精益生产之Andon(暗灯)系统
制造业精益执行系统--Andon系统

制造业精益执行系统--Andon系统Andon系统作为精益制造执行系统中的一个重要组成部分,可以帮助企业生产车间现场实现目视化管理,让所有的职能部门关注现场,围绕现场解决问题,建立生产现场异常问题应急处理机制。
通过对生产设备、生产线、生产区域的状况进行实时监控与呼叫,做到及时分析解决问题,防止不合格品继续产生、接收和流转,做到不制造、不接受、不传递不良品。
Andon系统在制造业中的作用主要体现在以下几个方面:∙异常信息传递快捷化,异常记录电子化;∙塑造管理层及员工快速解决异常的执行力;∙建立异常管理机制,异常处理流程规范化;∙自动统计与分析异常数据,提供改善目标;∙构建透明化工厂,实现JIT准时化生产目标;Andon系统的主要组成部分太友Andon系统主要由数据采集装置(用来采集生产数据、异常信息等数据)、显示看板、报警灯、统计分析后台四大部分组成。
(下面是太友在某汽车行业的生产现场实际部局图)1、数据采集装置:∙通过触屏操作,不但可以触发异常,而且可发布生产计划;∙异常处理采用人员签到刷卡的方式,保证及时处理异常;∙采用逐层出报警机制,保证异常状况迅速有效地得到处理;2、显示看板:车间看板,主要用来显示生产单元的异常数据及生产数据(产量、生产单元名称)3、报警灯报警灯安装在生产车间现场,是一款异常报警装置,当产线上出现异常状况时,报警灯会闪烁,以此来通知相关人员到现场解决问题,一般有3色和5色两种,其中不同的颜色对应某种指定的异常状态,可根据公司状况自定义.比如说蓝色代表正常生产,黄色代表设备异常、红色代表物料缺料等。
4、统计分析后台后台提供各种编译分析报表,实时查询各种异常问题发生的时间点、问题解决点、解决问题的时间长度,工位发生频率,问题发生的原因及现象等。
精益安灯ANDON异常管理与呼叫系统

精益安灯ANDON异常管理与呼叫系统安灯系统ANDON说明∙每天8小时工作时间、共28800秒,生产可用时间26700秒,生产中各类异常究竟发生了多少次?占用了多少时间?是哪种异常?哪种生产异常影响了交货期?∙本系统重点用于处理生产中的各类异常,有效缩短非生产时间,提高生产现场的一线的时间利用率,∙自动统计异常时间和异常种类、频次,通过呼叫支援有效支援现场操作人员;∙根据企业不同行业,提供每条产线(或每一个工位)安装一个按灯盒,发生异常时由工人对应按键∙按下呼叫,通过按灯系统拉动物料需求,拉动异常处理,缩短非生产时间;∙呼叫信息通过无线传感技术上传到服务器,服务器再发送短信(或看板显示)给相关人员;∙软件自动记录异常发生地点、次数、时间等信息,并自动汇总成报表供企业改善用;安灯系统ANDON整体结构系统说明:1、每个工位上安装触摸屏异常按键,当车间发生异常时,触屏点击相应异常类型呼叫相关人员,并通过显示看板或手机短信通知相关负责人,相关人员收到异常信号后迅速处理异常,缩短处理时间,提高生产效率,并记录异常发生的次数和时间。
2、系统自动汇总分析生产异常发生的次数并形成所表,显示在LED看板上,提醒管理人员改进;3、异常分类后,异常原因可作为考核部门负责人的指标之一,车间出现异常问题时,能够通过报警灯灯跟显示看板把信息反馈给处理的负责人,如果责任人没有处理,在一定的时间内,系统通过短信将异常信息分级上报;处理完毕后,责任人解除异常,如问题未在规定时间内处理完毕,系统自动将短信上报给领导;系统记录问题发生及处理的时间,并生成报表。
异常发生操作流程(以设备异常为例)1.当产线发生设备异常,由产线员工在产线按下设备异常键,按下后自动开始记录时间,系统自动呼叫设备部人员;2.设备部人员以短信方式接收信息后到现场处理完再次按下设备异常健,设备异常解除;3.从产线人员按下设备异常健后,电脑服务器自动记录是那个工位,那个产线按下的,自动记录时间;4.当异常信息发送给设备维修工程师后,限定时间未解决,可设置自动上报上一层领导现场支持;5.系统自动记录异常发生的时间、频次、位置等信息;说明:其他异常(如物料缺料异常、品质异常、生产安全异常等)流程同以上设备异常操作流程相似。
ANDON_暗灯系统
5
29.0 Andon System
Purpose 目的
The purpose of the Andon System is to: 暗灯系统的目的就是: Empower operations to prevent the occurrence or passing of defects to the next process. 使操作过程能够防止缺陷产生或流入下一道工序。 Call for assistance when behind in the work sequence or an out of standard condition occurs. 当跟不上工作流程或有非标准的状况产生时,寻求帮助。 Initiate the problem solving process. 促使解决问题流程的实施 Drive management and support groups to “Go and See” the problems on the floor and take action. 推动管理层和支持工段“巡视发现”生产线上的问题并采取行动。 Collect data, identifying where problems occur most frequently. 搜集数据,识别问题发生最多的地方 Communicate operational status information. 传递操作中的状态信息
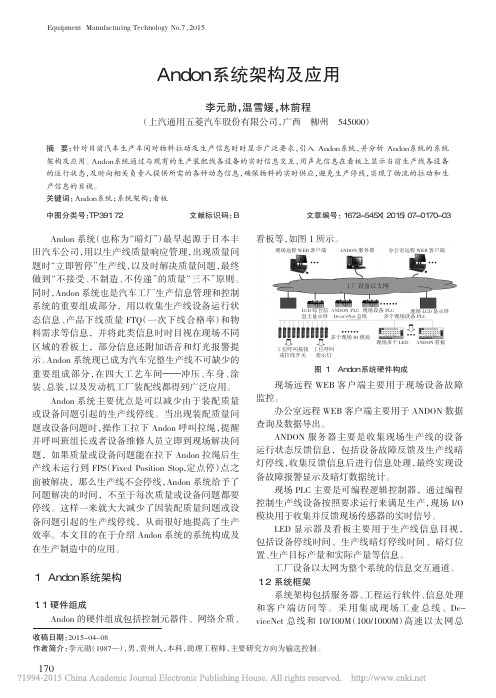
Andon系统架构及应用_李元勋
(3)如果生产线运行到 FPS 点(定点停)时质量 问题还未得到解决,那么生产线自动停线,Andon 板 上黄色工位号变成红色,等待问题解决。这样就保证 了质量问题不会传递下去,确保问题在本工位解决。
(4)当质量问题解决后,拉下该工位的 Andon 拉 绳触发 Andon 系统解除质量 Andon 呼叫。此时看板 上的工位号消失,音乐或呼叫声停止。生产线恢复正 常运行。 2.2 生产信息管理
Andon 系统在生产信息管理方面的应用主要包
含:生产信息目视和报表统计。 (1) 生产信息目视 生产信息包括了生产线运行状态、生产产量(目
标和实际产量)、FTQ(一次下线合格率)、工位信息、 停线时间统计以及设备故障等信息。
生产线是否正常运行,从 Andon 看板上可以直接 看出,生产线停线是由于设备故障还是空满位、设备 超限位或者 Andon 停线。Andon 看板上还显示了当班 次的目标产量和当前的实际产量;某个工位 Andon 拉 了该工位号就会在看板上显示出来,及时提醒班段长 响应;当班次的生产线停线时间也会时时统计显示在 看板上。以上 Andon 板上显示的生产信息对于生产是 十分重要的,有助于减少停线,提高生产效率。
系统架构包括服务器、工程运行软件、信息处理 和 客 户 端 访 问 等 。 采 用 集 成 现 场 工 业 总 线 、De- viceNet 总线和 10/100M(100/1000M)高速以太网总
产线物料呼叫按灯(ANDON)系统方案
产线物料呼叫按灯(ANDON)系统方案摘要:在大型现代化生产企业中,物料和车间生产线之间距离比较远,需要采用合理有效的通信方式使生产线和库房能够相互协作,以便及时解决生产线物料供应问题,从而提高企业生产效率。
而ANDON系统就是其中一个中间呼叫桥梁.通过ANDON系统,可以在车间现场和物料存储区设置信息显示板,实时反馈生产线上的物料呼叫请求,并指示和分配送物料任务。
只要流水线旁物料剩余量达到触发条件(即最低剩余量时),及时发出物料需求呼叫,通过网络传递到数据服务器,由系统处理并自动分配给适合的物料配送人员,物料配送人员及时组织物料配送上线,完成配送后,将对应的呼叫信息进行复位,完成一次配送;系统会实时记录下每一次物料请求发生的时间、地点以及对物料请求的响应情况,并对此进行分析。
物料呼叫ANDON系统ANDON系统主要包括现场采集端软件、显示端软件以及Web管理端软件三大模块.首先我们可以通过Web管理端后台设置进行基础数据的设置,如我们可以定义我们物料的类型,一旦异常触发我们指定的物料类型时,这时安灯系统就会被自动激活,物料异常设置示例:一旦指定的产品缺少某种物料时,这时ANDON系统被激活,这时显示看板会实时显示具体哪个工位缺少哪些物料,同时系统会把缺料异常问题及时通过邮件等通讯方式反馈到指定配送人员,这时仓库配送人员收到异常通知后会及时把所缺物料补上, 完成配送后,将对应的呼叫信息进行复位,完成一次配送,这时异常解决,可以直接把问题关闭.以上就是物料异常发生到异常解决的整个流程,生产任务完成后,可通过后台的报表管理对异常的进行统计分析,报表示例图:同时通过后台的物料异常汇总功能对整个异常进行图表统计分析:其中物料异常汇总表包括:物料异常时长汇总柱状图、物料异常时长汇总饼图、物料异常柏拉图、物料异常次数汇总饼图等.。
精益生产故障报警装置之安灯系统

精益生产故障报警装置之安灯系统摘要:安灯系统来源于日本丰田公司提出的丰田生产方式,在生产线出现故障时,通过手动或自动激活系统,以此来发出异常报警信息,以促进异常和问题的及时解决和改进,提高整体生产效率.目前,安灯系统已经得到了广泛的发展,并应用于制造业的各个领域.安灯系统的目的是提供生产信息的可视化显示, 提示现场人员呼叫请求信息和故障信息.并帮助维修人员及时作出响应. 质量人员可以通过安灯系统呼叫生产人员发现和修改质量问题,改进和避免以后发生同样问题. 操作员通过现场的按钮盒寻求帮助和激活ANDON系统的报警灯.以及时通知相关人员到到现场解决问题.同时ANDON系统可以记录呼叫的次数和停机的时间.通过分析潜在的质量, 过程, 设备和相关区域, 有利于提高生产管理水平.安灯系统基本功能和硬件按钮盒和指示灯工人通过安装在工位旁边的按钮盒寻求帮助,目前主要以5色灯为主,颜色对应相关异常状态,可根据公司状况自定义。
其中异常类型可包括: 品质质量、物料缺料、设备故障或安全事故等.●生产信息及时传递和处理系统能够通过现场看板或电脑显示器及时准确的显示出工位呼叫信息,异常出类的类型及其发生所在的区域,同时可实时记录并显示异常持续的时间等,通过这些显示提示相关人员迅速作出反应,减少解决问题的时间,从而最终实现装配过程各种问题的准确传递和及时处理.●异常信息的记录、统计、分析与查询通过安灯系统后台的统计管理系统,用户可以查询各条生产线当前或历史的呼叫求助信息,可以统计各工位出现求助的频率,各类呼叫出现的频率次数等,可对这些异常分析后出台针对性的解决方案,逐步减少异常的发生.通过安灯系统,管理人员可以实时了解车间的整个生产情况,系统可以对每条生产线各工位停线的具体类型和停线时间等信息进行记录,通过分析后,制定出针对性的处理措施,从而减少非正常停线的时间,提高车间的生产效率.。
精益生产之无线安灯(ANDON)系统
3、停线管理当因某种原因导致该工位不能完成工位作业任务时,必须让线体立即停止,按下停止按钮,线体立即停止.此时,相应音乐响起,相应安灯看板上显示相应信息,工作完成后,复位该按钮,线体继续运行.此时,音乐停止,安灯板上的呼叫信息还原,等待下一次呼叫.质量问题停线.如重要零部件连续几次质量问题停线,该请求可以通过人工控制来发生.计划停线.即按照生产计划的停线,如产量完成停线,休息时间停线等.停线原因的统计与报表,系统具备对各类停线进行统计和汇总分析的能力,并有够生成相关报表.4、设备管理设备限制并仅因设备限制不可以越位装配的,通过ANDON系统停线.在线设备可以通过人工呼叫,确认设备生产运行状态、确认设备生产运行状态、维修需求、TPM管理工作或计划停机等.并对停机时间、停机类型进行相关的分班次、分时间段汇总分析、停线分析和报表统计.5、质量管理系统能通过人工呼叫、质量数据采集系统反馈等方式、确认装配质量、加工质量、协作件质量等质量原因对生产的影响程序.对影响过程和位置进行实时申报,并对造成的总停线情况及分工位情况进行汇总分析及报表统计.6、物料管理对仓储物流配送的需求进行实时呼叫,根据呼叫工位、物资、物料部门进行快速响应.因物流配送对生产过程的影响进行实时记录,并统计及生成有关报表分析.7、生产计划管理?在安灯系统中应该可以配置整个车间及各班组的上班、下班、休息、吃饭等时间安排.当预定时间到达,特定音乐响起,安灯板上有相应的显示,提醒工作进行特定的活动.?安灯系统可以根据当日或一周的生产计划进行设置.通过对生产现场的生产节拍进行数据统计,实时地计算出生产计划的执行和生产效率.通过揭示板进行显示或从公司其它业务系统内提取相关计划数量及实际生产数量. ?电子看板和电子看板箱功能.体现精益生产理念,以拉动生产方式形成生产现场的电子看板.安灯看板应显示当班计划产出顺序,根据上、下线节拍实时反映上线、在线、下线产品实际情况.。
精益生产管理QSmartAndon系统解决方案
精益生产管理QSmartAndon系统解决方案预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制精益生产管理QSmart Andon系统解决方案摘要:目前众多制造业企业在传递订单完成情况和生产现场异常状况存在延时、漏报,而相应的异常处理也存在滞后且效率低下的问题。
生产支持部门及公司领导无法掌握实时订单完成情况和全面的生产异常状况数据,因此无法就主要的异常状况及时部署解决及改进方案。
而Andon系统的出现,就现场信息传递和异常处理提供了完整的解决方案。
传统Andon系统的局限性目前有部分的企业已导入传统Andon系统,已能够通过物理开关触发生产异常,并且能用声光报警或电子看板的形式警示生产异常信息。
但传统Andon系统存在诸多局限性:●物理开关信号收集通道基本上是基于RS485总线,速度慢、容易受电磁干扰、稳定性无法保证;●物理开关容易损坏,损坏后更换维护的总成本昂贵(人力成本),且不易找到故障点;●传统Andon系统由于采用了物理开关作为信号触发单元,系统上线后要扩展功能将会非常困难,且扩展投入成本会比较大;●传统Andon系统硬件组件迁移困难,当生产工位或产线迁移时会相当复杂;●传统Andon系统只能传递预定义好的异常大类(品质异常、物料异常、设备异常等),但无法包括具体的异常明细。
比如:当前物料异常是因为缺哪个物料引起的。
导入QSmart Andon系统优势QSmart Andon采用基于工业应用的嵌入式电脑和传统暗灯相结合的方式,具有体积小、功耗低、接口全、部署方便的特点。
同时具备以下的功能亮点:●简易友好的人机交互界面;●完善且适用于大多数生产场景的业务逻辑;●灵活多样的异常信息发布方式;●丰富多样且准确美观的数据报表及图表;●强大的定制扩展能力;●实时产量自动化采集能力;●异常信息逐层汇报定点投递;●生产任务下发及达成率统计;QSmart Andon系统导入意义●优化生产现场异常信息的反馈流程QSmart Andon能将异常信息以多种形式传递到不同的受众。
精益云为什么丰田、亚马逊、西门子等众多五百强企业都采用智能安灯(Andon)系统?
精益云为什么丰田、亚马逊、西门子等众多五百强企业都采用智能安灯(Andon)系统?转自迅驰智能学院从事制造业的朋友们都熟悉一个词叫日本丰田生产方式(TPS),其两大支柱是准时化(JIT)和自働化(Jidoka)。
丰田的自働化,并不是简单的机器代人,更多强调当被加工零件或产品出现不良时,应建立“立即暂停制度”以解决问题。
由此衍生出Andon系统(也称“安灯” 、“暗灯” ),最早起源于日本丰田汽车公司,用来实现“立即暂停制度” ,以即时解决质量问题(而不是下线返修)。
早在丰田公司开始制造汽车之前,丰田公司主要生产制造缝纫机。
丰田佐吉在生产流程中看到了这样的的问题:当缝纫针坏了,工人无法立即得知,直到过了很久才会生产线下游发现问题。
这种情况对生产效率产生了相当大的考验。
看到了解决这个实际问题的需求之后,佐吉发明了一种改良型的自动织布机,他作出了如下的改良:当一根缝纫针坏了,机器就会停止运作。
自动织布机的发明使得劣质次品不会流入生产线下游并且工人能够及时更换损坏的缝纫针。
丰田生产方式创始人大野耐一说:“追求数量会造成浪费,而追求质量会产生价值。
” 他谈到了使用安灯系统以及抵制大规模生产思维的重要性。
安灯(Andon)在日语中是“灯笼”的意思,是车间里目视管理的一种形式。
丰田要求并要求工人在发现故障时拉起安东电源线以停止线路,并提醒领导注意这个问题。
“为了达到完全消除浪费的目标,纠正缺陷是必要的。
”大野耐一说道,在石油危机爆发后,那些遵循大规模生产理念的企业得到了强烈的警醒,因为它们无法处理高库存。
与此同时,丰田汽车蓬勃发展,利润增长。
其他公司开始注意到丰田的生产系统。
通过这种自动化的暂停流程的思想,发展出了当代的“安灯” 系统。
如今,人们经常使用“安灯绳”,一种绳结悬挂在汽车装配线上。
当工人们察觉到问题时,它可以被用来暂停整条生产线。
一线工人们拉一下安灯绳,就可以暂停生产线,从而进行改善。
当你走进一间丰田的车间,或者其他已经实施精益的企业中,你会看到安灯绳,或者其他安灯绳的变形。
生产管理安灯系统

生产管理安灯系统
安灯系统作为精益制造执行中的一个核心工具,目前已广泛应用于精益制造生产线中,加强了工厂车间生产过程的管理。
如果员工“按灯”的次数越多,意味着员工善于观察、认真工作,那就应该受到表扬甚至是奖励。
但如果调查发现“按灯”是不合理的,那就需要对员工进行二次培训,重申按灯原则。
这样一来,也可以培养员工的判断能力和解决问题的能力。
因此,企业在应用安灯系统时,既需要制定快速解决问题的标准制度和对策,还应该在企业中建立“持续发现问题、分析问题和解决问题”的企业文化,提高员工的工作能力,有助于公司更好的发展。
安灯系统(ANDON)是一种现代企业的信息管理工具。
Andon也称暗灯或安灯,原为日语的音译,日语的意思为“灯”、“灯笼”,在这里表示一个系统,Andon系统能够收集生产线上有关设备和质量管理等与生产有关的信息,加以处理后,控制分布于车间各处的灯光和声音报警系统。
从而实现生产信息的透明化。
精益生产andon安灯系统三大功能.docx
精益生产andon安灯系统三大功能Andon系统三大功能Andon安灯系统包含质量掌握、物料需求和生产信息管理三大功能。
1、质量掌握生产线上某工位发生质量问题时拉一下质量拉环,Andon安灯板上马上显示与此工位相关的求助信息,同时播放相关乐曲,相关人员可在最短的时间内获得求助信息,快速赶到现场准时解决问题。
当问题解决后,再拉一下质量拉环复位,Andon安灯板上消退该工位的求助信息。
若到达工位固定停止位时问题还没有解决,Andon安灯系统会使生产线停止,将质量问题掌握在本工位解决而不传到下一个工位。
只有当问题解决复位质量拉环后,Andon安灯板上消退该工位的求助信息,Andon安灯系统才使生产线正常运行。
只有当问题解决后操作参数达到生产工艺的要求时,Andon安灯板上自动消退该工位的求助信息,Andon安灯系统才使生产线正常运行。
真正做到“不制造缺陷,不传递缺陷,不接受缺陷"的精益生产。
2、物料需求当工位需要生产物料的时候,操作人员准时按下物料按钮,Andon安灯系统马上发出相应的物料恳求信号,物料输送人员就会准时送达该工位所需物料,系统记录物料输送的信息,把全部的数据都会汇入工厂级物流数据库,实现自动物流掌握管理。
Andon安灯系统还能定时呼叫物料管理人员检查物料供应状况,确保生产正常进行。
3、生产信息管理Andon安灯系统能进行作息时间掌握管理,每当上班、休息、就餐、下班时间到,Andon安灯板上会显示相关的信息,播放相关乐曲,同时依据生产工艺的要求,自动掌握生产线的运行。
Andon安灯系统还能收集、统计生产操作和管理人员需要的各种生产、设备信息,使生产管理人员和生产人员能一目了然地看到当前整个生产、设备状况,便于掌握生产节奏,分析故障发生的原因和根源,分析生产工艺和设备配置的合理性,最大限度降低故障发生的次数,提高产品合格率,削减停线时间,提高产品产量。
Andon系统产品实施后的收益1.在不停线的状况下允许操作人员恳求帮助。
精益生产之安灯系统

精益生产之安灯系统
本周在国内某汽车工厂指导精益推进,作为丰田生产系统重要工具之一安灯系统已被国内众多汽车厂商在制造流程应用。
但现实是大多数企业的安灯只是在生产线出现安全或紧急事件时才使用,平时尽可能保持生产不中断地持续生产。
这样实践方式大大削弱安灯系统的作用,同时安灯系统的投资在企业中变成了鸡肋,用之不爽、弃之可惜,那其中的问题有哪些呢?
1)固定位停止机制
丰田生产线并不是拉绳后整条生产线马上停线,而是在拉绳后,如果小组主管(TL)能在节拍时间内解决问题,生产线继续移动。
如果该工位无法在节拍时间内解决问题,生产线某一段停线(而不是整条线)。
2)快速异常响应机制
当生产线出现问题时,需要建立清晰的异常响应机制,包括在什么时间内谁来负责,都需要标准化流程定义清楚。
如果缺乏快速响应机制,生产线停线时间就会无限加长,停线机制就无法有效得以贯彻。
3)区域控制
在实施精益改善中,以安灯系统为代表许多企业都已建立异常响应机制,而其中成功的关键因素之一是需要建立现场的区域控制体系。
缺乏有效的区域控制,异常响应系统只是形同虚设。
在区域控制中,其核心元素是GL和TL的管理幅度,一般TL的管理幅度根据本区域问题发生频率确定在4-8个员工。
4)精益领导力
我们可以照抄丰田的工具和管理系统,但如果员工在停线后受到指责,员工就不敢将生产线停下来,那么所有的工具和管理系统这时都不起作用。
安灯系统虽然简单易于采用,但如果我们不理解其背后的管理系统和领导理念,安灯只不过是一种精益工具而已。
在企业导入精益生产,不但要导入工具,更重要的管理系统和领导理念的导入,才能获得良好持续的效果。
车间异常报警安灯(ANODN)系统处理流程

车间异常报警安灯(ANODN)系统处理流程摘要:ANDON生产异常警示系统是一套现场异常问题(含品质、设备、物料等异常)警示的目视管理系统,并在警示的基础上延伸异常问题管理及改善,达到降低和消灭异常问题导致生产现场的生产浪费和损失,提高生产效率。
通过ANDON系统可帮助制造业企业实现以下需求:1.产量实时监控:发布计划产量,工程实时产量,随时掌握现场生产情况;2.生产线异常通知:出现缺料、设备故障等异常,实时通报相关人员;3.处理流程跟踪:跟踪异常处理过程,督促相关人员及时处理;4.数据汇总统计:统计各类异常状况次数及时间,并进行归类分析;5.看板展示:生产线、生产车间、办公室显示不同的看板内容;暗灯ANDON系统异常处理流程:1)异常报警:对生产线中出现的异常(质量问题、设备故障、缺料、安全问题等)通过现场终端进行播报,可通过短信、PC消息等方式定向通知相应人员处理,相应人员如未及时进行处理,将向上一层级人员汇报,逐层通知;2)异常处理:相关人员接收到异常情况后,需及时到现场处理,并在系统中签到,签到方式可采用输入账号的方式或是刷 IC 卡的方式,处理完毕后,系统将发出问题已解决的消息。
(或通过 WEB端软件进行异常确认、处理,直至异常结案)注:现场工程师无法处理问题,可以通过触摸按钮通知上一级主管至现场处理;3)处理完成后由异常触发人员确认处理结果,如处理完成,再次打卡确认通过ANDON系统可以对现场异常状况的处理进展情况进行跟踪,并可根据不同异常情况设定不同的信息层次接收流程,当问题得不到解决时将逐层进行信息反馈;以上只是针对ANDON系统的异常处理流程进行介绍,在实际的应用中,当异常处理完成后,还可以软件会自动记录发生时间,工厂可以定期汇总,异常工时所占的比重,已经哪种异常是最多的,集中精力改善异常问题点,减少异常损失。
也可以依据这些记录的时间对异常处理部门进行绩效考核。
ANDON暗灯系统

第6页/共85页
2 A people support/team concept structure must exist that has clearly defined roles and responsibilities as the job relates to the production floor(team leader, group leader, production leadership, maintenance,personnel, engineering,quality, materials,other). 必须有一员工支持/团队概念体系,清楚地定义与生产线相关的所有工作的角色和责 任(班组长,工段长,生产领导层,维修,人事,工程,质量,物料,及其他)
7 Actual takt time (conveyor speed)is established to allow for proper use of the Andon System. 建立实际单件工时(传动链的速度),合理利用暗灯系统
8 Decoupling exists to allow for the proper use of the Andon System. 退耦(装置)的存在使得要合理利用暗灯系统
Table of Contents 目录
GM-GMS Relationship 全球制造体系的内部联系 Definition 定义 Purpose 目的 Core Requirements 核心要求 Benefits 益处 Andon Enablers 暗灯驱动因素 Process Overview: 过程概要
4
第5页/共85页
Andon Core Requirements 暗灯核心要求
新ANDON(暗灯)系统在信息化车间的应用
1 A D 系统 介绍 N ON
1 )系统 概述
车 身 车 间 、油漆 车 间 以 及上 海 东 岳 通 用汽 车 公 司
的 车 身 车 间和 油 漆 车 间 。该 产 品不 仅 填 补 了 国 内
( 北京机械工业 自动化研 究所 自控 中心 。北 京 1 0 2 ) 0 1 0 摘 要 : 随着科 技水 平及管 理思想 的不 断发展 ,原有 的AN ON ( D 暗灯) 系统 ,已不 能满 足现 在快节 奏 、大批量 的生产需 求 ,为 了提 高企业 的生产效 率、增加产量 ,同 时提 高物流配送 能力 ,对
解除
( ) 果有 过程 控 制 的显示 看板 ,看板 将显 示 6如
不 同的信 号状 态 :如 图 l 示 。 所 亮红灯 表 示该 工位 有 问题 ;
层 筛 选 和 激 烈 的 角 逐 ,最 终 我 公 司 以 投 标 最 优 、 价 格 最 低 而取 胜 。 通 过 这 几 年 的 努 力 ,我 公 司 研
语 的意 思为 “ 光 ” 灯笼 ” 灯 、“ 。
2 AN ON D 系统流程及功 能 、配置
1 过 去 AN N 系统流程 ) DO
() 作 人 员发现 一个 质 量 问题 ,导 致工作 进 1操
度 落 后 , 或者 突 遇 一 个 需要 班 组 长 、维 护 人 员 协
助 的情况 。
A D N( N O 暗灯 )系统进行 了升级 ,本系统 除了原 有大的现场设 备外 ,依托服务器 、显示屏、 广播 、短信等多 钟手段 ,实现对 生产现场 设备故障 导致停线和 现场操作人 员的求助信 息 ,进 行及时报警。同时系统还能记录设备故障发生时间、维修响应时间、设备修复时间等 ,为生 产管理提供数据分析 依据 ,优化人员分配等 。 关键 词 : 新AN ON;信 息化 ;数字化车间 D 中图分类号 :T 7 P21 文献标识码 :B 文章编号 :1 0-0 ( 0 )9 下) 0 3 4 9 14 2 1 0 ( - 1 -0 0 3 2 5
暗灯系统 Andon System介绍
暗灯系统 Andon System 介绍暗灯系统定义暗灯系统(ANDON )是一种现代企业的信息管理工具。
Andon 原为日语的音译,日语的意思为“灯”、“灯笼”,在这里表示一个系统, 暗灯系统能够收集生产线上有关设备和质量管理等与生产有关的信息,加以处理后,控制分布于车间各处的灯光和声音报警系统。
从而实现生产信息的透明化。
暗灯系统指为了能够使准时化生产中发生的问题得到及时处理而安装的系统。
如果设备能够发现问题,并能自动地把异常传递给生产技术支持人员和相关领导,同时,它能按照预先规定的信息传递点(设备、操作工、班组长、相关管理人员)把异常逐级传递。
它需要有预先设定的异常点嵌入式检测,如质量、循环时间、检测到的平均修复时间或超出时间。
暗灯系统使同一系统里的员工互通信息,使员工和主管尽快找出问题的根源。
在DDAC 的DES 体系里,暗灯系统来自“停止及问题解决”的自动化处理机制,属于“智能警示”模块。
暗灯”系统在丰田生产方式中的由来暗灯系统来源于丰田-生产方式,基于其“建立立即暂停制度以解决问题,从一开始就重视品质管理的文化”的生产原则,这些原则具体来说是:为顾客提供的品质决定着你的定价;使用所有确-保品质的现代方法;使生产设备具有发现问题及一发现问题就停止生产的能力,设置一种视觉系统以警示团队或计划领导者或提示某个流程需要协助;在企业中设立快速解-决问题的制度和对策;在企业文化中融入发生问题立即暂停或减缓速度就地改进质量以提升生产力的理念。
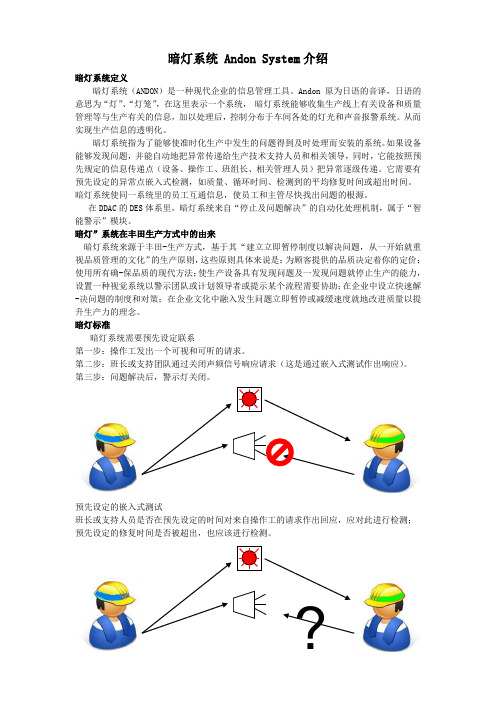
暗灯标准暗灯系统需要预先设定联系第一步:操作工发出一个可视和可听的请求。
第二步:班长或支持团队通过关闭声频信号响应请求(这是通过嵌入式测试作出响应)。
第三步:问题解决后,警示灯关闭。
预先设定的嵌入式测试班长或支持人员是否在预先设定的时间对来自操作工的请求作出回应,应对此进行检测; 预先设定的修复时间是否被超出,也应该进行检测。
预先设定逐级传递工厂需确定逐级传递的时间,逐级传递必须是自动进行,无需人工干涉。
ANDON-暗灯系统
29.0 Andon System 2
29.0 Andon System
Table of Contents 目录
GM-GMS Relationship 全球制造体系的内部联系 Definition 定义 Purpose 目的 Core Requirements 核心要求 Benefits 益处 Andon Enablers 暗灯驱动因素 Process Overview: 过程概要
7
29.0 Andon System
2 A people support/team concept structure must exist that has clearly defined roles and responsibilities as the job relates to the production floor(team leader, group leader, production leadership, maintenance,personnel, engineering,quality, materials,other). 必须有一员工支持/团队概念体系,清楚地定义与生产线相关的所有工作的角色和责 任(班组长,工段长,生产领导层,维修,人事,工程,质量,物料,及其他)
29.0 Andon System
Principle:Continuous Improvement
原则:不断改进
Element: 29 Andon Concept
要素:29 暗灯概念
GM-GMS Operating Guideline
全球制造系统操作指引
29.0 Andon don Components 暗灯的组成 Andon Pull cord and Switches 暗灯的拉绳和开关 Visual & Audio Signals 目视和声音信息 Andon Boards 暗灯板 Conveyor Line Layout 传动链布局 System Operation 系统运行 How to Use the Andon System 如何使用暗灯系统 Roles&Responsibilities 角色和责任 Summary 总结 Appendix:References 附录:参考资料 Appendix:Revision Log 附录:审核日志
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量精益
生产
2009
关键要素• 标准工位标记
• Andon 拉绳/按钮• 视觉和声音报警• 固定位置停线(FPS) • 过程控制看板
• 触发条件
• 响应需求
• 过程改善
Andon 系统
什么是Andon系统?
ANDON系统是快速帮助操作人员的一种信号系统。
ANDON 系统利用视觉和声音的传播,让操作人员、班组长、维护人员和管理者之间快速联络和迅速解决影响生产线正常运作或可能造成停线的问题的一个系统。
ANDON系统能给我们带来什么利益
z在不停线的情况下允许操作人员请求帮助
z班组长和维护人员可以在一个指定的范围内就某一种问题用特殊的音乐报警,互不干扰
z ANDON拉绳允许操作人员快速以及容易呼叫帮助请求,而不必停下手头的工作走到一个固定位置去拍按钮
z未能即时解决的问题在固定位置停线,直到有解决问题的办法为止
z工位标记表明生产线在哪个位置停线,并以视觉信号提供给操作人员、班组长、维修人员。
z过程控制显示看板提供某个区域的全面状态信息,以加强区域内的联络。
ANDON系统流程
1、操作人员发现一个质量问题,导致工作进度落后,或者突遇一
个需要班组长、维护人员协助的情况
2、操作人员通过拉下拉绳激活ANDON系统。
ANDON拉绳是首选
的设备,因为在一个工位范围内操作人员最容易获得,而避免或减少操作人员走到一个固定位置去拍按钮。
质量 精益
生产 2009
FPS 线 (黄) 70% 线 (白)
生产线
移动方向
部件
起始点(绿 ) 停止点(蓝)
标准工位标记
ANDON 拉绳和开关
ANDON 开关和灯
过程控制看板
3、 拉绳拉下后,视觉的报警和唯一的声音报警在班组同时激活 a) ANDON 系统在FPS(固定位置停线)点的少于70%的位置被激活,则
该工位黄灯亮,并播放音乐 b) ANDON 系统在FPS(固定位置停线)点的70%以上的位置被激活,则该工位黄灯闪烁,并播放节奏更快的音乐,以传递该线体将要停线的信息 c) ANDON 系统到达FPS(固定位置停线)点,生产线将暂时停线,直到ANDON 系统接收到下一次的拉绳信号才解除 4、 一旦ANDON 系统被激活,班组长、维护人员将对帮助请求做出反应,评估状况后进行必要的行动 5、 一旦问题根据车间工作的指导手册被解决或者搁置,ANDON 系统接收到下一次的拉绳信号解除 6、 如果有过程控制的显示看板,看板将高亮显示下面的信号状态: a) 黄色常亮 – ANDON 在到达工位的70%位置之前激活 b) 红色常亮 – ANDON 到达工位的70%位置时是激活状态 c) 红色闪烁 – 停线状态 ANDON 系统定义 z ANDON 拉绳 – 拉绳在整个工位延伸,操作人员可以拉下请求帮助 z ANDON 音乐报警 – 报警音乐对每个班组或线体来说都是唯一的,只是同一种音乐以两种节拍播放 z ANDON 视觉报警 – 工位上的黄灯指示该工位有呼叫帮助请求 z 固定位置停线(FPS ) – 由机运所控制的移动中的生产线,在ANDON 系统激活时允许线体继续移动。
工位过程控制确保当部件到达预先划好的FPS 的位置时停线。
z 过程控制看板 – 悬空的显示看板提供车间某个区域全面的操作状态显示 z 固定位置停线划线 – 黄线用来间隔两个部件的相等的中心点 z 70%划线 – 白线标明从一条FPS 划线移动到下一条FPS 划线所需总时间已经有花了70% z 起始点 – 短的绿线(或标记)标明在该工位操作人员首先对部件进行操作的位置 z 停止点 – 短的蓝线(或标记)标明在该工位操作人员最后对部件进行操作的位置
质量精益
生产
2009
ANDON系统说明 – 概览
下面就简单的介绍ANDON系统关键技术概念
z ANDON系统是基于远程I/O架构(DeviceNet、Profibus等总
线架构),一个I/O箱一般支持20个工位左右
z拉绳是系统首选的开关类型,其可提供让工位的操作人员快速
而容易操作。
在不方便安装拉绳的位置按钮是很好的替代方式
z在生产过程中应该尽量避免立即停线,在一些重要的操作工位
安装运行/停止按钮
z所有的操作人员的帮助请求呼叫应该通过ANDON系统进行管
理,或者通过语音呼叫来实现
z ANDON系统的音乐报警应该比周围的环境噪声高5个分贝以
上,但最高不要超过85分贝
z ANDON系统使用24V电压供电
z为了有效地使用FPS,设备必须实行“无”的操作形式
z过程控制看板能够为ANDON系统提供最直观地状态显示
z报表系统一般需要查询工位号、线体名称、停线时间、停线频
率等,以便过程改善。