铸件尺寸公差 (1)
压铸件的尺寸精度

压铸件的尺寸精度2.1.1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值死于表2-5。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方商定后仍从表2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级:对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带就对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可采用非对称公差设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
2.2.2 精密压铸件的尺寸分类及公差1.影响压铸件尺寸精度的主要因素(1)压铸件空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
2.精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
铸件尺寸公差

加工最终表面机械加工余量铸件尺寸公差铸件基本尺寸错型错型错型铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合 总论 标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
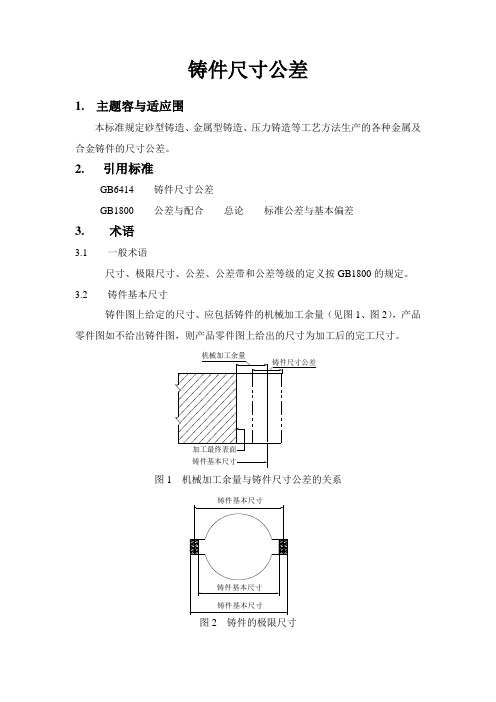
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸 3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错 型 4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT ,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值 mm铸件基本尺寸公差等级大于至 3 4 5 6 7 8 9 10 11 12 13 14 15 16— 3 0.140.20.280.40.560.81.21.61.61.62.3———3 6 0.160.240.320.480.640.91.31.82.52.52.5———6 10 0.180.260.360.520.741.01.52.2.84.24.2———10 16 0.20.280.380.540.781.11.62.23.4.45.———16 25 0.220.30.420.580.821.21.72.43.24.66.8 10 1225 40 0.240.320.460.640.91.31.82.63.65.7.9 11 1440 63 0.260.360.50.71.0 1.42.2.84.5.68.10 12 1663 100 0.280.40.560.781.1 1.62.23.24.46.9.11 14 18100 160 0.30.440.620.881.2 1.82.53.65.7.10 12 16 20160 250 0.340.50.71.0 1.42.02.84.5.68.11 14 18 22250 400 0.40.560.781.1 1.62.23.24.46.29.12 16 20 25400 630 —0.640.91.2 1.82.63.65.7.10 14 18 22 28630 1000 —— 1.0 1.4 2.0 2.8 4.6.8.11 16 20 25 321000 1600 ——— 1.6 2.2 3.2 4.7.9.13 18 23 29 376 0 01600 2500 ———— 2.6 3.8 5.48.10 15 21 26 33 422500 4000 ————— 4.4 6.29.12 17 24 30 38 49注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
铸件尺寸公差
铸件尺寸公差Document number:NOCG-YUNOO-BUYTT-UU986-1986UT铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图壁厚度。
错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
4.基本规定1.壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
注:错型值必要时可由供需双方商定。
5.铸件公差的选用铸件尺寸公差按表3规定的等级范围从表1中选取。
一般不应超过表3的规定。
表3铸件尺寸公差等级续表3铸件尺寸公差等级注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm 的铸件基本尺寸,通常采用下述较精的公差等级:①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
常用铸造一般公差

4
0.2
0.24
0.26
0.28 0.30 0.32 0.36 0.40 0.44
公差等级 CT
5
0.28
0.32
0.36
0.38 0.42 0.46 0.50 0.56 0.62
160
250
0.34
0.50
0.70
250
400
0.40
0.56
0.78
400
630
0.64
0.90
630
1000
1.00
ICI 公制
ICI:0-12.7:±0.18 12.7-25.4:±0.25 25.4-50.8:±0.33 50.8-76.2:±0. 101.6-127:±0.56 127-152.4:±0.64 152.4-177.8:±0.71 177.8-203.2:± 0.94 228.6-254:±1.02 >254:每+1增加±0.005
10 30 100 300
10 30 100 300
10 30 100 300
短邻边长度 ≤10
>10-18 >18-30 >30-50 >50-80 >80-120 >120-180 >180-260 >260-360
至 10 30 100 300 1000 10 30 100 300 1000 10 30 100 300 1000 10 30 100 300 1000
ISO 2768-m (GB/T1804-m) 公制
0-6:±0.10
6-30:±0.20
30-120:±0.30
120-400:±0.50
400-1000:±0.
ICI 英寸
ICI:0-0.5:±0.007 0.5-1:±0.010 1-2:±0.013 2-3:±0.016 3-4:±0.0 ±0.025 6-7:±0.028 7-8:±0.031 8-9:±0.034 9-10:±0.037 >10:每+
铸件尺寸公差
铸件尺寸公差1.主题容与适应围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级围从表1中选取。
铸件尺寸公差

铸件尺寸公差TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语3.1一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
3.3壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3错型4.基本规定4.1铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2错型值注:错型值必要时可由供需双方商定。
ISO铸件尺寸公差标准ISO
400
±2.40
4.8
±1.60
3.2
±0.80
1.6
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances
D2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close tolerances
铸件直线度 : 每 25mm 误差 0.127mm
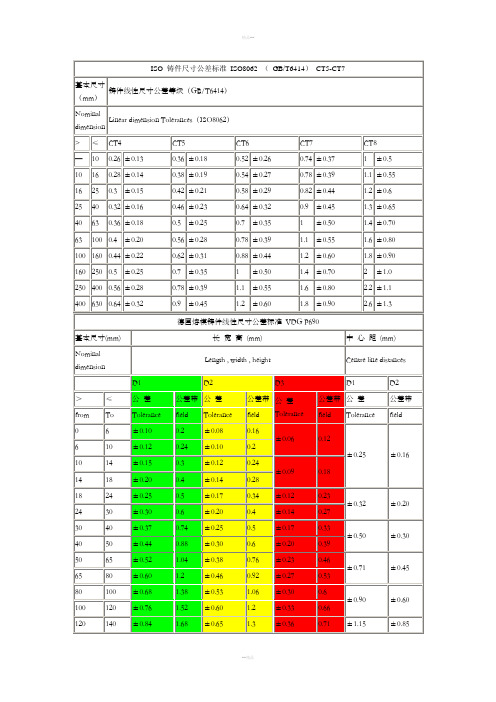
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm)
铸件线性尺寸பைடு நூலகம்差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
0.76
±0.23
0.46
±0.71
±0.45
65
80
±0.60
1.2
±0.46
0.92
±0.27
0.53
80
100
±0.68
1.38
±0.53
1.06
±0.30
0.6
±0.90
±0.60
100
120
±0.76
1.52
±0.60
1.2
±0.33
0.66
120
140
±0.84
1.68
±0.65
1.3
±0.36
±0.25
0.5
±0.17
0.34
±0.12
0.23
±0.32
±0.20
24
30
铸件尺寸公差对照表

铸件尺寸公差对照表铸件尺寸公差对照表如下:1. 铸件线性尺寸公差:- 长度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等;- 宽度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等;- 高度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等。
2. 铸件角度公差:- 直角度公差:±0.5°、±1.0°、±2.0°等;- 锐角度公差:±1.0°、±2.0°、±5.0°等;- 钝角度公差:±1.0°、±2.0°、±5.0°等。
3. 铸件曲面公差:- 曲面度公差:±0.05mm、±0.1mm、±0.2mm等;- 圆度公差:±0.05mm、±0.1mm、±0.2mm等;- 平面度公差:±0.05mm、±0.1mm、±0.2mm等。
4. 铸件位置公差:- 平行度公差:±0.05mm、±0.1mm、±0.2mm等;- 垂直度公差:±0.05mm、±0.1mm、±0.2mm等;- 同轴度公差:±0.1mm、±0.2mm、±0.5m m等。
注意:以上仅为示例,实际铸件尺寸公差对照表可能根据具体情况有所不同。
在制定具体的铸件尺寸公差对照表时,需要考虑材料特性、工艺要求、功能需求等因素,并根据相关的国家或行业标准进行规定。
德国熔模铸造件尺寸公差标准

0.88
±0.30
0.6
±0.20
0.39
50
65
±0.52
1.04
±0.38
0.76
±0.23
0.46
±0.71
±0.45
65
80
±0.60
1.2
±0.46
0.92
±0.27
0.53
80
100
±0.68
1.38
±0.53
1.06
±0.30
0.60
100
120
±0.76
1.52
±0.60
1.2
±0.33
2mm小范围1mm1mmforsmallarea图图示r角图图示r角r03mmr05mm美国精密铸造学会ici铸件尺寸公差铸件基本尺寸mm一般公差特别公差127001800825400250135080033020762004102510160048030127000560361524006403817780071041203200790432286008604625400094048254013每254007每254技术部深圳市御嘉鑫五金制品有限公司3熔模铸件的椭圆度公差直径mm小于等于直径差的12127254381508大于508按线性公差0254038105080635熔模铸件的角度公差为121度
3
0.86
200
225
±1.28
2.56
±0.95
1.9
±0.47
0.93
±1.80
±1.00
225
250
±1.44
2.88
±1.05
2.1
±0.51
1.02
250
280
铸件尺寸公差
制造工艺方法
公差等级CT
铸钢
灰铁
球铁
可锻
铜合金
锌合金
轻合金
砂型手工造型
11~13
10~13
11~13
11~13
10~12
9~11
砂型机器造型及壳型
8~10
8~10
8~10
8~10
8~10
7~9
金属型
7~9
7~9
7~9
7~9
7~9
6~8
低压铸造
7~9
7~9
7~9
7~9
7~9
6~8
续表3铸件尺寸公差等级
5.2.2轻金属合金铸件
电机轻金属合金零件的铸件尺寸公差按不同的铸造工艺方法,在表3中选用CT最高级。
5.2.3铜合金铸件
铜合金铸件机械加工部位的尺寸公差按不同的铸造工艺方法在表3中选用CT最低级。不加工的毛坯尺寸公差选用CT最高级。
6.铸件尺寸公差在图样上的标注
6.1电机零件的铸件尺寸公差符合第5.2.1、5.2.2、5.2.3条和第4.2、4.3条的规定时,图样上可省略标注。
铸件尺寸公差
1.主题内容与适应范围
本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准
GB6414铸件尺寸公差
GB1800公差与配合总论标准公差与基本偏差
3.术语
3.1一般术语
尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸
0.28
0.38
0.54
0.78
1.1
1.6
2.2
3.0
铸件尺寸公差
65 80 100 120 140 160 180 200 225 250 280 315 355
80 ±0.60 100 ±0.68 120 ±0.76 140 ±0.84 160 ±0.92 180 ±1.02 200 ±1.12 225 ±1.28 250 ±1.44 280 ±1.64 315 ±1.84 355 ±2.10 400 ±2.40
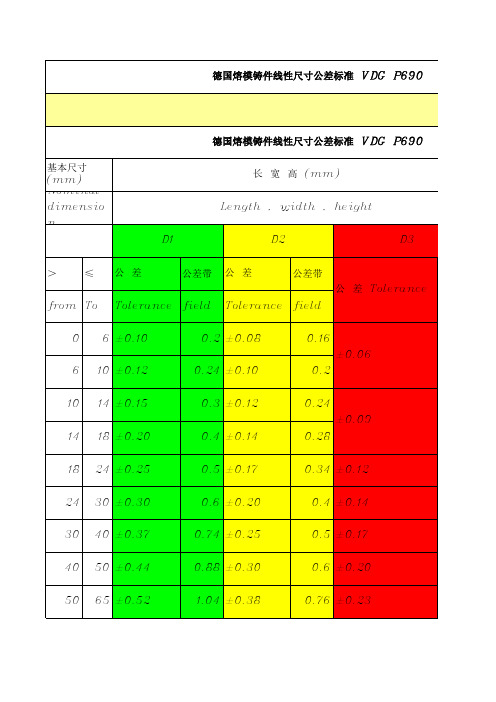
德国熔模铸件线性尺寸公差标准 VDG P690
德国熔模铸件线性尺寸公差标准 VDG P690 基本尺寸(mm) Nominal dimension D1 > from 0 6 10 14 18 24 30 40 50 ≤ To 公差 Tolerance 6 ±0.10 10 ±0.12 14 ±0.15 18 ±0.20 24 ±0.25 30 ±0.30 40 ±0.37 50 ±0.44 65 ±0.52 公差带 field 公差 Tolerance 0.2 ±0.08 0.24 ±0.10 0.3 ±0.12 0.4 ±0.14 0.5 ±0.17 0.6 ±0.20 0.74 ±0.25 0.88 ±0.30 1.04 ±0.38 长 宽 高 (mm) Length , width , height D2 公差带 公 差 Tolerance field 0.16 ±0.06 0.2 0.24 ±0.09 0.28 0.34 ±0.12 0.4 ±0.14 0.5 ±0.17 0.6 ±0.20 0.76 ±0.23 D3
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances
D2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close tolerances
铸件尺寸公差

铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
铸件尺寸公差
铸件尺寸公差 The document was finally revised on 2021铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合 总论 标准公差与基本偏差3. 术语一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
壁厚错型(错箱)图3 错 型4. 基本规定1.CT10,则壁厚公差为CT11。
公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
② CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
注:错型值必要时可由供需双方商定。
5. 铸件公差的选用铸件尺寸公差按表3规定的等级范围从表1中选取。
一般不应超过表3的规定。
续表3 铸件尺寸公差等级注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm的铸件基本尺寸,通常采用下述较精的公差等级:①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
②铸件基本尺寸大于10mm至等于15mm时,其公差等级提高2级。
铸件尺寸公差

铸件尺寸公差之宇文皓月创作1. 主题内容与适应范围本尺度规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用尺度GB6414 铸件尺寸公差GB1800 公差与配合 总论 尺度公差与基本偏差 3. 术语 3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包含铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给图13.3 壁厚3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
4. 基本规定4.1 级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值mm注:①本表给定的公差值已包含了分型面,铸型与型芯装配的影响而引起的公差增量,但不包含由于拔模斜度引起的公差增量。
② CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值需要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
一般不该超出表3的规定。
表3 铸件尺寸公差等级续表3 铸件尺寸公差等级注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm的铸件基本尺寸,通常采取下述较精的公差等级:①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸件尺寸公差
1. 主题内容与适应范围
本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准
GB6414 铸件尺寸公差
GB1800 公差与配合 总论 标准公差与基本偏差
3. 术语
一般术语
尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
铸件基本尺寸
铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系 壁厚
壁厚度。
错型(错箱)
图3 错 型
4. 基本规定
1.
CT10,则壁厚公差为CT11。
公差带的位置
公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级
时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带
错型(错箱)值
错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值
注:错型值必要时可由供需双方商定。
5. 铸件公差的选用
铸件尺寸公差按表3规定的等级范围从表1中选取。
一般不应超过表3的规定。
表3 铸件尺寸公差等级
注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm的铸件基本尺寸,通常采用下述较精的公差等级:
①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
②铸件基本尺寸大于10mm至等于15mm时,其公差等级提高2级。
③铸件基本尺寸大于16至等于25mm时,其公差等级提高1级。
公差等级的选用
灰铸铁铸件
砂型手工造型
机座、端盖、轴承内外盖的配合面按CT10级选用,其余部位及其它零件尺寸公差等级按CT11级选用,工具件按CT12级选用。
. 砂型机器造型及壳型
铸件尺寸公差等级按CT9级选用。
轻金属合金铸件
电机轻金属合金零件的铸件尺寸公差按不同的铸造工艺方法,在表3中选
用CT最高级。
铜合金铸件
铜合金铸件机械加工部位的尺寸公差按不同的铸造工艺方法在表3中选用CT最低级。
不加工的毛坯尺寸公差选用CT最高级。
6. 铸件尺寸公差在图样上的标注
电机零件的铸件尺寸公差符合第、、条和第、条的规定时,图样上可省略标注。
电机零件的铸件尺寸公差有以下特殊要求时,必须在图样上标注。
a 铸件尺寸公差非对称设置;
b 铸件尺寸公差等级不符合第条的规定;
c 要求进一步限制错型值;
d 壁厚公差有特殊要求。
有特殊要求的铸件尺寸公差一般直接在图样上标注,最大错型值可在技术要求中说明。