喷涂不良分析
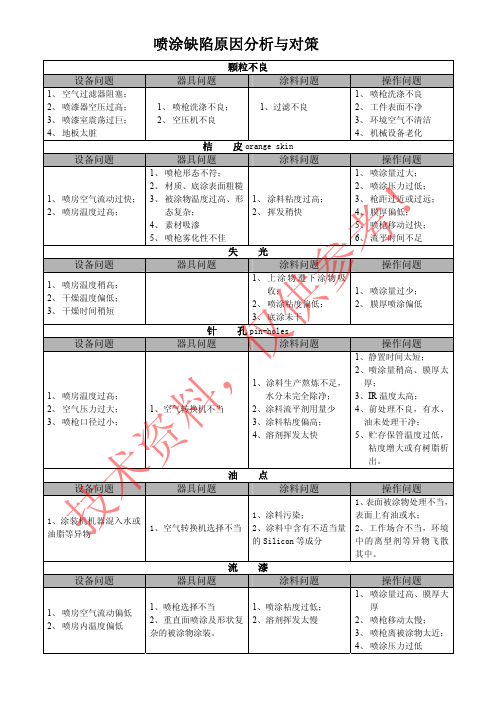
喷涂缺陷原因分析与对策
, 体,蒸气,其他气体或结晶物.
开裂 cracking 漆膜出现不连续的外观变化.通常是由于漆膜老化而引起.它的比较重要的几种形式如下.
料 微裂 hair-cracking
很细浅的表面裂纹且分布不规则的一种开裂形式.同义词:发丝裂. 细裂 checking
术 涂料在容器中,由于氧化聚合作用,其液面上形成皮膜的现象.
沉淀 settling
涂料在贮存过程中,其固体组分下沉至容器底部的现象.同义词:沉底;沉降.
技 有粗粒 seed
涂料在贮存过程中展现出的粗颗粒(即少许结皮,凝胶,凝聚体或外来粗粒).
返粗 pig ski
色漆在贮存过程中,由于颜料的絮凝而使研磨细度变差的现象.
来自下层(底材或漆膜)的有色物质,进入并透过上层漆膜的扩散过程,因而使漆膜呈现不希望有的着色或
变色.
不盖底 non-hiding
涂于底面(不论已涂漆与否)上的色漆, 干燥后仍透露出底面的颜色的现象. 同义词:露底show-through.
闪光 flashing
局部漆膜(尤其在接碴处)光泽高于整体漆膜光泽的现象.通常由于漆膜厚薄不匀引起.
起霜花 frosting
漆膜表面呈现许多多边形蛛网形细皱纹的现象.同义词:起晶纹.
爆孔 popping 由底材上一些活性物颗粒爆发,致使其上已部分固化的漆膜出现一个个圆锥形坑穴的现象. 漆膜变色 discoloration of film 漆膜的颜色因气候环境的影响而偏离其初始颜色的现象.它可包括褪色,变深,漂白,变白等. 漂白 bleaching 色漆漆膜因经受酸碱等化学作用,致使其颜色逐渐变浅,最终完全变白的现象.这主要是由于色漆中颜料 发生化学作用而分散,失去原有色彩所造成的. 破坏 perishing 漆膜在老化过程中呈现的各种性能变坏的现象.例如由漆膜强度,柔韧性,附着力等降低,或出现粉化, 开开明和剥落等现象. 起霜 bloom
喷涂不良分析范文

喷涂不良分析范文喷涂是一种常见的表面处理和涂装工艺,广泛应用于汽车、家用电器等行业。
但是,在实际操作中,很容易出现喷涂不良的情况。
喷涂不良主要表现在以下几个方面:1.气泡气泡是指喷涂过程中涂料表面出现小气泡。
气泡的形成原因主要有两个方面:一是在涂装前被涂物表面吸附或吸溶的气体,当涂料被喷雾时,气体受到冲击,从涂料表面释放出来形成气泡;二是喷涂过程中空气对涂料冲击产生气泡。
解决气泡问题的方法包括增加颗粒物过滤器,提高喷涂环境的洁净度,改善涂料配方等。
2.流挂流挂是指喷涂过程中由于涂层流动性过大或流动性差,导致涂料流动不理想,形成挂垂下来的痕迹。
流挂的形成原因主要有涂层黏度过低、溶剂挥发过快、喷涂速度过快等。
解决流挂问题的方法包括增加涂料黏度,调整喷涂速度和压力,控制喷涂环境的温度和湿度。
3.滞流痕滞流痕是指喷涂过程中喷涂枪施力不均匀或速度不一致,造成涂料在涂装表面形成的痕迹。
滞流痕的原因主要有喷枪操作不当、喷涂距离过远、喷涂速度不均匀等。
解决滞流痕问题的方法包括加强操作培训,控制喷涂距离和速度,调整喷枪气压和喷嘴大小。
4.涂料不均匀涂料不均匀是指涂层表面出现斑驳、颜色差异或光泽度不一致等现象。
涂料不均匀的原因主要有喷涂厚度不均匀、涂料粘度不一致、颜料分散不均匀等。
解决涂料不均匀问题的方法包括控制涂料供应系统的压力和流量,调整喷涂参数和涂料配方,加强涂装质量检查等。
以上是对喷涂不良的分析。
喷涂不良的原因有很多,需要综合考虑涂料、喷涂设备、喷涂操作等多个因素,并采取相应的解决方法来达到良好的涂装效果。
只有掌握了喷涂不良产生的原因和解决方法,才能提高喷涂质量,减少不良产品的产生。
喷涂dfm分析报告
喷涂dfm分析报告一、引言喷涂是一种常见的表面处理方法,广泛应用于汽车制造、电子产品、航空航天等领域。
喷涂质量的好坏直接影响产品的外观质量和功能性能。
因此,进行喷涂DFM(Design for Manufacturing)分析,对于提高产品质量和生产效率具有重要意义。
本报告针对某公司的喷涂生产线进行DFM分析,并提出相关改进措施,以期提高生产效率和降低质量问题的发生率。
二、问题分析在对该公司的喷涂生产线进行详细观察和调查后,我们发现存在以下一些问题:1. 喷涂工艺不稳定:由于操作人员技术水平不一致,导致喷涂质量的不稳定性。
同一产品在不同批次生产中,出现了颜色不一致、涂层厚度不均匀等问题。
2. 喷涂设备老化:喷涂设备的使用时间较长,出现了一些性能衰退的现象,如涂层喷射不均匀、堵塞、漏涂等问题。
这些问题直接影响了喷涂质量的稳定性。
3. 原材料质量问题:有时候,由于原材料的质量不稳定或者存储条件不当,会导致喷涂效果不佳,例如出现起翘、气泡、刮痕等问题。
4. 喷涂工艺参数难以控制:喷涂的工艺参数较多,但在生产过程中无法进行实时监控和调整。
由于缺乏有效的数据分析手段,无法及时发现和解决问题。
三、改进措施为了解决上述问题,我们提出以下改进措施:1. 人员培训:加强对喷涂工艺的培训,提高操作人员的技术水平和操作规范性。
通过定期考核和竞赛,提高工人对于质量稳定性的重视程度。
2. 设备更新:对老化严重的喷涂设备进行更新,采用先进的喷涂技术和设备,提高喷涂质量的稳定性。
定期进行设备维护和保养,确保设备处于最佳状态。
3. 严格控制原材料质量:与供应商建立稳定的合作关系,确保供应的原材料稳定质量。
加强原材料的检验和储存管理,减少质量问题的发生。
4. 引入智能喷涂系统:通过引入智能喷涂系统,实现对工艺参数的实时监控和自动调整。
通过大数据分析,识别喷涂过程中可能出现的问题,并及时采取措施进行调整和改进。
四、预期效果通过上述改进措施的实施,我们预计可以实现以下效果: 1. 提高喷涂质量:通过人员培训和设备更新,提高操作人员和设备的性能水平,实现喷涂质量的稳定和一致性。
喷漆工艺中常见的质量问题及分析处理方法
喷漆工艺中常见的质量问题及分析处理方法喷漆工艺在许多制造业领域中起着重要作用,可以为产品增加美观度和保护性。
然而,在实际操作过程中,常常会遇到一些质量问题,例如喷漆不均匀、起泡、色差等。
本文将针对喷漆工艺中常见的质量问题进行详细分析,并提供相应的解决方法。
1. 喷漆不均匀喷漆不均匀是喷漆工艺中最常见的质量问题之一。
其主要原因可能是设备问题、操作不当或者材料质量不合格。
针对这个问题,我们可以采取以下措施进行处理:首先,检查喷枪或者喷嘴是否堵塞,及时清理或更换受损的部件。
其次,确保喷涂厚度均匀。
可以使用喷涂厚度仪进行检测,如果有不均匀现象,则需要调整喷涂距离和喷枪压力。
最后,要确保涂料的稀释比例正确,如果浓度过高或过低都可能导致喷涂不均匀。
根据具体材料的要求,进行适当的调整。
2. 起泡起泡是另一个常见的喷漆质量问题,通常是由于涂料中的气体无法完全释放而导致的。
以下是处理起泡问题的一些方法:首先,选择合适的喷涂工艺。
可以尝试降低喷涂压力或调整喷枪距离,以减少涂料在表面形成气泡的可能性。
其次,确保涂料完全搅拌均匀,以防止其中存在大气泡。
另外,要保证基材的表面干燥、清洁和光滑,以便涂料能够更好地附着并排出潜在的气泡。
3. 色差色差是指涂装表面出现的不一致的颜色。
这可能是由于涂料本身的质量问题、施工环境的差异或操作人员的不当处理导致的。
下面是解决色差问题的几种方法:首先,确保使用的涂料来源可靠,并符合预期颜色的要求。
其次,要控制好施工环境的温度和湿度。
过高或过低的温度都会影响涂料的干燥速度和颜色表现。
另外,操作人员应该严格按照涂料生产厂家提供的使用说明进行操作,以确保正确的涂装过程。
4. 涂料流挂涂料流挂是指喷涂后在表面上形成垂直流痕或滴状流动的现象。
这可能是由于喷涂过度或者涂料粘度过高导致的。
下面是处理涂料流挂问题的一些建议:首先,调整喷涂时间和压力,确保每一次喷涂的涂料量适中。
其次,可以尝试使用低粘度的涂料,以减少涂料在表面上流动的可能性。
热喷涂中的喷涂故障分析与排除
热喷涂中的喷涂故障分析与排除热喷涂是一种广泛应用于金属、陶瓷、塑料等材料表面处理的技术。
通过喷涂金属、合金、陶瓷等材料的粉末或线材,将它们加热融化并喷撒到基材表面,形成一层坚固耐用的涂层。
热喷涂涂层具有抗磨损、防腐、耐高温等优异性能,广泛应用于飞机、汽车、船舶、石油、化工等领域。
但在热喷涂过程中,也会出现各种喷涂故障,影响涂层质量。
本文将对热喷涂中的喷涂故障进行分析,并介绍其排除方法。
一、涂层质量问题1.涂层厚度不均匀产生原因:喷涂距离与喷涂速度不匹配,以及喷嘴与基材的位置不协调,喷涂角度不当或者基材表面不平整等因素会导致涂层厚度不均匀。
解决方法:调整喷嘴与基材的距离、角度、位置和喷涂速度,优化涂层厚度分布,调整基材表面的状况和喷涂参数的精度,可进一步改善涂层厚度均匀性。
2.涂层中存在气泡产生原因:气泡的形成是由于在涂层喷涂过程中,喷涂粉末或线材中未能完全融化,残留气体在涂层中形成了孔隙。
解决方法:调整喷涂参数,确保涂层温度和粉末或线材的显示精度,尽可能避免喷涂材料的隆起和坍塌,并确保底材的光泽和基材表面的清洁度,可减少气泡的形成。
3.涂层形成皱褶或疏松产生原因:涂层的皱褶或疏松是由于喷涂后,过早的冷却,或过少的喷涂量,以及基材表面的污垢或氧化物造成的。
解决方法:调节喷涂参数,使用合适的喷涂材料或喷涂媒介,延长涂层在基材上的停留时间,定期清洗基材,确保基材表面的光滑度和清洁度,可改善涂层的皱褶或疏松情况。
二、喷嘴问题1.喷嘴离子化产生原因:喷嘴会随着使用时间变得疲劳,并在喷涂后形成离子化,导致涂层密度不足,膜厚不均匀。
解决方法:利用合适的材料或涂层引入氧气或氮气加热喷嘴,可恢复喷嘴性能,重新达到喷涂效果。
2.喷嘴磨损产生原因:喷嘴会在喷涂过程中不断磨损,并出现一定的疲劳裂纹,影响喷涂质量。
解决方法:选择抗磨损性能较高的喷嘴材料、喷嘴精度和喷口形态均匀,定期维护和保养喷嘴,及时更换老化或磨损的喷嘴。
喷油不良现象分析

7
8
9
10
11
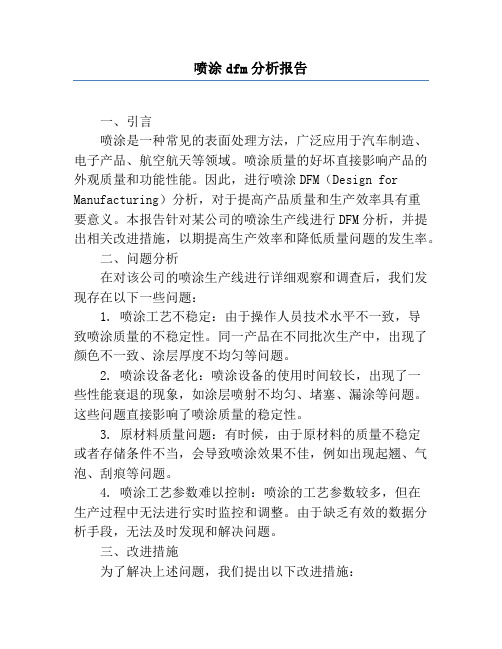
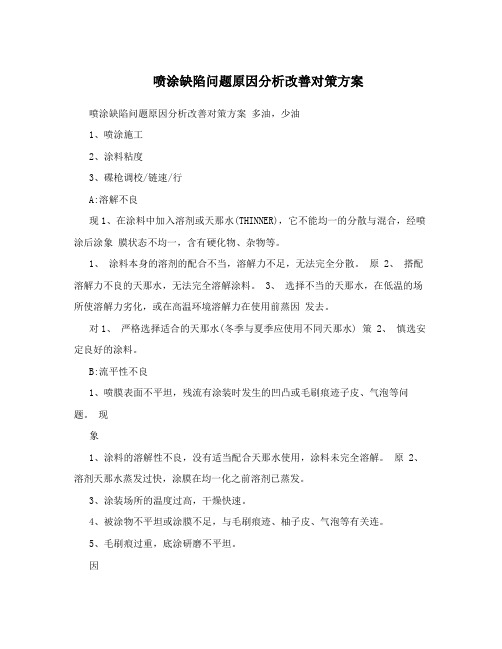
1.素材表面有小水点或脱模剂,肉眼看不到; 2.油漆含有杂质,如水等; 油污 3.作业员饭后洗手,或天气太热手有有油渍、 汗水等渗透手套或不小心接触到素材 产品成型时一般都有内应力,如不进行消火处 1.将素材放入变形温度以下60摄氏度烤2H; 开裂 产品表面有一条线状裂痕。 理,烤漆后会造成开裂(如弓箭与弓弦有一个 2.用一份丙酮、三份水浸泡10-15分钟。 内应力可能造成断弦。) 1.素材前处理不到位; 2.温度过低导致空气纯洁度降低且产品带有静 电荷,对空气中毛丝颗粒吸附性增强 3.素材摆放时间太长,造成表面不清洁且除尘 困难; 颗粒、杂质偏 4.供风设备的过滤网长时间未更换,环境卫生 高 不彻底。 5.供风使用不合理造成正扬压或负扬压严重不 平衡; 6.喷房与烤箱等清洁不彻底; 7.治具使用次数过多。 1.稳定气压、油泵、线速、自转等; A、喷涂物表面油漆太厚, 1.拉线、自转、油漆、气压等不稳定; A、积油 2.调整喷枪至最佳状态; 边沿堆积成凸起状。 2.喷枪没有调至最佳状态参数; B、少油 B、将喷涂后产口转换视角 3.油漆浓度应反复确认,打样与生产时应完 3.油漆浓度调配前后不一致。 可见底材 全一致。 1.UV油漆太厚,导致脆化; 1.减少腊厚至正常状态。 2.素材密度过大,难以与油漆相溶; 2.打磨素材表面,增加其粗糙度; 3.磨砂面过于光滑,导致附着力困难; 3.清洁素材; 做百格测试时,有油漆脱落 附着力NG 4.溶剂渗透力不够,无法进入素材表面。 4.增加烘烤时间; 且超过客户允收极限。 5.底漆与面漆不相溶; 5.更换油漆或开油水; 6.素材表面有水份或脱模剂等脏物; 6.不影响其它性能情况下,可降低UV灯能 7.烤箱预热不够,导致开油水未完全挥发 量。
喷涂色差原因分析及喷涂不良现象原因分析对策技术资料
喷涂色差原因分析及喷涂不良现象原因分析对策技术资料一、喷涂色差原因分析1.涂料质量问题:涂料的质量不稳定或含有杂质,会导致喷涂色差。
例如,颜料分散不均匀、颜料粒径过大、颜料与基料不相容等。
2.喷枪不均匀喷涂:喷涂过程中,喷枪的喷嘴堵塞、喷嘴直径不一致、喷嘴与工件的距离不一致等,会导致喷涂色差。
3.喷涂层厚度不均匀:喷涂层厚度不均匀会导致色差,可能是喷涂速度不一致、喷涂距离不一致、喷涂角度不一致等原因所致。
4.喷涂工艺不当:例如,涂装工艺参数设置不准确,喷涂温度、湿度等环境条件不适宜等。
二、喷涂不良现象原因分析1.气泡:喷涂时,基料表面存在气泡,可能是由于基材表面不洁净、基材温度过高或涂料本身存在挥发性物质等引起的。
2.凸起:在喷涂过程中,喷涂液体不均匀或太多,会在基材表面形成凸起。
3.缺陷:喷涂液体不均匀或缺乏粘合剂或润湿剂等会导致喷涂层表面出现缺陷。
4.起皱:喷涂过程中,基材温度波动或涂料固化不均匀等原因会导致喷涂层表面起皱。
三、对策技术1.选择质量稳定的涂料:在进行喷涂工艺前,要选择质量稳定的涂料,确保涂料中颜料分散均匀、颜料粒径适宜、颜料与基料相容等。
2.喷枪维护保养:定期清洁喷枪的喷嘴,保证喷枪的喷嘴直径一致,并确保喷嘴与工件的距离一致。
3.控制喷涂层厚度:根据工艺要求,控制喷涂层的厚度均匀,确保喷涂速度、距离和角度一致。
4.合理设置喷涂工艺参数:根据不同的工件和涂料,合理设置喷涂工艺参数,包括喷涂温度、湿度等环境条件。
5.处理基材表面:确保基材表面清洁,有利于涂料附着和固化。
6.控制喷涂液体量:调整喷涂量,确保涂料均匀喷涂,避免出现凸起、缺陷和起皱等问题。
7.控制喷涂层固化:确保喷涂层的固化均匀,避免喷涂层表面出现起皱等现象。
总结:喷涂色差及喷涂不良现象的原因很多,可能是涂料质量问题、喷枪不均匀喷涂、喷涂层厚度不均匀、喷涂工艺不当等。
解决这些问题需要选择质量稳定的涂料、维护保养喷枪、控制喷涂层厚度、合理设置喷涂工艺参数、处理基材表面、控制喷涂液体量以及控制喷涂层固化等对策技术。
喷涂露底分析鱼骨图
改进措施:a、改进挂钩形状,由 丁 字形改为 S 形,有效减少挂钩挡住的面积,减少挂 钩与工件碰撞几率;
b、下线修补挂钩印
挂钩处少粉
修补后良好
3、内表面露底:
原因分析:内表面露底表现为涂层膜厚超薄,主要为喷手操作时不规范造成,主要体现为: a、静电电压太高或喷枪距工件过近,使附在工件表面的粉末发生反弹现象出现麻 坑状 露底; b、工件接地不良,使喷枪和工件之间形成的静电场作用降低,导致粉末不易黏附在工 件上,
再加上因果图的分析,可得出主要产生的不良原因为 人 因数上 见因
果图中带 * :
1、下线修补不良; 2、喷手操作不规范,造成喷粉不均 3、工件本身存在喷涂露底的工艺缺陷
三、主要原因及纠正改善措施
1、对于折弯内角处露底:
原因分析:折弯内角部位会产生静电屏蔽,是静电喷涂的工艺缺陷,从因果图的分析可知,其产 生的主要原因是: a、工件折弯内角过小;b、下线修补不良;c、喷手操作不良,
纠正预防: a、严格按照作业指导书规定调节电压,加强线上巡检; b、喷前监控粉末上粉率,一断出现出现上粉率降低,立即检验接地是否合格 c、对于较轻微的边缘露底,在下线处进行修补,
涂层太薄,产生麻 点状露底
无露底现象
后续预防措施:a、增设下线专门修补人员,针对工艺缺陷进行修补; b、喷涂时,先喷涂底部,薄喷然后再喷涂机柜顶部死角,适当增加喷枪扫射次数,规 范喷枪与工件的距离,
内角处露底
无露底现象
2、挂钩处露底:
原因分析:挂钩处露底主要表现为挂钩挡住的部位少粉,或固化时工件与挂钩接触,导致接 触部位被碰掉粉,是工艺缺陷,
喷手操作方式不正确*
输粉管弯折、扭曲
供粉器流化不稳定
喷
喷涂技术及不良分析

印刷不全
现象: 产生原因:
1、 刮刀与产品接触的深度不够。 2、 网版与产品印刷面之间间隙过大。 3、 刮刀长度太短。 4、 刮刀硬度不够,或刮刀弧度与印刷表弧度不适宜。 5、 产品成型生产时变形较大。
印刷发白(麻面)
现象: 产生原因:
1、 刮刀位置与产品中心位置不对正。 2、 刮刀印刷时下降深度不够。 3、 印刷时充气太小。 4、 印刷膜厚太薄。 5、 产品印刷面太粗糙。 6、 油墨中有气泡。
油漆的 施工方
法
滚涂 刷涂 喷涂
浸涂
空气喷涂
无气喷涂
静电喷涂
浸涂 电泳
阳极电泳 阴极电泳
毛刷Brushes 滚筒Rollers 传统喷枪Conventional Sprayguns 低压高流量喷枪H.V.L.P. Sprayguns 无气喷枪Airless Sprayguns 空气混合型喷枪 Airmix Sprayguns
色差 现象N:G与标准色板颜色不一样.
产生原因:
20.扇形压力不当
24.膜厚过高或过低 25.过烘干
油点
ห้องสมุดไป่ตู้
现象: 圆形小坑,通常边缘较平坦
产生原因:
1.涂料自身原因﹐如涂料外表张力 太大﹐流动性差﹐造成润湿不良
清漆和颜料分少的色漆﹐较易产生此缺陷
8.涂装治具上存在油污﹐污染底材 9.底涂层有轻微的缩孔,涂面漆时显现 出来;
Paint Application equipment
喷枪需要定期清洁与保养Will only work properly if regularly cleaned and maintained. 熟悉你的喷枪有助于取得最正确喷漆效果 Understand your equipment to get the best out of it. 常看使用说明书Always read the instructions. 选择最适宜的喷枪Use the correct equipment in conjunction with the best paint for the job.
喷涂不良改善报告PPT课件
活動計劃表
W49
W51
W53
W102
W104
W107
現狀分析
M97 生 產 流 程
素材 進料檢驗 外包插key
噴白色 噴黑色 烘烤 透光
鐳雕 噴UV 換KEY2 檢驗
現狀分析
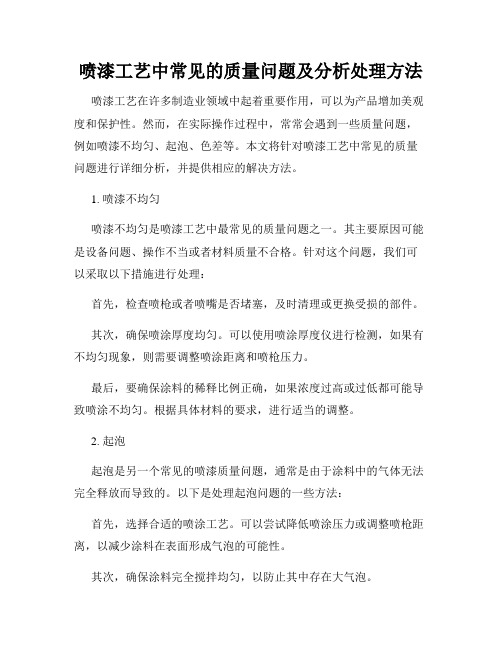
M97 2009年09-11月份單KEY良品率統計:
100% 90% 80% 70% 60% 50%
85.76% 9月
85.31% 10月
對策實施
25 20 15 10 5 0
2009.8 2009.9 2009.10 2009.11 2009.12 2010.1 2010.2 2010.3
總不良率 雜質不良率
月份
8月份
總不良率 20.54
顆粒不良率 15.2
9月份 14.39 12.5
10月份 14.80 13.4
11月份 15.6 14.8
從以上圖分析,M97制程不良中雜質占95%,應為重點改善項目.
現狀分析
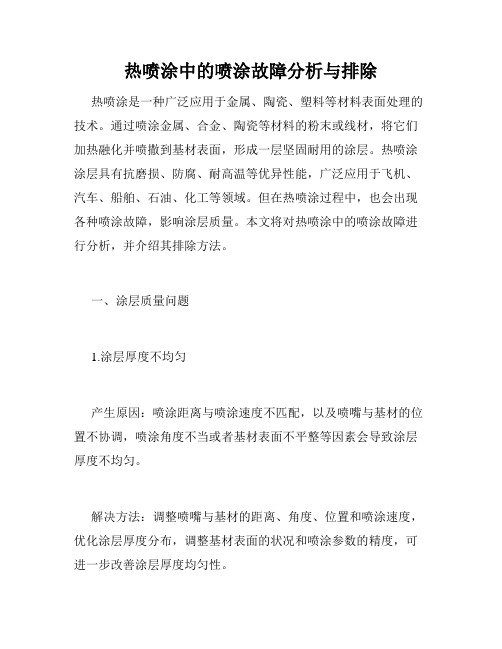
M97 噴涂白+黑+UV三站雜質所占不良比率(試驗數200片)
第一次試驗
第二次試驗
第三次試驗
白色
黑色
UV
白色
黑色
UV
白色
黑色
UV
雜質
126
1095
1043
103
754
1436
174
1612
2154
不良率
0.8%
6.93%
6.6%
修改前除塵的SOP
制作測烤盤厚度的治具
修訂噴涂清理SOP,并制訂更換記 錄表 1.制訂鐵濾網的清洗記錄表 2.修改SOP
喷锡起泡问题不良分析
喷锡起泡问题不良分析
检查喷锡压力:过高或过低的喷锡压力都可能导致起泡问题。
确保喷锡压力在适宜的范围内。
检查喷锡材料:
锡液质量:检查使用的锡液是否符合规范要求,确保其成分和浓度正确。
锡液温度:过高或过低的锡液温度可能引起起泡。
确保锡液温度在建议的范围内。
检查喷涂环境:
温度和湿度:过高的环境温度或湿度可能导致锡液快速蒸发或不均匀干燥,从而引起起泡。
确保环境温度和湿度在适宜的范围内。
空气流动:检查喷涂区域的空气流动情况,过强的气流可能会干扰喷锡过程,造成起泡问题。
检查操作技术:
喷涂速度和距离:过快或过慢的喷涂速度,或与工件表面的距离不当,都可能导致起泡。
确保喷涂速度适中,并保持适当的喷涂距离。
喷涂角度:喷涂角度不正确可能导致锡液无法均匀涂覆在工件表面,引起起泡。
确保以适当的角度进行喷涂。
检查工件表面:
清洁度:工件表面的油污、灰尘或其他污染物可能影响喷涂效果,导致起泡。
确保工件表面清洁无污染。
表面涂层或润滑剂:某些表面涂层或润滑剂可能与喷涂的锡液发
生反应,产生起泡。
检查工件表面涂层或润滑剂的兼容性。
喷涂件不良分析及改善报告范文

喷涂件不良分析及改善报告范文英文回答:Title: Analysis and Improvement Report on Defective Spray Coating Parts.Introduction:In this report, I will analyze the defects found in spray coating parts and propose effective improvement strategies. The defects may include uneven coating, color deviation, adhesion issues, and surface imperfections. By understanding the root causes of these defects and implementing appropriate measures, we can enhance the quality of the spray coating process and achieve better results.Analysis of Defects:1. Uneven Coating: One common defect is the unevendistribution of the coating material, resulting in patches or streaks on the surface. This can be caused by improper spraying techniques, such as inconsistent spraying distance or speed. It can also be due to the uneven surface of the part itself, leading to uneven coating deposition.To address this issue, proper training should be provided to the operators on the correct spraying techniques. Additionally, the surface of the parts should be properly prepared, ensuring a smooth and even surfacefor coating. Using automated spraying equipment can also help achieve a more uniform coating.2. Color Deviation: Another defect is the inconsistency in color between different parts or batches. This can occur due to variations in the paint mixture, improper color calibration, or inadequate quality control measures.To overcome this problem, it is essential to establish strict quality control procedures. Regular colorcalibration should be conducted to ensure consistency. Additionally, the paint mixture should be preparedaccurately, following the specified ratios and guidelines. Any deviations should be promptly addressed to maintain the desired color consistency.3. Adhesion Issues: Poor adhesion between the coating and the part surface is another common defect. This can result in peeling, chipping, or flaking of the coating. Insufficient surface preparation, such as inadequate cleaning or improper application of primers, can contribute to this problem.To improve adhesion, thorough surface cleaning is crucial. The parts should be properly degreased and any contaminants should be removed. Primers should be applied evenly and according to the recommended guidelines. Additionally, proper curing and drying processes should be followed to ensure optimal adhesion.4. Surface Imperfections: Surface imperfections, such as bubbles, orange peel effect, or roughness, can negatively impact the appearance and quality of the spray coating parts. These imperfections can be caused by factorslike improper spraying techniques, inadequate drying or curing processes, or contamination during the coating process.To address surface imperfections, operators should receive training on proper spraying techniques to minimize the occurrence of defects. The drying and curing processes should be optimized to ensure complete and uniform drying. Maintaining a clean and controlled environment during the coating process can also help prevent contamination.中文回答:标题,喷涂件不良分析及改善报告。
喷涂缺陷问题原因分析改善对策方案
喷涂缺陷问题原因分析改善对策方案喷涂缺陷问题原因分析改善对策方案多油,少油1、喷涂施工2、涂料粘度3、碟枪调校/链速/行A:溶解不良现1、在涂料中加入溶剂或天那水(THINNER),它不能均一的分散与混合,经喷涂后涂象膜状态不均一,含有硬化物、杂物等。
1、涂料本身的溶剂的配合不当,溶解力不足,无法完全分散。
原2、搭配溶解力不良的天那水,无法完全溶解涂料。
3、选择不当的天那水,在低温的场所使溶解力劣化,或在高温环境溶解力在使用前蒸因发去。
对1、严格选择适合的天那水(冬季与夏季应使用不同天那水) 策 2、慎选安定良好的涂料。
B:流平性不良1、喷膜表面不平坦,残流有涂装时发生的凹凸或毛刷痕迹子皮、气泡等问题。
现象1、涂料的溶解性不良,没有适当配合天那水使用,涂料未完全溶解。
原2、溶剂天那水蒸发过快,涂膜在均一化之前溶剂已蒸发。
3、涂装场所的温度过高,干燥快速。
4、被涂物不平坦或涂膜不足,与毛刷痕迹、柚子皮、气泡等有关连。
5、毛刷痕过重,底涂研磨不平坦。
因1、选择适合的天那水,或设法改善环境。
对 2、改善毛刷技术,及处理底材平坦。
策C:流挂现 1、在直立物体面涂装时,涂膜表面有流动过的痕迹出现。
象1、喷涂后涂膜厚度不均匀,厚的部分流动到薄的部分。
通常会出现窗帘形状、缟状、冰柱状、波纹原状。
2、天那水干燥过慢,会出现涂膜流动的痕迹。
3、涂料中含有固体块状,未分散均匀、部分涂料会下垂流动。
因 4、喷涂技术不良、喷涂不均一或厚涂,及涂料粘度调合过低。
5、涂装场所温度过高,涂膜干燥过快。
对1、选择适当的天那水,调合适当的涂料粘度。
策 2、改善涂装场所的温度,以及提高涂装喷涂技术。
1、粘度太低2、水帘柜溅水3、打砂痕印加喷印斑 4、油漆沉湎5、手印6、磷化膜有油点D:橙皮状(柚子皮)1、涂膜表面不能平滑,呈有如橙皮模样。
1、通常发生在流平性不良的涂料,因平坦化不良和不良的流动性所引起。
原 2、涂装时的粘度过高,涂装的气压不足,喷涂的距离过远而涂布量不足。
喷涂不良现象原因分析及对策

喷涂不良现象原因分析及对策首先,喷涂不良现象的原因可能是涂料本身质量不良,如溶剂挥发不良、颜料过多或不匀等。
对此,我们应该选择质量可靠的涂料,并确保合适的稀释剂和颜料的比例,以及充分搅拌溶解,确保涂料材料质量合格。
其次,喷涂不良现象可能与喷涂设备有关,如喷枪精度不够、气压调节不当等。
因此,我们需要确保使用高质量的喷枪,并根据涂料要求调整合适的气压,确保涂料均匀喷涂。
此外,喷涂不良现象可能与喷涂环境有关,如温度、湿度等。
温度过高或者湿度过大会影响涂料的质量,导致喷涂不良。
因此,我们需要在适宜的温度和湿度环境下进行喷涂。
还有一种常见的喷涂不良现象是涂膜起泡。
这可能是由于涂料在喷涂前未充分搅拌或者出现了气泡。
因此,在喷涂前,我们需要彻底搅拌涂料以确保涂料中的气泡消除。
另外,对于喷涂不良现象,我们还需要配备专业的操作人员。
喷涂技术要求高,需要有一定的经验和技巧。
因此,我们应该提供专业的培训,确保操作人员能够熟练掌握喷涂技术,并定期检查和评估他们的工作质量。
最后,对于喷涂不良现象,我们需要建立和执行严格的质量管理体系。
这包括对原材料的质量检查、对喷涂设备的定期维护保养、对喷涂过程的监控和控制等。
只有确保每一个环节都进行严格的控制,才能预防和解决喷涂不良现象。
综上所述,喷涂不良现象的原因可能是多方面的,包括涂料材料、喷涂设备、喷涂环境以及人员技术等。
对于不同的问题,我们需要采取相应的对策,包括选择合适的涂料、优化喷涂设备、调节喷涂环境、培训并监督操作人员,并建立和执行严格的质量管理体系,以确保喷涂质量的稳定和提高。
喷涂不良现象原因分析及对策
喷涂不良现象原因分析及对策喷涂不良现象原因分析及对策颜⾊⾊差(OFFCOLOR)-原因?⽬视颜⾊或⾊差值:ΔE、L、a、b值与标准⾊板不符–标准⾊板之应⽤发⽣错误。
(分发之标准⾊板已有不同程度之⾊差;或要求以其它对象取代发⾏之标准件)。
–出⼚涂料⾊差判定失误。
–使⽤涂料前,未适当予以搅拌均匀即加以施⼯喷涂。
–喷涂操作⼿法之差异(湿喷或⼲喷)。
–喷涂膜厚未达或超过标准规格值。
–涂膜烘烤时问过长,超过⼯程作业标准书之规定。
–喷涂设备之设定参数已偏离标准⼯程之管理值。
–涂料补给更新率太低,循环管路有沉积物⽣成。
–循环管路及循环桶受先前使⽤涂料残余物之污染。
颜⾊⾊差(OFFCOLOR)-处理⽅式?⽬视颜⾊或⾊差值:ΔE、L、a、b值与标准⾊板不符–双⽅对标准⾊板之制订及喷涂过程共同参与确认。
–启⽤静置涂料时,对沉淀部份之⾊料、银粉、珠光粉予以适当地搅拌均匀。
–喷枪空⽓压、涂料吐出量、涂料泵浦压、喷雾、喷幅⼤⼩等,各项施⼯⼿法之统⼀。
–依标准膜厚规格值进⾏啧涂作业。
–更换线上涂料时,应彻底清洗循环管路及循环桶。
橘⼦⽪(ORANGEPEEL)膜表⾯呈规则橘⽪状波浪纹-原因–稀释剂太快⼲或溶解⼒不够。
–喷枪空⽓压⼒太⾼,造成涂料吐出量太少。
–喷枪距离被涂物较远(或时远时近)。
–涂料稀释程度不⾜,粘度太⾼。
?膜表⾯呈规则橘⽪状波浪纹-处理⽅式–调整使⽤之稀释剂,并选⽤较慢⼲的稀释剂。
–调节空⽓压⼒及涂料吐出量⾄标准⽐例。
–依照正常规定之喷涂距离及喷幅⾯积施⼯作业。
–涂料稀释⾄标准之作业秒数范围内。
针孔(PINHOLING)涂膜表层有细⼩针孔状的细孔出现-原因▲稀释剂选⽤不当,蒸发速率太快。
▲喷涂过厚过湿,且⽆⾜够之湿膜静置时间。
▲漆料搅拌作业不均匀,造成溶剂或空⽓包覆于漆料中。
▲啧涂环境湿⽓过重,于底漆表⾯造成⽔份残留。
▲喷枪啧涂距离被涂物过近。
涂膜表层有细⼩针孔状的细孔出现-处理⽅式▲使⽤较慢⼲、溶解⼒较强之稀释剂。
涂装不良分析及对策课件

引入机器人、物联网等先进技术,实现涂装生产线的智能化和自动化升级。
个性化与定制化需求
消费者对产品外观和性能的个性化需求将推动涂装行业向定制化方向发展。
THANKS感谢观看源自电泳漆膜厚度不均原因及解决
原因分析
电泳电压不稳定;电泳槽液温度不均匀;电泳槽液固体份含 量不均匀;工件形状复杂,电泳时电场分布不均匀。
解决方法
控制电泳电压在稳定范围内;保持电泳槽液温度均匀;定期 检测并调整电泳槽液固体份含量;对工件进行合理挂具设计 ,改善电场分布。
针孔、缩孔现象产生及防治方法
原因分析
降低产品外观质量
涂装不良导致产品外观质量下降,影响产品 整体美感。
影响产品性能
涂装不良可能导致产品耐腐蚀、耐磨损等性 能下降。
增加生产成本
涂装不良导致返工、修补等额外成本增加。
降低生产效率
涂装不良导致生产周期延长,生产效率降低 。
02
涂装前处理不良分析
除油不彻底原因及后果
原因
除油剂浓度不足、温度不当、时 间不够等。
电泳槽液颜基比失调;电泳槽液电导率过高;工件表面前处理不良,有油污、锈 迹等;电泳后冲洗不干净,槽液带入下一道工序。
防治方法
控制电泳槽液颜基比在合适范围内;降低电泳槽液电导率;加强工件表面前处理 ,确保无油污、锈迹等;加强电泳后冲洗,避免槽液带入下一道工序。
桔皮、流平性差问题改善措施
原因分析
电泳漆膜过厚;电泳槽液温度过高;工件形状复杂,涂膜流平性差。
对策制定与实施
根据成因分析,制定相应的预防和补救措施 ,并严格执行。
质量检测与控制
运用各种检测手段对涂装质量进行监控,确 保产品合格率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
放大之后中间有核,通常是 *素材被含硅类的物质污染。 *素材未很好清洁。 *裸手接触工件。 *油漆一次喷涂太湿。 *油漆体质敏感。
待喷漆工件要合适地封闭保存 工件在喷漆前作合适清洁。 使用涂料供应商建议的副料。 喷漆环境通风良好,采风过滤良好。 避免第一道喷涂太湿。
工件表面被轻质油污染.
a) A)使用合适的喷涂方法确保合适的漆膜厚 度
b) b) 使用合适的治具, 合适的灯光照明; 特别 注意难喷涂表面.
c) c) 确保漆料混合搅拌均匀.
描述 漆膜表面不平整如同桔子皮表面.
起因 A)喷漆手法太差, 枪距, 空气压力、出漆量调节
不合适。 B)漆膜不要喷得太厚或太薄。 C)油漆品质太差、粘度调整不合适、混合不均
❖ 主要来自衣服纤维, 人员走动太多,未穿 防尘衣。
❖ 也有来自劣质空气过 滤网。
当这类缺陷很多时,建议将缺陷样品抽取 30-50片进行详细分类(有必要的话,使用 放大镜观察缺陷形状、颜色等),然后分析 原因 改善 检察改善效果 制定SOP 贯彻 执行SOP。
描述:
漆膜过薄可见底材, 通常出现在比较难喷涂的底 侧面等a)喷得过厚,空气压力太低,扇形太窄,枪距太近,运枪太慢。. b)使用太差的天那水。 c)粘度调整不正确。 d) 素材表面或气温太低。 e) 表面脏污。
预防
正确调整喷枪并采用正确的喷漆手法。 b) 使用合适的溶劑 c) 调整合适粘度。 d) 在建议的温度范围内喷漆。 e) 确保素材清洁。
通常是基底有锈迹、污垢、小凹孔、磷化 渣质、水汽等被封在漆膜底下,漆膜在烤干 受热时,这些物质彭涨将漆膜顶起造成。
描述: 新喷漆膜表面有直径小于1MM的小气泡。
起因 漆膜表干过快,溶剂在漆膜中聚集 根本原因为:
a)溶劑太差或太快干。 b) 喷得太厚或两层漆之间干燥时间不够。 c) 压缩空气压力太低。 d) 加热太快,热源靠得太近。
预防
a) 确保工件表面清洁 b) 使用合适的溶劑。. c) 每层漆膜厚度合适,并适当闪干. d) 使用正确的喷漆压力. e) 烘烤前适当流平,避免加热过快,避免热源过近。.
预防
a)一次不要喷得太厚。 b)烘烤之前适当流平。 c) 使用涂料厂商推荐的附料。 d) 正确调配油漆,使用较慢干稀释剂。 e)保持底材干净。
在机壳上常出现应力纹 的地方
❖ 素材背面该点为注塑 口,
❖ 所用油漆溶剂较强。
素材本身灰尘未被去处; 油漆未过滤,或滤网太粗或太脏; 油漆本身夹杂异色颗粒; 喷房、流平间、烤房等环境被污染; 调漆间脏污,油漆未盖好; 调漆罐、供漆管路、喷枪清洗不够。 压缩空气未过滤,或滤网太脏。
起因: 常见于银粉漆,主要是银粉排列不一致。 主要原因有: 1十字交叉喷涂; 2使用太差的稀释剂;或稀释剂加入太少。 3喷枪未调好; 4喷涂手法不正确。 5 素材厚薄不一(这种情况常叫应力影)。
描述:
表现为漆膜软, 很容易被 划伤;
相应的耐溶剂性能表现 差。
通常是漆膜树酯交链不够好, 而交链不够的主要因素有: 1涂料中树酯分子或添加剂选择不合适; 2干燥时间不够; 3高温漆或双组份漆烘烤温度不够; 4双组份漆固化剂配比不对。
1.颜色有浮动效应 2.油漆批次、厂家不同。 3.搅拌不均匀、不充分。 4.喷漆手法不正确。
人员操作不当:野蛮工作;操作不熟练。 制具不合适。 油漆未干就包装或组装。 涂料硬度不够。
描述: 小凹穴,通常直径小于1MM。
根本原因与溶剂泡类似:
a) 溶剂太差或干的太快。 b) 喷得太厚或两层漆之间干燥时间不够。 c) 压缩空气压力太低。 d) 加热太快,热源靠得太近。 e) 素材受污染而又清洁不够。
匀。 D)两层漆之间干燥不够。 E)工件表面温度不正常。
预防
a)使用正确的喷漆手法、正确调节喷枪。
b)均匀喷漆。
c)使用合适的溶剂,并调节到合适的粘度。 层漆之间充分干燥。
d) 两
e) 在合适的温度范围内和良好的空气流通条件下喷漆。
描述 通常在垂直面等处,出现漆膜局部过厚造成大波纹、