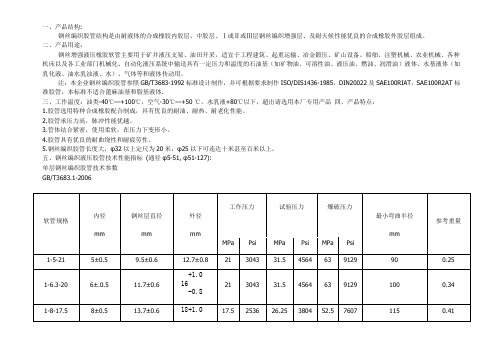
钢丝编织增强液压型橡胶软管
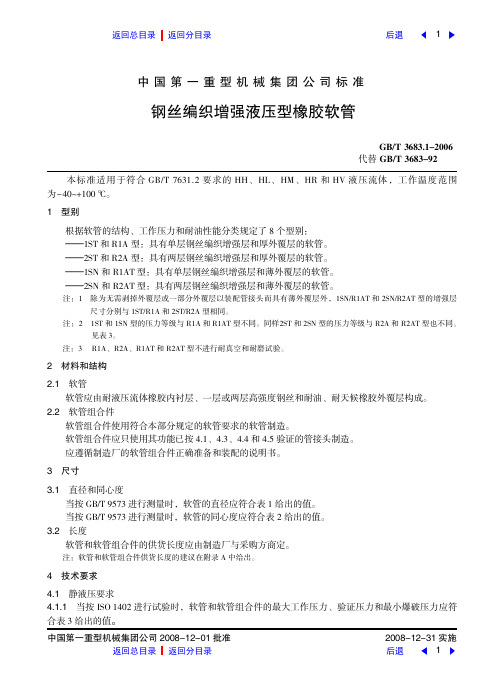
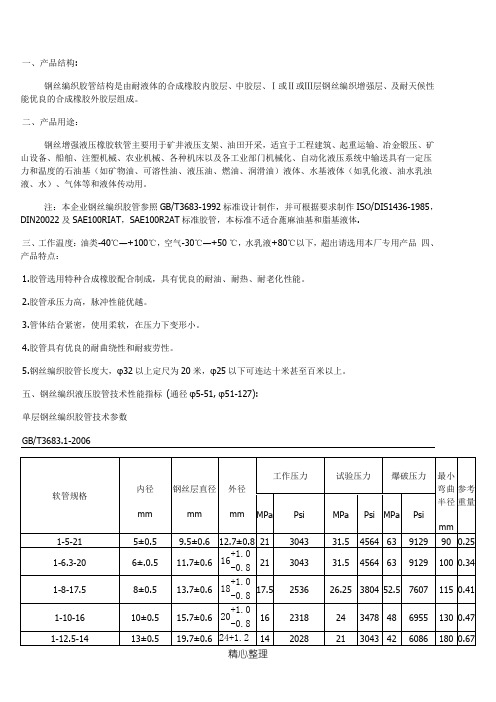
中国第一重型机械集团公司标准钢丝编织增强液压型橡胶软管GB/T 3683.1-2006代替GB/T 3683-92本标准适用于符合GB/T 7631.2要求的HH 、HL 、HM 、HR 和HV 液压流体,工作温度范围为-40~+100益。
1型别根据软管的结构、工作压力和耐油性能分类规定了8个型别:———1ST 和R1A 型:具有单层钢丝编织增强层和厚外覆层的软管。
———2ST 和R2A 型:具有两层钢丝编织增强层和厚外覆层的软管。
———1SN 和R1AT 型:具有单层钢丝编织增强层和薄外覆层的软管。
———2SN 和R2AT 型:具有两层钢丝编织增强层和薄外覆层的软管。
注:1除为无需剥掉外覆层或一部分外覆层以装配管接头而具有薄外覆层外,1SN/R1AT 和2SN/R2AT 型的增强层尺寸分别与1ST/R1A 和2ST/R2A 型相同。
注:21ST 和1SN 型的压力等级与R1A 和R1AT 型不同。
同样2ST 和2SN 型的压力等级与R2A 和R2AT 型也不同。
见表3。
注:3R1A 、R2A 、R1AT 和R2AT 型不进行耐真空和耐磨试验。
2材料和结构2.1软管软管应由耐液压流体橡胶内衬层、一层或两层高强度钢丝和耐油、耐天候橡胶外覆层构成。
2.2软管组合件软管组合件使用符合本部分规定的软管要求的软管制造。
软管组合件应只使用其功能已按4.1、4.3、4.4和4.5验证的管接头制造。
应遵循制造厂的软管组合件正确准备和装配的说明书。
3尺寸3.1直径和同心度当按GB/T 9573进行测量时,软管的直径应符合表1给出的值。
当按GB/T 9573进行测量时,软管的同心度应符合表2给出的值。
3.2长度软管和软管组合件的供货长度应由制造厂与采购方商定。
注:软管和软管组合件供货长度的建议在附录A 中给出。
4技术要求4.1静液压要求4.1.1当按ISO 1402进行试验时,软管和软管组合件的最大工作压力、验证压力和最小爆破压力应符合表3给出的值。
关于钢丝编织胶管的探讨
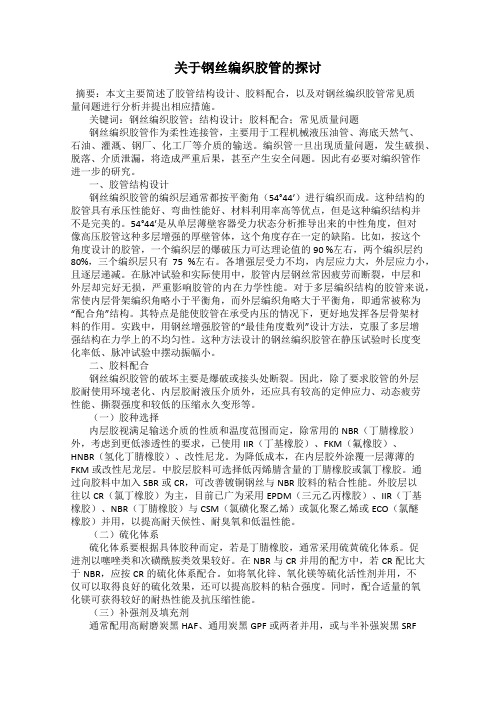
关于钢丝编织胶管的探讨摘要:本文主要简述了胶管结构设计、胶料配合,以及对钢丝编织胶管常见质量问题进行分析并提出相应措施。
关键词:钢丝编织胶管;结构设计;胶料配合;常见质量问题钢丝编织胶管作为柔性连接管,主要用于工程机械液压油管、海底天然气、石油、灌溉、钢厂、化工厂等介质的输送。
编织管一旦出现质量问题,发生破损、脱落、介质泄漏,将造成严重后果,甚至产生安全问题。
因此有必要对编织管作进一步的研究。
一、胶管结构设计钢丝编织胶管的编织层通常都按平衡角(54°44′)进行编织而成。
这种结构的胶管具有承压性能好、弯曲性能好、材料利用率高等优点,但是这种编织结构并不是完美的。
54°44′是从单层薄壁容器受力状态分析推导出来的中性角度,但对像高压胶管这种多层增强的厚壁管体,这个角度存在一定的缺陷。
比如,按这个角度设计的胶管,一个编织层的爆破压力可达理论值的90 %左右,两个编织层约80%,三个编织层只有75 %左右。
各增强层受力不均,内层应力大,外层应力小,且逐层递减。
在脉冲试验和实际使用中,胶管内层钢丝常因疲劳而断裂,中层和外层却完好无损,严重影响胶管的内在力学性能。
对于多层编织结构的胶管来说,常使内层骨架编织角略小于平衡角,而外层编织角略大于平衡角,即通常被称为“配合角”结构。
其特点是能使胶管在承受内压的情况下,更好地发挥各层骨架材料的作用。
实践中,用钢丝增强胶管的“最佳角度数列”设计方法,克服了多层增强结构在力学上的不均匀性。
这种方法设计的钢丝编织胶管在静压试验时长度变化率低、脉冲试验中摆动振幅小。
二、胶料配合钢丝编织胶管的破坏主要是爆破或接头处断裂。
因此,除了要求胶管的外层胶耐使用环境老化、内层胶耐液压介质外,还应具有较高的定伸应力、动态疲劳性能、撕裂强度和较低的压缩永久变形等。
(一)胶种选择内层胶视满足输送介质的性质和温度范围而定,除常用的NBR(丁腈橡胶)外,考虑到更低渗透性的要求,已使用IIR(丁基橡胶)、FKM(氟橡胶)、HNBR(氢化丁腈橡胶)、改性尼龙。
高压胶管标准
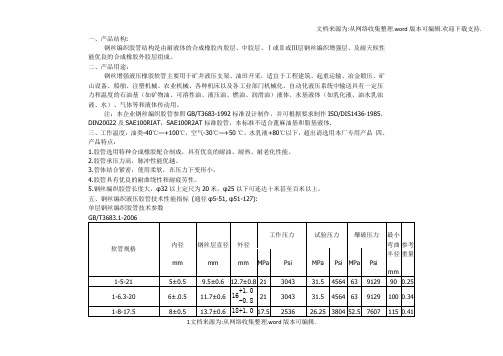
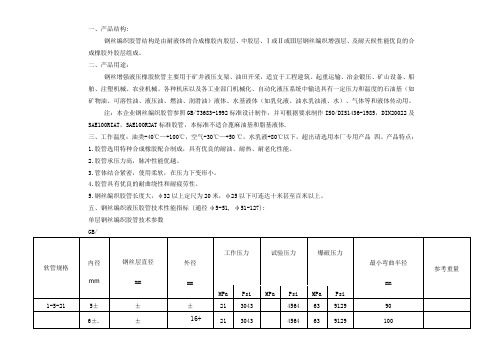
钢丝编织胶管结构是由耐液体的合成橡胶内胶层、中胶层、Ⅰ或Ⅱ或Ⅲ层钢丝编织增强层、及耐天候性能优良的合成橡胶外胶层组成。
二、产品用途:
钢丝增强液压橡胶软管主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)液体、水基液体(如乳化液、油水乳浊液、水)、气体等和液体传动用。
115
0.62
2-10-40
10±0.5
17.5±0.6
22
+1.0
-0.8
40
5796
60
8694
100
14490
130
0.71
2-10-53
10±0.5
17.5±0.6
22±0.8
53
7680
79.5
11520
132
19127
130
0.71
2-13-30
13±0.5
21.5±0.8
26
+1.2
-1.0
32±0.7
39.2±0.8
44
+1.5
-1.2
6
869
9
1304
18
2608
420
1.38
1-38-5
38±0.7
45.2±0.8
50
+1.5
-1.2
5
725
7.5
1087
15
2174
500
1.80
1-51-4
51±0.7
58.2±0.8
高压钢丝编织胶管技术性能参数

2-89-3
89±0.5
106
+1.2
99±0.8
3.5
10.5
1060
5.73
-1.0
2-102-3
102±0.5
118
+1.2
112±0.8
3
9
1200
6.16
-1.0
2-127-2
127±0.5
143
+1.2
137±0.8
2
6
1450
7.32
-1.0
3-6-68
6±0.5
18
+1.0
13.5±0.6
60
150
100
0.45
-0.8
3-8-54
8±0.5
20
+1.0
15.5±0.6
50
125
115
0.62
-0.8
3-10-44
10±0.5
22
+1.0
17.5±0.6
40
100
130
0.71
-0.8
3-13-32
13±0.5
26
+1.2
21.5±0.8
30
90
180
0.93
-1.0
3-16-23
16±0.5
5
15
500
1.80
-1.2
1-51-4
51±1.0
63
+1.5
58.2±0.8
4
15
630
1.80
-1.2
2-6-60
6±0.5
18
+1.0
液压胶管参数
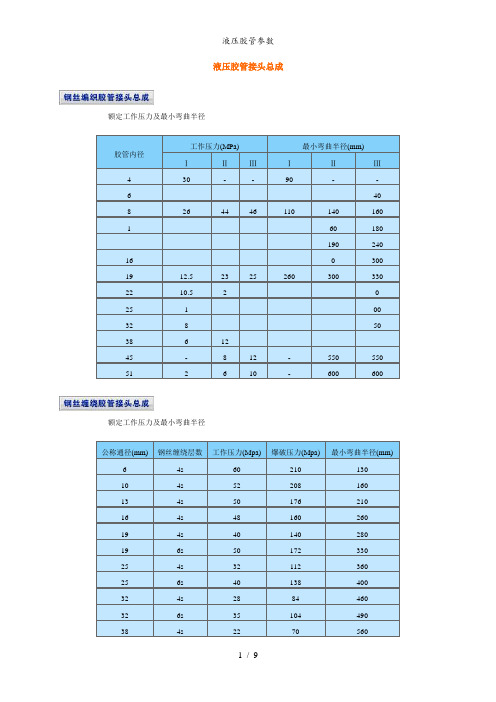
液压胶管接头总成额定工作压力及最小弯曲半径工作压力(MPa)最小弯曲半径(mm)胶管内径ⅠⅡⅢⅠⅡⅢ430--90--6408264446110140160160180190240 1603001912.523252603003302210.52025100328503861245-812-550550512610-600600额定工作压力及最小弯曲半径公称通径(mm)钢丝缠绕层数工作压力(Mpa)爆破压力(Mpa)最小弯曲半径(mm) 64s60210130104s52208160134s50176210164s48160260194s40140280196s50172330254s32112360256s40138400324s2884460326s35104490384s2270560514s2064720低压规格(内径×外径)工作压力(Mpa)规格(内径×外径)工作压力(Mpa)φ4×φ92φ19×φ29 1.5φ6×φ132φ22×φ31 1.5φ8×φ162φ25×φ34 1.5φ10×φ20 1.5φ32×φ41 1.5φ13×φ22 1.5φ38×φ471φ16×φ26 1.5公称内径(mm)工作压力(Mpa)公称内径(mm)工作压力(Mpa)ⅠⅡ621602291681842258151016.540326111612215148181018本产品适用于与O型密封的焊接式管接头连接使用do46812384551d M12×1.25M14×1.5M16×1.5M18×1.5M22×1.5M27×1.5M30×1.5M36×2M39×2M45×2M52×2M60×2M64×2s14171922273236414655607075 d1 2.5467.510.5131518.52127.53339.545 L288.5881010113do46812384551d M12×1.25M14×1.5M16×1.5M18×1.5M22×1.5M27×1.5M30×1.5M36×2M39×2M45×2M52×2M60×2M64×2s14171922273236414655607075 H1724L345828295104120140 do46812384551d M12×1.25M14×1.5M16×1.5M18×1.5M22×1.5M27×1.5M30×1.5M36×2M39×2M45×2M52×2M60×2M64×2s14171922273236414655607075 H60120135 L657280150注:H、L1(H1、L1)尺寸可根据用户要求改变,以下各种相同。
胶管技术说明

普通胶管材质说明适用介质:蒸汽或过热适用范围:输送蒸汽或热水材质:三元乙丙橡胶水适用温度:-196℃~+420℃(℃)公称压力:0.5-25(MPa)温蒸汽胶管供输送120℃~260℃的饱和蒸汽或过热水,蒸汽胶管适用於蒸汽清扫器,蒸汽锤和注塑机等热压设备作软性管路.蒸汽胶管内外胶层均由耐热性能优良的合成胶制成,蒸汽胶管具有柔软,轻便,挠性好,耐热性能高等特点钢丝编织蒸汽胶管:1.用途:供输送165℃~220℃的饱和蒸汽或过热水,适用於蒸汽清扫器,蒸汽锤,平板硫化机及注塑机等热压设备作软性管路。
2.特点:胶管内外胶层均由耐热性能优良的合成胶制成,管体具有柔软、轻便、挠性好、耐热性能高等特点。
钢丝编织蒸汽胶管夹布蒸汽胶管内径mm钢丝编织层数饱和蒸气压力MPa(kgf/cm2)对应最小弯曲半径mm对应参考外径mm对应参考重量mm长度公称尺寸公差m公差mm13 ±0.8 10.79 150 25 0.55 20 ±7016 ±0.8 1 170 28 0.65 20 ±7019 ±0.8 1 210 31 0.75 20 ±7022 ±0.8 1 240 34 0.80 20 ±7025 ±0.8 1 270 37 1.00 20 ±7032 ±1.2 1 350 44 1.20 20 ±7038 ±1.2 1 400 50 1.30 20 ±70以上产品参照HG/T3036-99标准,定尺为20米。
可根据要求制作大口径(φ102mm以下)和小口径(φ6mm以上)钢丝编织蒸汽胶管,高温高压胶管及φ13mm以上各规格夹布蒸汽胶管,超高温(260℃)耐腐蚀高压聚四氟乙烯软管。
聚四氟乙烯( PTEE),比其他塑料拥有更多优异的化学性能和化学稳定性,是节约和弥补有色金属、各种合金属无法解决防腐、密封等方面最理想的材料,其特点在:聚四氟乙烯( PTEE),比其他塑料拥有更多优异的化学性能和化学稳定性,是节约和弥补有色金属、各种合金属无法解决防腐、密封等方面最理想的材料,其特点在:中文名称:聚四氟乙烯管英文名称:teflon tube 定义:水内冷定子绕组的汇流母管与绕组端部的水电接头之间的绝缘引水管。
高压胶管标准
68
9853
102
14780
170
24633
140
0.56
3-8-54
8±0.5
17.5±0.6
22±1.0
54
7825
81
11737
120
17388
160
0.83
3-10-44
10±0.5
19.5±0.6
24±1.0
44
6376
66
9563
110
15939
180
0.95
3-13-36
13±0.5
27.5±0.8
32
+1.2
-1.0
18
2608
27
3912
54
7825
240
1.23
2-19-34
19±0.5
27.5±0.8
32
+1.2
-1.0
34
4926
51
7390
85
12317
240
1.23
2-22-16
22±0.5
30.5±0.8
35
+1.2
-1.0
16
2318
24
3478
4869552来自0产品用途:高压钢丝增强液压胶管主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力(较高压力)和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)及水基液体(如乳化液、油水乳浊液、水)等和液体传动用,最高耐工作压力可达70-100MPa。
钢丝编织液压胶管GBT
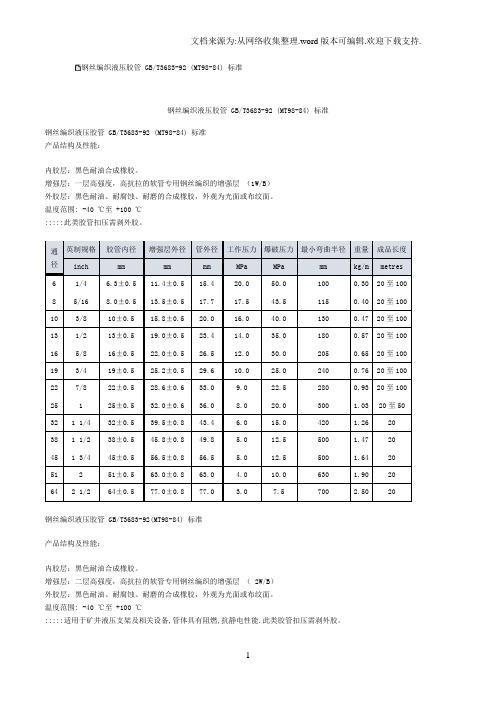
钢丝编织液压胶管 GB/T3683-92 (MT98-84) 标准钢丝编织液压胶管 GB/T3683-92 (MT98-84) 标准钢丝编织液压胶管 GB/T3683-92 (MT98-84) 标准产品结构及性能:内胶层:黑色耐油合成橡胶。
增强层:一层高强度,高抗拉的软管专用钢丝编织的增强层(1W/B)外胶层:黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为光面或布纹面。
温度范围: -40 ℃至+100 ℃:::::此类胶管扣压需剥外胶。
通径英制规格胶管内径增强层外径管外径工作压力爆破压力最小弯曲半径重量成品长度inch mm mm mm MPa MPa mm kg/m metres6 1/4 6.3±0.511.4±0.515.4 20.0 50.0 100 0.30 20至100 8 5/16 8.0±0.513.5±0.517.7 17.5 43.5 115 0.40 20至100 10 3/8 10±0.515.8±0.520.0 16.0 40.0 130 0.47 20至100 13 1/2 13±0.519.0±0.523.4 14.0 35.0 180 0.57 20至100 16 5/8 16±0.522.0±0.526.5 12.0 30.0 205 0.65 20至100 19 3/4 19±0.525.2±0.529.6 10.0 25.0 240 0.76 20至100 22 7/8 22±0.528.6±0.633.0 9.0 22.5 280 0.93 20至100 25 1 25±0.532.0±0.636.0 8.0 20.0 300 1.03 20至50 32 1 1/4 32±0.539.5±0.843.4 6.0 15.0 420 1.26 2038 1 1/2 38±0.545.8±0.849.8 5.0 12.5 500 1.47 2045 1 3/4 45±0.556.5±0.856.5 5.0 12.5 500 1.64 2051 2 51±0.563.0±0.863.0 4.0 10.0 630 1.90 2064 2 1/2 64±0.577.0±0.877.0 3.0 7.5 700 2.50 20钢丝编织液压胶管 GB/T3683-92(MT98-84) 标准产品结构及性能:内胶层:黑色耐油合成橡胶。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢丝编织液压胶管SAE 100 R1 AT/DIN EN 853 1SN 标准
内胶层:黑色耐油合成橡胶。
增强层:一层高强度钢丝编织( 1W/B )
外胶层:黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为布纹面。
温度范围: -40 ℃至+100 ℃
:::::此类胶管扣压接头无须剥外胶。
适用于工程机械及连续作业的液压设备具有良好的耐热油抗脉冲性能。
胶管内径增强层外径管外径工作压力爆破压力最小弯曲半径重量成品长度通径
inch mm mm mm MPa psi MPa psi mm kg/m metres
5 3/1
6 4.8 9.5 11.8 25.0 3630 100.0 14280 89 0.19 50/100
6 1/4 6.4 11.1 13.4 22.5 3270 90.0 12840 102 0.21 50/100
8 5/16 7.9 12.7 15.0 21.5 3120 85.0 12280 114 0.24 50/100
10 3/8 9.5 15.1 17.4 18.0 2615 72.0 10280 127 0.33 50/100
13 1/2 12.7 18.3 20.6 16.0 2320 64.0 9180 178 0.41 50/100
16 5/8 15.9 21.4 23.7 13.0 1890 52.0 7420 203 0.45 50/100
19 3/4 19.0 25.4 27.7 10.5 1530 42.0 6000 241 0.58 50/100
25 1 25.4 33.3 35.6 8.8 1280 35.0 5020 305 0.88 50
32 1 1/4 31.8 40.5 43.5 6.3 920 25.0 3600 419 1.23 20至40
38 1 1/2 38.1 46.8 50.6 5.0 730 20.0 2860 508 1.51 20至40
51 2 50.8 60.2 64.0 4.0 580 16.0 2280 635 1.97 20至40 钢丝编织液压胶管SAE 100 R1 A/DIN EN 853 1ST 标准
内胶层:黑色耐油合成橡胶。
增强层:一层高强度,高抗拉的软管专用钢丝编织的增强层(1W/B )
外胶层:黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为布纹面。
温度范围: -40 ℃至+100 ℃
:::::此类胶管扣压需剥外胶。
胶管内径增强层外径管外径工作压力爆破压力最小弯曲半径重量成品长度通径
inch mm mm mm MPa psi MPa psi mm kg/m metres
6 1/4 6.4 11.1 15.9 22.5 3270 90.0 12840 100 0.31 50/100
8 5/16 7.9 12.7 17.5 21.5 3120 85.0 12280 114 0.38 50/100
10 3/8 9.5 15.1 19.8 18.0 2615 72.0 10280 127 0.45 50/100
13 1/2 12.7 18.3 23.0 16.0 2320 64.0 9180 178 0.55 50/100
16 5/8 15.9 21.4 26.2 13.0 1890 52.0 7420 200 0.63 50/100
19 3/4 19.0 25.4 30.2 10.5 1530 42.0 6000 240 0.77 50/100
25 1 25.4 33.3 38.1 8.8 1280 35.0 5020 300 1.06 50
32 1 1/4 31.8 40.5 46.0 6.3 920 25.0 3600 419 1.45 20至40
38 1 1/2 38.1 46.8 52.4 5.0 730 20.0 2860 500 1.80 20至40
51 2 50.8 60.2 66.7 4.0 580 16.0 2280 630 2.30 20至40
钢丝编织液压胶管DIN-EN 857 1SC 标准
内胶层:黑色耐油合成橡胶。
增强层:一层高强度钢丝编织( 1W/B )
外胶层:黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为布纹面。
温度范围: -40 ℃至+100 ℃
:::::此种胶管具有比1SN/ R1AT胶管还要小的外径,解决了某些设备管路安装空间紧凑,狭小所带来的不便。
胶管扣压接头无须剥外胶。
胶管内径管外径工作压力爆破压力最小弯曲半径重量成品长度通径
inch mm mm MPa Psi MPa Psi mm kg/m metres
6 1/4 6.4 12.5 30 4350 120 17400 75 0.14 50/100
8 5/16 7.9 14.0 27.5 3980 110 15950 80 0.20 50/100
10 3/8 9.5 16.5 22.5 3263 90 13050 90 0.26 50/100
13 1/2 12.7 19.8 20 2900 80 11600 127 0.35 50/100
16 5/8 15.9 23.0 15 2175 60 8700 153 0.48 50/100
19 3/4 19.0 26.7 15 2175 60 8700 180 0.60 50/100
25 1 25.4 34.9 11 1595 45 6525 230 0.90 50 钢丝编织液压胶管SAE 100 R2 AT/DIN EN 853 2SN 标准
内胶层:黑色耐油合成橡胶。
增强层:两层高强度,高抗拉的软管专用钢丝编织的增强层(2W/B )
外胶层:黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为布纹面。
温度范围: -40 ℃至+100 ℃
:::::此类胶管扣压接头无需剥外胶。
适用于工程机械及连续作业的液压设备具有良好的耐热油抗脉冲性能。
胶管内径增强层外径管外径工作压力爆破压力最小弯曲半径重量成品长度通径
inch mm mm mm MPa psi MPa psi mm kg/m metres
5 3/1
6 4.8 11.1 13.4 41.4 6000 16 23720 89 0.32 50/100
6 1/4 6.4 12.
7 15.0 40.0 5800 160 22840 102 0.36 50/100
8 5/16 7.9 14.3 16.6 36.0 5250 140 20000 114 0.45 50/100
10 3/8 9.5 16.7 19.0 33.1 4800 132 18840 127 0.54 50/100
13 1/2 12.7 19.8 22.2 27.6 4000 110 15720 178 0.68 50/100
16 5/8 15.9 23 25.4 25.0 3630 100 14280 203 0.8 50/100
19 3/4 19.0 27 29.3 21.5 3120 85 12280 241 0.94 50/100
25 1 25.4 34.9 38.0 16.5 2400 65 9420 305 1.35 50
32 1 1/4 31.8 44.5 48.3 12.5 1820 50 7140 419 2.15 20至40
38 1 1/2 38.1 50.8 54.6 9.0 1310 36 5140 508 2.65 20至40
51 2 50.8 63.5 67.3 8.0 1160 32 4560 635 3.42 20至40。