注塑件搪塑工艺介绍
搪塑工艺
基本介绍
搪塑(Slush-molding)
搪塑又称为涂凝成型。
它是用糊塑料制造空心软质制品(如玩具)的一种重要方法。
其方法是将糊塑料(塑性溶胶)倾倒入预先加热至一定温度的模具(凹模或阴模)中,接近模腔内壁的糊塑料即会因受热而胶凝,然后将没有胶凝的糊塑料倒出,并将附在模腔内壁上的糊塑料进行热处理(烘熔),再经冷却即可从模具中取得空心制品。
搪塑的优点是设备费用低,生产速度高,工艺控制简单,但制品的厚度、质(重)量等的准确性较差。
常用的搪塑材料:聚氯乙烯(PVC)
常见的搪塑产品:汽车仪表板,搪塑玩具
定义
塑料是指以树脂(或在加工过程中用单体直接聚合)为主要成分,以增塑剂、填充剂、润滑剂、着色剂等添加剂为辅助成分,在加工过程中能流动成型的材料。
塑料为合成的高分子化合物,可以自由改变形体样式。
塑料是利用单体原料以合成或缩合反应聚合而成的材料,由合成树脂及填料、增塑剂、稳定剂、润滑剂、色料等添加剂组成的,它的主要成分是合成树脂。
特性
塑料主要有以下特性
①大多数塑料质轻,化学稳定性,不会锈蚀;②耐冲击性好;
③具有较好的透明性和耐磨耗性;④绝缘性好,导热性低;⑤一般成型性、着色性好,加工成本低;⑥大部分塑料耐热性差,热膨胀率大,易燃烧;⑦尺寸稳定性差,容易变形;⑧多数塑料耐低温性差,低温下变脆;⑨容易老化;⑩某些塑料易溶于溶剂。
制作过程
是模塑中空制品的一种方法。
模塑时将塑料糊倒入开口的中空模内,直至达到规定的容量。
模具在装料前或装料后应进行加热,以便使物料在模具内壁变成凝胶。
当凝胶达到预定厚度时,倒出过量的液体物料,并再行加热使之熔融,冷却后即可自模内剥出制品。
搪塑成型工艺
搪塑成型工艺搪塑成型工艺是一种常用于制造塑料制品的工艺,其特点是能够制造出具有复杂形状和图案的塑料制品。
本文将详细介绍搪塑成型工艺的主要步骤,包括塑化原料制备、模具准备、注塑、模具冷却、脱模、表面处理、质量检测和成品包装等方面。
一、塑化原料制备塑化原料制备是搪塑成型工艺的第一步,主要是将塑料原料加入到搅拌器中,根据需要添加各种添加剂,如增塑剂、色母粒等,并进行加热搅拌,使原料充分混合均匀。
塑化原料的制备对于搪塑成型工艺至关重要,因为原料的质量直接影响到最终产品的质量和性能。
二、模具准备模具准备是搪塑成型工艺的重要环节之一,主要是对模具进行清洁、打磨和上油等处理,以确保模具内部的表面光滑且无杂质。
此外,还需要对模具进行预热,以加速塑料的流动和固化,提高产品的质量和生产效率。
三、注塑注塑是搪塑成型工艺的核心步骤之一,主要是将已经制备好的塑化原料注入到模具中。
在注塑过程中,需要控制注塑机的压力和速度,以确保原料能够均匀地填充模具的各个角落。
注塑过程中还需要注意防止空气混入原料中,以免形成气泡或空洞等缺陷。
四、模具冷却模具冷却的目的是使注入到模具中的原料冷却固化,形成完整的塑料制品。
在冷却过程中,需要控制冷却时间和温度,以免冷却过度或不足导致产品变形或出现其他质量问题。
五、脱模脱模是将冷却固化后的塑料制品从模具中取出。
在脱模过程中,需要控制脱模的温度和力量,以免损坏塑料制品或导致其变形。
脱模后还需要对产品进行简单的加工和处理,如修整飞边、打磨毛刺等。
六、表面处理表面处理是对塑料制品的表面进行抛光、喷涂、电镀等处理,以提高产品的外观和耐久性。
根据需要处理的表面不同,所采用的表面处理方法和材料也有所不同。
七、质量检测质量检测是搪塑成型工艺的重要环节之一,主要是对产品的外观、尺寸、物理性能等进行检测,以确保产品符合要求。
质量检测过程中需要注意及时发现和处理各种质量问题,以免造成批量生产事故。
八、成品包装成品包装是对已经检测合格的塑料制品进行包装和标识等处理,以便于产品的运输和销售。
延锋搪塑工艺介绍课件

性、耐化学腐蚀性能。
化需求。
案例四:家用电器零部件的搪塑制造
延锋搪塑工艺采用高强度尼龙(PA)材料,具有优良的 耐磨性、耐冲击性、耐高温性能。
搪塑工艺在家用电器零部件生产中得到广泛应用,如 洗衣机、冰箱等。
搪塑工艺能够提高家用电器零部件的耐用性和安全性, 同时降低生产成本,提高生产效率。
05
总结与展望
中控台等零部件。
延锋搪塑工艺采用高密度聚氨酯 (PU)材料,具有优良的耐磨性、
耐候性、抗紫外线性能。
搪塑工艺能够提高汽车内饰件的 质感和触感,同时降低生产成本,
提高生产效率。
案例二:医疗器械的搪塑制造
搪塑工艺在医疗器械制造中具有重要应用,如医用输液袋、医用床等。
延锋搪塑工艺采用医用级材料,经过严格的品质控制,确保产品的安全 性和可靠性。
延锋搪塑工艺介绍课件
CONTENTS
• 延锋搪塑工艺概述 • 延锋搪塑工艺流程及原理 • 延锋搪塑工艺的优势及问题对
策 • 延锋搪塑工艺的案例分析与应
用场景 • 总结与展望
01
延锋搪塑工艺概述
延锋搪塑工艺的定义与特点
延锋搪塑工艺是一种常用于制造汽车 内饰件的工艺,其主要特点是能够制 造出具有复杂形状和优异性能的产品。
谢谢您的聆听
THANKS
延锋搪塑工艺的发展与汽车内饰件品质的提高密切相关,其技术不断升级,生产效 率也不断提高。
延锋搪塑工艺的应用范围
延锋搪塑工艺主要应用于 汽车内饰件的制造,如仪 表盘、座椅、车门内饰板等。
此外,延锋搪塑工艺还可 用于制造家用电器、电子 产品等的外壳和零部件。
这些产品的共同特点是要 求具有优良的外观、触感 和性能,如耐高温、耐磨 损、耐化学腐蚀等。
搪塑工艺介绍
搪塑工艺介绍搪塑是一种把塑料形变成所需形状、尺寸和性能的加工工艺。
在搪塑过程中,塑料以液体或半固态的形式被加热塑化,然后利用模具在一定的温度和压力下形变,成型并凝固的工艺过程。
搪塑主要用于复杂形状的部件的加工,在日常生活中尤其常见。
搪塑工艺的历史可以追溯到20世纪初,当时人们还处于机械加工时代,但机械加工只适用于简单的部件,而对于复杂部件来说,则没有合适的加工方式,使得复杂部件的加工极其困难。
直到1930年,以美国科学家理查德莫森(Richard Semon)为首的一批科学家发明了搪塑工艺,这使得复杂形状部件的加工得以实现。
搪塑工艺主要由四步组成,即加热、成型、凝固和放凉。
在加热环节,塑料将以液体或半固态的形式被加热塑化;在成型环节,塑料液将利用模具定型;在凝固环节,塑料液将凝固成定型部件;在放凉环节,定型部件将得到充分的放凉,以保证部件的尺寸和性能。
搪塑工艺的优势在于它可以制造出各种形状复杂、成本低的部件。
搪塑工艺避免了机械加工所不可避免的额外损耗,可以降低材料成本。
此外,它也可以提供较高的生产率,在较短时间内可以生产大量产品,大大提高生产效率。
此外,搪塑工艺可以提供良好的绝缘性能、耐高温性能和耐候性能,可以满足各类产品的使用要求。
搪塑工艺应用于各行各业,其中最常见的应用包括汽车零部件、家电部件、家具制造、医疗器械、仪器仪表、塑料餐具、玩具等。
未来,随着科技的发展,搪塑工艺将会得到进一步的发展,为更多行业提供服务。
综上所述,搪塑工艺促成了无以伦比的工程惊人的产品多样性,给广大用户提供了更多的选择。
搪塑工艺为各行各业的发展提供了优质的解决方案,将在未来得到进一步的发展与完善,为更多行业提供服务。
搪塑工艺介绍-SMCA

S.M.C.A.Route de Lapugnoy 62920 CHOCQUES Phone : +33 3 21 57 20 20 Fax : +33 3 21 57 66 11 Email : smca2@日期 :14/03/2005 主题 :自动搪塑机自动搪塑机 C.A.S.Ma) 搪塑工艺介绍搪塑工艺是对带皮纹的搪塑模具(采用镍制壳)对背面或整体进行加热,模具和装 有 PVC(或其它材料)粉末的粉箱对接后旋转或一边加热一边旋转(其方式取决于模具 的类型和实现搪塑工艺的方法方式),粉箱中的塑料粉末自然落入模具中融化或是胶 化,热模表面上就会形成一个形状与仪表板一致的带皮纹的皮套,然后取下粉箱,对模 具进行冷却后人工取下得到的 PVC 皮膜。
搪塑皮膜与仪表板框架放在发泡模中,注入 PU 发泡料,熟化后成为搪塑表皮发泡仪表板。
搪塑模具加热有 3 种方式:煤气加热 (或电加热)、油加热、沙加热。
搪塑仪表板的优点是生产的皮套皮纹均匀、清晰、 美观。
在搪塑工艺未出现以前,主要采用的真空热成型工艺或真空复贴工艺,它是将带 皮纹的 PVC 表皮加热,拉伸后吸附在成型模或仪表板框架上,由于 PVC 表皮经不均匀 的拉伸,使皮纹变形影响了美观。
而搪塑表皮的皮纹是刻在模具上的,所以得到的表皮 皮纹清晰美观。
b) 自动搪塑机系统介绍 1. 系统机构机器由一个主搪塑模具旋转循环传送器、一个煤气或电加热炉(一套胶化系统)、 一套冷却系统、(一套粉末传送系统)、一套自动粉末加料系统、一套监控监测系统和 多个外围设备组成。
系统的硬件软件都实现了模块化,可以根据客户的需求方便的安装 拆卸以适应不同的产品和生产率的要求。
例如:CASM4 (4 臂自动搪塑机)加热炉 框架, 模具置于框架中卸模工位 加粉岗位(或胶化)冷却中心循环传送器 4 个臂S.M.C.A.- 1/9 -中国联络处:上海能多机电设备有限公司 电话:86-21-6460 0782 传真:86-21-64600792S.M.C.A.Route de Lapugnoy 62920 CHOCQUES Phone : +33 3 21 57 20 20 Fax : +33 3 21 57 66 11 Email : smca2@日期 :14/03/2005主题 :自动搪塑机2.系统特点系统采用燃气(或电加热方式),和油加热与沙加热方式相比气热电热方式更加轻便,客 户可方便的拆卸搬运。
搪胶生产工艺
搪胶生产工艺简介一、搪胶模的制造过程:搪胶模制造之程序如下:1、把已备好的原型复制腊样。
通常客方会提供一个硬的原型作制模之用。
当收到硬样后,首先要考虑从何处开模、分形。
然后,再检查外形上各处是否有过于尖凸或过于凹陷之处。
最后检查是否有过薄或细长凸出部分。
如出现以上情况,要先加以改善,避免在生产时发生问题。
改良原型后,便可复矽胶模制成阴样。
然后,利用此阴样复制出腊样。
如有需要,再加上镶件于腊样之上。
把腊样的表面加以抛光后,依预先设定之出模位置上加上衬套。
这样腊样的工作便完成。
2、由腊样电铸模种模:在完成好的腊样上加上金粉作遵电体,风干后,便可把腊样放于电镀缸内,电铸模种模。
经过几天电镀后(视成品之大小而定),模身的厚度能提供足够的硬度便可把它从电镀缸中取出。
把封于内部的腊样加热融化,便可得到中空的模子,在电镀期间,可同时制备好模盖。
当模子电镀完毕,便可试装,看看配合有没有问题。
电镀好之模具要先做好回火处理;把多余的铜磨去。
由于模身与衬套之间的接触点很弱,所以没有足够的强度。
避免把模种件从模中取出时所施之力会把接口破坏,所以会加焊于接点以加强机械强度。
当完成了补强及配模盖手续后,便可以替模具加上支架,以便于固定在搪炉内。
3、由模种模制造成生产模:由于在生产时不能只用一个模来生产,而重复制造多个腊样要花费很多时间和金钱,而且所造成之模具外形不一致性高,所以通常都以腊样所电铸成之模作为一个种,利用此种再造出所需的生产用之模。
这样每个产品之一致性较高,成本及时间之花费也较少。
用模种模搪出的胶件便可用来电铸生产模。
一般搪模种用的胶料用75∘A之搪胶制造。
由于胶件于模中取出时,要通过较窄小的模口,因此胶件会受到拉伸变形,内部残留应力。
所以在电铸前必须要把胶件用局炉加温退去胶件的残留应力及恢复原本在模中时的形状,这过程称为回形。
回形后再把胶件表面打磨光滑便可以像电铸模种模时的相同步骤制造生产模。
电铸生产模时,可视乎需要来决定电镀何种模。
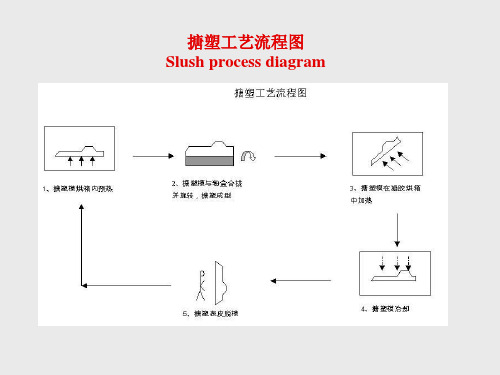
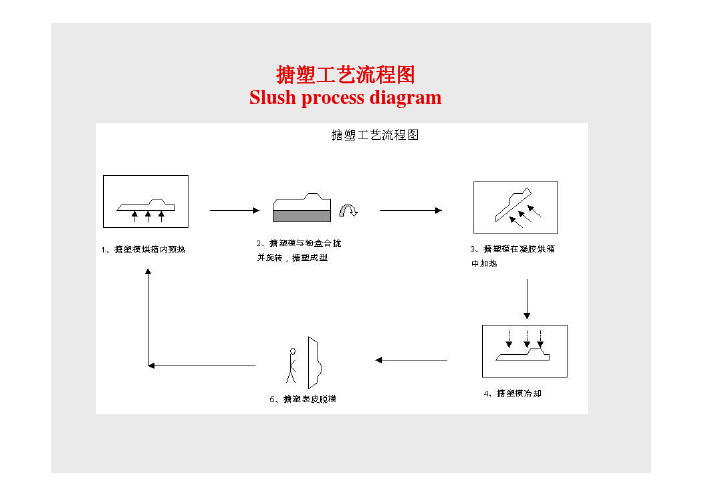
1、工艺 介绍

搪塑工艺是指对带皮纹的搪塑模具整体加热,模具和搪塑粉盒对接后旋转,粉盒中的搪塑粉末 (PVC或TPU等)在重力作用下落入模具中融化,形成一个形状与模具内表面一直的带皮纹的表皮, 然后冷却模具,粉盒脱落,工人取下表皮。
IMG(In Mold Grain):阴模真空成型,分为IMG-S和IMG-L。 IMG-S(In Mold Grain-Skin):是一种使用刻有皮纹图案的阴模,将光滑的表皮在模内成型出 内饰件形状的带有皮纹的表皮的工艺。IMG-S主要用于成型零件表皮。 IMG-L(In Mold Grain-Laminate)是一种使用刻有皮纹图案的阴模,将光滑的表皮在模内成型 出内饰件形状的带有皮纹的表皮,做出表皮后在机器的同一工位将该表皮真空吸附在骨架基材上 的工艺。 IMG-L是把骨架与表皮一起做成零件,且使用的表皮也与IMG-S不同(见图1)。
1、 放置 膜片
3、 表皮 加热
5、上 模加压、 下模抽 空真
2、 上模 下降
4、 下模 上升
6、取 出产品、 切除多 余膜片
双色注塑在双色注塑机上,在同一生产周期内向专门的注塑模内同时/前后注射不同颜色/种类的原 料,是产品具有不同的外观/性能。 工作原理:主要以双色成型机两支料管配合模具按先后次序经两次成型制成双色产品。
INS(Film Insert Molding) :将预先吸塑成型并完成冲裁后 的膜片放入注塑模具内,合模进行注 塑。
TOM(Three dimension Overlay Method)即模外装饰技术,是一种通过活用真空成形技术,利用 真空压或大气压,把已加工过并涂布有黏着层的薄膜,紧密贴附于加工物表面的新一代加饰工艺。
真空成型是指使用带有皮纹的原料,通过加热,凸模真空吸塑,将表皮吸附在模具上获得所需表皮或复合在基 材上,直接获得所需产品的方法。
注塑工艺 有 4种方法

注塑工艺有4种方法。
①注塑法:以中等注射压力,机筒温度较高,将合成树脂塑料注入模具内,一次完成鞋底固化及帮底结合成型。
多用于布鞋。
现在皮鞋、塑料鞋、胶鞋也采用这类工艺。
②注胶法:将橡胶通过机筒塑化,再以较高注射压力注入模具内,同时完成制底及帮底粘合成型。
用于布鞋、胶鞋。
③浇注法:将定量的反应性原料液(如聚氨酯,聚酰氨等)的A、B组分,在混合头内高速搅匀后浇注到模腔内,使其在常(高)压下固化结合成型。
现多用于生产胶鞋和少数布鞋。
④搪塑法:将塑溶胶倾入靴、鞋阴模腔中,边加热,边旋转模具,使一部分塑溶胶在离心力作用下附在模腔壁上凝成坯体,倒掉多余塑溶胶液,继续加热使坯体熟化成型,脱模后再放入鞋的里料。
用于胶鞋和塑料鞋。
模压工艺在已绷上楦的帮脚下(鞋帮下口)贴合鞋底、围条(用于胶鞋),将胶坯放入模具内,进行加热和加压,经硫化成型。
多用于胶鞋、皮鞋和布鞋。
合工艺有3种方法:①热硫化粘合法:鞋的各部件粘贴后送入硫化罐,用蒸汽间接加热或用空气、蒸汽直接加热,在胶制部件硫化的同时,使帮、底粘合成型。
其中外底、底后跟等部件预先模制成型再与其他部件粘贴送入硫化罐中加热硫化的称二次硫化法,是胶鞋生产的传统工艺。
现在有些布鞋也采用此法。
②冷粘法:鞋帮、鞋底涂上胶粘剂,在室温下加压粘合成型。
现多用于皮鞋、布鞋、胶鞋。
③粘缝法:鞋帮和鞋底冷粘后,鞋底的周沿再用线缝,以增强底和帮之间的牢度。
布鞋生产工艺简介——湿法聚氨酯合成革生产工艺湿法聚氨酯合成革的生产方法是将聚氨酯湿法树脂中加入DMF溶剂及其它填料、助剂制成混合液,经过真空机脱泡后,浸渍或涂覆于基布上,然后放入与溶剂(DMF)具有亲和性,而与聚氨酯树脂不亲和的水中,溶剂(DMF)被水置换,聚氨酯树脂逐渐凝固,从而形成多孔性皮膜,即微孔聚氨酯粒面层,习惯上称为贝斯(英文BASS的译音),其含意是基材(半成品革)的意思,贝斯经过干法贴面或表面经整饰后,如表面印刷、压花、磨皮等工艺后,才能成为聚氨酯合成革成品。
搪塑交流

© Yanfeng Visteon Proprietary / All Rights Reserved
PDF 文件使用 "pdfFactory" 试用版本创建
故障解决: 用搪台变频器上0v线引入8脚,再重新启动设备 故障消失。那么引起08模块无0v应该是PLC底板上无 0v造成的。
© Yanfeng Visteon Proprietary / All Rights Reserved
PDF 文件使用 "pdfFactory" 试用版本创建
搪塑设备结构
• 以搪塑1#线为列,这条生产线从结构上来说 有10个部分,即传送、预加热、主加热、搪台、 转台、加料、凝胶、冷却、脱皮和模具清洗10 个部分;而从电气控制上来说,分为5个部分 (因为,它由4个Modicon的PLC联网实现搪塑 各部分的自动控制,另有一个单独的PLC完成 模具清洗的控制):Station0控制3个高架传送 小车、搪台及转台、脱皮台;Station1控制加热 炉;Station2控制凝胶炉和冷却室;Station3控 制加料装置。
原因分析:旋转臂零位丢失
© Yanfeng Visteon Proprietary / All Rights Reserved
PDF 文件使用 "pdfFactory" 试用版本创建
零位丢失原因: 1.一对扇形齿轮磨损严重,间隙过大 2.模具配重不好
© Yanfeng Visteon Proprietary / All Rights Reserved
© Yanfeng Visteon Proprietary / All Rights Reserved
PDF 文件使用 "pdfFactory" 试用版本创建
搪塑工艺及搪塑模具知识

1 介绍我们的任务是按照客户的要求生产出合格的仪表板。
2 说明在设计并生产任何产品之前,必须建立详细的说明书。
客户提供详细的技术说明书。
对于仪表板主要部分的技术说明,主要为:•表皮•骨架•泡沫上述三者都必须是完美的,才能生产出合格的仪表板。
在这本教材中,我们主要是讲解仪表板表皮生产中的一种技术,即搪塑。
仪表板搪塑表皮有哪些技术特点?外观:必须满足的要素:•光泽•花纹•颜色( 色牢度)•外表的凝胶状态需要避免的缺陷:•穿孔•污迹•水迹、油迹、指纹等痕迹•变形•烧伤为了降低表皮成本及使发泡容易,控制表皮重量( 即表皮厚度)优良的粘结力撕剥力延伸率肖氏硬度3技术3.1 制造方式的特性是基于什么技术•安全性、可靠性•生产速度•精确性•花纹质量•颜色•设备对于其它产品的通用性•较低的材料消耗率优点:•模具费用较低•没有合模线•表皮较软、手感较好•花纹一致性较高采用的最好方式:旋转成型3.2 旋转成型的原理是什么?旋转成型,又称搪塑成型,是一种用热塑性和/ 或热固性树脂制造中空部件的工艺。
这种工艺制造的产品能具有各种外形并且具有持续的厚度,范围从0.5-15mm。
在产品的制造过程中,产品的外表面取决于模具内表面的形状。
3.3 就仪表板而言,旋转成型的重点是什么?使用的半模叫一个壳(shell), shell 和料盒结合后绕着一个单轴作旋转。
这种方式更适于搪塑成型。
旋转过程中,粉末进入模具,与热的模具接触、熔化并在模具内壁上形成厚度不均匀的片材。
4材料4.1 材料描述4.1.1 哪些是材料必须具备的特点?•搪塑所用材料必须与生产中的其它材料有良好的相容性,如:PUR 泡沫。
•必须有良好的流动性。
•必须有良好的柔性。
•良好的防腐性。
•良好的抗老化性。
•低收缩率。
•染色的可能性。
•较低的受污染性。
•较低的水敏感性。
4.1.2 哪种材料对于搪塑成型是最好的?PVC4.1.3.1 综述PVC,即聚氯乙烯,其分子式为:PVC 是目前搪塑工艺中应用最多的材料。
搪塑工艺技术

搪塑工艺技术搪塑工艺技术是一种将塑料粉末熔化后注塑到模具上并进行一系列成型工艺的技术。
该技术被广泛应用于各个领域,如家居用品、电子产品、汽车配件等。
搪塑工艺技术具有以下特点:首先,搪塑工艺技术可以生产出各种形状、大小的制品。
通过技术的优化,可实现三维曲线、复杂形状等不规则产品的生产,满足不同客户的需求。
其次,搪塑工艺技术具有高效的生产能力。
由于塑料的熔化和注塑过程可以自动化进行,生产效率较高。
同时,模具的设计和制造也是一项重要的工艺,可以提高生产效率和产品质量。
此外,搪塑工艺技术具有较低的成本。
相比于传统的制造工艺,搪塑工艺技术所需的材料成本较低,并且可以实现批量生产,降低生产成本。
搪塑工艺技术的应用也非常广泛。
例如,在家居用品方面,由于塑料的制品易于清洗、防水、防潮等特性,搪塑工艺技术可以生产出各种家居用品,如浴室用品、厨房用品等。
在电子产品方面,搪塑工艺技术可以生产出外壳、按键等零部件,提升产品的外观和质感。
在汽车配件方面,搪塑工艺技术可以生产出内饰件、外饰件等塑料零部件,提升汽车的功能和美观。
然而,搪塑工艺技术也存在一些挑战和需改进之处。
首先,搪塑工艺技术所使用的塑料材料对于环境的影响较大。
塑料制品往往需要长时间才能分解,容易造成环境污染。
因此,需要发展更环保的塑料材料,并倡导塑料回收再利用。
其次,搪塑工艺技术在产品设计和模具制造方面还存在一些限制。
复杂形状的产品会对模具的设计和制造提出更高的要求,需要不断改进和创新,以应对不同需求。
综上所述,搪塑工艺技术是一种重要的制造技术,具有广泛的应用前景。
在不断创新和改进技术的同时,我们也应关注环境保护和可持续发展,推动搪塑工艺技术的发展与应用。
搪塑成型工艺

搪塑成型工艺搪塑工艺主要优点表皮纹理清晰均匀,产品设计时不用考虑脱模角度,设计自由度大。
1)搪塑模具成型工艺:根据数模,加上收缩率,减去皮纹层的厚度,数控加工出木模―――在木模上贴上皮纹皮(贴皮引起模具上有拼缝)----翻出软的硅树脂模(有拼缝)―――翻出硬的树脂主模型,并手工修掉拼缝―――翻出硅树脂模―――翻出电极阳模(为了导电,表面喷银粉,并布置电极)―――电镀出搪塑模具外壳―――加上支撑,形成搪塑模。
数控加工木模包皮纹皮浇注硅胶脱模环氧树脂脱模电极阳模电镀出镍壳去除环氧树脂+精加工镍壳装于支架2)搪塑的工艺流程:1、首先将搪塑模具本体加热至230-250℃;2、然后将模具与粉箱对合并夹紧(以防粉末露出),模具在上,粉箱在下;3、模具和粉箱一起旋转至粉箱在上,模具在下,粉箱里的粉末这时落在模具里,在高温的作用下,紧贴在模具的那一层就融化并相互粘在一起,然后继续旋转,使得模具的每个角落都有粉末,且融化并粘在一起,直至形成的表皮厚度增加至符合要求为止(一般的PVC的厚度为1。
1mm),这时粉箱在下方,剩余的粉末又回到粉箱里;4、模具与粉箱分离,并移到冷却工位,用水或空气等对模具进行快速冷却至60-80℃时,人工扒下表皮。
3)搪塑设备的分类(按模具的加热方式分类)1、气加热设备:价格最便宜。
它是通过燃烧天然气或重油产生的热风来加热模具。
它有一个加热炉,整个模具置于炉子中加热。
模具的温度控制较差,成品的合格率低,模具的寿命约为2万模次;2、油加热设备:价格最贵。
模具的加热和冷却都是通过油来进行的(分别是热油和冷油),模具各部分的温度可以根据需要分别控制,表皮质量好,模具的寿命高,约为2。
5万模次,但设备系统复杂,昂贵。
3、沙加热设备:价格适中。
模具加热是通过电加热沙子,沙子与模具背面接触加热模具实现的,模具加热时可以旋转,这时沙子与模具各部分接触的时间长短可以调整,即模具各部分的温度可以根据需要来调整,表皮质量较好,模具的冷却是通过水来实现的,冷却速度较快,模具寿命为1。
(完整版)搪塑工艺及搪塑模具知识

1 介绍我们的任务是按照客户的要求生产出合格的仪表板。
2 说明在设计并生产任何产品之前,必须建立详细的说明书。
客户提供详细的技术说明书。
对于仪表板主要部分的技术说明,主要为:•表皮•骨架•泡沫上述三者都必须是完美的,才能生产出合格的仪表板。
在这本教材中,我们主要是讲解仪表板表皮生产中的一种技术,即搪塑。
仪表板搪塑表皮有哪些技术特点?外观:必须满足的要素:•光泽•花纹•颜色( 色牢度)•外表的凝胶状态需要避免的缺陷:•穿孔•污迹•水迹、油迹、指纹等痕迹•变形•烧伤为了降低表皮成本及使发泡容易,控制表皮重量( 即表皮厚度)优良的粘结力撕剥力延伸率肖氏硬度3技术3.1 制造方式的特性是基于什么技术•安全性、可靠性•生产速度•精确性•花纹质量•颜色•设备对于其它产品的通用性•较低的材料消耗率优点:•模具费用较低•没有合模线•表皮较软、手感较好•花纹一致性较高采用的最好方式:旋转成型3.2 旋转成型的原理是什么?旋转成型,又称搪塑成型,是一种用热塑性和/ 或热固性树脂制造中空部件的工艺。
这种工艺制造的产品能具有各种外形并且具有持续的厚度,范围从0.5-15mm。
在产品的制造过程中,产品的外表面取决于模具内表面的形状。
3.3 就仪表板而言,旋转成型的重点是什么?使用的半模叫一个壳(shell), shell 和料盒结合后绕着一个单轴作旋转。
这种方式更适于搪塑成型。
旋转过程中,粉末进入模具,与热的模具接触、熔化并在模具内壁上形成厚度不均匀的片材。
4材料4.1 材料描述4.1.1 哪些是材料必须具备的特点?•搪塑所用材料必须与生产中的其它材料有良好的相容性,如:PUR 泡沫。
•必须有良好的流动性。
•必须有良好的柔性。
•良好的防腐性。
•良好的抗老化性。
•低收缩率。
•染色的可能性。
•较低的受污染性。
•较低的水敏感性。
4.1.2 哪种材料对于搪塑成型是最好的?PVC4.1.3.1 综述PVC,即聚氯乙烯,其分子式为:PVC 是目前搪塑工艺中应用最多的材料。
搪塑study
搪塑是什么搪塑图片搪塑是模塑中空制品的一种方法。
模塑时将塑料糊倒入开口的中空模内,直至达到规定的容量。
模具在装料前或装料后应进行加热,以便使物料在模具内壁变成凝胶。
当凝胶达到预定厚度时,倒出过量的液体物料,并再行加热使之熔融,冷却后即可自模内剥出制品。
一、搪塑是模塑中空制品的一种方法。
模塑时将塑料糊倒入开口的中空模内,直至达到规定的容量。
模具在装料前或装料后应进行加热,以便使物料在模具内壁变成凝胶。
当凝胶达到预定厚度时,倒出过量的液体物料,并再行加热使之熔融,冷却后即可自模内剥出制品。
目前所使用的主要是PVC塑料。
二、糊塑料热处理中的物理变化? 糊塑料由悬浮体变为制品的过程是树脂在加热下继续溶解成为溶液的一个过程,常称为热处理,分"胶凝"、"熔化"两个阶段。
1、胶凝阶段? 从糊塑料开始受热到形成薄膜表现出一定力学强度的阶段。
①由于受热,塑料不断吸收分散剂并发生肿胀。
②液体挥发,粘度逐渐增大,加热到更高的温度,糊塑料成为一种表面无光和易碎的固体物料。
此时认为胶凝阶段达到终点,温度常在100℃以上。
2、熔化阶段? 糊塑料在继续加热下,从胶凝终点发展到力学性能达到最佳的一段时间内的物理变化。
①肿胀的塑料颗粒粘合。
②随液体组分挥发,界面越来越小以至全部消失,树脂从颗粒成为连续透明体或半透明体。
③熔化完全后,除色料和填料外,其余的成分都处于单一相。
冷却后仍保持这种状态,且有较高力学强度。
? 熔化的最终温度控制在175℃左右。
搪塑设备及搪塑模具???? 三、搪塑工艺???? 搪塑工艺简介如下:? ? 带皮纹的搪塑模具(镍壳)背面或整体加热,模具正面扣上装有PVC(或其它塑料)粉末的粉箱,一边加热,一边转动,使粉箱中的塑料粉末粘在热模表面上,形成一个形状与仪表板一致的带皮纹的皮套,取下粉箱,模具冷却后,人工将皮套从模具上扒下。
搪塑皮套与仪表板骨架放在发泡模中,注入PU发泡料,熟化后成为搪塑表皮发泡仪表板。
搪塑工艺介绍
步骤: 步骤:
1、框架制造 2、从硅氧胶阴模1#复制出主 模型,带拼缝线 3、将主模型上的拼缝线处花纹 进行手工修正(图IV) 4、客户对修正后的主模型(图 V)进行认可
图IV
图V
步骤5 阴模2 步骤5:阴模2# Silicone negative model #2 with supporting shell
搪塑模制造工艺简介 Slush Shell Manufacture Process Brief Introduction
步骤1 步骤1: 步骤2 步骤2: 步骤3&4: 步骤3&4: 3&4 表皮包覆模 Leather or textured foil covered master model 阴模1 阴模1# Silicone negative model #1 with supporting shell 主模型及皮纹修正、 主模型及皮纹修正、客户认可 Mother model corrected and engraved including customer sign off 阴模2 阴模2# Silicone negative model #2 with supporting shell 电镀型芯模 Bath master 电镀镍壳模 Electro deposition nickel shell 镍壳模表面处理 Nickel shell surface treatment
时 间 Time 温 度 Temperature 角 度 Angle 速 度 Velocity
搪 塑 流 水 线 特 点(六) The characteristic of the slush line VI
• 搪 塑 模 具 与 粉 盒 的 自 由 组 合 Free combination between the slush mold and powder container • 对 加 料 系 统 的 自 动 控 制,加 料 精 确, 节 省 原 材 料 Automatically control material feeding system, ensure accurate material quantity, save the raw material
搪塑工艺简介
搪塑工艺流程图Slush process diagram步骤1:表皮包覆模Leather or textured foil covered master model 步骤2:阴模1#Silicone negative model #1 with supporting shell 步骤3&4:主模型及皮纹修正、客户认可Mother model corrected and engraved includingcustomer sign off步骤5:阴模2#Silicone negative model #2 with supporting shell步骤6:电镀型芯模Bath master步骤7:电镀镍壳模Electro deposition nickel shell步骤8:镍壳模表面处理Nickel shell surface treatment 搪塑模制造工艺简介Slush Shell Manufacture Process Brief Introduction步骤1:表皮包覆模Leather or textured foil covered master model步骤:1、包覆模型制造按照产品CAD数据,并计算包覆模型的材料收缩率和产品材料的收缩率,预留包覆表皮的厚度,制造包覆模型(见图I)2、表皮包覆将客户认可的表皮,按照客户要求的皮纹方向将表皮包覆在包覆模型上。
(见图II)3、客户对表皮包覆模进行确认图I 图II步骤2:阴模1#Silicone negative model #1 with supporting shell步骤:图III1、框架制造2、从表皮包覆模复制出硅氧胶阴模1#,带拼缝线(图III)步骤3&4:主模型及皮纹修正、客户认可Mother model corrected and engraved includingcustomer sign off步骤:1、框架制造2、从硅氧胶阴模1#复制出主模型,带拼缝线3、将主模型上的拼缝线处花纹进行手工修正(图IV)4、客户对修正后的主模型(图V)进行认可图IV图V步骤5:阴模2#Silicone negative model #2 with supportingshell步骤:图VI 1、框架制造2、从主模型复制出硅氧胶阴模2#(图VI),此硅氧胶阴模可复制4-6个电镀型芯模步骤6&7&8:电镀型芯模、电镀镍壳模及镍壳模表面处理Bath master、Electro deposition nickel shell、Nickel shell surface treatment1、从硅氧胶阴模2#复制出电镀型芯模图VII2、将电镀型芯模放入电镀池中进行电镀。
PVC搪塑 聚氨酯喷涂成型表皮(PU SPRAY)
仪表板表皮加工技术的介绍及最新进展搪塑成型表皮(Slush Moulded Skin)搪塑工艺是对带皮纹的搪塑模具(采用镍制壳)对背面或整体进行加热,模具和搪塑粉末的粉箱对接后旋转或一边加热一边旋转,粉箱中的塑料粉末自然落入模具中融化,热模表面上就会形成一个形状与模具一致的带皮纹的表皮,然后取下粉箱,对模具进行冷却后人工取下得到的表皮。
模具的加热主要通过热风,热砂或热油来进行。
冷却的话通过冷油,冷冻空气或冷水等媒介。
每一个成型周期都是一次模具的加热和冷却过程,温度从四五十度升高到二百多度,再降低到原来的四五十度,时间搪塑成型表皮(Slush Moulded Skin)搪塑工艺是对带皮纹的搪塑模具(采用镍制壳)对背面或整体进行加热,模具和搪塑粉末的粉箱对接后旋转或一边加热一边旋转,粉箱中的塑料粉末自然落入模具中融化,热模表面上就会形成一个形状与模具一致的带皮纹的表皮,然后取下粉箱,对模具进行冷却后人工取下得到的表皮。
模具的加热主要通过热风,热砂或热油来进行。
冷却的话通过冷油,冷冻空气或冷水等媒介。
每一个成型周期都是一次模具的加热和冷却过程,温度从四五十度升高到二百多度,再降低到原来的四五十度,时间也就是五六分钟,因此模具受到的热应力冲击很大,主要是用镍作为原料加工。
模具的寿命很短。
一般就是2~4万次。
目前全球的汽车仪表板搪塑模具制造商只有五六家,都在日本和德国等发达国家,而且由于其制作过程很大程度上依赖于技术熟练的技师,因此成本相对来说比较高。
搪塑工艺加工出来的表皮的花纹均匀,手感好,表皮的厚度均匀性也相对好,生产过程便于控制,易于掌握,但生产过程中的能耗很大的。
搪塑表皮的设计宽容度在现有的几种模塑表皮技术里面是最高的。
搪塑表皮的R角最小只能加工到1。
5毫米,再小的话,模具在承受热应力冲击时会损坏。
目前在中国的汽车行业内,PVC搪塞塑表皮被广泛应用在各种中高档车型的仪表板上,几乎超过80%的中高档车型采用了PVC材料。
搪塑工艺交流

搪塑工艺流程
模具加热
目前搪塑模具的加热方式主要有三种: 1,风加热:通过燃烧天然气、煤气或重油或 者电加热产生的热风来加热模具。它有一个加 热炉,整个模具置于炉子中加热,模具的温度 增加需要辅助喷嘴控制。
模具加热
2,油加热:模具的加热和冷却都是通过油来 进行的(分别是热油和冷油),模具各部分的温 度可以根据需要分别控制。 3,沙加热:模具加热是通过电加热沙子,沙 子与模具背面接触加热模具实现的,模具加热 时可以旋转,这时沙子与模具各部分接触的时 间长短可以调整,即模具各部分的温度可以根 据需要来调整。
搪塑工艺交流
陈翔
2009年6月
搪塑工艺交流
一、搪塑工艺介绍
二、搪塑工艺流程 三、搪塑产品典型的缺陷
搪塑工艺介绍
搪塑成型,又称旋转成型,是一种用热塑性 或热固性树脂制造中空部件的工艺。 对仪表板而言,就是使用的一个模具,和粉 盒结合后绕着一个单轴作旋转。旋转过程中, 粉末进入模具,与热的模具接触、熔化并在 模具内壁上形成厚度较均匀的片材,也就是 表皮
搪塑产品典型缺陷
1、表皮褶皱 产生原因: 产品被揉搓造成褶皱 脱模后产品未定型 产品没有按规定保存
搪塑ห้องสมุดไป่ตู้品典型缺陷
2、表皮料渣 产生原因: 粉盒中料渣过多 粉盒与模具贴合不好
搪塑产品典型缺陷
3、表皮粘膜 产生原因: 模具温度过高 丝状料渣掉到模具上 粉盒与模具贴合不好
相关搪塑产品在DVP上的检查项目
耐磨损、耐刮擦、耐清洁剂、雾化、阻燃性等 项目,每年一次的年度型式试验,分析方法 《试验报告》,分析方法《试验报告》。
注塑件搪塑工艺介绍

搪 塑 流 水 線 特 點(一) The characteristic of the slush line Ⅰ
• 實 現 了 流 水 化 生 產, 縮 短 了 生 產 節 拍, 大 大 提 高 了 生 產 能 力。 Continuous production, reduce the cycle time, increase the capacity. • 可 同 時 生 產 不 同 模 具 類 型、 外 形、 顏 色、原 材 料 的 儀 表 板。 Produce the different mold type, shape, color, ram material instrument panel at the same time. • 整 套 設 備 采 用 計 算 機 控 制, 實 現 全 自 動 化 生 產。 The whole equipment control by the computer, automatic production.
1.
2.
3.
對 清 洗 參 數 實 現 精 確 控 制 Accurately control the washing parameter 采 用 水 淨 化 系 統 Use the water purification system 采 用 特 種 表 面 脫 模 劑 Use the special surface mold release agent
圖I
圖II
步驟2:陰模1# Silicone negative model #1 with supporting shell
步驟:
1、框架製造 2、從表皮包覆模複製出矽氧膠 陰模1#,帶拼縫線(圖III)
圖III
步驟3&4:主模型及皮紋修正、客戶認可 Mother model corrected and engraved including customer sign off
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
實 現 對 搪 塑 模 具 的 全 域 均 勻 加 熱。 Uniformity heat the overall slush mold 可 對 模 具 局 部 加 熱 效 果 進 行 監 控 調 整。 Control and adjust the slush mold local heating efficiency. 生 產 的 表 皮 厚 度 更 均 勻。 Uniformity skin thickness
-
可設計形狀複雜的產品,非常小 的弧度,較深的倒角 Produce the complex shape product,very small radian R0.5, deep undercut • PVC材料成本低 Low PVC material cost • 工藝程序控制簡單穩定,工藝控 制成本低,模具清洗成本低,對 工藝的影響因素較少。 Simple and stable process control, low process control cost,low tool cleaning cost, less factor affect the process. • 線上搪塑模光澤可控制 On-line slush shell gloss controllable
搪塑工藝流程圖 Slush process diagram
PVC 搪 塑 工 藝 特 點(一) The peculiarity of the PVC slush process I
•
PVC Slush 手感Feeling 造型Styling 成本Cost 工艺过程控制 Process control 机械性能 Mechanical Properties 散发特性/气味 Emissions/Smell ++ ++ +++ ++ +
步驟:
1、框架製造 2、從矽氧膠陰模1#複製出主 模型,帶拼縫線 3、將主模型上的拼縫線處花紋 進行手工修正(圖IV) 4、客戶對修正後的主模型(圖 V)進行認可
圖IV
圖V
步驟5:陰模2# Silicone negative model #2 with supporting shell
步驟:
圖VI
步驟1:表皮包覆模 Leather or textured foil covered master model
步驟:
1、包覆模型製造 按照產品CAD資料,並計算包覆模型的 材料收縮率和產品材料的收縮率,預留 包覆表皮的厚度,製造包覆模型(見圖 I) 2、表皮包覆 將客戶認可的表皮,按照客戶要求的皮 紋方向將表皮包覆在包覆模型上。(見 圖II) 3、客戶對表皮包覆模進行確認
1、從矽氧膠陰模2#複製出電鍍型芯模 2、將電鍍型芯模放入電鍍池中進行電鍍。 3、電鍍完成後,鎳殼脫出。 4、按照客戶的表皮光澤度標準,對搪塑模 進行表面處理。 5、將搪塑模固定在搪塑模框架上(圖VII)。
圖VII
搪 塑 表 皮 優 點 The advantage of the slush skin
搪 塑 流 水 線 特 點(三) The characteristic of the slush line III
采 用 專 用 凝 膠 烘 箱, 凝 膠 烘 箱 能 保 證: Use the special gelification oven, this oven ensures: 可 對 模 具 局 部 凝 膠 效 果 進 行 監 控 調 整。 Control and adjust the slush mold local gelification efficiency. 表 皮 良 好 的 機 械 性 能 。 Good mechanical property of the slush skin
良 好 的 彈 性 及 低 收 縮 率 Good elasticity and shrinkage 良 好 的 機 械 性 能 Good mechanical property 良 好 的 耐 老 化 性 能 Good aging resistance 易 於 長 途 運 輸 Easy for long distance transport
搪 塑 流 水 線 特 點(四) The characteristic of the slush line IV
搪 塑 模 采 用 快 速 水 冷 卻 系 統, 縮 短 了 生 產 節 拍。 Use the water cooling system, shorten the cycle time. 搪 塑 模 具 的 快 速 換 模 Quickly change the slush mold
搪 塑 流 水 線 特 點(一) The characteristic of the slush line Ⅰ
• 實 現 了 流 水 化 生 產, 縮 短 了 生 產 節 拍, 大 大 提 高 了 生 產 能 力。 Continuous production, reduce the cycle time, increase the capacity. • 可 同 時 生 產 不 同 模 具 類 型、 外 形、 顏 色、原 材 料 的 儀 表 板。 Produce the different mold type, shape, color, ram material instrument panel at the same time. • 整 套 設 備 采 用 計 算 機 控 制, 實 現 全 自 動 化 生 產。 The whole equipment control by the computer, automatic production.
搪 塑 表 皮 質 量 控 制 The quality control of the slush skin
• 采 用 專 用 檢 測 設 備,在 線 對 搪 塑 表 皮 的 重 要 性 能 指 標 進 行 檢 測 並 記 錄, 包 括: Use the special inspection equipment, inspect and record the slush skin important property at the production line, including:
搪 塑 流 水 線 特 點(五) The characteristic of the slush line V
• 對 搪 塑 生 產 工 藝 中 的 所 有 工 藝 參 數 精 確 控 制 , 實 時 控 制 及 記 錄 重 要 工 藝 參 數 ,包 括: Accurately control the process parameter of the slush skin manufacture, real-time control and record the important process parameter, including:
搪 塑 流 水 線 特 點(二) The characteristic of the slush line Ⅱ
• 加 熱 烘 箱 采 用 特 種 加 熱 技 術, 這 種 技 術 具 有 以 下 特 點: The heating oven use the special heating technology, this technology has the listed characteristic:
搪塑模製造工藝簡介 Slush Shell Manufacture Process Brief Introduction
步驟1:
步驟2: 步驟3&4:
步驟5:
步驟6: 步驟7: 步驟8:
表皮包覆模 Leather or textured foil covered master model 陰模1# Silicone negative model #1 with supporting shell 主模型及皮紋修正、客戶認可 Mother model corrected and engraved including customer sign off 陰模2# Silicone negative model #2 with supporting shell 電鍍型芯模 Bath master 電鍍鎳殼模 Electro deposition nickel shell 鎳殼模表面處理 Nickel shell surface treatment
時 間 Time 溫 度 Temperature 角 度 Angle 速 度 Velocity
搪 塑 流 水 線 特 點(六) The characteristic of the slush line VI
• 搪 塑 模 具 與 粉 盒 的 自 由 組 合 Free combination between the slush mold and powder container • 對 加 料 系 統 的 自 動 控 制,加 料 精 確, 節 省 原 材 料 Automatically control material feeding system, ensure accurate material quantity, save the raw material
• 可 生 產 形 狀 複 雜 的 產 品 Produce the complex shape product • 紋 理 均 勻 美 觀 The grain uniformity and nice • 手 感 柔 軟 舒 適 Soft and comfortable feel • 表 皮 厚 度 均 勻 Uniformity skin thickness
1.
2.
3.
對 清 洗 參 數 實 現 精 確 控 制 Accurately control the washing parameter 采 用 水 淨 化 系 統 Use the water purification system 采 用 特 種 表 面 脫 模 劑 Use the special surface mold release agent