工程塑料-聚酰胺(尼龙)
尼龙(PA)

尼龙(Nylon),中文名聚酰胺,英文名称Poly amide(简称PA),是分子主链上含有重复酰胺基团—NHCO—的热塑性树脂总称。
其命名由合成单体具体的碳原子数而定。
是美国最大的化学工业公司──杜邦公司著名化学家卡罗瑟斯和他的科研小组发明的规格尺寸:1-200mm*500/1000mm*1000/2000mm尼龙系列是最重要的工程塑料。
该产品应用广泛,几乎覆盖每一个领域,是五大工程塑料中应用最广的品种。
尼龙板按生产工艺不同分为挤出和浇铸两种。
挤出尼龙板1:尼龙6(白色):该材料具有最优越的综合性能,包括机械强度、刚度、韧度、机械减震性和耐磨性。
这些特性,再加上良好的电绝缘能力和耐化学性,使尼龙6 成为一种“通用级”材料,用于机械结构零件和可维护零件的制造。
2:尼龙66 (奶油色):与尼龙6 相比较,其机械强度、刚度、耐热和耐磨性,抗蠕变性能更好,但冲击强度和机械减震性能下降,非常适合于自动车床机械加工。
3:尼龙4.6 (红棕色):与普通尼龙相比,尼龙4.6的特点是刚性保存力强,耐蠕变性好,在较宽的温度范围内,更耐热老化,因此,尼龙4.6用于尼龙6、尼龙66、POM 和PET在刚度、抗蠕变、耐热老化、疲劳强度和耐磨性能方面所达不到要求的“较高的温度领域”(80 -150 ℃)4:尼龙66+GF30 (黑色):与纯尼龙66相比,这种尼龙填加30% 玻璃纤维增强,其耐热性、强度、刚度。
耐蠕变性和尺寸稳定性、耐磨等性能方面均有提高,它的最大允许使用温度较高。
5:尼龙66+MOS2 (灰黑色):这种尼龙填加了二硫化钼,与尼龙66相比,其刚性,硬度和尺寸稳定性有所提高,但抗冲击强度有所下降,二硫化钼的晶粒形成效果提高了结晶结构,使材料承载和耐磨性能均有提高。
浇铸尼龙板又称MC 尼龙:英文名称Monomer casting ny lon ,中文称单体浇铸尼龙。
“以塑代钢、性能卓越”,用途极其广泛。
它具有重量轻、强度高、自润滑、耐磨、防腐,绝缘等多种独特性能。
聚酰胺(尼龙)的主要生产公司及牌号

聚酰胺(尼龙)的主要生产公司及牌号PA-聚酰胺(尼龙)的主要生产公司PA-聚酰胺(尼龙)的主要牌号神马工程塑料Shenma EgineeringPlastics商业名称:神马尼龙66台湾赫斯特有限公司(Hoechst Co.)商业名称:Celanese Nylon-66台湾南亚塑胶工业股份有限公司(Nan YaPlastics Corporation)商业名称:Nylon-6日本东洋纺织公司(Toyobo Co.,Ltd.)商业名称:Toyobo Nylon-66日本宇部兴产公司(UBE Industries Ltd.) 商业名称:UBE Nylon(尼龙-6/尼龙66/尼龙11/尼龙12)日本东丽工业公司(Toray Industries Inc.) 商业名称:AmilanPA-6/Amilan-Nylon-66/Amilan-PA-11,12/Amilan-共聚日本旭化成工业有限公司(Asahi Chemical Industry Co.,Ltd) 商业名称:Leona Nylon-66/Leona Nylon-6日本三菱化成工业公司(Mitsubishi Chemical Industries Ltd.)商业名称:Novamid PA-6/Nylon-11,12/Nylon-66/Nylon_共聚尼龙日本三菱瓦斯化学公司(Mitsubishi GasChemical Co.,Ltd.)商业名称:Reny-PA-6日本联合塑料公司(Polyplastics Co.,Ltd)商业名称:Nylon-66/Nylon-11/Nylon12日本昭和电工公司(Showa Danko K*K)商业名称:Technyl-PA-66日本三菱油化公司(MitsubishiPetrochemicalCo.,Ltd)商业名称:Nylon-6日本帝中工业公司(Teilin Nylon)商业名称:Nylon-6日本东洋人绢公司(Toray Industries Inc.)商业名称:Nylon-6日本卜内门化学公司(Imperial Chemical Industries Ltd.) 商业名称:Unitika-Nylon-6/Nylon-66/Verton-PA66/Unitika-PA66日本三井石油化学公司(MitsuiPetrochemical )商业名称:MCX-A PA-6日本住友电木公司(Sumitomo BekeliteCo.,Ltd.)商业名称:Sumitomo FM PA-6日本韦斯曼公司(Wellman Inc,PlasticsDiv)商业名称:Wellamid Nylon-66日本新铁化学公司(Nippon SteelChemical.,Ltd.)商业名称:Esurid Nylon-6日本合成橡胶公司(Japan SyntheticRubber Co.,Ltd.)商业名称:Capron-PA-6日本武田药品工业公司(Tokede ChemicalIndustries,Ltd.)商业名称:CP Resin Nylon-PA-6大日本油墨化学公司(Dainippon Ink&Chemical Inc)商业名称:Compodic-PA-6/Daiamid-PA-12/美国化学高聚物公司(Polymer Co.,Ltd.)商业名称:Nylon-6/Nylon-66美国阿迪尔塑料公司(Adell Plastics Inc.)商业名称:Capron-PA-6/Nylon-66美国孟山都公司(Monsanto Co.)商业名称:Vydyne Nylon-66/Nylon-6美国阿谢立聚合物公司(Ashley PolymersCo.)商业名称:Ashley PA-6/Nylon-66美国塞拉尼斯塑料公司(Celanese PlasticsCo.)商业名称:Celanese Nylon-66美国艾姆斯化学公司(Emser Chemie Co.)商业名称:Grillon Nylon-6/Grilami Nylon-12美国杜邦公司(DuPont Co.)商业名称:Zytel Nylon-66/Nylon-612/共聚尼龙/尼龙610美国弗伯菲尔公司(Fiberfil Co.)商业名称:Nylafil PA-6/PA-12/PA-612美国液氮加工公司(Liguid Nitrogen Processing Co.) 商业名称:ThermocompPA-6/Nylon-66/Nylon-11/Nylon-610/Nylon-612美国霍尔斯公司(Huels Co.)商业名称:Huels美国塞菲尔公司(Thermofil Co.)商业名称:Thermofil PA-6美国古马国际公司(ComalloyInternational Inc.)商业名称:Comtuf-PA-6美国阿克苏工程塑料公司(AkzoEngineering PlasticsCo.)商业名称:Nylafil-PA-6德国巴斯夫公司(BASF.) 商业名称:Ultramid PA-6 :Ultramid PA-66 :Ultramid-C-PA66/6共聚物:Ultranyl (PA+PPE合金) :Ultramid-S-PA-610德国拜耳有限公司(Bayer Co.,Ltd.)商品名称:Durethan PA-6德国赫斯特化学公司(Chemische Werke Huls AG) 商品名称:Vestamid Nylon-12 :Nylon-612 :Vestamelt(热熔性粘和剂类)英国卜内门化学工业有限公司(ImperialChemical IndustriesLtd.)商品名称:Maranyl PA-6 :Nylon-66英国比普化学公司(BIP Chemical Co.)商品名称:Beetle-PA-6荷兰阿克苏塑料公司(Akzo Plastics BV)商品名称:Akulon-6 :Nylon-66荷兰国家矿业公司(DSMPolymersCo.,Ltd)商品名称:Akulon-PA-6 :Akulon-PA-66法国阿托化学公司(Ato Chimie Co.)商品名称:Rilsan-11 :Nylon-12法国罗纳•普朗克公司(RhonePoulenc SA)商品名称:Technyl Nylon-66 :Technyl Nylon-6意大利艾尼化学工业公司(Eni ChemicalIndustries SA)商品名称:Nivionplast Nylon-6瑞士汽巴•嘉基公司(Ciba·GeigyLtd.)商品名称:Verafil Nylon/PC瑞士埃姆斯化学有限公司(EWS ChemieAG)商品名称:Grilon Nylon-6 :Grilamid Nylon-12韩国九龙化学公司商品名称:Amlde-Nylon-66(Callmox Corporation)商品名称:Nylon-6/66韩国韩洋化学株式会社(Hanyang ChemicalCORP)商品名称:LUPON-Nylon-66韩国LG化学公司(Engineering PlasticsDivision)商品名称:Nylon-6韩国大韩油化工业株式会社(KoreaPetrochemical IndCo.,Ltd.)韩国东洋尼龙有限公商品名称:Toplamid-PA-6 :Toplamid-PA-66 司(Tong Yang NylonCo., Ltd.)商品名称:Samsung-Nylon-6韩国三星综合化学株式会社(SamsungGeneral ChemicalsCo.,Ltd.)商品名称:Ehnjon Nylon-6俄罗斯塑料工业公司(COIO3xnMILaCT)。
塑料材料-聚酰胺(PA)尼龙(Nylon)-的基本物理化学特性及典型应用介绍
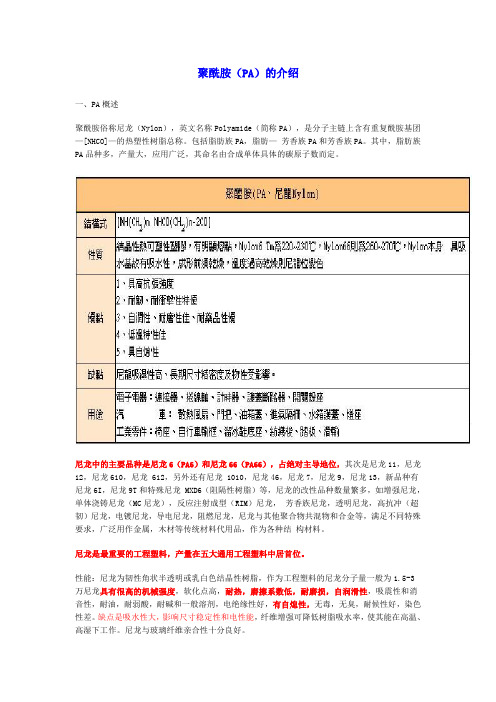
聚酰胺(PA)的介绍一、PA概述聚酰胺俗称尼龙(Nylon),英文名称Polyamide(简称PA),是分子主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称。
包括脂肪族PA,脂肪—芳香族PA和芳香族PA。
其中,脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。
尼龙中的主要品种是尼龙6(PA6)和尼龙66(PA66),占绝对主导地位,其次是尼龙11,尼龙12,尼龙610,尼龙 612,另外还有尼龙 1010,尼龙46,尼龙7,尼龙9,尼龙13,新品种有尼龙6I,尼龙9T和特殊尼龙 MXD6(阻隔性树脂)等,尼龙的改性品种数量繁多,如增强尼龙,单体浇铸尼龙(MC尼龙),反应注射成型(RIM)尼龙,芳香族尼龙,透明尼龙,高抗冲(超韧)尼龙,电镀尼龙,导电尼龙,阻燃尼龙,尼龙与其他聚合物共混物和合金等,满足不同特殊要求,广泛用作金属,木材等传统材料代用品,作为各种结构材料。
尼龙是最重要的工程塑料,产量在五大通用工程塑料中居首位。
性能:尼龙为韧性角状半透明或乳白色结晶性树脂,作为工程塑料的尼龙分子量一般为1.5-3万尼龙具有很高的机械强度,软化点高,耐热,磨擦系数低,耐磨损,自润滑性,吸震性和消音性,耐油,耐弱酸,耐碱和一般溶剂,电绝缘性好,有自熄性,无毒,无臭,耐候性好,染色性差。
缺点是吸水性大,影响尺寸稳定性和电性能,纤维增强可降低树脂吸水率,使其能在高温、高湿下工作。
尼龙与玻璃纤维亲合性十分良好。
尼龙中尼龙66的硬度、刚性最高,但韧性最差。
各种尼龙按韧性大小排序为: PA66<PA66/6<PA6<PA610<PA11<PA12。
尼龙的燃烧性为UL94v-2级,氧指数为24-28,尼龙的分解温度>299℃,在449~499℃时会发生自燃。
尼龙的熔体流动性好,故制品壁厚可小到1mm。
二、常用聚酰胺材料的性能与应用聚酰胺(PA)具有品种多、产量大、应用广泛的特点,是五大工程塑料之一。
聚酰胺简介
PA11 为热塑性塑料,可用注塑、挤出、吹塑、旋转及涂敷等发法加工。 (1)加工特性 ①PA11 加工前需要干燥处理,将含水量降到 0.1%以下。干燥条件为:温度 80~100℃,时间 3~5h, 料层厚度 20mm 以下。 ②PA11 熔体接近牛顿流体,即随剪切速率增大,熔体粘度下降。但不同牌号的 PA11 下降幅度不同, 高分子量 PA11 下降明显,而低分子量 PA11 下降缓慢。 ③PA11 在高温有氧、氮存在下易发生氧化降解,因此加工温度不能太高,一般不易超过 290~300℃, 并避免在高温下停留时间过长。 ④PA11 的回收料加入量不应大于 20%。 (2)加工方法
78
①注塑
料筒温度和喷嘴温度
料筒温度/℃ 后中
低分子 PA11 中分子 PA11
200 215 210 225
高分子 PA11 增塑 PA11
230 250 210 220
模具温度
30%GFPA11 PA11
30~40℃
240 260
注塑压力
GFPA11 PA11 GFPA11
90~100℃ 40~70MPa 70~100MPa
PA 在加工中易产生内应力,应进行退火处理;具体条件为缓慢升温到 160~190℃,停留 15min 后,缓 慢冷却即可。
2、加工方法
PA 可用注塑、挤出及吹塑等方法成型。 (1)注塑 PA 的粘度低、易流动,应用自锁喷嘴,模具要考虑排气。 具体的注塑工艺条件为:料筒温度 160~280℃,喷嘴温度 180~260℃,模具温度 40~60℃,注塑压力 70~130MPa。 (2)挤出 选用排气式挤出机,L/D18~22/1,压缩比 3.2~4.1。 挤出的工艺条件为:料筒温度 200~280℃,机头温度 210~250℃,口模温度 200~210℃,挤出压力 3.5MPa,螺杆转速 60r/min。
PA塑料

PA塑料
PA,中文名称叫聚酰胺,又叫尼龙。
聚酰胺与一般的塑料相比,它具有耐磨、强韧、质轻、耐药品、耐热、耐寒、易成型、自润滑、无毒、易染色等优点。
室温下PA具有较高的拉伸强度和冲击强度,而且使用温度广泛,一般可达-40℃--100℃。
另外,它流动性好的特点。
聚酰胺的不足之处在于:由于热膨胀和吸水性所至的尺寸精度不够,耐酸性差,硬度和弹性模量不够。
经改良以后,也是比较优秀的工程塑料之一。
它们广泛运用于:
汽车制造方面:用于制造燃料滤网、燃料过滤器、罐、捕集器、储油槽、发动机汽缸盖罩、散热器水缸、平衡旋转轴齿轮。
也可用在汽车的电器配件、接线柱等。
另外,它还可用作驱动、控制部件等。
电器电子工业:可用于制造电饭锅、电动吸尘器、高频电子食品加热器,电器产品的接线柱、开关和电阻器等。
医疗器械及精密仪器:用于医用输血管、取血器、输液器等。
PA单丝可做外科手术缝线、假发等;另外,电子打字机的数字旋转盘、接线柱、传动齿轮、印刷机的带式过滤片等。
其它方面:用于制作一次性打火机体、碱性干电池衬垫,摩托车驾驶员的头盔,办公机器外壳,办公用椅的角轮、座和靠背,冰鞋、钓鱼线等,PA薄膜气体阻隔性能优良,而且耐油性、耐低温冲击性、耐穿透性好,可用于肉、火腿肠等冷冻食品的包装。
聚酰胺还可棒材和板材,也作齿轮或其它传动装置。
常用工程塑料的种类及性能用途
常用工程塑料的种类及性能用途工程塑料是一种具有优异性能的高分子材料,广泛应用于各个领域的制造业中。
下面介绍常用的几种工程塑料及其性能用途。
1.聚酰胺(PA)聚酰胺是一种具有良好机械性能、热性能和绝缘性能的工程塑料。
常见的聚酰胺有尼龙6(PA6)、尼龙66(PA66)等。
它们具有高强度、刚性和抗冲击性,具有良好的耐热性和耐化学品性能。
应用领域广泛,包括汽车、电器、电子、运动器材等。
2.聚酯(PET、PBT)聚酯具有优良的机械性能、热性能和耐化学性能。
聚对苯二甲酸乙二醇酯(PET)具有良好的耐热性、耐溶剂性和优秀的电气性能,广泛应用于瓶饮料、纺织、电子和汽车等领域。
聚对苯二甲酸丁二酯(PBT)具有良好的刚度、高温性能和耐化学性能,通常用于电器、电子、汽车零部件和电机绝缘件等。
3.聚碳酸酯(PC)聚碳酸酯是一种具有高耐冲击性、透明度和耐高温性的工程塑料。
广泛应用于光学、电子和通信等领域。
它具有良好的绝缘性能和机械性能,适用于制造电器、电子设备、汽车车灯、镜片和包装材料等。
4.聚醚酮(PEEK)聚醚酮是一种具有优异的高温性能和耐腐蚀性的工程塑料。
它具有良好的机械性能、热性能和化学稳定性。
应用领域包括航空航天、汽车、电子、能源和医疗等领域。
5.聚苯基硫醚(PES)聚苯基硫醚具有优良的电气性能、耐高温性和化学稳定性。
它适用于电机绝缘材料、印刷电路板、电子和电信设备等。
6.聚四氟乙烯(PTFE)聚四氟乙烯是一种具有优异的耐腐蚀性、绝缘性和摩擦性能的工程塑料。
它适用于制造密封件、润滑材料、电缆绝缘和耐腐蚀管件等。
7.聚丙烯(PP)聚丙烯是一种具有优良的耐化学性、热性能和可加工性的工程塑料。
它广泛应用于汽车、家电、包装等领域。
8.聚乙烯(PE)聚乙烯具有良好的耐化学性、电绝缘性和抗冲击性。
常见的聚乙烯有聚乙烯高密度(HDPE)、聚乙烯低密度(LDPE)和线性低密度聚乙烯(LLDPE)。
它们广泛用于包装材料、电线电缆绝缘材料、管道和容器等。
尼龙注塑件的硬度
尼龙注塑件的硬度尼龙(Nylon),也称为聚酰胺(Polyamide, PA),是一种常用的工程塑料,广泛应用于注塑成型领域。
尼龙注塑件具有多种优异的性能,包括良好的耐磨性、耐化学性和抗冲击性。
硬度是衡量材料表面抵抗变形能力的物理量,对于尼龙注塑件来说,硬度是一个重要的性能指标。
尼龙注塑件的硬度受多种因素影响,主要包括:1. 尼龙的类型:尼龙有多种类型,如PA6、PA66、PA610、PA11、PA12等,不同类型的尼龙具有不同的分子结构和结晶度,因此它们的硬度也不同。
2. 添加剂:在尼龙中添加填料(如玻璃纤维、矿物填料等)可以显著提高注塑件的硬度。
例如,添加短切玻璃纤维可以增强尼龙的机械强度和硬度。
3. 结晶度:尼龙是一种半结晶性聚合物,其硬度与结晶度有关。
结晶度越高,材料的硬度通常越大。
4. 注塑工艺参数:注塑过程中的温度、压力、冷却速率等工艺参数会影响尼龙注塑件的结晶度和内部结构,从而影响硬度。
5. 后处理:注塑成型后的热处理过程(如退火)可以改变尼龙注塑件的结晶度,进而影响硬度。
尼龙注塑件的硬度通常使用邵氏硬度(Shore Hardness)来衡量,这是一种通过硬度计来测量材料表面抵抗压痕的能力的方法。
邵氏硬度分为A、D两种标尺,其中A标尺用于较软的塑料,D标尺用于较硬的塑料。
尼龙注塑件的硬度一般在邵氏D30到D70之间,具体数值取决于上述提到的因素。
在设计和制造尼龙注塑件时,需要根据应用要求选择合适的尼龙类型和添加剂,以及优化注塑工艺参数,以获得所需的硬度和其他性能。
例如,如果注塑件需要具有较高的耐磨性和强度,可以选择填充有玻璃纤维的尼龙,并通过调整注塑工艺来提高结晶度,从而增加硬度。
总之,尼龙注塑件的硬度是一个复合性能指标,它受到材料本身特性、添加剂、注塑工艺和后处理等多种因素的影响。
通过合理设计和工艺控制,可以获得满足特定应用需求的尼龙注塑件。
工程塑料聚酰胺PA

2.2.1 聚酰胺
⑵ 电子电气工业
消费第二领域
主要用途是空调、彩电、程控交换机、复印机、计算机的线圈骨架 、接插件、接线柱、高压包、转动轮、小型变压器等部件;移动电话 外壳、电器电源装置的高低压开关、继电器外壳等。
⑶ 机械工业
传动齿轮轴套、密封垫圈、轴承骨架、滚轮、纺织棱。
⑷ 办公和家用电器
用于制造打印机、复印机、计算机、办公设备的零件。 家用电器是:电视机、录像机、摄像机、冰箱、洗衣机、微波炉、空调 、电熨斗等电器的零件。洗衣机甩干桶刹车片、吸尘器内部构件和空调压 缩机接线端子护盖等。电工照明用具、装饰灯的灯头、灯座等。
尼龙的产量在工程塑料中居第一位,成为各行各 业中不可缺少的结构材料。
2
2.2.1 聚酰胺PA
1.尼龙的基本特性:
1)物理性能:淡黄色至琥珀色颗粒,无臭、无味、无 毒,不霉烂;吸水性强,成型前需充分干燥;收缩率 大,达到0.8%~1.5%。 2)优良的力学性能,机械强度高,韧性好良好,消声 效果和自润滑性能 3)热稳定性较差,一般只能在80℃~100 ℃之间使用 4)化学性能良好,但可被强酸和氧化剂侵蚀 5)优异的电绝缘性能 ,尼龙的体积电阻率很高,是 优良的电气、电器绝缘材料。
2.2 工程塑料
工程塑料是指被用做工业零件或外壳材料工业用塑料, 是强度、耐冲击性、耐热性、硬度及抗老化性均优的 塑料。 目前应用比较广泛的有聚酰胺(PA),ABS,聚碳酸
酯(PC),聚甲醛(POM),聚苯醚(PPO),PET等
1
2.2.1 聚酰胺PA
聚酰胺PA,又称尼龙(Nylon),是主链上含有酰 胺基团(-CONH-)的高分子化合物的总称。
7
2.2.1 聚酰胺PA
⑸ 包装工业
7常用工程塑料
1
概述
工程塑料分为通用工程塑料和特种工程塑 料两大类,与通用塑料相比: 工程塑料具有更高的力学强度,能经受较 宽的温度变化范围和较苛刻的环境条件,具 有较高的尺寸稳定性,可在工程中作为结构 材料,广泛应用与机械、电子、汽车及航空 航天领域。 五大通用工程塑料为:聚酰胺、聚碳酸酯、 聚甲醛、热塑性聚酯、聚苯醚。
6
2.热性能 PA熔点高,熔融温度范围窄,通常在180~280 ℃ 之间。 常用尼龙的熔化温度: PA66-260~290℃; PA6-230~280℃; PA12-240~300℃。 PA使用温度不超过100℃,通常为80 ℃,在100 ℃以上的温度长期与氧接触会引起其表面的缓慢热氧 降解,是制品逐渐呈现褐色丧失使用性能。新开发的 芳香族PA长期使用温度可达200 ℃。 PA散热性较差,可加入铜粉或石墨提高其散热性。 PA具有自熄性。
1.聚酰胺的分子结构: 脂肪族PA如PA-6、 PA-66、 PA-610典型的线 型热塑性聚合物。 PA的分子链上具有酰胺基(-CONH-),可 以使分子间形成氢键,大分子链中氢键的含量增加, PA的力学性能、吸水率和熔点增大。 吸水率对制品的影响: (1)吸水后尺寸变化,降低制品尺寸稳定性; (2)影响制品的力学性能。 2.聚酰胺的结晶性(具有较高的结晶能力) 3.相对分子质量(力学强度的影响)
15
5.光学性能 PC无色透明,具有良好的透过可见光的 能力。长期在光照环境中使用需加入紫外线 吸收剂以提高其防老化性能。 6.成型加工性能 (1)PC由于酯基易于发生高温水解,加工前 需在135℃下干燥。 (2)PC熔体流动特性接近牛顿流体,熔体黏 度对温度变化敏感,成型加工可通过温度调 节控制熔体流动。
8
5.成型加工性能 (1)由于PA的吸水性,加工前应在80~100℃ 下真空干燥6~10h。 (2)PA的熔体黏度对温度敏感,加工过程中要 使温度和黏度相匹配。 (3)PA的熔程窄,一般在10 ℃左右,故要严 格控制加工温度,一般在PA熔点以上5~50 ℃,受热时间不宜超过0.5h。 (4)PA具有较大的成型收缩率,对于使用温度 高于80 ℃或精度要求较高的制品成型后需进 行退火处理。
PA 尼龙塑料材料详解
如:1.6-己二胺和1,6-己二酸缩聚所得聚合物成为 PA66
6:单体所含的碳原子 数命名
5
6
PA(聚酰胺)的一般性能
①聚酰胺无毒、无味、为白色至淡黄色的颗粒;
聚酰胺的密度为1~1.16,制品坚硬有光泽
②结晶度一般,在35%左右
注塑成型时,模具温度越高, 熔体冷却时间较长, 制品的结晶度越高。
⑥尼龙具有较高的机械强度和模量,
②热变形温度 30%玻纤增强PA6和PA66的热
变形温度大幅度提高的250℃,纯的热变形温度在
③成型收缩率 20%-30%玻纤增强PA6的成型收
缩流率一般在0.6%以下。
④流动性下降 要求成型加工温度高于纯PA的
加工温度
玻璃纤维含量对性能影响: ①玻纤含量增加,产品的流动性下降 ②玻纤含量增加,产品力学性能也会增加。
如尼龙6和尼龙66的共聚物称为尼龙6/66; 若主要成分为尼龙66,则称为66/6
共聚尼龙破坏了尼龙原有的结构,失去结晶 能力,结晶度变低,材料具有较好的韧性和 透明性,是耐磨的弹性材料。
1、由内酰胺开环聚合的尼龙,称为尼龙n,简写为PAn。 如己内酰胺开环聚合得到的聚合物,称为PA6。
2、由二元胺和二元酸缩聚得到的聚合物,称为尼 龙mn,简写为PAmn,m为重复单元二元胺的碳原 子数,n为重复单元中二元酸的碳原子数,
所以,作为工程用塑料,还须改进其性能,才能 达到工业用途的要求。
利用尼龙的结构特点进行改性,克服尼龙易吸水, 制品尺寸变化大的弱点,提高尼龙的冲击强度和 耐热性。
目前为止尼龙的改性牌号有3000多种,充分证明 了尼龙具有良好的改性性能。
改性?
在聚合物基体中加入某种材料使其获得某种性能。 聚酰胺的改性的目的
PA塑料

PA塑料 PA塑料(尼龙) (聚酰胺) 英文名称:Polyamide 比重:PA6-1.14克/立方厘米 PA66-1.15克/立方厘米 PA1010-1.05克/立方厘米 成型收缩率:PA6-0.8-2.5% PA66-1.5-2.2% 成型温度:220-300℃ 干燥条件:100-110℃ 12小时 物料性能 坚韧,耐磨,耐油,耐水,抗酶菌,但吸水大. 尼龙6弹性好,冲击强度高,吸水较大 尼龙66性能优于尼龙6,强度高,耐磨性好 尼龙610与尼龙66相似,但吸水小,刚度低 尼龙1010半透明,吸水小,耐寒性较好 适于制作一般机械零件,减磨耐磨零件,传动零件,以及化工,电器,仪表等零件 成型性能 1.结晶料,熔点较高熔融温度范围窄,热稳定性差,料温超过300度、滞留时间超过30min即分解。
较易吸湿,需干燥,含水量不得超过0.3%. 2.流动性好,易溢料。
宜用自锁时喷嘴,并应加热。
3.成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。
4.模温按塑件壁厚在20-90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。
树脂粘度小时,注射、冷却时间应取长,并用白油作脱模剂。
5.模具浇注系统的形式和尺寸,增大流道和浇口尺寸可减少缩水。
工程塑料的性能与用途工程塑料的性能与用途一、 聚酰胺(PA)英文名称:Polyamide;俗称尼龙(Nylon),简称PA,是分子主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称。
包括脂肪族PA,脂肪—芳香族PA和芳香族PA。
其中,脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。
尼龙中的主要品种是尼龙6和尼龙66,占绝对主导地位,其次是尼龙11,尼龙12,尼龙610,尼龙 612,另外还有尼龙 1010,尼龙46,尼龙7,尼龙9,尼龙13,新品种有尼龙6I,尼龙9T和特殊尼龙 MXD6(阻隔性树脂)等,尼龙的改性品种数量繁多,如增强尼龙,单体浇铸尼龙(MC尼龙),反应注射成型(RIM)尼龙, 芳香族尼龙,透明尼龙,高抗冲(超韧)尼龙,电镀尼龙,导电尼龙,阻燃尼龙,尼龙与其他聚合物共混物和合金等,满足不同特殊要求,广泛用作金属,木材等传统材料代用品,作为各种结 构材料。
五大工程塑料

五大工程塑料工程塑料发展到现在,已经达到了高度成熟的水平了,不但广泛应用在日常生活中,也被越来越多的高精尖产业广泛应用,并得到业界的高度认可,为各种高端应用提供了新的发展可能。
五大工程塑料主要指:聚碳酸酯PC(Polycarbonate)、聚酰胺PA(尼龙, Polyamide)、聚缩醛POM(Polyacetal, Polyoxy Methylene)、改性聚苯醚PPE(Poly Phenylene Oxide)、聚酯(PET,PBT)。
一、工程塑料之PA简介聚酰胺(PA)俗称尼龙,PA具有良好的机械性能、耐热性、耐磨损性、耐化学性、阻燃性和自润滑性,容易加工、摩擦系数低,特别适宜于玻璃纤维和其他材料填充增强改性等。
由于其具有优异的性能,因此在世界各国,PA的生产能力与产量都占工程塑料的第一位。
广泛应用于汽车、电子电器、包装、机械、日用消费品等众多领域。
生产现状PA作为工程塑料使用已有近50年的历史了,其发展历程大致可以分为两个主要阶段,一是20世纪70年代以前,以开发新品种为主,开发的品种主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、芳香酰胺等;70年代至今,以改性为主,同时也开发出一些新的小品种,如PA46、PA6T、PA9T、MXD-6等。
在世界范围内PA的需求量一直居工程塑料之首,由于多种改性PA的开发与应用,使得PA工业一直充满勃勃生机,生产与消费快速稳步增加,2001年世界PA的生产能力约为220万t/a,其中美国占31%,欧洲占45%,亚洲占24%,产量约为196万t。
品种以PA6、PA66为主,二者约占PA工程塑料总量的90%左右,世界范围内PA6与PA66的比例约为3:2。
由于各国或地区PA的发展历程不同,PA6与PA66比例也有所区别,在欧洲PA6与PA66比为5:4,美国PA6与PA66之比为4:6,而日本则以PA6为主,约占总产量的60%以上。
电线电缆料聚酰胺(尼龙)料的分类与改性

电线电缆料聚酰胺(尼龙)料的分类与改性聚酰胺俗称尼龙(Nylon),英文名称Polyamide(简称PA),是分子主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称。
包括脂肪族PA,脂肪—芳香族PA和芳香族PA。
其中,脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。
尼龙的分类聚酰胺(尼龙)1938年在美国被成功的合成,是世界上出现的第一种合成纤维。
聚酰胺(尼龙)的主要品种是尼龙6(聚己内酰胺)和尼龙66(聚己二酸己二胺),占绝对主导地位,其次是尼龙11、尼龙12、尼龙610、尼龙612、尼龙1010、尼龙46、尼龙7、尼龙9、尼龙13,新品种有尼龙6I,尼龙9T和特殊尼龙MXD6(阻隔性树脂)等。
聚酰胺(尼龙)的改性品种数量繁多,如增强尼龙,单体浇铸尼龙(MC尼龙),反应注射成型(RIM)尼龙,芳香族尼龙,透明尼龙,高抗冲(超韧)尼龙,电镀尼龙,导电尼龙,阻燃尼龙,尼龙与其他聚合物共混物和合金等,满足不同特殊要求,广泛用作金属,木材等传统材料代用品,作为各种结构材料。
尼龙是最重要的工程塑料,产量在五大通用工程塑料中居首位。
尼龙的改性由于聚酰胺(尼龙)强极性的特点,吸湿性强,尺寸稳定性差,在生产应用过程中可以通过改性来改善。
下面介绍几种常见的改性尼龙玻璃纤维增强PA在PA加入30%的玻璃纤维,PA的力学性能、尺寸稳定性、耐热性、耐老化性能有明显提高,耐疲劳强度是未增强前的2.5倍。
玻璃纤维增强PA的成型工艺与未增强时大致相同,但因流动较增强前差,所以注射压力和注射速度要适当提高,机筒温度提高10-40℃。
由于玻纤在注塑过程中会沿流动方向取向,引起力学性能和收缩率在取向方向上增强,导致制品变形翘曲,因此,模具设计时,浇口的位置、形状要合理,工艺上可以提高模具的温度,制品取出后放入热水中让其缓慢冷却。
另外,加入玻纤的比例越大,其对注塑机的塑化元件的磨损越大,最好是采用双金属螺杆和机筒。
五大工程塑料特性

五大工程塑料特性五大工程塑料是指聚酰胺(PA)、聚碳酸酯(PC)、聚甲醛(POM)、聚酯(PET)和聚苯醚(PPO),它们具有独特的性能,在机械、电气、化工、航空航天等领域得到了广泛应用。
下面将详细介绍五大工程塑料的特性。
1.聚酰胺(PA)聚酰胺是一种半结晶性聚合物,具有较高的强度、耐磨性和耐疲劳性。
它广泛用于制造机械零件、电子电器部件、汽车零部件等。
聚酰胺的品种很多,主要有PA6、PA66、PA11、PA12等,其中PA6和PA66是最常用的聚酰胺材料。
聚酰胺具有良好的加工性能,可以用于注射成型、挤出成型、吹塑成型等多种加工方式。
它的吸水性较低,尺寸稳定,但耐磨性和耐候性较差。
此外,聚酰胺还具有良好的绝缘性能和耐腐蚀性。
2.聚碳酸酯(PC)聚碳酸酯是一种无色透明、强度高、耐冲击、耐热、耐寒的聚合物材料。
它广泛用于制造光学仪器、电子电器外壳、汽车灯罩等。
聚碳酸酯的品种很多,主要有PC、PC-ABS合金等。
聚碳酸酯具有良好的加工性能,可以用于注射成型、挤出成型等多种加工方式。
它的透明性很好,尺寸稳定,但耐磨性和耐候性较差。
此外,聚碳酸酯还具有良好的绝缘性能和耐腐蚀性。
3.聚甲醛(POM)聚甲醛是一种结晶性聚合物,具有较高的强度、耐磨性和耐疲劳性。
它广泛用于制造机械零件、电子电器部件、汽车零部件等。
聚甲醛的品种很多,主要有POM、POM-MC尼龙合金等。
聚甲醛具有良好的加工性能,可以用于注射成型、挤出成型等多种加工方式。
它的尺寸稳定,耐油性好,但吸水性和耐候性较差。
此外,聚甲醛还具有良好的绝缘性能和耐腐蚀性。
4.聚酯(PET)聚酯是一种无色透明、强度高、耐冲击、耐热的聚合物材料。
它广泛用于制造光学仪器、电子电器外壳、瓶子等。
聚酯的品种很多,主要有PET、PET-G等。
聚酯具有良好的加工性能,可以用于注射成型、挤出成型等多种加工方式。
它的透明性很好,尺寸稳定,但耐磨性和耐候性较差。
此外,聚酯还具有良好的绝缘性能和耐腐蚀性。
五大工程塑料

应用领域
由于其具有优 异的性能,因此
发展现状
PA作为工程塑料使用已有近50年的历史了,其发展历程大 致可以分为两个主要阶段,是20世纪70年代以前,以开发新品 种为主,开发的品种主要有PA6、PA66、PA610、PA11、PA12、 PA1010、PA612、芳香酰胺等;70年代至今,以改性为主,同时 也开发出些新的小品种,如PA46、PA6T、PA9T、MXD-6等.在世 界范围内PA的需求量直居工程塑料之首,由于多种改性PA的开 发与应用,使得PA工业直充满勃勃生机,生产与消费快速稳步 增加,2001年世界PA的生产能力约为220万t/a,其中美国占31%, 欧洲占45%,亚洲占24%,产量约为196万t.品种以PA6、PA66为 主,二者约占PA工程塑料总量的90%左右,世界范围内PA6与 PA66的比例约为3:2.
目前PA工业生产呈现出以下几大特点,是工 程塑料与许多石油化工产品,全球范围不断进行 兼并、重组,向集中化、规模化、专业化、高技
术含量化方向发展;二是尽管近年来全球市场 对PA的需求增加速度放缓,但是许多主要生产商 仍在追加投资,以占领更多的市场,尤其是快速发 展的亚洲市场;三是PA的生产主要集中在杜邦、 巴斯夫、GE塑料、罗地亚、陶氏化学等几家大 公司,这几大公司生产能力占据全球总生产能力 的近70%,这些公司将主宰和左右世界PA工业的 命运与发展前途.
聚碳酸酯(PC)的特性解析
1.物化性能: 纯PC树脂是种无定形、无味、无嗅、无毒、 透明的热塑性聚合物,分子量般的20000~70000范围内,相对 密度1.18~1.20,玻璃化温度140~150℃,熔220~230℃.聚碳酸酯 具有定的耐化学腐蚀性,耐油性优良. 由于聚碳酸酯的非结晶性,分子间堆砌不够致密,芳香烃、氯 代烃类有机溶剂能使其溶胀或溶解,容易引起溶剂开裂现象. 耐碱性较差. 2.机械性能: 聚碳酸酯是机械性能优良,尤为突出的是它的 冲击强度和尺寸稳定性,在广阔的温度范围难仍能保持较高 的机械强度,其缺点是耐疲劳碳酸酯的冲击强度在通用工程塑料乃至所 有的热塑性塑料中都是很突出的,其数值与45%玻纤增强聚酯 PET相似.影响聚碳酸酯冲击强度的主要因素有分子量、缺口 半径、温度和添加剂等.
工程塑料的最高使用温度

工程塑料的最高使用温度
工程塑料的最高使用温度取决于具体的塑料材料,不同的工程塑料有不同的耐热性能。
以下是几种常见工程塑料的最高使用温度:
1. 聚酰胺(尼龙):一般具有较好的耐热性能,最高使用温度可达到150-200°C。
2. 聚对苯二甲酸乙二酯(PET):最高使用温度可达到70-150°C。
3. 道弗恩(PVDF):具有良好的耐热性能,最高使用温度可达到150-170°C。
4. 聚芳醚酮(PEEK):具有优异的耐高温性能,最高使用温度可达到250-300°C。
5. 聚丙烯(PP):一般最高使用温度为100-120°C。
需要注意的是,以上数据仅是一般参考值,具体的最高使用温度还可以受到其他因素的影响,例如材料的配方、制造工艺等。
因此,在具体应用中,应查阅材料供应商提供的技术数据和使用指南,以获
得更准确的最高使用温度信息,并确保符合实际需求。
尼龙树脂是什么材料

尼龙树脂是什么材料
尼龙树脂是一种常见的工程塑料,它具有优异的性能和广泛的应用领域。
尼龙
树脂是由聚酰胺类高分子化合物构成的,其特点是耐磨、耐高温、耐腐蚀、绝缘性能好等,因此在工业、汽车、电子、纺织等领域得到了广泛的应用。
首先,尼龙树脂具有优异的耐磨性能。
由于其分子链结构紧密,分子间力强,
因此具有较高的硬度和耐磨性,能够在摩擦和磨损环境下保持较长时间的稳定性,因此被广泛应用于制造轴承、齿轮、导轨等零部件。
其次,尼龙树脂具有良好的耐高温性能。
尼龙树脂的熔点较高,能够在较高的
温度下保持稳定的性能,因此在汽车引擎、电子设备、热水器等高温环境下得到了广泛的应用。
此外,尼龙树脂还具有良好的耐腐蚀性能。
由于其分子链结构中不含芳香环,
因此具有较好的抗化学腐蚀性能,能够在酸碱环境下保持稳定性能,因此在化工、医药等领域得到了广泛的应用。
另外,尼龙树脂还具有良好的绝缘性能。
由于其分子链中含有大量的极性基团,因此具有良好的绝缘性能,能够在电气设备、电子元件等领域得到广泛的应用。
总的来说,尼龙树脂是一种优异的工程塑料,具有耐磨、耐高温、耐腐蚀、绝
缘性能好等特点,因此在工业、汽车、电子、纺织等领域得到了广泛的应用。
随着科技的不断进步,尼龙树脂的性能将得到进一步的提升,应用领域也将进一步扩大。