滑块结构设计大全
滑块设计经验要点,全图解案例说明!
滑块设计经验要点,全图解案例说明!滑块的设计过程包括:确定滑出距离→设计滑出方式(斜导柱、油缸)→设计压板→设计限位方式(弹簧、限位夹)→设计水路。
确定需要设计滑块的区域与滑出距离, 滑块实际滑出距离要>产品到扣距离5~10MM。
确定需要设计滑块的区域与滑出距离。
设计滑块与滑出方式,首选斜导柱滑出方式,其次选油缸滑出方式。
滑块一般分为:•成型部分•定位部分•锁模部分•导向部分选用斜导柱滑出的:•斜导柱角度要小于滑块锁模角度2度•斜导柱尺寸一般为20~30MM•最小不能小与12MM一般斜导柱固定最滑块顶部,对于高度超过100的滑块,导柱固定在滑块下部,可以使滑块滑出更加平稳。
滑块宽度超过200的要设计2只斜导柱,2只斜导柱的尺寸、大小、角度等多要一致,一般情况下滑块的锁模面和底面多要设计耐磨板。
斜导柱的固定方式,首选斜导柱固定块固定。
对于滑出距离超过40的可使用油缸滑出,油缸一般使用前法兰的安装方式。
油缸一般选用标准油缸,前面用工字套连接滑块;出口模选用君帆、太阳派克油缸等进口油缸;国产模选用黄岩本地油缸。
所有的滑块都要设计压条(工字)。
滑块宽度超过200MM的,在滑块中间要增加导向条。
对与长度超过400的滑块,除了增加导向条还要在中间增加工字条。
对与长度超过400的滑块,除了增加导向条还要在中间增加工字条。
设计滑块的限位方式:使用斜导柱滑出的滑块要用弹簧+限位块或限位夹+限位块的限位方式。
使用弹簧限位的滑块重量超过的15KG的滑块要使用2个弹簧限位。
使用限位夹限位的滑块重量超过的40KG的滑块要使用2个限位夹。
斜度特别大的滑块,可在下面增加工字块,用工字块的滑动带动滑块往下滑。
使用油缸滑出的滑块要安装行程开关。
成型面积多的滑块要设计冷却水冷却。
滑块在天侧的,水路要先接到模板上,再从模板的反操作侧接出。
模具滑块机构的设计
六‧滑块入子的连接方式
滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连 接方式可能不同,具体入子的连接方式大致如下:
七‧滑块的导滑形式
滑块在导滑中,活动必 须顺利、平稳,才能保 证滑块在模具生产中 不发生卡滞或跳动现 象,否则会影响成品质 品,模具寿命等。(压板 规格超级链接)常用的 导滑形式如右图所示。
最后一步骤更改即可。得公式如下:
W=bh2/b 当 b=2/3h时, W=h3/9 h3/9=pL/[σ]弯=PH/([σ]弯cosα) H=3√9PH/([σ]弯cosα) (cm) 当 b=h时, W=H3/b] H=3√(6ph/[σ]弯*cosα) (cm) 式中 h---拔块截面长边(cm) b---拔块截面短边(cm
13.7KN/CM2 (137MPA) M弯---斜销承受最大弯矩
即 W=(πd4/64)/(D/2)= πd3/32=0.1d3
抽心力的计算及强度校核
0.1d3=pL/[σ]弯=PH/([σ]弯cosα) D=3√(ph/0.1[σ]弯cosα (cm) 3‧拔块的截面尺寸校核 拔块的截面尺寸校核原理与斜撑梢计算原理一致。只是将
1.成品外侧滑块抽芯力大防止成品拉变形 2.利用延迟滑块作强制脱模 下图为水管及水管延迟简图:
十一、延时滑块
合模状态
十一、延时滑块
第一次开模
第二开模完毕状态
十二、斜销式滑块
1.斜销式滑块适用放范围 一般用在成品有滑块机构,同
时沿滑块 运动方向成品也有倒勾,这
时可采用 斜销式滑块。 注: 右图为斜销式滑块的典型实
2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模. 如下图所示:
α1°=d°-b° d-b°≦25°
经典:各种滑块设计经验结构

後
拉
勾
帶
動
機
構
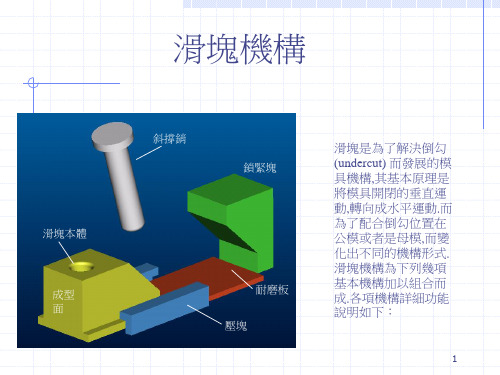
滑塊各相關部位的設計
1﹑滑塊PL線的建立與客戶對産品的外觀要求必須完全保持一致﹔ 2﹑上,下(或左,右)靠破面(或插破面)必須足夠封住膠料的流動﹔ 3﹑必須建立滑塊合模行程方向的主定位面﹐它與靠破面有本質的區別:
A.定位面-----它是滑塊行程的終止位置,它與模仁之間的間隙為零,同時 也是滑塊加工的基準平面。
主題:
塑膠模具設計 工作流程 指導書
(第三部分)滑塊機構
報告人:徐紀國
編寫《工作流程》的宗旨
提倡設計《標准化》與《規范化》。 創導流程式的作業方式。 建立典型結構資料庫。 端正設計者思路﹐打開設計盲點。 引導思考方法與解答問題的辦法。
模具基本結構的組成系統
(一)﹑標准化模座結構 (二)﹑模仁.入子結構 (三)﹑滑塊與抽芯系統 (四)﹑斜銷與頂出.回復系統 (五)﹑ 冷(熱)澆注系統 (六)﹑ 冷卻系統 (七)﹑ 排氣系統 (八)﹑ (CAE)模流分析系統 (九)﹑ 客戶產品要求書
與分模動作的順暢﹔ 12﹑滑塊背部耐磨塊的建立。其作用有兩點﹕
A﹑耐磨性; B﹑利用耐磨塊厚度尺寸可以調節滑塊與鎖緊塊的間距(此點是考盧鉗工配模作業
方便)﹔ 13﹑滑塊底部耐磨塊的建立﹔ 14﹑滑塊加工基準面的確定﹔
15﹑大型滑塊各成型曲面加工的對刀方式及檢測方式﹔ 16﹑大型滑塊合模修配時的吊裝方式﹔ 17﹑大型滑塊吊模螺絲孔的確定﹔ 18﹑滑塊修配面的餘量及相關尺寸對裝配的影響分析﹔ 19﹑滑塊非配合面的逃料形式﹔ 20﹑確定滑塊各靠破面及成型周邊排氣的建立方式﹔
4.爆炸式滑塊
.
上固定板
1
母 模
母模板
撥
桿
模具滑块设计细节和滑块机构
17
滑塊的限位
滑塊的限位:
1)利用螺絲限位,安全可 靠;我們廠較為常用.
2)利用定位珠限位,彈簧的彈 力要足夠; 這設計較少用.
18
滑塊的冷卻
相對比較大的滑塊,會使 該區域的熱傳導變差(因 為滑塊其接觸面一定會有 間隙,而間隙內的空氣是 熱的不良導體,會使成型 時的熱量無法順利的排出 模具).因此,在尺寸允許 下,滑塊內部盡量要設計 冷卻系統.
14
滑塊入子的固定方式<一>
滑塊入子的固定方式一:螺絲固定.
如(左圖)所示的3d mold,它 的固定目的是為了方便加工 而用螺絲固定的.
15
滑塊入子的固定方式<二>
滑塊入子的固定方式二:以PIN固定.
當滑塊入 子受滑塊 內部空間 所限制的 情況下我 們採用打 Pin的方式 將其固定.
16
滑塊入子的聯接方式
2
設計要項<一>
設計的要項一﹕滑塊行程 S1 > 倒勾行程 S.
滑塊行程必須大 於倒勾行程,倒 勾的部分才能完 全脫離成品.滑 塊行程 S1=倒勾 行程 S + (1 至 2) mm.
在設計上多預留 (1 至 2) mm 的目的,在於避 免鉗工在作斜撐 銷孔圓角時作的 過大,造成滑塊 後退行程不足.
1
滑塊設計基本參數
滑塊設計基本參數﹕
S1 :倒勾距離 S2 :滑塊行程 S3 :限位滑塊行程 D :斜撐銷直徑 D1 :斜撐銷孔直徑 a :斜撐銷角度 A :鎖緊塊角度 L :斜撐銷總長 L1 :斜撐銷有效長度 S3>S2>S1 A>a+2度 S3=S2+(0.2~0.5mm)
滑块结构设计大全
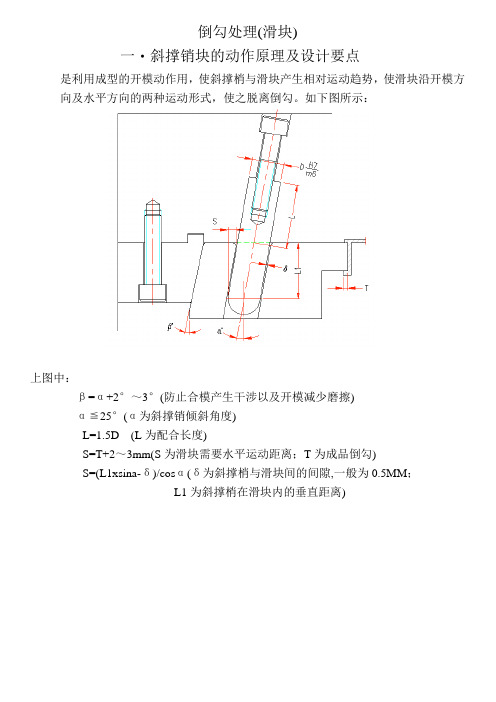
滑块结构设计大全-CAL-FENGHAI.-(YICAI)-Company One1倒勾处理(滑块)一?斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L= (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二?斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三?拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧(H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四?滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明?滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合.采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具.采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的~2倍,适用于滑块较大,向上和侧向抽芯.六?滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合.采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下.采用压板固定适用固定多型芯.七?滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
滑块结构设计大全.
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合.采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具.采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的1.5~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
滑块典型机构

5.滑块挡块
滑块脱出ANGLE PIN后,需采用挡块限位
a
a:成品倒勾行程 b:Angle Pin拨动的行程 c:滑块退出的行程
相互关系
b=a+(2~3)MM (b的大小取决于ANGLE PIN 的斜度a与其导引长度A) c=b+0.5MM左右(取整) (r如果为拨块式,c值稍取小一点)
6.滑块弹簧
3.滑块压块
(1). 滑块压块的作用:压紧并导向;
(2).尺寸参数: W>D+滑块行程 A一般取20~30MM B一般取15~30MM (3).滑块压块入凸出母模板时侧边需做避空; (4).滑块压块需热处理,其a,b面还需要研磨加工,并需 加工油槽(油槽凹1.0MM)
4.滑块导向块
滑块在200MM以上时,需在滑块底部加工上导向块,采用两个Angle Pin拨动。 滑块导向块需热处理,其两侧需研磨加工,且需加工油槽(油槽凹1.0MM)其 顶部面与滑块本体需避空0.5MM
让位图
滑块PIN
滑块本体
在滑块本体上直接铣一个方槽定位(见图05-56)
限位方向 限位方向 定位方槽
螺丝 限位方向
在滑块本体上单独加工一个固定块定位(05-57)
固定块
隧道式圆形滑块入子: (1).滑块本体上铣一个T型槽,利用此T型槽和滑块在模仁的配合孔定位(见图05-58); (2).有时由于圆形滑块入子距PL面很远,在滑块本体上铣T型槽需铣很深,所以一般不 按上述方法固定,一般从滑块本体后面用无头螺丝固定或直接用滑块背部耐磨块压住( 见图05-59);
限位块
a
拖块a
拖块b
4.公母内滑块
拨动块
此种滑块结构只适合于成品倒勾距离模 仁边框很近,且A尺寸不能过小,保证 模仁的强度
模具滑块机构的设计

十、母模爆炸式滑块
(1).爆炸式滑块适用场合 一般成型在母模侧且对滑块成型面积较大,尤其是滑块在
母模侧很深的情况下使用。(下图为爆炸式滑块典型实例:)
此角落有倒勾
斜面
此面为倒勾面
(2).炸式滑块简图如下:
(2).炸式滑块简图如下:
(3).行程计算
如下图中 S=L*sinβ (β为T槽角度;L为沿T槽方向行程;S为滑块水平运动距离)
L1为斜撑梢在滑块内 的垂直距离)
二‧斜撑梢锁紧方式及使用场合
二‧斜撑梢锁紧方式及使用场合
三‧拔块动作原理及设计要点
利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开 如下图所示:
左图中: β=α≦25° (α为拔块倾斜角
度) H1≧1.5W (H1为配合长度) S=T+2~3mm (S为滑块需 要水平运动距离;T为成品倒勾)
S=H*sinα-δ/cosα (δ为斜撑梢与滑块间的间隙,一
般为0.5MM; H为拔块在滑块内的垂直距离) C为止动面,所以拨块形式一 般不须装止动块。(不能有间隙)
四‧滑块的锁紧及定位方式
五.滑块的定位方式
滑块在开模过程中 要运动一定距离, 因此,要使滑块能 够安全回位,必须 给滑块安装定位装 置,且定位装置必 须灵活可靠,保证 滑块在原位不动, 但特殊情况下可不 采用定位装置,如 左右侧跑滑块,但 为了安全起见,仍 然要装定位装置. 常见的定位装置如 右:
β=α+2°~3° (便于开模及减小摩擦) H≧1.5D (H为斜撑销配合长度;D为斜撑销直径)双T槽机构范例
4.双”T”槽的计算公式及注意事项:
双”T”槽结构范例
4.双”T”槽的计算公式及注意事项:
机箱常用滑块结构范例

2.為確保滑塊活動可靠,滑塊頂部應布置適當數量的浮升銷;
3.當滑塊以共用形式加工時,應將滑塊繞模板中心旋轉180度進行加工,設計者不需將圖元旋轉,調整工作由加工部門處理;
4.當模板中間有較小滑塊時,若滑塊斜度小於或等於15度,導滑槽可直接在模板上割出,若滑塊斜度大於15度時,模板上的導滑槽最好改為入塊形式。
3.滑塊角度α一般20%%d以內可任取,優先選用5%%d,10%%d,20%%d,30%%d,40%%d;當大于20度時﹐只能取30度及40度兩種﹐斜角最大不超過40度。
4.配合部分大滑塊及模板通常取外角為R1.0﹐內角取R0.8﹐如圖(8)所示;小滑塊及模板取外角R0.5內角取R0.3。
5.滑塊行程一般不大於H/2。
3.如圖(3),適用於需快速裝卸的大中型滑塊,依靠滑塊底部的限位板限位;
4.如圖(4),適用於需要滑塊在接觸料片前先復位的場合,靠滑塊的頂料銷作用,先將滑塊復位,頂料銷的長度通常取7mm,浮出斷面2mm,選用TM彈簧;
5.如圖(5),適用於兩折邊的對面距離較小等的一些特殊場合,中間滑塊垂直運動,左右滑塊水平運動,中間滑塊依靠內導柱導向,左右滑塊依靠等高套或滑槽限位,等高套筒長度取夾板厚度加0.5mm。
4.滑塊通用結構及尺寸﹕
1.滑塊常用的結構形式有如圖(6),(7),(8),圖(6)一般用於滑塊尺寸較小而無法設置燕尾的情況,在受到位置限制時圖中尺寸A,B,C,D一般最小取3mm。
2.滑塊與模板的配合間隙一般在模板上割單邊+0.02mm,大中型滑塊割共用時設計者隻需畫出滑塊的理論形狀,共用處的階梯斷面及間隙由加工部門自行處理。
1.目的
推行模具五金零件標準化,實現模具設計快速作業。
2.適用范圍
模具设计滑块结构技巧汇总
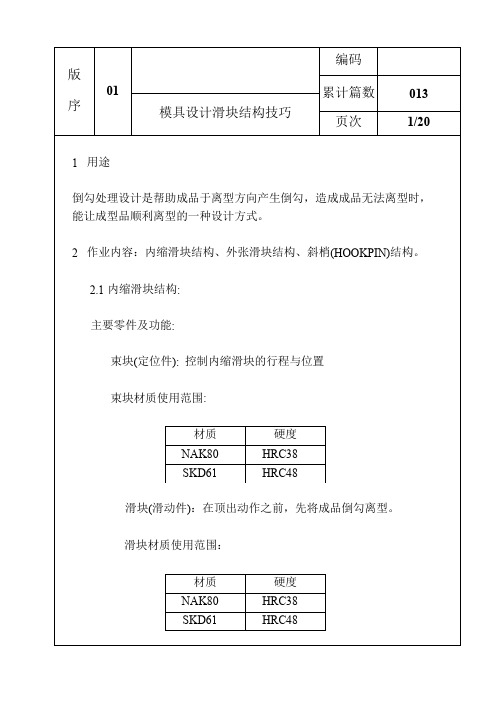
编码
版
01累计篇数013序模具设计滑块结构技巧
页次7/20
作。
如果不加弹簧3,内缩滑块1由于与契块5长时间磨擦而咬伤。
加了弹簧3后,由于在每次运动时内缩滑块1都与契块5贴合接触,
接触面积较大,就不易咬伤。
特点﹕在内缩滑块侧向增加一弹簧会使内缩滑块动作更加顺畅﹐
且内缩滑块不容易咬伤。
2.1.7.使用范例(七):
动作原理:BLOCK3固定在母模板1上,当PL面打开时,BLOCK4
在弹簧的作用下往内往下运动,带动HOOK PIN往内往下运动,实
现
母模顶出。
合模时,回位梢5首先与公模仁接触,使BLOCK4往上运
动,从而带动HOOK PIN回退。
注意事项:
这种母模顶出机构设计的优点是:设计的空间比较小;限制是斜角梢不。
滑块结构设计大全-(37931)

倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾) S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B 拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm (S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合. 采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具. 采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的1.5~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
03-汽车模具结构设计-滑块设计

当塑件上具有内外侧孔或内外侧凹时,塑件不能直接从模具中脱出。
需要将成型塑件侧孔或侧凹等位置特征做成活动的模具零件,成为侧型芯。
在塑件脱模前,先将侧型芯从塑件上抽出,然后再从模具中推出塑件。
完成侧型芯抽出和复位的机构就叫侧向分型与抽芯机构,简称为侧抽机构。
侧向分型-滑块抽芯机构:1—楔紧块2—斜导柱3—侧滑块4—耐磨板5—限位块6—耐磨板7—弹簧8—导轨1)注塑材料为PP 、PE 系列的选用718H/1.2738 氮化处理。
ABS 、ASA 、ABS+PC 、/PMMA 、PC.、POM 系列材料用1.2344ESR PP ‐GF 、PA ‐GF 系列材料使用1.2738 氮化处理。
(2)楔紧块选用材料为P20(3)耐磨板、导轨、压块选用PUNCH 、MISUMI 标准;(4)定位块的材料选用为:9GrWMn ,热处理50~55 HRC 。
滑块行程计算:计算公式:S=t+A L=S÷sinα式中:S ——滑块行程,mm;t ——侧孔、侧凹厚度或倒扣的长度,mm;L——斜导柱导向长度,mm;α——斜导柱倾斜角度;A ——滑块的安全距离滑块胶位面高度H:H≤50 时,A=3;50<H≤120 时,A=5;120<培训H≤200,A=10;H>200 时,A=15。
注:大型产品件,顶出时侧抽距离要避开产品下边缘的宽度。
滑块压条的设计滑块设计时候要考虑以下几点:1、滑块本体长度C≥0.6*滑块的高度H 或0.6*滑块的长度L(按最大值);2、铲基角度F=斜导柱角度E+2°;3、铲基有效高度h≥2/3*H 或滑块上胶位高度(按最大值);4、导轨高度B≥2/3*滑块的高度H,导轨藏位深度A≥1/3*滑块的高度H;5、斜导柱角度E<25°,斜导柱倒角e=斜导柱角度E;6、滑块行程T至少预留3.0mm安全系数;铲基1、当滑块伸入前模部分占滑块高度的2/3时,铲基由模胚原身留,并增加调整块(如下图所示)。
J23-40型压力机曲柄滑块机构结构设计汇总
齐齐哈尔大学毕业设计(论文)题目 J23-40压力机曲柄滑块机构结构设计学院机电工程学院专业班级机械116班学生姓名周新指导教师刘尚成绩年月日摘要曲柄压力机广泛应用于冲裁,弯曲,校正,模具冲压等工作。
本次设计的为J23-40型压力机曲柄滑块机构结构设计。
此次设计由于分工不同,主要完成的是曲柄压力机曲柄滑块机构的设计。
在设计中主要是根据总体设计确定的压力机主要参数,公称压力,滑块行程等参数参考相关手册初步估算曲柄,连杆,滑块,导轨相关尺寸,然后分别校核,修正,最终确定各零部件尺寸,并根据要求完成装模高度调节装置设计。
最后写出详尽曲柄滑块机构设计说明书,绘出主要零件图。
关键词:公称压力;曲轴;连杆;滑块AbstractCrank press machine widely used in punching, bending, correction, die stamping etc.. The design for the structure design of slider crank mechanism of J23-40 press.This design due to different division of labor, mainly to complete the design of the crank press slider crank mechanism. In the design is mainly according to the press of the key parameters to determine the overall design, the nominal pressure, slide stroke parameters reference manual preliminary estimates of crank, connecting rod, a slide block, rail correlation dimension, then check, correction, and ultimately determine the size of parts and components, and according to the required to complete die filling height adjustment device design. Finally, write the detailed design specification of slider crank mechanism, figure out major parts.Keywords: nominal pressure;crankshaft;connecting rod;slider目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 研究背景 (1)1.2 国内外研究现状 (1)1.3 曲柄压力机的工作原理及主要参数 (2)1.3.1 曲柄压力机的工作原理 (2)1.3.2 曲柄压力机工作的特点 (3)1.3.3 J23-40型压力机主要参数 (3)1.4 本章小结 (4)第2章曲柄滑块机构的运动分析与受力分析 (5)2.1 曲柄滑块机构的运动规律 (5)2.1.1 滑块的位移和曲柄转角之间的关系 (5)2.1.2 滑块的速度和曲柄转角之间的关系 (6)2.2 曲柄滑块机构的受力分析 (7)2.2.1 忽略摩擦情况下滑块机构的力学分析 (7)2.2.2 考虑摩擦情况下滑块机构的力学分析 (9)2.3 本章小结 (11)第3章曲轴轴系部件的设计计算 (12)3.1 曲柄形式 (12)3.1.1 曲轴驱动的曲柄滑块机构 (12)3.1.2 偏心轴驱动的曲柄滑块机构 (13)3.1.3 曲拐驱动的曲柄滑块机构 (13)3.1.4 偏心齿轮驱动的曲柄滑块机构 (14)3.2 曲轴的设计计算 (14)3.2.1 曲轴材料的选定 (14)3.2.2 估算曲轴的相关尺寸 (15)3.2.3 曲轴的强度及刚度校核 (16)3.3 连杆和装模高度调节机构 (20)3.4 连杆结构的设计计算 (21)3.4.1 连杆的选择 (21)3.4.2 连杆尺寸设计计算 (21)3.4.3 连杆及调节螺杆的强度校核 (22)第4章滑块部件的结构设计 (25)4.1 滑块与导轨的结构 (25)4.1.1 滑块的导向调节间隙 (25)4.1.2 导轨的形式 (26)4.2 滑块与导轨的材料选择 (27)4.3 滑块的有限元分析 (27)4.3.1 模型的生成 (28)4.3.2 模型的简化 (28)4.3.3 网格的划分 (29)4.3.4 约束条件与力的施加 (29)4.3.5 UG8.0 NASTRAN计算结果分析 (30)结论 (32)参考文献 (33)致谢 (34)第1章绪论1.1研究背景制造业的发展是国家经济发展的重要保证之一,同时又是判断一个国家科技实力和国防实力是否领先的重要标准。
滑块结构设计大全解读
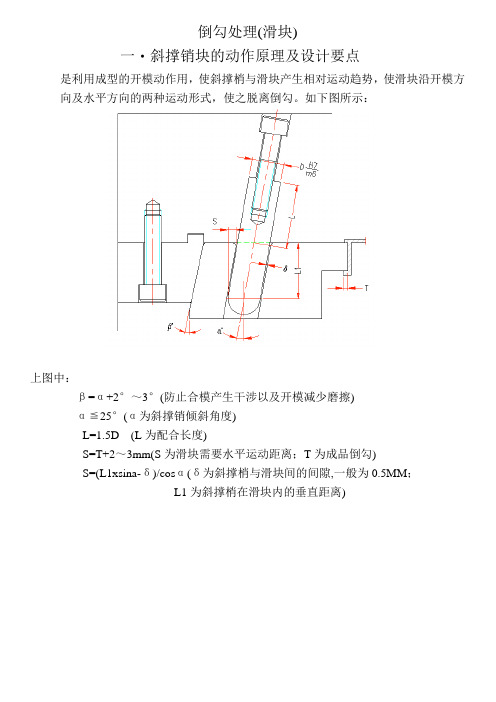
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
模具滑块机构的设计要点课件
采用拔动兼止动 稳定性较差,一般 用在滑块空间较 小的情况下.
简图
说明
采用嵌入式锁紧 方式,适用于较
宽的滑块 .
采用嵌入式锁紧 方式适用于较宽 的滑块.
采用镶式锁紧方 式,刚性较好一 般适用于空间较 大的场合.
五.滑块的定位方式
滑块在开模过程中 要运动一定距离, 因此,要使滑块能 够安全回位,必须
β=α+2°~3° (便于开模及减小摩擦) H≧1.5D (H为斜撑销配合长度;D为斜撑销直径)双T槽机构范例
4.双”T”槽的计算公式及注意事项:
双”T”槽结构范例
4.双”T”槽的计算公式及注意事项:
双”T”槽结构范例
4.双”T”槽的计算公式及注意事项:
双”T”槽结构范例
4.双”T”槽的计算公式及注意事项:
4.双”T”槽的计算公式及注意事项:
注意事项:
a.装配要求:滑块入子与倾斜的入子孔装配,要特别注意尺寸A与A1 的关系,应为A>A1 。
b.双T槽公差:如下图
两面要靠破接触面 积大 强度好
此面要有间隙 减少接触面 防止卡滞
装配注意事项范例
4.双”T”槽的计算公式及注意事项:
开通
上图中 滑块入子能顺利装入公模仁内,要求S1>S或将公模板开通。(见右图)
导滑形式如右图所示。
说明
采用整体式 加工困难, 一般用在模 具较小的场 合。
简图
用矩形的压 板形式,加 工简单,强 度较好,应 用广泛,压 板规格可查 标准零件表.
采用”7” 字形压板, 加工简单, 强度较好, 一般要加销 孔定位.
说明 采用压板,中央 导轨形式,一般 用在滑块较长 和模温较高的 场合下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm (S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合.采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具.采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的1.5~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合.采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用整体式加工困难,一般用在模具较小的场合。
采用压板,中央导轨形式,一般用在滑块较长和模温较高的场合下。
用矩形的压板形式,加工简单,强度较好,应用广泛,压板规格可查标准零件表.采用”T”形槽,且装在滑块内部,一般用于容间较小的场合,如跑内滑块.采用”7”字形压板,加工简单,强度较好,一般要加销孔定位.采用镶嵌式的T形槽,稳定性较好,加工困难.八‧倾斜滑块参数计算由于成品的倒勾面是斜方向,因此滑块的运动方向要与成品倒勾斜面方向一致,否侧会拉伤成品。
1.滑块抽芯方向与分型面成交角的关系为滑块抽向动模.如下图所示:α°=d°-b°d°+b°≦25°c°=α°+(2°-3°)H=H1-S*sinb°S=H1*tgd°/cosb°L4=H1/cosd°2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模.如下图所示:α1°=d°-b°d-b°≦25°c°=a°+(2°+3°)H=H1+S*sinb°S=H1+tgd°/cosb°L4=H/cosd°九‧母模遂道滑块1.应用特点a.制品倒勾成型在母模侧b.制品外观有允许有痕迹c.滑块成型面积不大如下图所示:2.母模遂道块简图如下:(超级链接2183动画) 此处倒勾成形在母模侧,且外观不允许有痕迹,须跑母模遂道滑块。
第一次开模合模状态第二次开模及顶出状态(3).设计注意事项a.上固定板的厚度H2≧1.5D (D为大拉杆直径;大拉杆直径计算超级链接三板模大拉杆计算;H2上固定板的厚度)b.拨块镶入上固定板深度H≧2/3H2c.注口衬套头部要做一段锥度,以便合模。
且要装在上固定板上,以防止成型机上的喷嘴脱离注口衬套,产生拉丝现象不便取出,影响下一次注射。
d.拨块在母模板内要逃料。
e.耐磨板要高出母模板0.5mm,保护母模板。
以及支撑拨块防止拨块受力变形。
f.小拉杆限位行程S≦2/3H1,以利合模。
(H1为滑块高度)g.拨杆前端最好装固定块,易调整,易加工,构成三点支撑,增加拨块强度。
h.要使耐磨块装配顺利,要求点E在点D右侧。
如下图所示:i.滑块座与拨块装配时,要特别注意尺寸B与B1的关系,应为B>B1,但为了装配的顺畅,也可将其滑块座后模板部分全部挖通。
(4)双”T”槽的计算公式及注意事项:如上图中S3=H*tgγ;(H为滑块下降的高度即小拉杆行程; γ为拨块角度)S2=δ2*cosγ;(δ2为拨块与滑块间隙,一般为0.5mm)S=S3-S2=H*tgγ-δ2*cosγ=(H*sinγ-δ2)/cosγ;(S为滑块水平运动距离)S4=δ1/cosα;两面要靠破接触面积大此面要有间(δ1滑块入子与滑块间隙隙;α为滑块入子倾斜角度)S1=(H*sinβ-δ1)/sin(α+β);(β为勾槽间隙,一般为0.5mm;S1为滑块入子脱离倒勾距离)注意事项:a.装配要求:滑块入子与倾斜的入子孔装配,要特别注意尺寸A与A1的关系,应为A>A1 。
b.双T槽公差:如下图装配注意事项范例模具简上图中滑块入子能顺利装入公模仁内,要求S1>S或将公模板开通。
(见右图)β=α+2°~3°(便于开模及减小摩擦)H≧1.5D (H为斜撑销配合长度;D为斜撑销直径)双T槽机构范例双”T”槽结构范例2‧母模爆炸式滑块(1).爆炸式滑块适用场合一般成型在母模侧且对滑块成型面积较大,尤其是滑块在母模侧很深的情况下使用。
(下图为爆炸式滑块典型实例:)(2).炸式滑块简图如下:开模状态(3).行程计算:如下图中S=L*sinβ(β为T槽角度;L为沿T槽方向行程;S为滑块水平运动距离) H=L*cosβ(H为滑块纯垂直运动距离)(4).爆炸式滑块设计要求及注意事项:如右图中所示:a.底部耐磨板要做斜面,减少滑块与公模板间磨损,一般取1.5˚~3˚,装配位置须在滑块重心3/4处。
b.S1>S (S为滑块水平运动距离)c.滑块背部耐磨板要高出滑块背部0.5mnme.挡块与抓勾间角度γ>耐磨板倾斜角度f.β=α(β为“T”槽角度;α为限位拉杆角度)g.T型块长度尽量取长,高出母模板10mm即可。
h.滑块头部要装合模螺钉,便于组模,试模要取下。
i.锁T形块螺钉要垂直于T形块j.头部弹簧须求滑块重量k.滑块背部要做对刀平面l.滑块两侧面要做限位槽m.滑块头部一定要做基准面,便于组模及加工基准,一般取8mm以上n.爆炸式滑块一定要做凸肩(定位翅膀),以利合模且要有一个基准,不可逃料。
基准斜面对刀面限位槽装配位置须考虑 滑块重心位置(5).特深爆炸式滑块注意事项: a.导向杆要从母模板装置a. 母模板要凸出公模板内,防止 母模板外掀,增加模具强度b. 在母模板凸出外侧要做耐磨板, 防止磨损,易调整d.其它注意事项与上述相同定位翅膀基准面 不可逃料此处合模后再修顺(3)‧滑块打顶针一般对于成品璧厚薄而深,壁侧面抽芯孔位较多,抽芯力较大,在跑滑块时,成品可能被滑块拉变形或拉伤。
为防止成品被滑块拉变形或拉伤,需在滑块内打顶针,以阻止成品被滑块拉变形或拉伤。
a.滑块内部打顶针(范例1)2.常见滑块内打顶针有两种方式。
如下图所示:五‧延迟滑块1成品外侧滑块抽芯力大防止成品拉变形2.利用延迟滑块作强制脱模下图为水管及水管延迟简图:第二开模完毕状态六‧斜销式滑块1.斜销式滑块适用放范围一般用在成品有滑块机构,同时沿滑块运动方向成品也有倒勾,这时可采用斜销式滑块。
注:右图为斜销式滑块的典型实例:2.斜销式滑块简图如下:3‧内滑块(1). 用凸台形式(如下图)上图中行程计算与拨块式滑块一致(2). 用斜撑销形式(如下图)上图中S1=S+1mm以上(S为倒勾距离;S1为滑块沿斜面运动距离)S2=S1/cosβ(S2为滑块相对水平距离;β为滑块倾斜角度) S2=S3=(H1*sinα-0.5)/cosα(H1为相对垂直高度;α为斜撑销倾斜角度α≦25)°γ=α+2°~3°H≧1.5D (D为斜撑销直径;H为斜撑销配合长度)详细尺寸计算超级链接倾斜滑块计算‧抽心力的计算及强度校核1‧抽芯力的计算由于塑料在模具冷却后,会产生收缩现象,包括模仁型芯及其它机构零件(如斜梢.滑块.入子等)因此,在设计滑块时要考虑到成品对滑块的包紧力,受力状态图如右:注:F=F4*cosα-F3cosα=(F4-F3)*cosα式中F---抽芯力(N);F3---F2的侧向分力(N)F4---抽芯阻力(N);α---脱模斜度.由于α一般较小,故cosα=1即F=F4-F3而F2=F1-cosαF3=F2tgα=F1cosα*tgα=F1*sinαF4=F2*μ=μ-F1cosα即F=F4-F3=μ*F1cosα-F1sinα=F1(μcosα-sinα)式中F1-----塑料对型芯的包紧力(N)F2---垂直于型芯表面的正压力(N)μ---塑料对钢的摩擦系数,一般取0.2左右而F1=CLF.式中C----型芯被塑料包紧部分断面平均周长(CM)L---型芯被塑料包紧部分长度(CM)F0---单位面积包紧力,一般可取7.85~11.77MPA即F=100CLF0(μcosα-sinα) (N)2‧斜撑梢直径校核斜撑梢直径要受到本身的倾斜角度、长度以及所需脱模距离的综合影响,因此,在设计过程中,几个参数需要相互调配得到最佳合理化.以确保滑块运动顺畅,具体计算公式如下:注:图中P---斜销所受最大弯曲力L---弯曲力距P1---抽芯阻力H---抽芯孔中心到A点的距离α°---斜撑销倾斜角P2---开模力由图中得到:P=P1/cosα(KN)M弯=PL (KN)又M弯≦[σ弯]*W (KN)即PL=[σ弯]*W (KN)式中W---抗弯截面系数[σ弯]---弯曲许用应力(对碳钢可取13.7KN/CM2 (137MPA)M弯---斜销承受最大弯矩即W=(πd4/64)/(D/2)= πd3/32=0.1d30.1d3=pL/[σ]弯=PH/([σ]弯cosα)D=3√(ph/0.1[σ]弯cosα(cm)3‧拔块的截面尺寸校核拔块的截面尺寸校核原理与斜撑梢计算原理一致。