铁芯叠片接缝
干式变压器铁芯叠片流程

干式变压器铁芯叠片流程The process of stacking laminations for dry-type transformer cores is a crucial aspect of transformer manufacturing. 在干式变压器生产过程中,铁芯叠片的流程是非常关键的。
Firstly, the selection of high-quality silicon steel material is essential for the performance and reliability of the transformer. 首先,选择优质的硅钢材料对于变压器的性能和可靠性至关重要。
Each lamination has to be precisely cut, ensuring the accurate dimensions and minimal air gaps between the laminations. 每个叠片都必须精确切割,确保尺寸准确,叠片之间的空气间隙尽量减少。
The stacking process requires skilled labor and attention to detail to ensure the proper alignment and tight binding of the laminations. 叠片的堆叠过程需要熟练的劳动力和对细节的关注,以确保叠片的正确对齐和紧密绑定。
Furthermore, the insulation between laminations is critical to prevent the occurrence of short circuits and ensure the safety and reliabilityof the transformer. 此外,叠片之间的绝缘对于防止短路的发生以及确保变压器的安全性和可靠性至关重要。
五级叠片铁心变压器的空载性能

五级接缝铁心结构和特点我们知道,变压器的空载损耗主要由基本损耗、接缝损耗及剪切边损耗组成。
除基本损耗外,接缝损耗所占的比例较大,剪切边损耗较小。
接缝损耗与局部磁通密度,尤其是接缝区域密切相关的磁通密度。
由于受到接缝间隙的影响,局部磁密升高,导致铁心局部损耗增加。
因此,减少这种影响也是降低损耗的一个有效途径。
目前,国内变压器生产厂家铁心普遍采用二级或三级接缝叠片,铁心叠片按一定距离相互错开,在交错区域内形成两条平行的接缝,铁心接缝处磁通分布如图1所示,图中细实线为一条磁力线,虚线为半条磁力线。
其中两个对应的接缝跨接一层叠片。
由于空气的磁阻比硅钢片的磁阻高几千倍,因此,叠片中的磁通大部分从跨接叠片中通过。
另外,磁通是沿着45°角接缝通过,由于接缝处的面积为心柱截面积的2倍,所以接缝区磁密为铁心柱中磁密的2 2倍。
但是,在两个接缝硅钢片的末端,磁通大部分经过一层跨接叠片通过,该层跨接叠片末端磁密为:式中B心柱中磁密如果采用图2所示的三级接缝铁心,其中两个对应的接缝间隙跨接两层叠片,则在三个接缝硅钢片末端的磁通经过两层跨接叠片通过,每层跨接叠片的末端处的磁密为:变压器依此类推,局部磁通密度B与接缝数量N的关系为:由于铁心中接缝区的损耗及空载电流与磁密B的近似关系可以写成是与硅钢片及频率有关的常数。
将式(3)代入式(4)、式(5),可以得出接缝区中的局部损耗和空载电流与铁心接缝数量N的近似关系为:例如,变压器的工作磁密为1 .75T ,由式(1)得出接缝跨接叠片中的磁密为2 .47T.目前变压器采用的冷轧硅钢片的磁密1 .9~1 .92T已经饱和,这就导致了接缝区域内空载损耗及空载电流急剧增加。
由式(6)、式(7)可以看出,随着铁心接缝级数的增加,铁心接缝区域内的空载损耗和空载电流逐步降低,但局部损耗和空载电流降低的幅度将越来越小。
但是,叠片种数随着叠片级数的增加而增加,硅钢片的剪切和铁心叠装的生产效率将降低,这一矛盾只有通过先进的硅钢片剪切设备、先进的叠装工艺及选择合适的接缝级数来解决。
论电压互感器叠片铁芯叠装及焊接技术

论电压互感器叠片铁芯叠装及焊接技术1、前言随着很多新材料的不断应用,互感器也出现了很多新的种类,电磁式互感器得到了比较充分的发展,其中铁心式电流互感器以干式、油浸式和气体绝缘式多种结构适应了电力建设的发展需求。
然而随着电力传输容量的不断增长,电网电压等级的不断提高及保护要求的不断完善,一般的铁心式电流互感器结构已逐渐暴露出与之不相适应的弱点,其固有的体积大、磁饱和、铁磁谐振、动态范围小,使用频带窄等弱点,难以满难以满足新一代电力系统自动化、电力数字网等的发展需要。
随着光电子技术的迅速发展,许多科技发达国家已把目光转向利用光学传感技术和电子学方法来发展新型的电子式电流互感器,简称光电电流互感器。
国际电工协会已发布电子式电流互感器的标准。
电子式互感器的含义,除了包括光电式的互感器,还包括其它各种利用电子测试原理的电压、电流传感器。
我们通过对互感器关键制造工艺铁铁芯叠装及焊接技术的研究,在传统制造工艺的基础上研发一种工艺制造流程及方法,为企业高质、高效、稳定的生产提供了充分的技术保障与支持,使企业在未来的市场竞争中更具有优势。
2、传统工艺对产品的影响制造技术是一个不断创新、不断发展并且只有在实际生产过程才能得到不断完善和改进的一个过程。
互感器作为一种工业设备,经过多年的发展,取得了长足的进步,具有一定的优点,但是也具有一定的缺点。
当今社会,各行各业竞争激烈如火如荼,都加强了对生产效率的提升、产品质量的提升、制造成本的降低等方面的研究与投入,通过不断的开发新技术、新工艺、新方法的开发,使企业获得长足的发展。
归根结底,对传统工艺的改进、改造,就为了使企业获得更高的生产效率、更稳定的产品质量和更低的产品投入,在这个过程中,自动化生产是优先选择方案。
众所周知,自动化生产以其超高的稳定性、超高的生产效率,早已替代传统作业模式,深受人们喜爱,但是自动化加工往往投入成本非常大,后期的维修维护成本非常高,对于中小型企业而言,压力是非常大的,并且,自动化生产一般要求整体自动化生产效应才能发挥出明显效果。
硅钢片铁芯叠装
Rev.no. 版本号B/0 硅钢片铁芯叠装处理Page 页号2/65.2操作过程:5.2.1 铺台按图1所示,根据相应铁芯的规格及窗口尺寸在叠装台面上放置辅助槽钢。
图(1)铺台5.2.2 放夹件及夹件绝缘:5.2.2.1 按图2所示,在两上下侧槽钢垫脚之间放置夹紧槽钢,在夹紧槽钢上面放置适当规格的铁芯柱夹紧槽钢,并用水平尺校整铁芯柱夹紧槽钢水平一致。
若不水平,可在铁芯柱夹紧槽钢下垫适当厚度的环氧板垫块。
图(2)夹紧槽钢的放置与校平5.2.2.2 按图3所示放置低压侧上、下夹件,调整两夹件的间距尺寸符合图纸要求,然后用钢卷尺测量上下夹件的对角线尺寸并进行微调,确保其水平、整齐,且上下夹件的间距和对角线尺寸均一致。
图(3)低压侧夹件放置与校平5.2.2.3 按图4所示,在低压侧夹件、夹紧垫块上放置相应的夹件绝缘。
然后参照5.2.2.2步骤进行再次测量与校核夹件与夹件绝缘的间距与对角线尺寸,确保一致。
图(4)低压侧夹件绝缘的放置No. 编号QEI-31 S11(13)作业指导书Rep. no. 替代A/1 Rev.no. 版本号B/0 硅钢片铁芯叠装处理Page 页号3/65.2.3 叠片5.2.3.1 校验片料是否合格,并将合格的片料运至木板上。
5.2.3.2 叠片方式采用5级全接缝叠法:叠片顺序:中柱→上下轭→旁轭;采用一片一叠(中柱主级片可一次一级叠放)。
5.2.3.2.1 按图5所示,根据图纸要求叠放首级中柱片(可适当慢些操作),用150mm钢直尺检查片料四周距离、接缝槽口是否符合要求。
图(5)首级中柱片的放置处理5.2.3.2.2 严格按照叠片方式及顺序对首级片进行叠装。
按图6所示,按工艺要求对上下轭片进行插第一片。
图(6)首级上下轭片的放置处理5.2.3.2.3 首级上、下轭第一片叠好后,参照图7所示及工艺要求放置两侧相应的旁轭片;依次类推,直至首级片叠完为止。
5.2.3.4 叠好首级片后,需要对其窗口面、外侧面及四角接缝处进行整理和检查,确保尺寸、片缝的整齐、吻合。
低噪声干式电力变压器铁心叠片新工艺
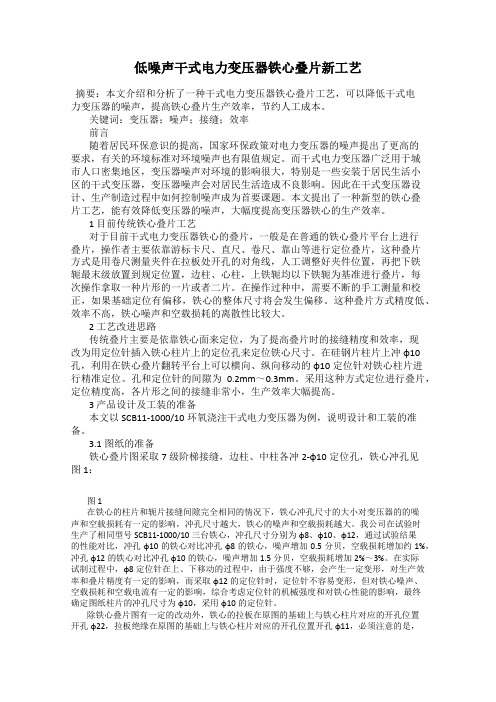
低噪声干式电力变压器铁心叠片新工艺摘要:本文介绍和分析了一种干式电力变压器铁心叠片工艺,可以降低干式电力变压器的噪声,提高铁心叠片生产效率,节约人工成本。
关键词:变压器;噪声;接缝;效率前言随着居民环保意识的提高,国家环保政策对电力变压器的噪声提出了更高的要求,有关的环境标准对环境噪声也有限值规定。
而干式电力变压器广泛用于城市人口密集地区,变压器噪声对环境的影响很大,特别是一些安装于居民生活小区的干式变压器,变压器噪声会对居民生活造成不良影响。
因此在干式变压器设计、生产制造过程中如何控制噪声成为首要课题。
本文提出了一种新型的铁心叠片工艺,能有效降低变压器的噪声,大幅度提高变压器铁心的生产效率。
1 目前传统铁心叠片工艺对于目前干式电力变压器铁心的叠片,一般是在普通的铁心叠片平台上进行叠片,操作者主要依靠游标卡尺、直尺、卷尺、靠山等进行定位叠片,这种叠片方式是用卷尺测量夹件在拉板处开孔的对角线,人工调整好夹件位置,再把下铁轭最末级放置到规定位置,边柱、心柱,上铁轭均以下铁轭为基准进行叠片,每次操作拿取一种片形的一片或者二片。
在操作过种中,需要不断的手工测量和校正,如果基础定位有偏移,铁心的整体尺寸将会发生偏移。
这种叠片方式精度低、效率不高,铁心噪声和空载损耗的离散性比较大。
2 工艺改进思路传统叠片主要是依靠铁心面来定位,为了提高叠片时的接缝精度和效率,现改为用定位针插入铁心柱片上的定位孔来定位铁心尺寸。
在硅钢片柱片上冲φ10孔,利用在铁心叠片翻转平台上可以横向、纵向移动的φ10定位针对铁心柱片进行精准定位。
孔和定位针的间隙为0.2mm~0.3mm。
采用这种方式定位进行叠片,定位精度高,各片形之间的接缝非常小,生产效率大幅提高。
3 产品设计及工装的准备本文以SCB11-1000/10环氧浇注干式电力变压器为例,说明设计和工装的准备。
3.1图纸的准备铁心叠片图采取7级阶梯接缝,边柱、中柱各冲2-φ10定位孔,铁心冲孔见图1:图1在铁心的柱片和轭片接缝间隙完全相同的情况下,铁心冲孔尺寸的大小对变压器的的噪声和空载损耗有一定的影响,冲孔尺寸越大,铁心的噪声和空载损耗越大。
铁芯制造工艺(新 全)

For personal use only in study and research; not forcommercial use第二章铁芯制造工艺第一节裁剪一、剪切剪切是指用剪床和剪刀加工工件的工作。
按照剪刀的安装方法,分为平口剪和斜口剪两种。
平口剪的上下剪刃平行,一般用于剪切窄而厚的材料。
斜口剪的上刀刃相对下刀刃有一个斜角。
用于剪切宽而薄的板料。
由于斜口剪上剪刃只有一点与板材接触,随着上刀刃下降,逐渐将板材剪成两部分;而平口剪剪刀全部与板材接触,在全宽范围内一下剪成两部分,因而斜口剪比平口剪省力,所以现在几乎全部采用斜口剪。
由于斜口剪上剪刃与下剪刃有斜角φ,因而在侧向产生一个推力,所以角第一不宜过大,一般在10°~15°;第二在剪切时,在剪刃开口的一边加一挡料板,其用途有两点;一是档料和抵消推力,二是用作剪切定位,如图1-1a所示。
图1-1 斜口剪切示意图a)斜口剪切示意图b)剪刃形状及有关角度图1-1b所示为剪刃形状的有关角度,其中δ角称为剪刃角,它是直接影响刀刃的强度、锐利程度、剪切力大小和剪切质量好坏的重要因素。
剪切硅钢片时,根据剪刀材质的不同,可在75°~85°之间选择。
为了减少剪刃上部与材料之间的摩擦,在上下剪刃靠近材料一侧,磨出一个1.5°~3°的后角α。
为了减少剪刃与剪切后的材料见的摩擦起见,在垂直材料的方向上,对上下刀刃各磨出一个1°~1.5°的前角γ。
刃角δ为β角和前角γ之差。
由于卷料硅钢片的问世,原有的一般剪床已无法加工,因而产生了用圆盘滚刀来进行剪切,这就是滚剪。
滚剪刀具理论上后角α=0°,前角γ=0°。
实际在刃磨时,后角α=0°,前角γ=1°,上下刃重合度为板厚的50%~70%,间隙为板厚的2.5%~5%。
剪切可按剪切刃与冷轧钢带的轧制方向的相对位置来分。
电力变压器铁芯叠片操作要点

叠片操作要点1、熟悉图纸和质量要求,准备好叠片过程中所需要材料、零配件、工具及工装;2、把尺寸超差和不合格的废片调出来不用;3、用布清洁上下夹板,并放好夹件及绝缘和封片,辅助槽钢在125KV A以及下时铺一根,125KV A以上时应铺两根,并在辅助槽钢和铁芯封片交叉处分别放置扁钢一块,630KV A以上容量的辅助槽钢不应挡住夹件两头的拉螺杆孔,注意用水平尺检查上下夹件及辅助槽钢上端面应在同一平面上。
4、用卷尺测量上下夹件平行度和对角线应控制在1mm以内。
5、叠装铁芯时一般使用两片一叠的方式,并按照“中、左、右”的顺序放置中柱片,每三层为一个循环。
每叠完一级或厚度超过15mm时,应用铜质或用胶木打平垫块敲齐一次铁芯端面,缩小接缝,消除搭头和端面的参差不齐,进行整形和自检。
6、注意叠片时片的厚度,遇有厚薄不均的铁芯片时,应均匀分开放在没级的芯柱上边,以避免使芯柱的叠厚不一致。
必要时对较薄的一边采用三片一叠。
每级厚度用游柱卡尺或钢直尺在压紧状态测量时应符合图纸规定的厚度,注意留有一定的裕度,主级厚应有一个正偏差。
7、应选择较好的片作为每级的上下封面片,应特别注意上轭必须全部用较好的片,每层带折痕的片或无涂层的片必须要用较好的片隔开。
8、叠至最后三级时,将铁芯临时加紧,用卡钳测量总厚度。
根据误差调整最后三级的叠级厚度,使总厚度控制在+2mm以内,并进行全面的检查和整形。
9、放好另一部分夹件及绝缘、垫脚等,注意方向不要搞错,拧紧螺杆螺帽时注意应将螺杆两端出头和调整一次,拉螺杆下端长度不得超过垫脚。
纸管端口应光滑,长度一致,并不得顶夹件。
10、垫脚垫块应用烘干杂木制作,不合适时应予修整,以使其与铁芯下轭端面靠紧。
11、夹装铁芯时应先紧夹螺杆,后拧紧拉螺杆;先中间,后两边。
12、试验完毕,需绑扎的铁芯柱应用无纬带或紧缩带对芯柱进行绑扎,且应均匀一致,不得有悬浮头。
13、用压缩空气吹净铁芯本体,然后再芯柱和下轭端面刷聚氨酯清漆一层,注意上轭及芯柱靠近上轭部分不能刷漆,并注意不要将漆滴在夹件和铁芯片上。
铁心叠装工艺

变压器有限公司共8 页第2 页4.工艺过程4.1测量中柱或中轭片根据产品图纸给定的铁心厚度,用游标尺准确地逐级测量中柱或上铁轭中轭片子的叠厚,以此作为叠装时控制叠厚的基准。
4.2布置叠装架一般情况下,小型铁心可以在适中的叠装台上叠装,而中型以上较大的铁芯适宜在翻身架上叠装。
这样较为安全、方便。
⑴.选择在叠装台上叠装时,首先,在叠装台上放置2~3根长度超出铁心总高度1.1倍、并且平直的槽钢作为基架。
基架槽钢的宽度和具体放置数量,应根据铁心的大小和重量确定,相互间应保持基本平行。
⑵.认准铁心上、下夹件的方向位置,平面朝上横放置在基架的两端。
并保持两夹件平行,然后测量它们的间隔距离必须与图纸要求的保持基本一致。
⑶.按图纸要求,在夹件上面放置夹件绝缘。
⑷.在两夹件中间,按200㎜~300㎜的间距,平行放置一定数量的长度超出铁心宽度,如图1所示的工艺夹紧槽钢,注意:放置时该槽钢上的长腰孔要避开铁心柱,置于两心柱中间,以方便以后夹紧操作。
注:材料一般采用10#槽钢,为增强夹紧槽钢的利用率和通用性,长腰孔数量与间距H可以根据铁心柱之间的开档距离确定长短和多少。
图1 工艺夹紧槽钢加工示意图⑸.再在工艺夹紧槽钢上面对应于铁心柱位置,放置长度适中的垫槽钢或垫块,目的是托住叠装的硅钢片,防止因跨距过大而使铁心柱最初几级硅钢片下陷,引起拱曲。
因此,要求垫槽钢或垫块的中心应线应可尽能地与铁心柱中心线保持重合,垫出的高度与两端的铁心夹件(包括夹件绝缘)的高度基本一致,处于同一水平面上。
⑹.如果铁心采用的是无吊螺杆的内置吊钢板结构形式,则先在夹件上按图纸规定的方式方法放置吊钢板和心柱绝缘封片;如果铁心的结构为常规普通的吊螺杆形式,则先在夹件心柱位置按图放置心柱绝缘封片。
如果图纸未明确规定心柱绝缘封片尺寸和放置要求时,则按本工艺要求,必须在各铁心柱对应位置,分别放一张厚度0.5㎜、与第一节片子等宽、等长的环氧玻璃布板绝缘封片。
铁芯叠片接缝

铁芯叠片接缝
铁芯叠片接缝是指在电力变压器的铁芯制造过程中,由于铁芯的长度超过了一
定限制,需要将铁芯切割成若干段并进行叠片接缝处理,以满足变压器的设计要求。
铁芯叠片接缝的质量直接影响到电力设备的性能和稳定性,因此在制造过程中需要严格控制。
首先,铁芯的切割要求精准,切割面应平整、垂直,不得有毛刺和变形。
切割
后的铁芯叠片需要经过去毛刺、打磨等处理,确保表面光滑,以免影响接缝的质量。
接缝处需要严格控制接缝间隙,确保接缝的平整度和紧密度,避免磁漏损和铁芯的损坏。
其次,铁芯叠片接缝的接头处需要进行特殊处理,通常采用过接或斜接的方式。
过接是指将两片铁芯的接头错开,形成一个交错的结构,增加接头的强度,减小磁阻。
斜接则是将两片铁芯的接头进行倾斜处理,减小接头的磁阻,提高接头的接触面积,减小磁阻,提高铁芯的磁导率。
另外,铁芯叠片接缝的接缝处理需要考虑接头的固定和保护,一般采用绝缘片
或接头片进行包裹,防止接头松动或受到外界环境的影响。
同时,接头处还需要进行磁通的均匀分布,以确保铁芯的磁导率和磁阻的稳定性,提高变压器的效率和性能。
最后,铁芯叠片接缝的质量检测是非常重要的环节,通常采用磁粉探伤、超声
波探伤等方法,对接缝处进行全面的检测,确保接缝的质量符合设计要求,提高铁芯的可靠性和安全性。
总的来说,铁芯叠片接缝是电力变压器制造过程中的重要环节,需要严格控制
接缝的质量,确保铁芯的性能和稳定性。
通过精准的切割、接头处理、接缝固定和质量检测,可以提高铁芯的质量,确保电力设备的正常运行和安全使用。
变压器铁芯叠片方法

变压器铁芯叠片方法简介:负载曲线的平均负载系数越高,为达到损耗电能越小,要选用损耗比越小的变压器;负载曲线的平均负载系数越低,为达到损耗电能越小,要选用损耗比越大的变压器。
将负载曲线的平均负载系数乘以一个大于1的倍数,通常可取1-1.3,作为获得最佳效率的负载系数,然后按βb=(1/R)1/2计算变压器应具备的损耗比。
关键字:变压器1、变压器损耗计算公式(1)有功损耗:ΔP=P0+KTβ2PK-------(1)(2)无功损耗:ΔQ=Q0+KTβ2QK-------(2)(3)综合功率损耗:ΔPZ=ΔP+KQΔQ----(3)Q0≈I0%SN,QK≈UK%SN式中:Q0——空载无功损耗(kvar)P0——空载损耗(kW)PK——额定负载损耗(kW)SN——变压器额定容量(kVA)I0%——变压器空载电流百分比。
UK%——短路电压百分比β——平均负载系数KT——负载波动损耗系数QK——额定负载漏磁功率(kvar)KQ——无功经济当量(kW/kvar)上式计算时各参数的选择条件:(2)对城市电网和工业企业电网的6kV~10kV降压变压器取系统最小负荷时,其无功当量KQ=0.1kW/kvar;(3)变压器平均负载系数,对于农用变压器可取β=20%;对于工业企业,实行三班制,可取β=75%;(4)变压器运行小时数T=8760h,最大负载损耗小时数:t=5500h;(5)变压器空载损耗P0、额定负载损耗PK、I0%、UK%,见产品资料所示。
2、变压器损耗的特征P0——空载损耗,主要是铁损,包括磁滞损耗和涡流损耗;磁滞损耗与频率成正比;与最大磁通密度的磁滞系数的次方成正比。
涡流损耗与频率、最大磁通密度、矽钢片的厚度三者的积成正比。
PC——负载损耗,主要是负载电流通过绕组时在电阻上的损耗,一般称铜损。
其大小随负载电流而变化,与负载电流的平方成正比;(并用标准线圈温度换算值来表示)。
负载损耗还受变压器温度的影响,同时负载电流引起的漏磁通会在绕组内产生涡流损耗,并在绕组外的金属部分产生杂散损耗。
铁芯叠装工艺要点

铁芯叠装工艺要点
1.叠装台应水平,用水平尺测量;如不水平需垫平
2.叠片时,根据图纸及工艺要求选择每一叠的片数,逐级叠片没叠完一级检测厚度,级厚超过30mm及以上时应分2次及以上测量叠厚再相加,不得连续3级同时出现正负偏差。
3.每叠完一级要及时整理铁芯片,缩小接缝,去除接头,检查是否有错缝之处,注:整理时应两人同时进行整理对称位置。
4.当叠完一级摆放下一级铁芯片时,要
测量两侧宽差对称度≤±0.5。
5.铁芯夹紧时,有辅助夹件时应先紧辅助夹件再紧上铁轭最后是下铁轭;没有辅助夹件时先紧上铁轭再紧下铁轭。
电力变压器全斜接缝叠片铁心工作条件下的磁性能模拟

电力变压器全斜接缝叠片铁心工作条件下的磁性能模拟杜永;程志光;颜威利;范亚娜;张俊杰;刘兰荣【摘要】在标准条件下,通过测量得到的电力变压器叠片铁心材料的磁性能数据,不能完全反应实际工作状态下材料的真实电磁性能。
本文建立了两个产品级的叠片铁心模型模拟电力变压器铁心的实际工作状态,两铁心采用相同的材料和接缝型式,具有相同的截面面积,但柱轭的长度不同,采用双铁心方法获取电力变压器叠片铁心工作条件下的综合磁性能。
得到了包括有效磁路长度,磁化曲线,损耗曲线以及铁心接缝区和柱轭区的励磁伏安等磁性能数据,有助于提高电力变压器产品的电磁分析和优化设计。
【期刊名称】《电工技术学报》【年(卷),期】2010(000)003【总页数】6页(P14-19)【关键词】叠片铁心模型;两铁心法;等效磁路长度;接缝影响域;励磁伏安【作者】杜永;程志光;颜威利;范亚娜;张俊杰;刘兰荣【作者单位】河北工业大学电气与自动化学院,天津300130;保定天威集团技术中心,保定071056【正文语种】中文【中图分类】TM201.451 引言大型电力变压器中的铁心和磁屏蔽采用高导磁性能的取向硅钢片叠积而成,对叠片铁心和磁屏蔽中的杂散损耗、局部过热问题的分析及其结构优化是电力变压器设计中的重点问题,特别在特高压、特大容量电力变压器研发中倍受关注。
为了研究包括铁心和屏蔽在内的大型电力变压器构件中的杂散损耗问题的分析方法和严格检验其工程有效性,作者提出并经持续扩展建立了国际 TEAM(Testing Electromagnetic Analysis Methods)21基准族,对此进行了系统的数值仿真和实验研究[1-2]。
大量的研究结果表明,不论是磁性材料中的电磁场分布,还是损耗分布,其结果的准确度和有效性归根结底还是取决于材料在其实际工作状态下的电磁性能[3-4]。
而电工材料供应商提供的电磁性能数据通常是在标准规定的条件下测量得出的。
例如采用传统的爱泼斯坦方圈以及单片测量仪的测量条件(包括供电电源、环境温度等)和试件取样均有严格规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁芯叠片接缝
铁芯叠片接缝有三种:
1.直接缝。
只能用于热轧硅钢片,如用于沿轧制方向磁性能好的冷轧取向硅钢片,由于在接缝处的磁通不是沿轧制方向通过,磁性能变坏,引起空载损耗增加。
2.半直半斜接缝。
用于冷轧取向硅钢片,此种接缝的特点是直接缝和斜接缝在铁心叠片中交替出现,磁性能比直接缝有明显的改善,结构可靠,剪切和叠积也方便,硅钢片利用率高。
3.全斜接缝。
用于冷轧取向硅钢片,可使磁通方向与硅钢片的轧制方向一致,使铁心损耗达到最小,但工艺复杂,叠装的铁心整体性差。