高速钢简介.ppt
高速钢

制作工艺
高速钢的热处理工艺较为复杂,必须经过淬火、回火等一系列过程。淬火时由于它的导热性差一般分两阶段 进行。先在800~850℃预热(以免引起大的热应力),然后迅速加热到淬火温度1190~1290℃(不同牌号实际使用 时温度有区别),后油冷或空冷或充气体冷却。工厂均采用盐炉加热,现真空炉使用也相当广泛。淬火后因内部 组织还保留一部分(约30%)残余奥氏体没有转变成马氏体,影响了高速钢的性能。为使残余奥氏体转变,进一步 提高硬度和耐磨性,一般要进行2~3次回火,回火温度560℃,每次保温1小时。
高速钢一般不做抗拉强度检验,而以金相、硬度检验为主。
钨系和钼系高速钢经正确的热处理后,洛氏硬度能达到63以上,钴系高速钢在65以上。钢材的酸浸低倍组织 不得有肉眼可见的缩孔、翻皮。中心疏松,一般疏松应小于1级。
金相检验的内容主要包括脱碳层、显微组织和碳化物不均匀度3个项目。
1.高速钢不应有明显的脱碳。显微组织不得有鱼骨状共晶莱氏体存在。
检验高速钢碳化物不均匀度与试样的腐蚀时间有关。有关标准中只提出腐蚀要适当不能过腐蚀,这一点往往 被人们所忽视。实践证实,如果发生了过腐蚀,就会将碳化物染黑,表现出不均匀程度改善的假相,就可能将质 量不好的高速钢误判为优质钢,这一点尤为重要。
谢谢观看
2.高速钢中碳化物不均匀度对质量影响最大,冶金和机械部门对碳化物不均匀度的级别十分重视。根据钢的 不同用途可对碳化物不均匀度提出不同的级别要求,通常情况下应小于3级。
包装检验
包装
检验
成捆交货,用铁丝捆扎,并有标牌标明炉号,规格等印记。但对冷轧钢还要涂防锈ຫໍສະໝຸດ ,并用防潮纸包裹,对 银亮钢还应装箱。
钢号:W6Mo5Cr4V2(M2) 硬度HRC:63-66 抗弯强度/GPa:3.5-4.0 冲 击 韧 性 / ( M J m ²) : 0 . 3 0 - 0 . 4 0 600℃时的硬度HRC:47-48 特点:强度高,热塑性好,耐热性、可磨性稍次于W18Cr4V,可用普通钢玉砂轮磨削 主要用途:适用于制作热成形刀具和承受冲击、结构薄弱的刀具 钢号:W14Cr4VMnRE 硬度HRC:64-66 抗弯强度/GPa:约4.0 冲 击 韧 性 / ( M J m ²) : 约 0 . 3 1
简述高速钢的分类

简述高速钢的分类
高速钢是一类用于制造高效率切削工具的高性能钢铁材料。
它通常具有以下特性:
- 高硬度:高速钢具有高硬度,可以承受高速切削时的高温和高压。
- 耐磨性:高速钢的耐磨性能很好,可以延长刀具的使用寿命。
- 韧性:高速钢的韧性较好,可以承受切削时的冲击力和压力。
- 耐热性:高速钢具有较好的耐热性,可以在较高温度下工作。
根据高速钢中所含有合金元素的不同,高速钢可以分为以下几种类型:
1. 钨系高速钢:这种高速钢中含有大量钨元素,具有较高的硬度和耐磨性。
2. 钨钼系高速钢:这种高速钢中同时含有钨和钼元素,具有较高的硬度和韧性。
3. 高钼系高速钢:这种高速钢中含有大量钼元素,具有较高的硬度和耐热性。
4. 钴系高速钢:这种高速钢中含有大量钴元素,具有较高的硬度和耐热性,同时也具有较好的韧性。
高速钢的应用领域十分广泛,包括汽车制造、航空航天、电子等领域。
在制造高速切削工具时,高速钢通常被用于制造刀具、钻头、锯片等工具。
高速钢的知识

高速钢材料
高速钢材料高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。
当切削温度高达600?以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。
高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可分为熔炼高速钢及粉末冶金高速钢。
图一:高速钢是制造形状复杂、磨削困难的刀具的主要材料。
普通高速钢可满足一般需求。
常见的普通高速钢有两种,钨系高速钢和钨钼系高速钢。
钨系高速钢典型牌号为W18Cr4V,热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好。
典型牌号为W6Mo5Cr4V2,目前正在取代钨系高速钢,具有碳化物细小分布均匀,耐磨性高,成本低等一系列优点。
热处理硬度同上,抗弯强度达4700MPa,韧性及热塑性比w18Cr4V提高50%。
常用于制造各种工具,例如钻头、丝锥、铣刀、铰刀、拉刀、齿轮刀具等,可以满足加工一般工程材料的要求。
只是它的脱碳敏感性稍强。
另一牌号的普通高速钢为W9Mo3Cr4V,这是中国近几年发展起来的新品种。
强度及热塑性略高于W6Mo5Cr4V2,硬度为HRC63-64,与韧性相配合,容易轧制、锻造,热处理工艺范围宽,脱碳敏感性小,成本更低。
这三个牌号的普通高速钢在中国市场的比例分别为:W18Cr4V,16.5%W6Mo5Cr4V2,69%;W9Mo3Cr4V,11%。
高性能高速钢具有更好的硬度和热硬性,这是通过改变高速钢的化学成分,提高性能而发展起来的新品种。
它具有更高的硬度、热硬性,切削温度达摄氏650度时,硬度仍可保持在60HRC以上。
耐用性为普通高速钢的1.5-3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具。
主要品种有4种,分别为高碳系高速钢、高钒系高速钢、含钴系高速钢和铝高速钢。
牌号为9w18Cr4V,因含碳量高(0.9%),故硬度、耐磨性及热硬性都比较好。
高速钢
高速工具钢1、高速钢的化学成分特点、分类及表示方法1)高速钢的化学成分特点高速钢属于高碳、高合金、莱氏体钢碳:0.7-1.4%合金元素总量:12%-30%莱氏体钢:铸态组织中出现莱氏体2)高速钢分类按使用性能分类普通高速钢: W9、M2 高性能高速钢: M42 、 M2Al按所含主要合金元素分类钨系高速钢:含钨大于9-10%,不含钼或不超过1%钼 W18Cr4V(T1)钼系高速钢:含钼高于8%,不含钨或不超过2%钨 W2Mo9Cr4V2钨钼系高速钢:介于上述两者之间 W6MO5Cr4V23)高速钢表示方法W9: W9Mo3Cr4V 9-3-4-1 W18: W18Cr4V 18-4-1 M2: W6Mo5Cr4V2 6-5-4-2 注意:数字和元素符号同大小2、高速钢中合金元素的作用见课本3、高速钢的铸态室温组织高速钢的铸态组织常常由鱼骨状莱氏体(Ld)、中心黑色的共析体、白亮的马氏体和残余奥氏体组成4、高速钢中的碳化物高速钢中的碳化物种类多,形态各异。
碳化物按实际生成情况分为一次碳化物(直接由液相析出)和二次碳化物(从固体基体中析出)根据合金元素和碳原子的不同百分比,高速钢中存在的碳化物主要为: M6C、MC、 M23C6、M2C、M3C等M6C型碳化物:典型的M6C型碳化物是Fe4W2C。
其中Fe和W可以相互置换,形成Fe3W3C或Fe2W4C。
钢中含有的Cr、Mo、V可溶解在M6C中,Mo、V可置换W;Cr可置换Fe、W,这就使M6C稳定性不同。
如Cr溶入M6C中,使M6C稳定性下降。
M6C的硬度为73.5HRC-77HRC 在扫描电镜下观察,呈白亮色。
存在于铸态、退火态、淬火态和回火态中M23C6型碳化物:典型碳化物是Cr23C6 主要合金元素为Cr和Fe,铁含量可以很高,甚至超过Cr 可溶入一定量的W、Mo和极少的V 其稳定性较差,淬火加热时,全部溶于奥氏体中增加钢的淬透性,存在于退火态中。
常用高速钢介绍

常用高速钢介绍高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。
当切削温度高达600℃以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。
高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可分为熔炼高速钢及粉末冶金高速钢。
普通高速钢高速钢是制造形状复杂、磨削困难的刀具的主要材料。
普通高速钢可满足一般需求。
常见的普通高速钢有两种,钨系高速钢和钨钼系高速钢。
钨系高速钢典型牌号为W18Cr4V,热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好。
钨钼系高速钢典型牌号为W6Mo5Cr4V2,目前正在取代钨系高速钢,具有碳化物细小分布均匀,耐磨性高,成本低等一系列优点。
热处理硬度同上,抗弯强度达4700MPa,韧性及热塑性比w18Cr4V提高50%。
常用于制造各种工具,例如钻头、丝锥、铣刀、铰刀、拉刀、齿轮刀具等,可以满足加工一般工程材料的要求。
只是它的脱碳敏感性稍强。
另一牌号的普通高速钢为W9Mo3Cr4V,这是中国近几年发展起来的新品种。
强度及热塑性略高于W6Mo5Cr4V2,硬度为HRC63-64,与韧性相配合,容易轧制、锻造,热处理工艺范围宽,脱碳敏感性小,成本更低。
这三个牌号的普通高速钢在中国市场的比例分别为:W18Cr4V,16.5%W6Mo5Cr4V2,69%;W9Mo3Cr4V,11%。
高性能高速钢高性能高速钢具有更好的硬度和热硬性,这是通过改变高速钢的化学成分,提高性能而发展起来的新品种。
它具有更高的硬度、热硬性,切削温度达摄氏650度时,硬度仍可保持在60HRC以上。
耐用性为普通高速钢的1.5-3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具。
主要品种有4种,分别为高碳系高速钢、高钒系高速钢、含钴系高速钢和铝高速钢。
高碳系高速钢牌号为9w18Cr4V,因含碳量高(0.9%),故硬度、耐磨性及热硬性都比较好。
高速钢,钨钢,您了解多少
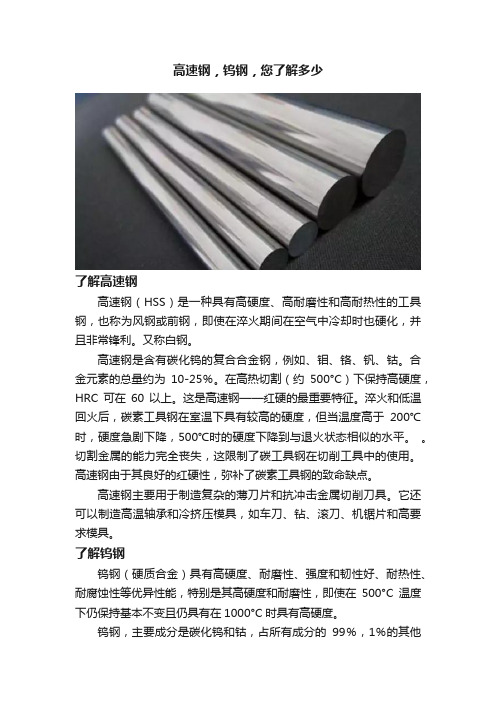
高速钢,钨钢,您了解多少了解高速钢高速钢(HSS)是一种具有高硬度、高耐磨性和高耐热性的工具钢,也称为风钢或前钢,即使在淬火期间在空气中冷却时也硬化,并且非常锋利。
又称白钢。
高速钢是含有碳化钨的复合合金钢,例如、钼、铬、钒、钴。
合金元素的总量约为10-25%。
在高热切割(约500°C)下保持高硬度,HRC可在60以上。
这是高速钢——红硬的最重要特征。
淬火和低温回火后,碳素工具钢在室温下具有较高的硬度,但当温度高于200℃时,硬度急剧下降,500℃时的硬度下降到与退火状态相似的水平。
切割金属的能力完全丧失,这限制了碳工具钢在切削工具中的使用。
高速钢由于其良好的红硬性,弥补了碳素工具钢的致命缺点。
高速钢主要用于制造复杂的薄刀片和抗冲击金属切削刀具。
它还可以制造高温轴承和冷挤压模具,如车刀、钻、滚刀、机锯片和高要求模具。
了解钨钢钨钢(硬质合金)具有高硬度、耐磨性、强度和韧性好、耐热性、耐腐蚀性等优异性能,特别是其高硬度和耐磨性,即使在500°C温度下仍保持基本不变且仍具有在1000°C时具有高硬度。
钨钢,主要成分是碳化钨和钴,占所有成分的99%,1%的其他金属,所谓的钨钢,也被称为硬质合金,被认为是现代工业的牙齿。
钨钢是由至少一种金属碳化物组成的烧结复合材料。
碳化钨,碳化钴,碳化铌、碳化钛,碳化铌是钨钢的常见成分。
碳化物组分(或相)通常具有0.2至10微米的粒度,并且使用金属粘合剂将碳化物颗粒粘合在一起。
键合金属通常是铁族金属,通常使用钴、镍。
因此,有钨钴合金、钨镍合金和钨钛钴合金。
通过将粉末压制成坯料,在烧结炉中将其加热到一定温度(烧结温度),并将其保持一定时间(加热时间),然后冷却以获得钨来形成钨钢。
具有所需性能的钢材料。
1钨钴硬质合金主要成分是碳化钨(WC)和粘合剂钴(Co)。
其等级由“YG”(“热、钴”)和平均钴含量的百分比组成。
例如,YG8表示钨 - 钴基硬质合金,其平均WCo为8%,余量为碳化钨。
常用高速钢介绍
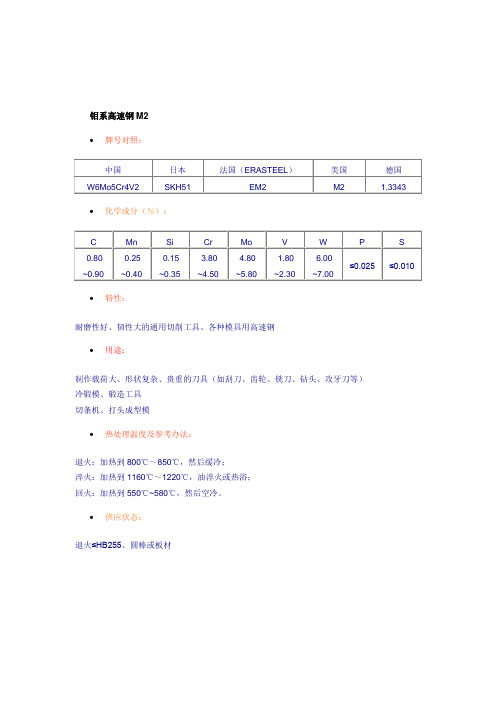
钼系高速钢M2•牌号对照:•化学成分(%):•特性:耐磨性好、韧性大的通用切削工具、各种模具用高速钢•用途:制作载荷大、形状复杂、贵重的刀具(如刮刀、齿轮、铣刀、钻头、攻牙刀等)冷锻模、锻造工具切条机、打头成型模•热处理温度及参考办法:退火:加热到800℃~850℃,然后缓冷;淬火:加热到1160℃~1220℃,油淬火或热浴;回火:加热到550℃~580℃,然后空冷。
•供应状态:退火≤HB255、圆棒或板材钼、钴系高速钢M35•牌号对照•化学成分(%):•特性:高红热硬度、高耐磨耗性与切削能力、高冲击韧性、晶粒细致均匀,韧性高•用途:刀具业:刮刀、滚齿刀、铣刀、钻头等锻造业:锻造模具螺丝业:六角等打头成型模、牙攻、冲头•热处理温度及参考办法:退火:温度800~880℃,以10~20℃/Hr炉冷至约600℃,硬度在HB269以下;应力消除:温度650~750℃,炉中冷却淬火:预热1:温度550~600℃,每25mm保持30分钟预热2:温度850~900℃,每1mm保持20 ~30秒预热3:温度1050~1100℃,每1mm保持20~30秒,适于大型复杂工件奥斯田铁化:温度1170~1240℃,每1mm保持10~15秒淬火介质:油、热浴、空气或气体;回火:温度540~570℃,每25mm保持60分钟以上,回火次数3次以上,硬度HRC64以上钼、钴系高速钢M42•牌号对照•化学成分(%):•特性:高红热硬度、高耐磨耗性与切削能力、高冲击韧性、晶粒细致均匀,韧性高•用途:刀具业:刮刀、滚齿刀、铣刀、钻头等锻造业:锻造模具螺丝业:六角等打头成型模、牙攻、冲头•热处理温度及参考办法:退火:温度800~880℃,以10~20℃/Hr炉冷至约600℃,硬度在HB269以下;应力消除:温度650~750℃,炉中冷却淬火:预热1:温度550~600℃,每25mm保持30分钟预热2:温度850~900℃,每1mm保持20 ~30秒预热3:温度1050~1100℃,每1mm保持20~30秒,适于大型复杂工件奥斯田铁化:温度1170~1220℃,每1mm保持10~15秒淬火介质:油、热浴、空气或气体;回火:温度540~570℃,每25mm保持60分钟以上,回火次数3次以上,硬度HRC66以上粉末高速钢•牌号对照•化学成分(%):•ASP 20231、特性:极高韧性均匀细致碳化物组织、兼具横向与纵向机械性质2、用途:切削工具:拉刀、滚齿刀、铣刀、牙攻、特殊钻头等成型工具:冷扎工作辊、冲棒、牙轮、IC封装模具、冷/温锻造模其他:精密冲压模、分条刀•ASP 20301、特性:兼具极高韧性及耐热性均匀细致碳化物组织、兼具横向与纵向机械性质2、用途:切削工具:拉刀、滚齿刀、端铣刀、刮齿刀、牙攻、特殊钻头等冲压工具:冷间成型、粉末成型、精密冲剪用途模具应用:六角整头模、冷/温锻造模其他:IC封装模、分条刀、裁剪刀、冷轧辊•ASP 20601、特性:极高强度及耐磨耗性均匀细致碳化物组织、兼具横向与纵向机械性质2、用途:切削工具:拉刀、滚齿刀、牙攻、特殊钻头等成型工具:冷扎工作辊、冲棒、牙轮其他:精密冲压模、分条刀•热处理温度及参考办法:高速钢GV3——丝锥专用GV3高速钢为新一代丝锥、板牙及螺纹刀具专用牌号,乃是法国埃赫曼高速钢公司经过多年努力于2004年研制成功,目的在与取代传统的M2、M35高速钢材料。
高速钢(已打印)
高速钢20 世纪60年代后期,粉末冶金高速钢制造工艺在瑞典开发成功,并于70年代初期进入市场。
该工艺可在高速钢中加入较多合金元素而不会损害材料的强韧性或易磨性,从而可制成具有高硬度、高耐磨性、可吸收切削冲击、适合高切除率加工和断续切削加工的刀具。
粉末冶金高速钢的制备工艺与普通高速钢的制备工艺不同,熔化的钢水不是直接注入铸模,而是通过一个小喷嘴将其吹入氮气流中进行雾化,喷出的雾状钢水迅速冷却为细小的钢粒(直径小于1μm)。
由于钢水溶液中的碳化物在快速冷却过程中来不及沉淀和形成团快,因此获得的钢粒中碳化物颗粒细小且分布均匀。
将这些钢粉过筛后置入一个钢桶中,并将钢粉中间的空气抽净形成真空状态,然后在高温、高压下将钢桶中的钢粉压制成型,即可得到致密度为100%的粉末冶金高速钢毛坯。
这一制备工艺被称为热等静压(hotisostaticpressing,HIPing)成型。
然后可对毛坯进行锻造、轧制等后续加工。
利用热等静压成型工艺制备的粉末冶金高速钢中的碳化物颗粒非常细小,而且不管其合金含量为多少,这些碳化物颗粒都可均匀分布于整个高速钢基体中。
采用粉末冶金高速钢制备工艺,钢材生产商可以充分增加钢中的金属碳化物含量,而不会对材料的韧性或易磨性造成有害影响。
虽然一些偏爱粉末冶金高速钢的人喜欢将其誉为高速钢与整体硬质合金的“混血儿”,但实际上它只是一种具有尺寸微小的碳化物颗粒和细化的钢基体粒子结构的高速钢。
不过,它确实将高速钢良好的韧性与硬质合金的高耐磨性很好地结合于一身。
由于粉末冶金高速钢中碳化物颗粒细小且分布均匀,因此与碳化物含量相同的普通高速钢相比,其强韧性大大提高。
凭借这一优势,粉末冶金高速钢刀具非常适合用于切削冲击大和金属切除率高的加工场合(如挠曲切削、断续切削等)。
此外,由于粉末冶金高速钢的强韧性不会因金属碳化物含量的增加而削弱,因此钢材生产商可以在钢中添加大量合金元素,以提高刀具材料的性能。
同时,由于钨(W)资源属于战略性资源,现代的硬质合金又比较大量地使用钨资源,低钨高速钢成为高速钢研发的一个方向。
高速钢的分类、牌号、化学成分、性能及用途
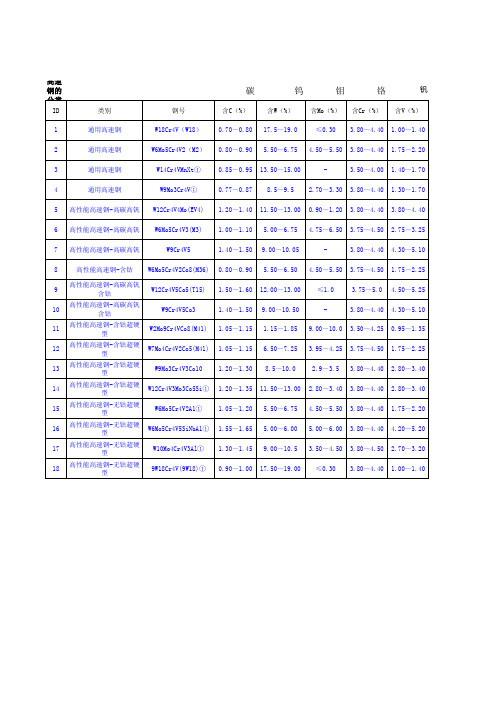
用途 耐热性中等,可磨性好(可用普通砂轮磨削),淬火范围较宽,不易过 热,强度较好,热塑性差。 强度高,热塑性好、韧性高、耐热性稍次于W18Cr4V,脱碳敏感性较大 。 与W18Cr4V相当,但改善了热塑性 耐热性、热塑性、热处理性能均较好,综合性能优于W12和M2。 因含钒量高,故硬度及耐磨性高,但强度及韧性较低,耐热性比通用型 高速钢高。可磨性差,需用单晶刚玉砂磨削。 因含钒量高,故硬度及耐磨性高,但强度及韧性较低,耐热性比通用型 高速钢高。可磨性差,需用单晶刚玉砂磨削。 因含钒量高,故硬度及耐磨性高,但强度及韧性较低,耐热性比通用型 高速钢高。可磨性差,需用单晶刚玉砂磨削。 加钴后高温硬度显著提高,但强度及冲击韧性较低,不宜受冲击。可磨 性好。 综合含钒钢耐磨性好与含钴钢耐热性高的优点。但可磨性差,需用单晶 刚玉砂轮磨削。 综合含钒钢耐磨性好与含钴钢耐热性高的优点。但可磨性差,需用单晶 刚玉砂轮磨削。 耐热性高,强度和韧性也较好。可磨性好。可谓综合性能好,但价格贵 。 可磨性次于W2Mo9Cr4VCo8 与W12Mo9Cr4VCo8性能相当,但强度和韧性较低,可磨性差。 为低钴超硬高速钢,性能与高钴高速钢相近,可磨性差。 性能与W2Mo9Cr4VCo8相近,但可磨性稍差,过热敏感性稍大。价格便宜 。 耐磨性高、耐热性高、可磨性差。 耐磨性高、耐热性高、可磨性稍差。
钴
含Co(%) 7.75~8.75 4.75~5.25 2.80~3.50 3.50~4.25 4.75~5.75 9.00~10.00 4.70~5.10 含其他(%) Mn0.35~0.55 Xt0.07(加入 量) Si0.80~1.20 A1 0.08~1.20 Si1.00~1.40Nb0.20~0.50Al 0.30~0.7 Al 0.70~1.20 硬度 63~66 63~66 64~66 63~66 66~67 65~67 63~66 66~68 66~68 67~69 67~69 66~69 67~69 67~69 66~68 67~69 抗弯强度 3.0~3.4 3.5~4.0 ~4.0 4.0~4.5 ~3.2 ~3.2 ~3.2 ~3.0 ~3.0 2.7~3.8 2.5~3.0 ~2.4 2.4~3.3 2.9~3.9 3.6~3.9 3.1~3.5 冲击韧性 0.2~0.3 0.3~0.4 ~0.31 0.35~0.4 ~0.1 ~0.25 ~0.25 ~0.3 ~0.25 0.2~0.3 0.2~0.3 0.2~0.3 0.1~0.2 0.2~0.3 0.2~0.3 0.2~0.3 600℃时的硬 度(HRC) 48.5 47~48 50.5 52 51.7 51 54 54 55 54 54 54 55 51 54
高速钢HSS
高速钢1. 概述高速钢High Speed Steels又名风钢或锋钢,意思是淬火时即使在空气中冷却也能硬化,并且很锋利。
它是一种成分复杂的合金钢,含有钨、钼、铬、钒、钴等碳化物形成元素。
合金元素总量达10~25%左右。
它在高速切削产生高热情况下(约500℃)仍能保持高的硬度,HRC 能在60以上。
这就是高速钢最主要的特性——红硬性。
而碳素工具钢经淬火和低温回火后,在室温下虽有很高的硬度,但当温度高于200℃时,硬度便急剧下降,在500℃硬度已降到与退火状态相似的程度,完全丧失了切削金属的能力,这就限制了碳素工具钢制作切削工具用。
而高速钢由于红硬性好,弥补了碳素工具钢的致命缺点,可以用来制造切削工具。
高速钢的热处理工艺较为复杂,必须经过退火、淬火、回火等一系列过程。
退火的目的是消除应力,降低硬度,使显微组织均匀,便于淬火。
退火温度一般为860~880℃。
淬火时由于它的导热性差一般分两阶段进行。
先在800~850℃预热(以免引起大的热应力),然后迅速加热到淬火温度1190~1290℃(不同牌号实际使用时温度有区别),后油冷或空冷或充气体冷却。
工厂均采用盐炉加热,现真空炉使用也相当广泛。
淬火后因内部组织还保留一部分(约30%)残余奥氏体没有转变成马氏体,影响了高速钢的性能。
为使残余奥氏体转变,进一步提高硬度和耐磨性,一般要进行2~3次回火,回火温度560℃,每次保温1小时。
(1)生产制造方法:通常采用电炉生产,近来曾采用粉末冶金方法生产高速钢,使碳化物呈极细小的颗粒均匀地分布在基体上,提高了使用寿命。
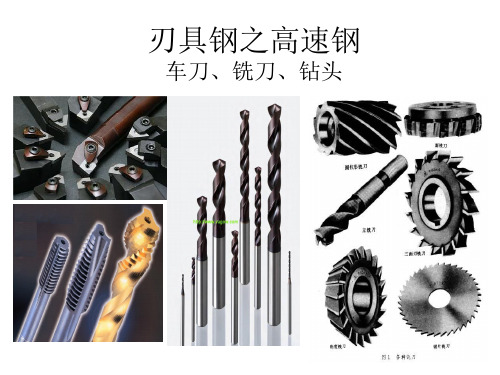
(2)用途:用于制造各种切削工具。
如车刀、钴头、滚刀、机用锯条及要求高的模具等。
2. 主要生产厂我国上钢五厂、河冶科技是生产高速钢的主要生产厂。
3. 主要进口生产国家我国主要从日本、俄罗斯、德国、奥地利、法国、乌克兰、巴西等国进口。
4. 种类有钨系高速钢、钼系高速钢和钴系高速钢三大类。
钨系高速钢有W 18 CR 4 V,钼系高速钢有W 6 Mo 5 Cr 4 V 2 ,钴系高速钢有W6Mo 5Cr 4 V 2Co5、W 2 Mo 9 Cr 4 V Co 8等。
高速钢
— — — — — —
• •— 表 面 处 理 热 轧 棒 材 下 料
高速钢的回火
锻 • 高速钢通常在二次硬化峰值温度或稍高一些的温度 造 (550℃~570℃)回火三次。在此温度范围内回火时, W、Mo及V的碳化物从马氏体中析出,弥散分布,使钢的 退 硬度明显上升;同时残余奥氏体转变为马氏体,也使硬度 火 提高,由此造成二次硬化现象,保证了钢的硬度和热硬性。机 加 • 进行多次回火,是为了逐步减少残余奥氏体量。 工 W18Cr4V钢淬火后约有30%残余奥氏体,经一次回火后 约剩15%~18%,二次回火降到3%~5%,第三次回火后 淬 火 仅剩1%~2%。 高速钢回火后的组织为回火马氏体、细粒状碳化物及 回 火 少量残余奥氏体。 精 • 加 工
高速钢牌号、成分、热处理工艺
六、齿轮滚刀工艺路线
1. 性能要求、材料及工艺
• (1) 用途、性能要求 • 生产齿轮的常用刃具, 用于加工外啮合的 直齿和斜齿渐开线园柱齿轮。要求硬、耐 磨性高。其形状复杂, 精度要求高。
• •— 热 轧 棒 材 下 料 锻 造 — 退 火 机 加 工 淬 火 回 火 — 精 加 工
四、成分特点
• 1.高碳 • 碳质量分数在0.70%以上,最高可达1.5%左右,它一方面 要保证能与W(钨)、Cr(铬)、V(钒)等形成足够数量 的碳化物; 另一方面还要有一定数量的碳溶于奥氏体中,以保证马氏 体的高硬度。 • 2.加入Cr、W、Mo、V等合金元素 • @ 加入Cr提高淬透性,几乎所有高速钢的铬含量均为 4%。铬的碳化物(Cr23C6)在淬火加热时差不多全部溶 于奥氏体中,增加过冷奥氏体的稳定性,大大提高钢的淬 透性。铬还能提高钢的抗氧化、脱碳的能力。
齿轮滚刀工艺路线
1. 性能要求、材料及工艺
高速钢简介
• • •
化学元素的作用:
C:
■机制:形成K,固溶强化。 碳对高速钢的硬度影响很大,是主要的强化元素; C%提高,淬火回火后HRC和热硬性提高。 ■不利因素: 含碳量的增高使钢中碳化物总量↑,碳化物不均匀 性加重 →→锻轧 淬火后残余奥氏体量↑ →→多次回火 固相线温度↓,使淬火温度↓ 对于钨系高速钢, C%↑使钢的抗弯强度和韧性↓, 对钨钼系影响不大
应用
W18Cr4V:
具有良好的热硬性; 在600℃时,仍具有较高的硬度和较好的切削性, 被磨削加工性能好,淬火过热敏感性小,比合金工具 钢的耐热性能高。 但由于其碳化物较粗大,强度和韧性随材料的尺寸增 大而下降。 适用于制造一般刀具(如车刀、铣刀、齿轮刀具), 还可以制造高温下工作的轴承、弹簧等耐磨、耐高温的零 件),不适合制造薄刃或较大的刀具。
V:
存在形式:主要以VC存在,也溶于其他类型碳化物中 作用:主要提高钢的耐磨性和对提高钢的热硬性起重要作
用;
VC部分溶于A中,淬火后M抗回火稳定性↑; 回火时析出VC产生二次硬化。
Co:
作用:主要提高钢的热硬性;
提高马氏体的回火稳定性; 钴在钢中为非碳化物形成元素,淬火加热时溶于A, 淬火后溶于M中,减慢合金K的析出与聚集长大,加强二次 硬化效果(提高晶界开始熔化温度)。
■淬火后获得了高合金的马氏体,具有高的抗回火稳 定性,在高温回火时析出弥散的合金碳化物产生二次硬化, 使钢具有高的硬度和热硬性。
图3为W18Cr4V钢的典型热处理淬火与回火工艺
M23C6 900℃开始溶解, 1090℃全部溶解; M6C 1037℃开始溶解, 1250℃以上溶解量逐惭减小; MC 1100℃开始溶解,溶 解速度比M6C缓慢。 1280℃时,奥氏体中:C 0.5%,W7-8%,Cr4%, V0.6-0.8%;剩余K总量为910%:其中,M6C 7.5%9.0%, MC 1.0-1.5%
高速钢热处理PPT资料优秀版
职业教育材料成型与控制技术专业教学资源库
职业教育材料成型与控制技术专业教学资源库 最终热处理:淬火+三次回火 最终热处理:淬火+三次回火 职业教育材料成型与控制技术专业教学资源库 预先热处理:锻造后进行等温退火 职业教育材料成型与控制技术专业教学资源库 职业教育材料成型与控制技术专业教学资源库 淬火使用油淬,温度1260~1280℃,三次回火温度为550~570℃,最终硬度为63~66HRC。 职业教育材料成型与控制技术专业教学资源库 职业教育材料成型与控制技术专业教学资源库 职业教育材料成型与控制技术专业教学资源库 职业教育材料成型与控制技术专业教学资源库 职业教育材料成型与控制技术专业教学资源库 职业教育材料成型与控制技术专业教学资源库 最终热处理:淬火+三次回火
职业教育材料成型与控制技术专业教学资源库
金属材料与热处理课程
高速钢热处理
主讲教师:王仙萌 西安航空职业技术学院
职业教育材料成型与控制技术专业教学资源库
高速钢热处理
热处理:
预先热处理:锻造后进行等温退火 最终热处理:淬火+三次回火
金属材料与热处理
职业教育材料成型与控制技术专业教学资源库
淬火使用油淬,温度1260~1280℃,三次回火温度为 550~570℃,最终硬度为63~66HRC。
18Cr4V 高速高钢速淬钢火淬火组后织组织
高速钢硬度与回火温度关系
高速钢淬、回火组织
图 6 W18Cr4V 高速钢淬金火属、材料回与火热后处理组
职业教育材料成型与控制技术专业教学资源库
小结
高速钢热处ቤተ መጻሕፍቲ ባይዱ工艺
金属材料与热处理
图 3 W18高Cr速4V钢高速退钢火退后火后组组织织
金属材料与热处理
高速钢选择与应用
Page
2.高速钢选择与应用
2.2选择参考 设计 结构 性能
-红硬性 -韧性 -耐磨性 -疲劳强度
失效分析 加工 使用
-工件材料 -机床 -冷却条件 -切削用量
材料 成分
-钢种选择 -品牌选择
备注
五金钻头宜HYW4、HY607,大 规格锥钻宜HYW6-A 粗加工、加工镍基合金、钛 合金宜AHPM3
钻头
立铣刀 丝锥
M2、W9 M2
M42、M2Al、 HY530 M35
AHP30、AHPM4 AHPM3
拉刀
齿轮 刀具 机用 锯条 冲压模
M2、W9
M2 W9 M2
M42、M2Al
M35、M42 AHPM3、HYM3 M35 M35 Page
热处理 组织 工艺
-冶金 -热处理 -机加工 -表面处理 -涂层
Page
刀具寿命
Page
使用条件
红硬性
热处理 钢种选择
刀具寿命
结构设计 表面状况
刀具寿命影响因素
耐磨性
韧性
刀具材料质量
2.2选择参考
钢号 类 别 河冶 HYM2-1 HYM2-2 通用型 HYW9 HYM7 HYW18 经济型 GB9943 W6Mo5Cr4V2 W6Mo5Cr4V2 W9Mo3Cr4V W2Mo9Cr4V2 W18Cr4V AISI M2 M2 — M7 T1 JIS SKH51 SKH51 — SKH58 SKH2 ▲ 齿 螺 木 模 立 铣 轮 拉 锯 纹 工 具 冲 耐 叶 铣 磨 刀 刀 刀 模 刀 头 刀 刀 刀 刀 条 头 件 片 具 具 具 板 车 钻 铰 △ ▲ ▲ ▲ △ △ △ ▲ ▲ ▲ ▲ ▲ ▲ ▲ △ △ ▲ △ ▲ ▲ ▲ △ ▲ △ △ △ △ ▲ ▲ △ △ △ ▲ ▲ △ ▲ △
高速钢名词解释
高速钢名词解释
高速钢是一种高强度、高韧性、高耐磨性的工具钢,具有较高的热稳定性和耐热性,主要用于制造高速切削刀具、深孔钻头、刨刀、锯片等高速切削工具。
高速钢是一种专门用于制造高速切削工具的钢材,具有高强度、高韧性、高耐磨性和高热稳定性等特点。
与其他工具钢相比,高速钢具有更高的硬度和韧性,可以承受更高的切削速度和更大的切削力。
高速钢的主要成分是铁、碳、铬、钼、钴、钨、铌、钽等元素。
其中,碳含量一般在 0.70%~1.30% 之间,铬含量在 4.0%~13.0% 之间,其他元素的含量也因不同牌号而有所不同。
这些元素的组合为高速钢提供了优异的性能。
高速钢的制造工艺比较复杂,一般需要经过熔炼、冶炼、锻造、轧制等多个工序。
由于高速钢具有较高的硬度和韧性,因此在加工过程中需要使用特殊的刀具和工艺,才能使其达到理想的形状和尺寸。
高速钢主要用于制造高速切削刀具,如铣刀、钻头、刨刀、锯片等。
这些刀具需要在高速、高温、高压等条件下工作,因此需要具备高强度、高韧性、高耐磨性和高热稳定性等特点。
高速钢可以满足这些要求,因此被广泛应用于机械加工、汽车制造、航空航天等领域。
高速钢特性及应用

1.高速钢基本特性:合金量大约20%以上,易形成碳化物高硬化能,且具明显二次硬化現象高硬度具耐磨耗具红热硬度,高溫不易軟化具热稳定性,抗热磨损及抗塑性变形易过热及脱碳,塑性成形性差2.认识高速钢高速钢定义高速钢是高速工具钢的简称,在我国冶金工业部门习惯称为高工钢,民间还俗称为锋钢,因其在空冷条件下也能形成马氏体组织,故又称“风钢”。
是一种主要用于机床切削刀具的高合金工具钢。
高速钢一般分为通用型、高性能型、经济型(低合金高速钢)三类,经济型钨当量[W]=W+2Mo>=5%~12%。
高速钢的诞生现代工具钢可追溯至1740年,英国人由坩锅炉熔化得到成分均匀的高碳钢,碳含量为0.75~1.50%,制成机床切削工具,切削速度不超过5m/min。
1868年发展了Mushet自硬钢。
属Mn-W系工具钢,使切削低碳钢的速度达到8m/min。
典型成分为:C2.0%,W7%,Mn2.5%。
随着19世纪工业革命的进展,工业用钢大量生产迫切要求机床和工具必须跟上。
因此如何提高Mushet钢的性能使其所制工具切削速度能大幅度提高,已成为当时客观迫切的要求。
Mushet钢的锰含量高因而降低Ac1临界点,使其很难软化退火,而且热脆性大,可锻性很差,淬火时易过热。
因此19世纪末,在美国出现了低锰含铬的Cr-W系自硬钢。
1898年,Fred W.Taylor及助手M.White等人通过几百次切削试验,筛选出两种成分的钢,一种是Mushet 的Mn-W钢(C2.15%,Mn1.58%,W5.44%),另一种是Cr-W钢(C1.44%,Cr1.83%,W7.72%),通过试验发现Cr-W钢经接近熔化温度淬火后得到最高的切削性能。
1900年巴黎世界博览会上,经Taylor-White工艺处理的Cr-W钢(c1.85%,W8%,Cr3.8%)工具的切削表演时,切削速度、吃刀深度和进刀量均可成倍提高。
使生产能力提高340%。
引起当时机床与工具业的革命性变革。