数控机床返回参考点故障诊断与排除.ppt
数控机床回参考点的故障分析与排除

数控机床回参考点的故障分析与排除1概述数控机床回参考点时根据检测元件的不同分绝对脉冲编码器方式和增量脉冲编码器方式两种,使用绝对脉冲编码器作为反馈元件的系统,在机床安装调试后,正常使用过程中,只要绝对脉冲编码器的后备电池有效,此后的每次开机,都不必再进行回参考点操作。
而使用增量脉冲编码器的系统中,机床每次开机后都必须首先进行回参考点操作,以确定机床的坐标原点,寻找参考点主要与零点开关、编码器或光栅尺的零点脉冲有关,一般有两种方式。
1)轴向预定点方向快速运动,挡块压下零点开关后减速向前继续运动,直到挡块脱离零点开关后,数控系统开始寻找零点,当接收到第一个零点脉冲时,便以确定参考点位置。
配FANUC系统和北京KND系统的机床目前一般采用此种回零方式。
2)轴快速按预定方向运动,挡块压向零点开关后,反向减速运动,当又脱离零点开关时,轴再改变方向,向参考点方向移动,当挡块再次压下零点开关时,数控系统开始寻找零点,当接收到第一个零点脉冲,便以确定参考点位置。
配SIEMENS、美国AB系统及华中系统的机床一般采用这种回零方式。
采用何种方式或如何运动,系统都是通过PLC的程序编制和数控系统的机床参数设定决定的,轴的运动速度也是在机床参数中设定的,数控机床回参考点的过程是PLC系统与数控系统配合完成的,由数控系统给出回零命令,然后轴按预定方向运动,压向零点开关(或脱离零点开关)后,PLC向数控系统发出减速信号,数控系统按预定方向减速运动,由测量系统接收零点脉冲,收到第一个脉冲后,设计坐标值。
所有的轴都找到参考点后,回参考点的过程结束。
数控机床回不了参考点的故障常见一般有以下几种情况:一是零点开关出现问题;二是编码器出现问题;三是系统测量板出现问题;四是零点开关与硬(软)限位置太近;五是系统参数丢失等等。
下面以本人在工作中遇到的几个实例介绍维修的过程。
2维修实例例1)XH714加工中心开机回参考点,X轴向回参考的相反方向移动。
数控机床回参考点故障诊断与排除方法浅析
置一个参考点 , 也可以根据需要设置多个参考 点。例如 , 具有
自动 刀具 交换 ( C 或 自动拖盘 交换 ( c) 置 的加工 中心 AT ) AP 装 机床 , 为了 自动换刀需要 , 设置 了第二参考 点。机床参考 点是 工件坐标 系的原始参照系 , 参考点确定后 , 工件坐标 系随之建 立, 因此 , 数控机床回参考点是数控技术 的重要 内容。
标 轴能否准确返回参考 ,除了直 接影响其 可靠性 与稳定性外 。更 重要 的是 还要 影响所加 工零 件尺寸 的精度与稳定性 。 因此 , 保证数控机床各坐标轴准确 返 回参 考点并 不发生 任何 故障报警 ,是 机床 制造 厂
及 用户所关 心的技术 环节 , 特别是对于加工中心 , 用 户更关 心其 自动换 刀的可 靠性 与稳定性 ,因为 自动 换刀时要求换刀点是 稳定 而可靠 的。
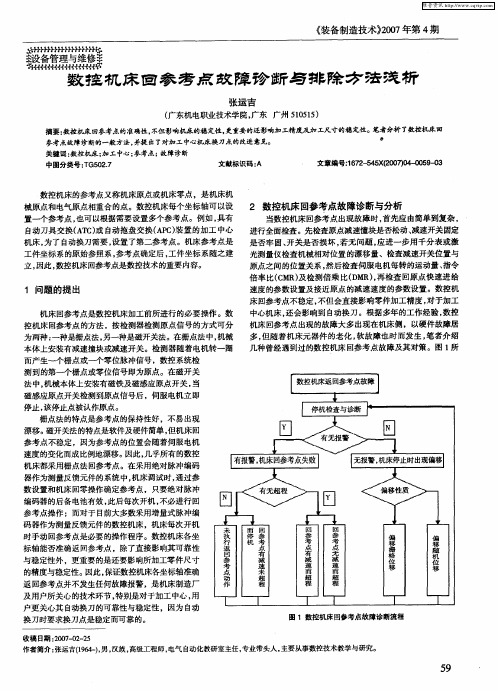
1 问题 的提 出
机床 回参考点是数控机床加工前所进行 的必要操作 。数 控机床 回参考点 的方法 ,按检测器检测原 点信 号 的方式 可分 为两种 : 一种是栅点法 , 另—种是磁开关法 。在栅点法 中, 机械 本体上安装有减速撞块或减速开关 。检测 器随着电机转一 圈 而产生一个栅点或一个零位脉冲信号 ,数控系统检 测到 的第一个栅点或零位信号即为原点。在磁开关
表 1 返回参考点示意图
方法 图示 措施
般在机床首次安装调试后或大修后发生 , 通过 调整减速块 可 的位置或接近开关 的位置来解决 ,或者通过调 整 回参考点快 速进给速度 、 快速进给的时间常数来解决。 () 2 偏离参考点任意位置 , 即偏离一个随 机值或出现微小 偏移 , 且每次进行 回参考点操作所偏离的距离不等 。 这种故障 可考虑下列 因素并实施相应对策 : 外界干扰 , 电缆屏蔽层接 如
数控机床回参考点的故障分析和排除
数控机床回参考点的故障分析和排除数控机床参考点又名原点或零点,是机床的机械原点和电气原点相重合的点,是原点复归后机械上固定的点。
机床参考点确立后,各工件坐标系随之确立,即参考点为工件坐标系的原始参照系。
文章通过对数控机床回参考点的确立,并结合回参考点的故障维修实例,从而归纳总结出回参考的故障排除方法。
标签:数控机床;参考点;测量反馈元件1 参考点的确立数控系统按检测反馈元件测量方式的不同分为绝对脉冲编码器方式和增量脉冲编码器方式两种。
数控系统反馈元件采用绝对脉冲编码器,坐标值实际位置是靠位置检测装置的电池来维持,因此系统断电后,绝对脉冲编码器会记住当前位置。
在数控机床正常使用过程中,只要保证绝对脉冲编码器的后备电池有效,机床开机就不需要再进行回参考点操作。
而采用增量脉冲编码器的数控系统,系统断电后,工件坐标系的坐标值就会消失,因此机床每次开机后都必须先进行回参考点操作,通过参考点来确定机床的坐标原点,从而建立正确的机床坐标系。
除此之外,机床在按下急停开关及机床出现故障并修复后都需要进行一次手动回参考点的操作。
数控机床各轴回参考点的运动中,各轴的运动速度是在机床参数中设定的,并且数控系统是通过PLC的程序编制和数控系统的参数设定决定的,因此,数控机床各轴回参考点是通过PLC和数控系统配合完成的。
2 数控机床回参考点的故障维修实例下面介绍几个第一重型机械集团公司的数控机床回参考点的故障维修实例:例1军工分厂一台型号为TK6516数控铣镗床,数控系统为SIEMENS840D,Y轴出现回参考点位置的准确性差的故障,从而影响加工精度的故障。
维修人员首先检查该机床Y轴测量编码器的+5V电压是正常的,并且该轴在手动方式下能正常工作,回参考点的动作过程也正常,再检查参考点减速速度参数MD34040、位置环增益参数MD32200设置也都正确。
分析可能是由于编码器“零脉冲”受到干扰而引起的此故障,再经过仔细检查该故障轴后,发现该轴编码器的连接电缆的屏蔽线脱落,重新连接脱落的屏蔽线后,该故障轴回参考点位置准确,机床加工精度恢复。
数控机床回参考点故障分析与排除
控制与检测 ・
组合机床与自动化加工技术
文 章 编 号 1 0 1— 2 5 2 0 ) O一 0 0一o . 0 2 6除
,
宋 建 武 , 丽 杨
( 张家 口职业技 术 学院 , 河北 张家 口 0 5 0 ) 700
摘要 : 数控 机床 回参考 点的 准确 性 ,不但 影 响机床 的稳 定 性 ,更 重要 的还 影 响加 工精 度 及 加 _ 尺 寸 的稳 T - 定性 。笔 者通 过数 控机 床返 回参考 点 的原理 , 结合 具体 事 例 , 分析 了数控 机 床 回 参考 点故 障诊 断 的一 般
方 法 ,并提 出了对加 工 中心机床 换 刀 点的 改进 意见 。数 控 机床 回 参考 点 的故 障分 析是 在 其 确 定 了回参
考 点 方式 下准确诊 断 出来的 , 并加 以及 时排 除 , 而进 一 步提 高 了数控机 床 的 开动率 和 可靠性 。 从 关键 词 : 数控 机床 ; 考 点 ; 障诊 断 ; 除 参 故 排
位移 , 开环 数 控 系 统 不 带 位 置 检 测 反 馈 装 置 。对 于 而
闭环 、 闭环数 控 系统 , 常利 用位 移 检测 反 馈 装置 脉 半 通
冲编 码器 或光 栅 尺 进 行 回参 考 点 定 位 , 即栅 格 法 回参 考点 。而 开环 系 统 则 需 另外 加 装 检 测元 件 , 常 利 用 通 磁感 应开关 回参 考 点 定 位 , 磁 开关 法 回参 考 点 。无 即 论 采 用 哪种 回参考 点操 作 , 为保 证 准确 定 位 , 到达 参 在 考点 之前 必须 使 数 控 机 床 的 伺 服 系 统 自动 减 速 , 因此 在多 数数控 机 床 上 安 装 减 速 挡 块 及 相 应 的 检 测 元件 。 栅 格 法根据 检 测反馈 元 件计 量方 法 的不 同又 可分 为 绝 对 栅格 法 和增 量栅格 法 。采用 绝 对 脉 冲编 码器 或 光 栅 尺 回参考 点 的称 为 绝 对 栅 格 法 , 机 床 调 试 时 ,通 过 在 参 数设 置 和机 床 回零 操 作 确 定参 考 点 ,只要 检测 反 馈 元 件 的后备 电池有 效 ,此 后 每 次 开 机 , 记 录有 参 考 均 点位 置信 息 , 而 不 必再 进 行 回 参 考 点操 作 。采 用 增 因
浅谈数控机床回参考点故障分析与排除

栅 尺 , 以不会 产生栅格 信号 , 常利用磁 感 应开 关 回 所 通 参 考点定位 。下面 以某 数控 车床 为例 简要叙 述磁 开关
法 返 回参考 点 的原 理 和过 程 。在 图 2中 , 速进 给 速 快 度参 数 、 慢速 进 给速度 参 数 、 减 速时 间 常数 、 移 量 加 偏 等参 数分别 由数 控系统 的相应参 数设定 。返 回参考 点 的操作 步骤 为 : 前两步 同栅格法返 回参考点 的操作步骤 , 第三步为 减速挡块释放减 速开关 , 点状态 由断转为 通后 , 触 数控 系统将等待感应开关信 号 的出现 。该 信号一 出现 , 工作 台运 动就立 即停止 , 同时数控系统发 出参考点返 回完成
在多数 数控机床 上安 装减 速挡 块及 相 应 的检测 元件 。 栅格 法根据检测反馈 元件计量方 法 的不 同又可分 为绝
对栅格 法和增量栅 格法 。采用绝 对脉冲编码 器或光 栅
尺 回参 考点 的称 为绝 对栅 格 法 , 在机 床 调试 时 ,通 过 参 数设 置和机床 回零操作确 定参 考点 ,只要检 测反 馈 元件的后备 电池 有效 , 后每 次开机 , 记 录有参 考 此 均 点位置信息 , 因而 不 必再 进行 回参 考 点操作 。采 用增 量式编码 器或光栅 尺 回参 考点 的称 为增 量栅 格 法 , 在 每次开机 时都需要 回参 考点。不 同数控 系统返 回参考
关 触点 时 , 速 信号 由通 ( N)转 为 断 ( F )状态 , 减 O OF
工 作 台进 给会减速 , 按参 数设 定 的慢 速进 给速度 继续
移 动 。减 速可削弱 运动 部件 的移 动惯 量 , 零点 停 留 使
位 置准确 ;
c 栅格法是采 用脉 冲编码器 上每转 出现一次 的栅 .
FANUC数控机床返回参考点常见故障的诊断与分析
FANUC数控机床返回参考点常见故障的诊断与分析禚玉宝【摘要】In the CNC machine tool repair, the fault of NC machine tool reference point return rate is o very high. For the machine often return reference point fault, clear back to the function and principle of the reference point is very important. In order to facilitate the NC repair personnel can quickly and accurately determine the fault point, the CNC machine to configure FANUC 0i system as an example, the machine back to the reference point of principle, course of action and failure is analyzed, so that to understand fundamentally and remove the faults of CNC machine tools in the return reference point.%在数控机床的维修中,有关数控机床回参考点方面的故障率非常高。
对于机床经常出现的回参考点故障,搞清楚回参考点的作用与原理是非常重要的。
为了便于数控维修人员能够迅速准确地判断故障点,以配置FANUC 0i系统的数控机床为例,把有关机床回参考点的原理、动作过程以及故障现象进行了分析,以使大家能够从根本上了解和排除数控机床在返回参考点方面出现的各种故障。
加工中心回参考点故障诊断与排除

0 ■
0
一
ห้องสมุดไป่ตู้
Di g ss a e i bo ou e o ck ng Refr nc i n M ac ni nt r a no i nd Clarng a utTr bl fBa i e e e Po nto hi ng Ce e
用 及 工 件 的加 工 精 度 。
回参 考 点 时 , 先 以 速 度 快 速 向 参 考 点 移 动 , 到 参 轴 碰 考点 开关 后 速 度 制 动 到 零 . 后 反 向 以 速 度 慢 速 移 动 , 然 到
后 必须 让 机 床 各 坐 标 轴 回到 一 个 固 定 位 置 的 参 考 点 上 , 量 增 编 码器 就 以这 个 点 为 基 准 点 进 行 检 测 操 作 , 个 基 准 点 就 是 这
回参 考点 时 , 先 以速 度 向 参 考 点 快 速 移 动 . 到 参 轴 碰 考点 开关 后 . 减 速 信 号 的 控 制 下 . 速 到 速 度 并 继 续 前 在 减 移 . 开挡 块 后 , 找 零 标 志 。 当 轴 到 达测 量 系统 零 标 志 发 出 脱 再 栅 格 信 号 时 , 度 即 制 动 到 零 , 后 再 以 速 度 前 移 参 考 点 速 然 偏 移量 而 停 止 于参 考点 。
3 方 式 三 )
机 床 的坐 标 系 参 考 点 , 称 为 机 床 零 点 。使 机 床 回 到 这 一 固 也 定 点 的操 作 称 回参 考 点 或 回零 操 作 。 加工 中心 启 动 以 后 的 回参 考 点 操 作 经 常 会 遇 到 各 种 问 题, 问题 处 理 的 正 确 与否 在 很 大 程 度 上 会 直接 影 响 机 床 的 使
数控机床故障诊断与维修多媒体课件Z2-PPT精选文档
2.参考点返回位置是随机变化的
项 目
1 可能原因 如何检查 解决办法
干扰
a)检查位置编码器反馈信号线 是否屏蔽 b) 检查位置编码器的信号线 是否与电机的动力线分开 检查编码器供电电压
位置编码器的反馈信号线 用屏敝线; 位置编码器的 反馈信号线与电机的动力 线分开走线
2
位置编码器的 供电电压太低
供电电压不能低于 4.8V 拧紧联轴节
常州机电职业技术学院
V1 0
V2 0 零点开关 0
V1
V2 0 零点开关
零点开关脉冲 零点脉冲信号 机床零点 a) V1 0 0 V2 0 零点开关 零点开关脉冲 零点脉冲信号 机床零点 c)
零点开关脉冲 零点脉冲信号 机床零点 b)
V1 0 V3 零点开关 零点开关脉冲 零点脉冲信号
V2 0
机床零点 d)
3
电机与机械 的联轴节松 动 位置编码器 不良
电动机代码输 入错,电动机 力矩小
在电机和丝杠上分别做一个记 号,然后再运行该轴,观察 更换后的偏差,看故障是 否消除
5
开机后可以听到电动机嗡 嗡响声
正确输入电动机代码, 重新进行伺服的初始 化 特别是的在0.1μ 的系 统里,更要按照说明 书,仔细计算 更换伺服控制扳或接 口模块
常州机电职业技术学院
二、工作任务
• 对数控机床典型故障进行诊断与维修 。
常州机电职业技术学院
模块2 回参考点故障诊断与维修
一、教学目标 终极目标:初步掌握数控机床回参考点故 障诊断定思路和维修方法 促成目标: 1.进一步掌握回参考点原理; 2.知道回参考点故障原因和维修过程
常州机电职业技术学院
一、工作任务:
常州机电职业技术学院
数控机床的回零及其常见故障分析[1]
![数控机床的回零及其常见故障分析[1]](https://img.taocdn.com/s3/m/bb6b1621bcd126fff7050be2.png)
数控机床参考点的回归及其常见故障诊断数控机床启动后通常需要进行返回参考点的操作,在这个过程中常会遇到各种问题,问题处理的正确与否在很大程度上会直接影响机床的使用及工件的加工精度。
一、为什么要返回参考点在数控机床上,各坐标轴的正方向是定义好的,因此只要机床原点一旦确定,机床坐标系也就确定了。
机床原点往往是由机床厂家在设计机床时就确定了,但这仅仅是机械意义上的,计算机数控系统还是不能识别,即数控系统并不知道以哪一点作为基准对机床工作台的位置进行跟踪、显示等。
为了让系统识别机床原点,以建立机床坐标系,就需要执行回参考点的操作。
如在CK0630型数控车床上,机床原点位于卡盘端面后20mm处,为让数控系统识别该点,需回零操作。
在CK0630型数控车床的操作面板上有一个回零按钮“ZERO”,当按下这个按钮时将会出现一个回零窗口菜单,显示操作步骤。
按照这个步骤,依此按下“X”按钮、“Z”按钮,则机床工作台将沿着X轴和Z轴的正方向快速运动,当工作台到达参考点的接近开关时,工作台减速停止。
回参考点的工作完成后,显示器即显示机床参考点在机床坐标系中的坐标值(X400,Z400),此时机床坐标系已经建立(如图1所示)。
目前,大多数数控机床均采用增量式位置检测装置来做位置环反馈元件,当机床在断电状态时NC系统会失去对机床坐标系值的记忆,因此每次机床重新通电之初,必须手动操作返回机床参考点一次,恢复记忆,以便进行自动加工。
对使用日本FUNAC系统的机床,除通电之初外,在机床工作过程中如出现断电、紧急停止或压下了机床行程限位开关时,也必须返回参考点。
机床返回参考点的方向、速度、参考点的坐标等均可由系统参数设定。
二、返回参考点的原理目前数控机床回参考点的方式有两种:使用脉冲编码器或光栅尺的栅格法和使用磁感应开关的磁开关法。
磁开关法由于存在定位漂移现象,因此较少使用。
大多数数控机床均采用栅格法回参考点。
栅格法根据检测元件计量方法的不同又可分为绝对栅格法和增量栅格法。
华中数控系统机床回参考点的故障诊断与排除

机床电器 2 1. 02 5
应 用 ・交 流
华 中数 控 系统 机 床 回参 考点 的 故 障 诊 断 与 排 除
张 云 , 瑞 已 刘
( 湖南 工业 职业 技术 学 院 ,12 8 40 0 )
摘要 : 数控机床 回参 考点成不成功直接关 系到数控 机床能否正常工作 。在所 有数控机 床的故 障中 回参考 点故障
重视 。
上安装 磁铁及磁 感 应原 点 开关 或者 接 近开关 , 当磁感 应开关 或接近 开关 检测 到原 点信 号 后 , 服 电动 机立 伺
即停 止运行 , 该停 止点被认做 原点 。 栅点法 的特点是如果 接近原点速度小 于某 一特定
值, 则伺 服 电动机 总是停 止 于 同一 点 , 也就是 说 , 在进 行 回原点操 作后 , 床原 点 的保持 性好 。磁 开关 法 的 机 特 点是软件及 硬件 简单 , 原点 位 置随着 伺 服 电动机 但 速度 的变化 而成 比例地 漂 移 , 即原点 不确定 , 目前 , 大
K e o ds: yw r Hua ho g; CNC a hi o l z n m c ne to ;ba k t h e een e p i ;ful;e i n to c o t e r f r c ont a t lmi ai n
0 引 言
数控 机床 回参 考 点能 够 确定 机床 的原点 , 机床 而 原 点是数 控机床 用 以计算 所 有坐 标值 的基 准 , 以一 所 台数控机 床 的回参 考点成不 成功直接关 系到它 能否 正 常工作 。在所有数控 机床 的故 障 中回参 考点故 障是 属 于故 障频 率较高 的一 类故 障 , 们应 该 对它 予 以高 度 我
数控机床回参考点故障诊断
( i i o t h iC lg, i t , ee043, h a X  ̄ le n oeeXn a H bi505C i ) n P yc c l gi n
Ab t a t Ths a e i t d c dt ec n r l r cp eo NC ma hn o l ee e c o t t m dal id f a l sr c : i p p r n r u e h o t p i il f o o n c iet o f rn ep . r u a r m e n l kn so fu t
fr a drg lry Tho g ta x mpe,h ut r n lz d da n sda de cu e . h ut f tr om n uai . r u ha u l a l tef l we a ay e , ig oe x ld d T ef lo r un e t c e s a s e n a e
数控 机床 回参考 点故 障诊 断
丁广文 ,李 明
( 邢台职业技 术学院 机 电工程 系,河北 邢 台 043 ) 505
摘 要: 本文介绍了数控机床回参考点的控制原理及各种故障形式, 并结合具体事例对故障现象进行
分析、诊断及排除。数控机床回参考点的故障分析是在其确定了回参考点方式下准确诊断出来的, 从而保证数控机床正 常可靠地运行。
一
’
、
数控机床 回参考点控制原理
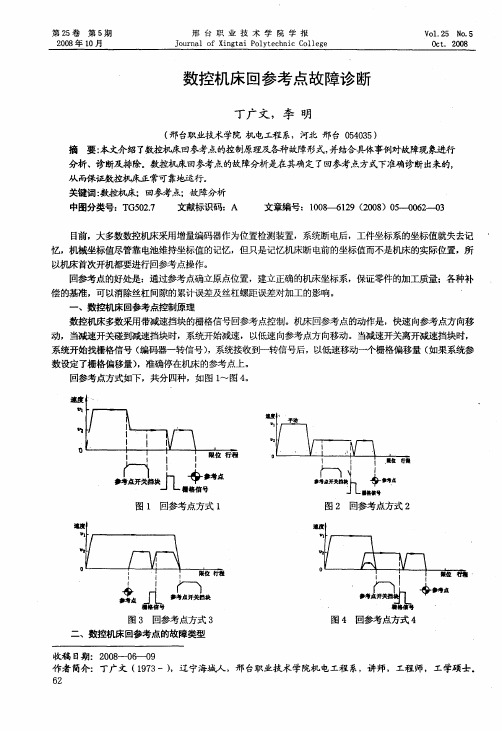
数控机床多数 采用带减速挡块 的栅格信号回参考点控制 。机 床回参考点的动作是 ,快速 向参考 点方 向移
动 ,当减速 开关碰 到减速挡块时 ,系统开始减速 ,以低速 向参考 点方 向移动 。当减速 开关离开减速挡块 时, 系统开始找栅格信 号 ( 编码器一转信号 ) ,系统接 收到一转信号后 ,以低速移动—个栅格偏移量 ( 如果系统参 数设定 了栅格偏移量 ) ,准确停在机床 的参考 点上 。 回参考 点方式如下 ,共分 四种 ,如 图 l ~图 4 。
西门子数控机床回参考点故障分析与排除

第44卷第1期 2017年1月V o l .44 N o .1TIMES AGRICULTURAL M ACH INERYJ a n .2017西门子数控机床回参考点故障分析与排除张晓光\李莹莹2(1.天津职业技术师范大学工程实训中心,天津300222;2.高盛专修学校,天津300000)摘要:数控机床的参考点是作为机床确立坐标系的重要依据,一旦参考点的确立发生故障,就会使加工零件坐标 系的建立出现故障,影响加工速度和机床运行效率。
研究西门子840D S L 数控系统回参考点的工作原理和工作方式,并 根据现场故障现象实例分析和排除设备故障,从而提高排故的速度和机床运行效率。
关键词:西门子840D SL ;数控机床;参考点;故障实例中图分类号:TG 659文献标识码:A 文章编号:2095-980X (2017)01-0015-02Fault Analysis and Elimination of SIEMENS CNCMachine Tool Reference PointZH ANG Xiao -guang1,L I Ying -ying2(J.Engineering Training Center ,Tianjin Vocational and Technical Teachers College , Tianjin 300222, China;2.Goldman school,Tianjin 300000,China)Abstract:CNC machine tool reference point is important for the establishment of the machine coordinate system.Once the reference point establishment fails,it will make the machining coordinate system failure and affect the processing speed and effi ciency of machine tool.This paper studies the working principle and working mode of the reference point of the SIEMENS 840D SL numerical control system,and analyzes and eliminates the equipment fault according to the fault phenomena in the field .Key words:SIEMENS 840D SL;NC machine tool ; reference point fault example据系统参数设定值控制进给电动机动作,完成后期机床的回 零过程,在回零完成后机床坐标原点显示为零同时坐标点有 机床回零完成的标识。
数控机床回参考点的故障分析与排除过程
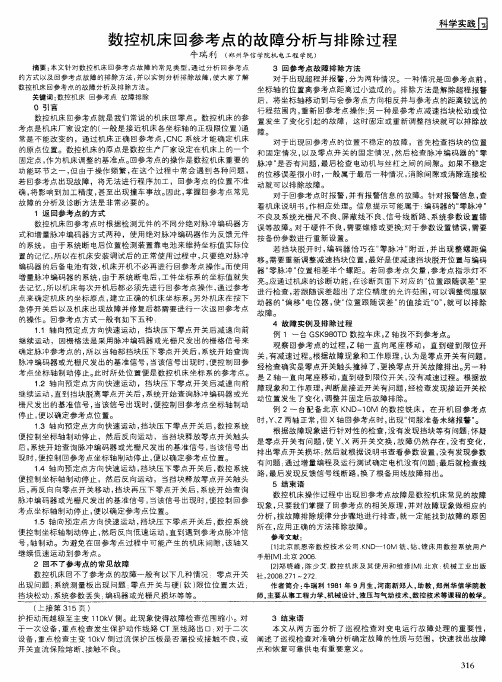
对 于 出现 超 程 并 报 警 , 为两 种 情 况 。 一种 情 况 是 回参 考 点前 , 分 坐标轴 的位置离参考点距离过 小造成 的。排除方法是解除超程报警 后 ,将坐标轴移动到与会参考 点方向相反并与参考点的距离较远 的 O 引 言 行程范 围内, 重新回参考点操作: 另一 种是 参考 点减 速挡块松 动或位 数控机床 回参考点就是我们常说的机床回零点。数控 机床 的参 置 发 生 了 变化 引起 的 故 障 ,这 时 固定 或重 新 调 整 挡 块 就 可 以排 除故 考 点 是 机床 厂 家设 定 的( 般 是 接 近 机 床 各 坐 标 轴 的正 极 限 位 置 ) 一 通 障 。 常 是 不 能 改 变 的 ,通 过 机 床 正 确 回 参 考 点 , NC 系统 才能 确 定 机床 C 对 于 出现 回参 考 点 的 位 置 不 稳定 的故 障 ,首 先 检 查 挡块 的位 置 的原 点 位 置 。 数控 机 床 的原 点 是 数 控 生 产 厂 家 设 定 在 机 床 上 的 一 个 和 固定 情 况 , 以及 零 点 开 关 的 固 定 情 况 , 后 检 查 脉 冲 编 码器 的 “ 然 零 固定 点 , 为 机 床 调 整 的 基; 。 作 隹点 回参 考 点 的 操 作 是 数 控 机 床 重 要 的 脉 冲 ” 否 有 问题 , 后检 查 电 动机 与丝 杠 之 间 的 间 隙 。如 果 不稳 定 是 最 功 能 环 节 之 一 , 由于 操作 频 繁 , 这 个 过 程 中 常 会 遇 到 各 种 问 题 , 的位 移 误 差 很 小 时 , 般 属 于 最 后 一 种 情 况 , 除 间 隙 或 消 除连 接 松 但 在 一 消 若 回 参 考点 出现 故 障 ,将 无 法 进 行 程 序 加 工 ,回 参考 点 的位 置 不; 动 就 可 以排 除 故 障 。 隹 确 , 影 响 到 加 工 精度 , 至 出现 撞 车 事 故 。 将 甚 因此 , 握 回参 考 点 常见 掌 对 于 回参 考 点 时 报 警 , 有 报 警 信 息 的 故 障 。针 对 报 警信 息 , 并 查
数控机床返回参考点故障诊断与维修
作 吉 简 介 :侯 晓 方 ( 9 5 ) , 男 , 讲 师 , 硕 士 ,研 究 方 向为 数 控 维 修 技 术 。 17 一 第3卷 2 第7 期 21— [2] 00 7 1 9
l
訇 化
的位 置 跟 随误 差 的设 置 必 须保 证 在 1 8 2 m以上 , p
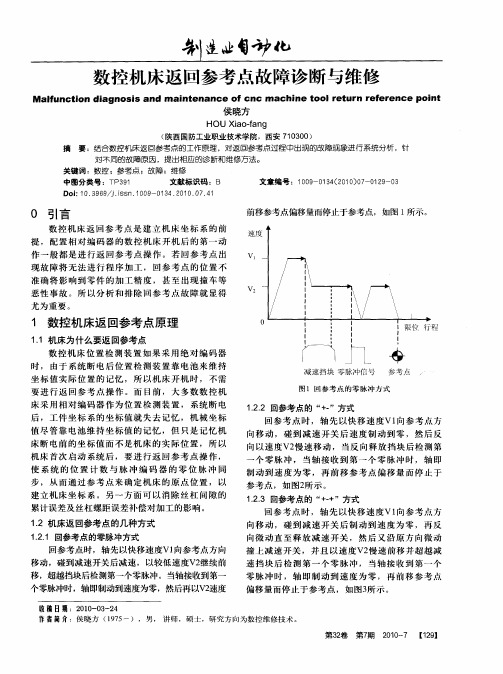
坐 标 值 实 际 位置 的 记 忆 ,所 以 机 床 开 机 时 ,不 需 要 进 行 返 回 参 考 点 操 作 。而 目前 ,大 多数 数 控 机 床 采 用 相 对编 码 器 作 为 位 置 检 测 装 置 , 系统 断 电 后 , 工件 坐标 系 的 坐 标 值 就 失 去 记 忆 ,机 械 坐 标
这 样坐 标 轴 在 参 考 点 减 速 挡 块压 上 到 脱 离 的 区 间
里 , 至 少能 检 测 到 一 个 脉 冲编 码 器 的 零 位 脉 冲输
入 , 即在 参 考 点 减 速 行程 内 ,必 须 保 证 伺 服 电机 或编码 器转 动 1 以上 。 转
5 )线 路板 故 障 数 控 系统 检 测放 大 的 线 路板
HOU Xio f n a -a g
( 陕西 国防 工业职 业技术学院 ,西安 7 3 0 1 0) 0
摘
要 :结合数控机床返 回参考 点的工作原理 ,对 返回参考 点过程中 出现 的故 障现 象进行系统分析 ,针 对不 同的故障原 因 ,提出相应的诊 断和维修方 法。
关键词 :数控 ;参考点 ;故 障 ;维修 中图分类号 :T 3 1 P9 文献标 识码 :B 文章编号 :1 0 — 1 4 2 1 ) 7 0 9 3 9 0 ( 0 0 0 — 1 ~0 0 3 2
出错 。 6 )机 械 误 差
参 考 零 脉 冲信 号 减速 开 关
加工中心回参考点故障分析与排除
解决措施 :将数控机床 回参考点的坐标轴先远
机床回参考点常见故障现象
故障现象 可能原因 参 考 点的 位 置与 实际 位置 减速撞块有松动 位置不正确 出现偏差 回不 到参 考 点 ,机床 回参 考 点轴 没有 减 速 , 出现 未 准 信号线断线或减速开关坏 备好( N OT R E ADY)
码 器 和 机床 坐 标 轴 连 接处 进 行 查 看 ,最 后 确定 是 编
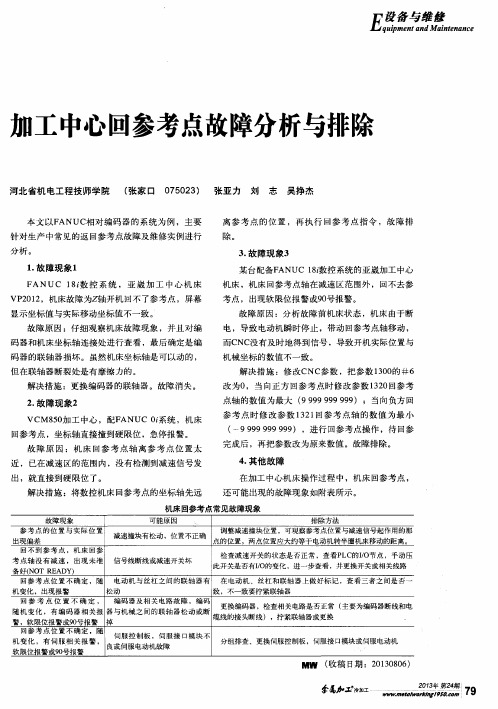
电,导致 电动机瞬时停止 ,带动 回参考点轴移动 ,
而C NC 没有 及 时地 得 到 信号 ,导 致开 机 实 际位 置 与 机 械坐 标 的 数 值不 一 致 。 解决 措 施 :修 改C NC 参 数 ,把 参 数 1 3 0 0 的 #6
, ,
,
软 限位报警或9 o 号报 警
Mi l l /( 收 稿 日期 :2 0 1 3 0 8 0 6 )
磊
冷 加 工
7 9
设 备 s 维 修
上 q u i p 工中心回参考点故障分析与排除
河北省 机 电工程技 师学院 ( 张家 口 0 7 5 0 2 3 ) 张亚 力 刘 志 吴挣 杰
本 文 以F ANUC  ̄ N 对 编 码 器 的 系 统 为 例 ,主 要
码器的联轴 器损坏。虽然机床坐标轴是可以动 的,
但 在 联 轴 器断 裂 处是 有 摩 擦 力 的 。
解决措施 :更换编码器的联轴器。故障消失。
改为0 ,当向正方 回参考 点时修改参数 1 3 2 0 回参考
点轴的数值为最大 ( 9 9 9 9 9 9 9 9 9 9 );当向负方 回
故 障 原 因 :分 析 故 障 前 机 床状 态 ,机 床 由于 断
数控机床回参考点过程分析、典型模式和故障分析
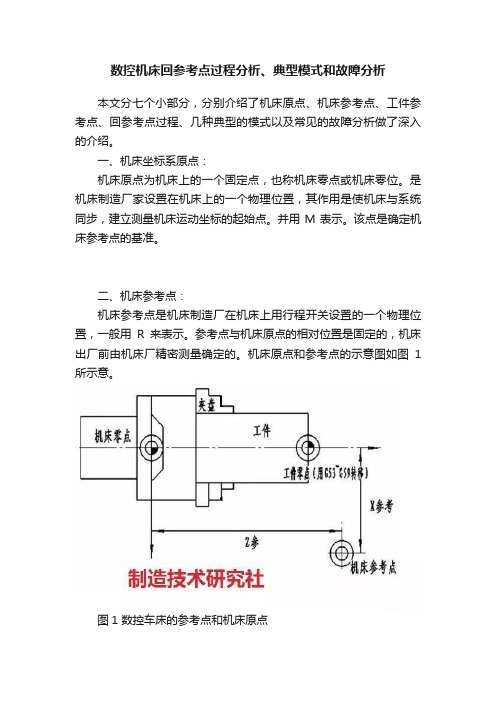
数控机床回参考点过程分析、典型模式和故障分析本文分七个小部分,分别介绍了机床原点、机床参考点、工件参考点、回参考点过程、几种典型的模式以及常见的故障分析做了深入的介绍。
一、机床坐标系原点:机床原点为机床上的一个固定点,也称机床零点或机床零位。
是机床制造厂家设置在机床上的一个物理位置,其作用是使机床与系统同步,建立测量机床运动坐标的起始点。
并用M表示。
该点是确定机床参考点的基准。
二、机床参考点:机床参考点是机床制造厂在机床上用行程开关设置的一个物理位置,一般用R来表示。
参考点与机床原点的相对位置是固定的,机床出厂前由机床厂精密测量确定的。
机床原点和参考点的示意图如图1所示意。
图1 数控车床的参考点和机床原点一般来说,机床坐标系原点或机床零点是通过机床参考点间接确定的。
机床参考点是机床上的一个固定点,其与机床零点间有一确定的相对位置,一般设置在刀具运动的X、Z正向最大极限位置。
展开剩余85%在机床每次通电之后,工作之前,必须进行回机床零点操作,使刀具运动到机床参考点,其位置由机械档块确定。
这样,通过机床回零操作,确定了机床零点,从而准确地建立机床坐标系,即相当于数控系统内部建立一个以机床零点为坐标原点的机床坐标系。
机床坐标系是机床固有的坐标系,一般情况下,机床坐标系在机床出厂前已经调整好,不允许用户随意变动。
对于铣床来说,有的机床参考点就是原点,有的参考点在最大行程位置。
而对于车床来说,参考点和原点不是同一点,这在图1中显示得十分明显。
三、工件坐标系原点:工件坐标系是用来确定工件几何形体上各要素的位置而设置的坐标系,工件原点的位置是人为设定的,它是由编程人员在编制程序时根据工件的特点选定的,所以也称编程原点。
工件坐标系原点和机床原点是有偏移的,所有的编程都是以工件原点作为原点的,在通过G53,G59来指定偏移。
四、机床回参考点过程:机床回参考点过程在往期文章(《端午节,回家就向数控机床回参考点一样,不需要理由,只需要团聚》)中已经详细说明了,这里再简单回顾一下:1)设置回参考点工作方式;2)选择返回参考点的轴并操作该轴返回参考点,该轴以G00快速向参考点运动;3)当随滑板一起运动的撞块压下参考点开关触头,使其内断(ON)转通(OFF)状态后,机床滑板会减速并按参数设定的速度继续移动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
项目七
数控车床回参考点故障诊断与排除
3.返回参考点的方式 1)回参考点的零脉冲方式 手动回参考点时,回零轴先以参数设置的快速 进给速度 Fr向原点方向移动,当原点减速撞块压 下原点减速开关时,伺服电动机减速至由参数设 置的接近原点速度 F1继续向前移动;当减速撞块 释放减速开关后,数控系统检测到编码器发出的 第一个栅点或零标志信号时,回零轴停止,此停 止点即为机床参考点。
29
项目七
数控车床回参考点故障诊断与排除
2.机床回参考点找不到零点的故障 机床能够回参考点,但因参考点找不到零点,产生 故障可能的原因如下。 1) 减速挡块位置不正确 属于回参考点位置调整不当引起的故障,减速挡块 距离限位开关行程过短。排除方法是调整减速挡 块的位置。 2) 零脉冲不良 当零脉冲不良时,回零时会找不到零脉冲。排除方 式是对编码器进行清洗或更换。
5
项目七
数控车床回参考点故障诊断与排除
一、相关知识
1.返回参考点操作的定义 机床断电后,则失去了对各坐标轴具体位置的 记忆,所 以必须让各坐标轴回到机床上某一固 定的点,该固定点是机床坐标系的零点,也称机 床参考点,这一操作被称为回零操作或返回参考 点。回参考点目的在于正确建立机床坐标系,可 以消除丝杠间隙的累计误差及丝杠螺距误差补偿 对加工的影响。
22
项目七
数控车床回参考点故障诊断与排除
根据PLC输入开关量的接线图,认真观察故障现象, 由直观法与原理分析法可知,如果在挡块压下参考点 减速开关后,并没有反向运动或减速运动,则是参考 点减速开关故障或是进给轴上的挡块松动。检查的步 骤进行 : 1)检查Z轴上的减速挡块是否松动,若松动,应重 新固定。 2)检查参考点减速开关是否损坏、松动、短路, 或接线是否有问题,若有,应更换参考点减速开关或 是重新接线。如果Z轴工作台的挡块在压下参考点减 速开关后,反向离开参考点减速开关,这就说明参考 点减速开关正常。
11
项目七
数控车床回参考点故障诊断与排除
回参考点的零脉冲方式
12
项目七
数控车床回参考点故障诊断与排除
2)回参考点的“+ -”方式 回零轴先以快速进给速度 Fr向原点方 向移动,当原点减速开关被减速撞块压下 时,回零轴制动到速度为零,再以接近原 点速度Fl向相反方向移动;当减速撞块释 放原点接近开关后,数控系统检测到检测 反馈元件(如编码器)发出的第一个栅点回 零标志信号时,回零轴停止,该点即机床 原点,如图7-2所示。
参考点减速开 关偏差
回参考点快移 速度 回参考点定位 速度
O 500 200
返回参考点时,在压下参考点减速开关后 减速定位移动的速度,该参数必须小于参考 点快移速度
27
项目七
数控车床回参考点故障诊断与排除
三、机床回参考点常见故障类型及排除方法
下面分析机床回参考点常见故障及排除方法。 1.机床回不了参考点故障 机床开机回不了参考点 , 产生故障的可能原因如下: 1) 系统参数设置错误 排除方法是重新设置系统参数。 2) 零脉冲不良引起故障 零脉冲不良会导致回零时找不到零脉冲,原因可能 是编码器及接线故障或系统轴板故障,排除方法是 检查接线、板卡以及对编码器进行清洗或更换。
20
项目七
数控车床回参考点故障诊断与排除 PLC开关量输入信号接线图
21
项目七
数控车床回参考点故障诊断与排除
项目案例中 Z 轴能够运动,且无异常噪声,只 是不能正常返回参考点位置,PLC系统正常报警, 报警号为 44H, 查系统报警代码表可知,此故障 为数控车床不能返回参考点故障。通过直观法与 系统自诊断法,初步排除机械故障的可能性,此 故障属于典型的电气故障。
《数控机床故障诊断与维修》
1
项目七
数控车床回参考点故障诊断与排除
项目导入
项 目 导 航
Байду номын сангаас
项目分析
项目实施 知识拓展 项目作业
2
项目七
数控车床回参考点故障诊断与排除
学习目标
* 知识目标 1.熟悉数控机床回参考点的原理及过程。 2.掌握数控车床无法返回参考点故障常见原因,排除方 法。 * 能力目标 通过对华中世纪星系统数控车床开机后数控车床无法返 回参考点故障诊断与排除操作。 初步具备准确地诊断与排除相关故障的能力。
9
项目七
数控车床回参考点故障诊断与排除
在使用增量脉冲编码器的系统中,回参考点 有两种模式,一种为开机后在参考点回零模式 下各轴手动返回参考点。且每一次开机后都要 进行手动返回参考点操作。另一种是在存储器 模式下,第一次开机手动返回参考点,以后均 可用G代码指令返回参考点(自动回零)。现在 的机床大都采用增量脉冲编码器位置检测系统。
13
项目七
数控车床回参考点故障诊断与排除
回参考点的“+ -”方式
14
项目七
数控车床回参考点故障诊断与排除
3) 回参考点的“+ - +”方式 回原点时,回零轴先以快速进给速度 Fr向原 点方向移动,当减速撞块压下减速开时,回零轴 制动到速度为零,再向相反方向以Fl速度微动; 当减速撞块释放减速开关时,回零轴又反向以F1 速度沿原快速进给方向移动;当减速撞块再次压 下减速开关时,回零轴仍以接近原点速度Fl前移; 减速撞块释放减速开关后,数控系统检测到第一 个栅点或零标志信号时,回零轴停止,机床原点 随之确立。
25
项目七
数控车床回参考点故障诊断与排除
3.进给轴不能返回参考点软件故障的分析
参数名 正软极限位置 设定值 说 明 200000 软件规定的正方向极限软件保护位置,只 0 有在机床回到参考点后,此参数有效 软件规定的负方向极限软件保护位置,只 200000 有在机床回到参考点后,此参数有效 0 0--无;1--单向返回参考点方式;2--双向 返回参考点方式; 3--z脉冲方式:以规定的 方向压下参考点减速开关后,接收到的第一 个Z脉冲的位置加上参考点偏差即为参考点位 置 发出返回参考点指令后,坐标轴寻找参考 点的初始移动方向;若发出返回参考点指令 后,坐标轴已经压下了参考点减速开关,则初 始移动方向与返回参考点方式有关
18
项目七
数控车床回参考点故障诊断与排除
根据回参考点的原理可知,信号控制线路中的任 何部位出现故障,都可能引起进给轴无法正常返回 参考点。回参考点过程中出现故障,大多数是由电 气线路硬件问题引起,也可能由回参考点参数的设 置错误引起。在整个过程中,在系统参数设置正确 的前提下,必须还满足两个基本条件,一是“参考 点减速信号”必须按要求输入;二是“位置检测零 位脉冲”信号必须正确且正常输入。
7
项目七
数控车床回参考点故障诊断与排除
在磁开关法中,在机床本体上安装磁铁及磁 感应参考点开关或者接近开关,当磁感应参考 点开关检测到参考点信号后,伺服电动机立即
停止,该停止点被认作参考点。
8
项目七
数控车床回参考点故障诊断与排除
栅点法的特点是,如果接近参考点速度小于某 一特定值,则伺服电动机总是停止于同一点,也 就是说,在进行回参考点操作后,机床参考点的 保持性好。磁开关法的特点是软件及硬件简单, 但参考点位置随着伺服电动机速度的变化而成比 例地漂移,即参考点不确定。目前,大多数机床 采用栅点法。
15
项目七
数控车床回参考点故障诊断与排除
回参考点的“+ - +”方式
16
项目七
数控车床回参考点故障诊断与排除
4. 华中世纪星数控机床返回参考点的方式 华中世纪星HNC-21T数控车床Z轴伺服系统属于半 闭环控制系统,位置检测装置为内置式脉冲编码器, 因此采用的返回参考点方法属于增量栅点法回零, 返回参考点的方式为第三种,其工作过程如下. 1)按下数控车床操作面板上的“返回参考点”按键, 然后按下该轴正向点动按钮,该轴以回参考点快速 移动速度移向参考点。 2)当与工作台一起运动的减速撞块压下参考点减速开 关时,减速信号由通(ON)转为断( OFF)状态,工作 台反向离开参考点减速开关,然后再以回参考点定 位速度向参考点方向前进,再次压下参考点减速开 关后,接收到的第一个零位脉冲的位置(或步进电动 机A相第一次输出的位置)加上参考点偏差即为参考 点位置。
17
项目七
数控车床回参考点故障诊断与排除
二、机床回参考点故障分析
无论采用何种方式或方法返回参考点,系统都是 通过PLC的程序编制和数控系统的机床参数设定来 决定,轴的运动速度也是在机床参数中设定的。数 控系统返回参考点的过程是 PLC系统与数控系统配 合完成的,由数控系统给出返回参考点的命令,轴 按预定的方向运动;压上参考点减速开关(或离开 参考点减速开关)后,PLC向数控系统发出减速信号, 数控系统按照预定的方向减速运动,并由测量系统 接收零位脉冲,接收到第一个零位脉冲后,设定坐 标值。所有的轴都找到参考点后,返回参考点的过 程结束。
6
项目七
数控车床回参考点故障诊断与排除
2.返回参考点的方法 按机床检测元件检测参考点信号方式的不同, 返回机床参考点的方法有两种,即栅点法和磁 开关法。在栅点法中,检测器随着电动机一转 信号同时产生一个栅点或一个零位脉冲信号。 在机床本体上安装一个减速撞块及一个减速开 关。当减速撞块压下减速开关时,伺服电动机 减速到接近参考点速度运行。当减速撞块离开 减速开关,即释放减速开关后,数控系统检测 到的第一个栅点或零位信号即为参考点
19
项目七
数控车床回参考点故障诊断与排除
1.“参考点减速信号”引起故障的分析 华中世纪星HNC-21T数控车床PLC开关量输入信号 与数控装置的连接图如图所示。进给轴上的参考点 减速开关信号输入到PLC输入转接板HC5301-8上,然 后经过互联电缆输入到数控装置的XS10接口,从而 被数控装置与PLC接收,完成返回参考点操作。
26