折弯展开计算对照表(优选.)
图文详解钣金折弯系数表及公式

图文详解钣金折弯系数表及公式
什么是折弯系数?
折弯系数属于钣金加工范畴。
例如折一个角铁样子的零件,两边尺寸为A和B,那么实际加工时是要先通过冲床加工展开的,它的展开尺寸就是A+B-对应折弯系数=展开尺寸。
折弯展开系数就是有经验的钣金折弯师傅,根据多年的设计经验反复验证而总结出来的数据化的东西,后来的钣金折弯师傅可以直接套入计算公式就可以得到折弯结构的展开平板尺寸了。
此折弯系数与solidworks折弯系数、proe折弯系数不同,不可应用于其中计算,与solidworks折弯扣除等同,可代入计算。
本文折弯系数的应用范围
可用于钣金加工厂折弯师傅计算钣金展开长度用;可用于钣金工艺员、钣金结构工程师计算钣金展开图长度用;可用于solidworks钣金模块
折弯扣除计算用。
钣金折弯系数计算公式
碳钢、Q235、铁板折弯系数=料厚*1.7
铝板、铜板折弯系数=料厚*1.6
不锈钢板折弯系数=料厚*1.8
例:以Q235铁板1.0厚度计算:1.0铁板的折弯系数是1.7 要用1.0铁板加工一件两边尺寸为10和30的角铁那么先加工展开为:
10+30-1.7=38.3
常用钣金折弯长度系数表
不同角度的折弯系数简单介绍几种,如需了解更多非90度钣金折弯系数计算,请看《钣金非90度折弯系数是怎么计算的?》。
折弯展开计算对照表
序号
折弯计算方式
展開長度
备注
折弯刀数种类
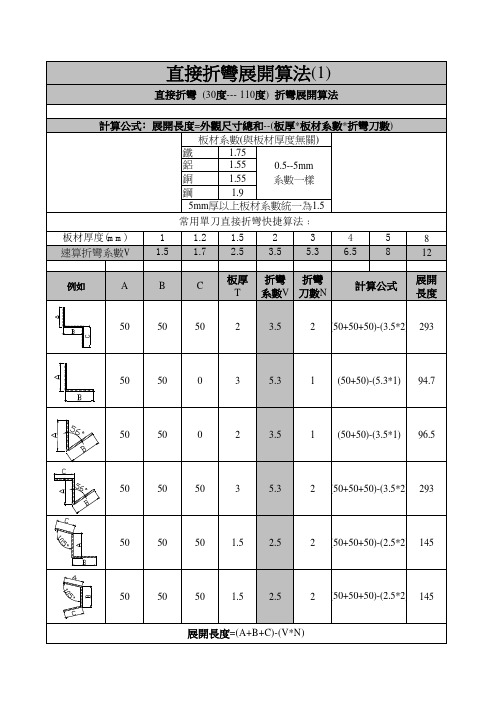
1直接折彎 (30度--- 110
度) 折彎展開算法
外觀尺寸總和-(板厚*板材系數*折彎刀數)
n1折弯刀数30-110度2直接折彎 (大于110度小于160度) 折彎展開算法外觀尺寸總和-(0.5*折彎刀數)n2折弯刀数110-160度
3直接折彎 (大于160度) 折彎展開算法外觀尺寸總和
此程计算不用填折弯刀数种类n3折弯刀数大于160度4直接折彎 (壓死邊) 折彎展開算法外觀尺寸總和-(1/2板厚*折彎刀數)外观尺寸之和=TS 展开长度-T*1.136n4折弯刀数压死边5直接折彎 (壓空邊) 折彎展開算法外觀尺寸之和外观尺寸之和=TS 展开长度-T*1.136
n5折弯刀数压空边
6圓弧彎弧展開算法
中心線弧長 展开长度=ts 的外弧展开尺寸-3.14159*T/2n6圆弧折弯7直接折彎30˚以下折彎展開算法
外觀尺寸之和
此程计算不用填折弯刀数种类
n7折弯刀数小于30度8刨槽折彎 (大于30度小于110度) 展開算法外觀尺寸之和 - (剩余厚度*2*折彎刀數)n8刨槽折弯刀数30-110度9刨槽折彎 (小于30度) 展開算法 外觀尺寸之和
此程计算不用填折弯刀数种类
n9刨槽折弯刀数小30度10
刨槽折彎 (大于110度) 展開算法
外觀尺寸之和-0.5*折彎刀數
n10刨槽折弯刀数大于110度
折弯计算方式汇总
制表:范立荣
1 of 12012/5/22。
折弯系数表
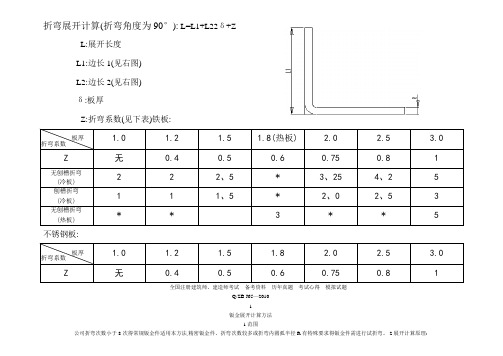
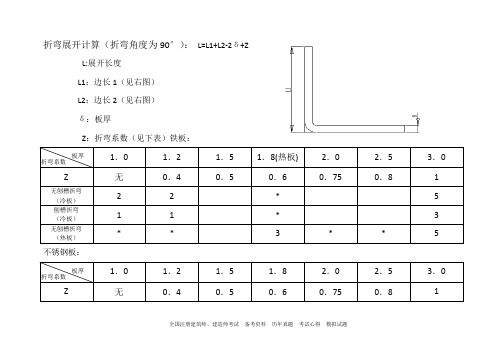
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
折弯系数表
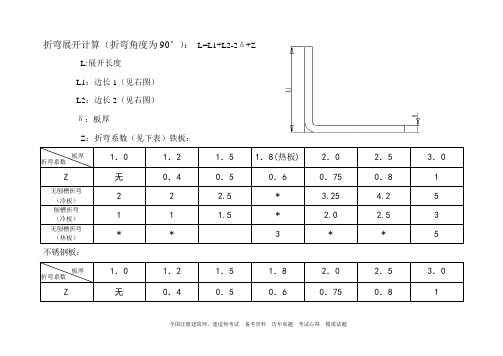
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
钣金折弯系数表和计算公式
钣金折弯系数表和计算公式
(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
钣金展开长度计算(折弯系数)
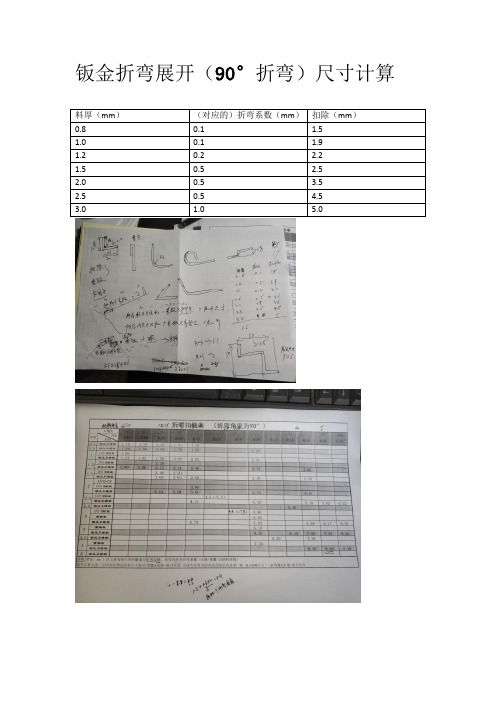
钣金折弯展开(90°折弯)尺寸计算所有外尺寸的和-弯数×扣除=展开尺寸所有内尺寸的和+弯数×系数=展开尺寸由上式知,当弯数=1时,外尺寸和-扣除=内尺寸和+系数则,外尺寸和-内尺寸和=系数+扣除而,外尺寸和-内尺寸和=2δ所以,系数+扣除=2δ注:1.δ是钣金厚度2.这里的“外尺寸和、内尺寸和”是指画钣金时草图线之和,不考虑圆弧(图1)如图2,此钣金厚度是1.5,内R=0(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5(图2)如图2,此钣金厚度是1.5,内R=0.3,(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5+2×0.3=1.1),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5对于上面两个内R不同,但展开尺寸却是不变的。
由于折弯系数是板厚δ决定的,所以算出来的展开尺寸是不变的。
当内R过大时(大圆弧,如内R=5,甚至内R为几十),折弯系数改为K因子,一般设K=0.5(什么时候不是0.5呢?),先整个钣金件设折弯系数折弯,再调整大圆弧折弯系数为K因子。
(先调整整体,再调个别)。
钣金折弯系数表和计算公式
钣金折弯系数表
钣金折弯系数
折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料及加工的状况及折弯的角度;PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度;计算公式如下:
L=π×R+K系数×T×θ/90
L: 钣金展开长度Developed length
R: 折弯处的内侧半径Inner radius
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线Neurtal bend line的位置决定的一个,其默认值为所谓的“折弯中线”;可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度;与Y系数的关系如下
Y系数=π/2×k系数。
总结的各种钣金折弯展开计算公式真是太全了
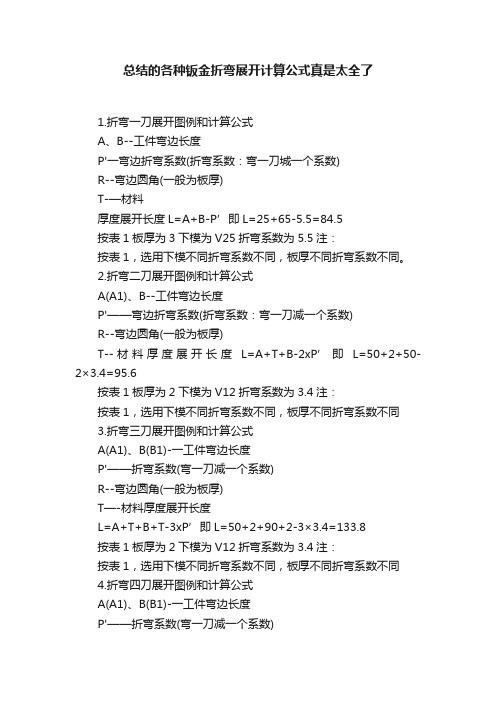
总结的各种钣金折弯展开计算公式真是太全了1.折弯一刀展开图例和计算公式A、B--工件弯边长度P'一弯边折弯系数(折弯系数:弯一刀城一个系数)R--弯边圆角(一般为板厚)T-—材料厚度展开长度L=A+B-P’即L=25+65-5.5=84.5按表1板厚为3下模为V25折弯系数为5.5注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同。
2.折弯二刀展开图例和计算公式A(A1)、B--工件弯边长度P'——弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边圆角(一般为板厚)T--材料厚度展开长度L=A+T+B-2xP’即L=50+2+50-2×3.4=95.6按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同3.折弯三刀展开图例和计算公式A(A1)、B(B1)-一工件弯边长度P'——折弯系数(弯一刀减一个系数)R--弯边圆角(一般为板厚)T—-材料厚度展开长度L=A+T+B+T-3xP’即L=50+2+90+2-3×3.4=133.8按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同4.折弯四刀展开图例和计算公式A(A1)、B(B1)-一工件弯边长度P'——折弯系数(弯一刀减一个系数)R--弯边圆角(一般为板厚)T—-材料厚度展开长度L=A+T+B+T-3xP’即L=50+2+90+2-3×3.4=133.8按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同4.折弯四刀展开图例和计算公式A、B(B1)—一工件弯边长度P’—-弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边圆角(一般为板厚)T-—材料厚度展开长度L=A+A+B+T+T-4xP’即L=25+25+100+1.5+1.5-4×2.8=141.8按表板厚为1.5下模为V12折弯系数为2.8注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同5.折弯六刀展开图例和计算公式A(A1)、B(B1)一工件弯边长度P'—弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边园角(一般为板厚)T一材料厚度L=A+T+A+T+B+B1+B1-6xP’即L=50+1.5+50+1.5+150+20+20-6×2.8=276.2按表1板厚为1.5下模为V12折弯系数为2.8注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同。
钣金折弯系数表和计算公式
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度.PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0。
5π×(R+K系数×T)×(θ/90)
L:钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T:材料厚度
θ: 折弯角度
Y系数:由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0。
5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下Y系数=(π/2)×k系数。
钣金折弯系数表

折弯系数计算
以下方程用来决定使用折弯系数数值时的总平展长度。
Lt= A + B + BA
向左转|向右转
向左转|向右转
钣金折弯系数表:
铁板△T
0.1
8
0.2
4
0.3
0.3
6
0.4
2
0.45 0.48
0.5
4
0.57 0.6 0.75 0.9 0.96 1.05 1.2 △K
1.0
2
1.3
6
1.7
2.0
4
2.3
8
2.55 2.72
3.0
6
3.23 3.4
4.25
5.1 5.44 5.95
6.8
说明: 1.不锈钢材料在PROE软件折弯系数Y因子为0.1(所有的内折弯系数为0.1)
2.常用材料在PROE软件折弯系数Y因子为0.4
常用V槽选择
料厚0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0
V槽宽度 5 6 6 10 12 16 20 25 注明: 2.5的料厚没有20宽的V槽用25替代。
常用钣金折弯系数表1
材料料厚刀槽角度系数材料料厚刀槽角度系数
1 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4
2 此折弯系数表要求对非直角尺寸标注及测量方式如下:。
折弯系数表
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。
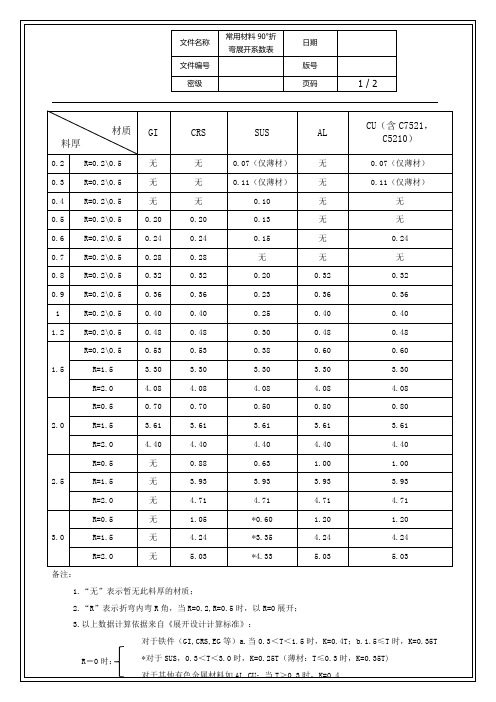
常用材料90°折弯展开系数表
0.30
0.48
0.48
1.5
R=0.2\0.5
0.53
0.53
0.38
0.60
0.60
R=1.5
3.30
3.30
3.30
3.30
3.30
R=2.0
4.08
4.08
4.08
4.08
4.08
2.0
R=0.5
0.70
0.70
0.50
0.80
0.80
R=1.5
3.61
3.61
3.61
3.61
3.61
材质
料厚
折弯R角
展开系数
SUS
3
R0
0.2倍T
R1.5
3.35(相当于中性层偏移约0.25T0
R2.0
4.33(相当于中性层偏移约0.25T0
*4.33
5.03
5.03
备注:
1.“无”表示暂无此料厚的材质;
2.“R”表示折弯内弯R角,当R=0.2,R=0.5时,以R=0展开;
3.以上数据计算依据来自《展开设计计算标准》:
R=0时:
对于铁件(GI,CRS,EG等)a.当0.3<T<1.5时,K=0.4T;b.1.5≤T时,K=0.35T
*对于SUS,0.3<T<3.0时,K=0.25T(薄材:T≤0.3时,K=0.35T)
材质
GI
CRS
SUS
AL
CU(含C7521,C5210)
料厚
0.2
R=0.2\0.5
无
无
0.07(仅薄材)
无
0.07(仅薄材)
0.3
R=0.2\0.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号
折弯计算方式 展開長度备注1
直接折彎 (30度--- 110度
) 折彎展開算法外觀尺寸總和-(板厚*板材系數*折彎刀數)2
直接折彎 (大于110度小于160度) 折彎展開算法外觀尺寸總和-(0.5*折彎刀數)3
直接折彎 (大于160度) 折彎展開算法外觀尺寸總和此程计算不用填折弯刀数4
直接折彎 (壓死邊) 折彎展開算法外觀尺寸總和-(1/2板厚*折彎刀數)外观尺寸之和=TS 展开长5
直接折彎 (壓空邊) 折彎展開算法外觀尺寸之和外观尺寸之和=TS 展开长6
圓弧彎弧展開算法中心線弧長 展开长度=ts 的外弧展开尺7
直接折彎30˚以下折彎展開算法外觀尺寸之和此程计算不用填折弯刀数8
刨槽折彎 (大于30度小于110度) 展開算法外觀尺寸之和 - (剩余厚度*2*折彎刀數)9
刨槽折彎 (小于30度) 展開算法 外觀尺寸之和此程计算不用填折弯刀数10刨槽折彎 (大于110度) 展開算法外觀尺寸之和-0.5*折彎刀數折弯计算方式汇总
制表:范立荣 1 of 1。