自动流水线操作指引
电子计算机在仪器设备中的应用
电子计算机在仪器设备中的应用电子计算机是一种先进的科技设备,通过自动执行程序和进行复杂运算,广泛应用于各个领域。
在仪器设备领域,电子计算机的应用无疑成为了提高效率、精确度和可靠性的重要手段。
本文将对电子计算机在仪器设备中的应用进行探讨。
一、控制系统电子计算机在仪器设备的控制系统中发挥着重要的作用。
通过与传感器和执行器的连接,电子计算机能对设备进行实时监测和控制。
以工业生产中的自动化流水线为例,电子计算机可以通过编写程序实现对整个生产过程的控制,包括机器的启停、速度调节以及产品的质量检测等。
相比于传统的人工控制方式,电子计算机能提高生产效率,降低生产成本,并确保产品的质量和稳定性。
二、数据采集与处理仪器设备通常需要大量的数据采集和处理。
电子计算机通过连接传感器,可以实时获取设备的各项参数,并将其转化为数字信号进行处理。
例如,在环境监测仪器中,电子计算机可以采集空气的温度、湿度、压力等数据,并根据事先编写的算法,分析出环境质量的等级。
这样,人们可以及时了解环境状况,并采取相应的措施。
同时,电子计算机还可以将采集的数据存储下来,供后续分析和比较使用。
三、故障诊断与修复在仪器设备运行中,故障是难以避免的。
电子计算机可以通过程序控制来进行故障的诊断和修复。
在设备故障发生时,电子计算机能够自动判断故障类型,并输出相关的故障代码和建议修复方法。
这大大提高了故障维修的效率和准确性,避免了人为的误判和延误修复的情况。
此外,电子计算机还可以记录设备的运行状态和故障信息,为设备的维护和管理提供可靠的依据。
四、人机交互界面电子计算机在仪器设备中的应用还包括人机交互界面的设计。
人机交互界面是指设备与操作人员之间的信息交流平台,通过它,操作人员可以直观地了解设备运行状态,并进行相应的操作。
电子计算机能够在界面上显示设备的各种参数和运行状态,同时还可以向操作人员提供操作指引和安全提示。
通过良好设计的人机交互界面,操作人员可以更加便捷地控制设备,提高工作效率,减少操作失误的风险。
自动化生产线项目安装规程

自动化生产线项目安装规程标题:自动化生产线项目安装规程引言概述:自动化生产线项目安装规程是指在自动化生产线项目实施过程中,对设备安装、调试、验收等工作进行规范化管理,确保项目顺利进行并达到预期效果。
本文将从设备准备、安装过程、调试阶段、验收标准、安全管理等五个方面详细阐述自动化生产线项目安装规程。
一、设备准备1.1 确定设备清单:根据项目需求,确定所需设备清单,包括主要设备、辅助设备、工具等。
1.2 设备检查:对购买的设备进行检查,确保设备完好无损,无缺陷。
1.3 设备标识:为每台设备贴上清晰的标识,包括设备名称、型号、生产厂家等信息。
二、安装过程2.1 安装位置选择:根据设备布局图,确定设备安装位置,确保设备之间的距离合理。
2.2 安装固定:根据设备安装说明书,进行设备固定,确保设备稳定不会晃动。
2.3 电气连接:按照电气图纸连接设备电源,确保电气线路正确连接,避免短路等问题。
三、调试阶段3.1 设备调试:按照设备调试流程,逐步进行设备调试,检查设备运行情况。
3.2 故障处理:在调试过程中,及时处理设备出现的故障,确保设备正常运行。
3.3 参数设置:根据生产需求,设置设备运行参数,确保设备达到最佳运行状态。
四、验收标准4.1 设备性能:根据项目需求,对设备性能进行检查,确保设备符合项目要求。
4.2 安全性能:检查设备安全性能,确保设备不会对操作人员造成安全隐患。
4.3 生产效率:检查设备生产效率,确保设备能够满足生产需求,提高生产效率。
五、安全管理5.1 安全培训:对操作人员进行安全培训,提高其安全意识,减少事故发生。
5.2 安全检查:定期对设备进行安全检查,发现问题及时处理,确保设备安全运行。
5.3 安全记录:建立安全记录档案,记录设备安装、调试、维护等情况,为日后安全管理提供依据。
结论:自动化生产线项目安装规程是确保项目顺利进行的重要保障,只有严格按照规程进行设备安装、调试、验收等工作,才能保证项目顺利实施并取得预期效果。
BFN-702+NET 悬挂式离子风机使用说明书
BFN-702+NET悬挂式离子风机使用说明书BFN-702+NET悬挂式离子风机,出众的消除静电性能,是电子生产线,包装台、维修站及风淋设备等静电防护区域防止静电污染及破坏的理想设备。
BFN702+NET overhead DC Ionizing Blower has outstanding Ion-eliminating performance,it is your ideal device to prevent static pollution and damage in the ESD area for electronic production line and maintenance.注意:Note安装使用前请仔细阅读本手册,所有BFN系列的静电消除设备不可在易燃易爆环境下使用,禁止使用普通的临时插座作为电源,所有BFN系列的离子风机必须使用配备安全标准电源连接线上的电源插座,不可更改或使用在不可靠接地的电源插座上。
Please read the user guide carefully before operation.All BFN static eliminate series cannot be used under flammable and explosive environments.Don’t use temporary common socket as power,all BFN Ionizing blower series must be used with the power socket which has standard power cable,do not use the socket which not grounding.安全:SafetyBFN-702+NET离子风机具有可靠的安全回路设计及良好的安全接地配置,同时风机在前后可装卸的面罩位置装有微动开关,可以在前后面罩意外脱落时及时断开供电电源,避免发生安全事故。
仓库AGV之工艺详解:订单波次出库详解:流程、系统与设备

前言:做好AGV的一个条件是,先把客户的物流工序与生产工序吃透。
而对了仓储AGV来说,这点是至关重要的。
本文就一个物流中心的操作流程进行详细,意在为想了解或将进入仓储AGV的朋友做个参考。
一个物流中心,小点的每天也会有几千箱货品进进出出;大点的也许会有几万箱货品,甚至更大点的,会有十万箱货进出仓库。
对于外行来说,物流中心只是一个存放货品的地方,仓库所需要的技术含量并不是那么高;可是对一个内行来说,可不是这样的,同样一个仓库,管理方式的不同,系统与设备的选型不同,仓库的作业效率是有着巨大差异的,这也是为什么一个仓库明明还有着很大的利用空间,可是就是进出货的能力始终提不起来,瓶颈是一个大问题,而订货出库作为仓库作业的最核心部分,其占据着整个作业时间的60%以上,货品能不能顺利的、高效的出库对于一个仓库来说至关重要。
通常来说,仓库的出库订单是有着不同的特点的,首先类型是多样化的,细化到每个订单,其出货的规格不同,单品数量不同,品项的数量也不同,这些不同就需要仓库管理者对其采用不同的管理方式以及采用不同的工具才能够使订单能够顺利并且高效的完成拣选。
比如说,将订单的品项按照整件和拆零两种方式进行区分,整件采用RF拣选,拆零采用电子标签或者表单拣选(根据拆零的出货量来决定);订单如果是分属不同的货主,或者采用不同的承运商,则要求系统能够根据货主、承运商,进行分单等等。
要满足这些,则要求仓库管理者能够根据仓库的特点选择对应的流程、设备、还有系统,三者完美的结合,仓库的运作效率才会高,缺了其中一个环节,就如战场上损失了一员猛将,结果可想而知。
总而言之,看懂了下面几句话,你就明白了其中的奥妙!(1)系统——优秀的系统告诉我们做正确的事情(2)流程——优秀的流程告诉我们如何把正确的事情做正确(3)设备——优秀的设备协助我们把正确的事情做正确(4)员工——优秀的员工把正确的事情做正确名称解释波次:为提高作业效率,将一批待出库的订单按照某种标准或者规则汇总在一起进行出库作业,称之为“波次”作业,将这批订单汇总起来的作业单称之为“波次单”分货:将按品项汇总拣货的波次单的货品分放到待要货的订单指定的包装箱中,称之为“分货”,又成“播种”工位:分货作业中特定的作业设备。
自动和手动切割工操作规程范本

自动和手动切割工操作规程范本一、目的本操作规程旨在规范自动和手动切割工的操作流程,确保工作环境安全、操作规范,提高工作效率和产品质量。
二、适用范围本操作规程适用于自动和手动切割工作的地方,包括工厂、车间等各种生产场所。
三、操作步骤1. 准备工作:1.1 安全检查:自动和手动切割工在开始操作前需要进行安全检查,确保切割设备及周围环境安全无隐患。
1.2 工作区域准备:清理工作区域,确保切割区域无杂物。
2. 自动切割操作:2.1 设备操作:按照设备操作手册的指导,正确启动和关闭自动切割设备。
2.2 材料准备:将待切割的材料按照规格和要求进行调整和摆放,确保材料位置准确无误。
2.3 切割参数设定:根据工艺要求和产品规格,设定切割参数,如切割速度、温度、压力等。
2.4 切割操作:按照设备操作手册和切割工艺要求,进行自动切割操作。
2.5 监控和调整:根据切割过程的实际情况,不断监控和调整切割设备,确保切割质量达到要求。
3. 手动切割操作:3.1 安全防护:手动切割工在操作前需穿戴好个人防护装备,包括防护眼镜、手套、防护服等。
3.2 切割工具准备:根据切割要求,选择适当的切割工具,并确保工具的刃口锋利。
3.3 材料准备:将待切割的材料按照规格和要求进行摆放和固定,确保材料不会滑动或移动。
3.4 切割操作:用力均匀、稳定地进行切割操作,根据需要调整切割角度和深度。
3.5 清理工作:切割完毕后,清理切割区域,确保无剩余材料和切割碎屑。
4. 质量检查:4.1 自动切割检查:使用专业检测设备对切割后的产品进行检测,确保产品质量达到要求。
4.2 手动切割检查:对切割后的产品进行目视检查,查看切割表面是否光滑、平整。
5. 完工与记录5.1 完工工作:将切割所用设备、工具等进行收拾和整理,保持工作环境整洁有序。
5.2 成品保管:按照要求将切割好的产品进行分类、包装和保管,防止损坏和遗失。
5.3 记录与汇报:按照相关规定,记录切割工作的相关信息和数据,并及时向上级汇报。
流水线多能工、全能工培训方案指引(案例)

流水线多能工、全能工培训方案指引(方案)一、方案目的为提高流水线员工工作技能,建立一支多技多能或全技全能的流水线员工队伍,同时规范流水线员工培训,建立和健全员工培训机制,为流水线输送优秀员工,特制定本方案指引。
二、相关定义多能工:指可以胜任全部核心工种、三个以上普通工种的员工;全能工:指可以胜任流水线全拉线所有工种的员工;核心工种:对员工的操作技能要求较高,且对产品的性能和质量起着重要影响的工种;核心工种由流水线确定并报公司审核(要求至少三个工种);普通工种:对员工的操作技能要求相对较低,且对产品性能和质量影响有限的工种;非核心工种以外其它工种均为普通工种;三、管理职责流水线:负责多能工或全能工人选的确定;负责核心工种和普通工种的确定;负责多能工和全能工的培训和考核;人力资源部:负责公司相关培训机制的建立和实施;负责对多能工及全能工的培训和考核进行组织、监督和登记;负责与多能工及全能工培训相配套的相关制度的制定与实施;工程技术部:负责协助流水线对多能工和全能工进行培训和考核;四、管理规定1、流水线人才培养战略流水线人才培养的战略目标是实现全员多技多能、核心员工全技全能,即流水线实施多能工或全能工的人才培训战略;流水线有步骤分阶段地推行全员多技多能或全技全能战略,对有培养潜力的员工重点进行培养;2、多能工和全能工的选拔流水线新进员工必须接受公司多技多能或全技全能培训,不适合进行多技多能培训的员工可固定单一岗位培训;流水线老员工原则上必须进行多技多能或全技全能培训,不适合进行多技多能或全技全能培训的员工,则保留现有岗位不变;多能工和全能功的数量及人选由流水线进行确定并报公司审核;原则上要求整个流水线设定2-4名全能工,全能工由流水线主管直接管理,每条拉线设定10-15名多能工,多能工由各拉拉长管理;流水线根据新进员工的整体素质,从新进员工中挑选多能工或全能培训工人选,进行相关岗位技能的培训和考核;流水线根据老员工的工作能力和工作表现,从中挑选多能工或全能工人选,进行相关岗位技能的培训和考核;流水线老员工也可主动申请参加公司多能工或全能工的培训,并经流水线和公司审批确认;3、多能工和全能工的培训流水线安排专人对多能工和全能工进行工作技能培训(师傅带徒弟的形式);培训期间,多能工和全能工必须服从培训人员的管理;多能工和全能工培训及考核时间视具体岗位由流水线确定;流水线须针对不同的员工制定专门的多技多能培训路线,受培训员工按照培训路线进行定期、定岗、专人培训;4、多能工和全能工的考核流水线对培训期届满的员工由流水线主管、拉长和培训师傅进行技能考核,考核方式包括面试、笔试和实操三部分;公司指定相关部门和人员参与对多能工或全能工进行考核;受训员工只有通过指定岗位的技能考核后,方可进入下一岗位技能的培训;凡未能在规定的时间内通过核心工种考核的员工,可给予一次再考的机会;若再次考核仍未通过的,取消该员工多能工或全能工培训资格;凡未能在规定的时间内通过普通工种考核的员工,流水线再给予一次考核机会,第二次考核仍不能通过考核的,取消该员工本岗位的培训并转入其它岗位培训,如第二个岗位仍不能通过考核的,取消该员工多能工或全能工培训资格;普通工种可由员工自行选择,但须经流水线确认;流水线可根据实际情况指定员工考核工种;凡通过指定岗位技能考核的员工,公司颁发相关岗位技能证书,作为员工上岗和定薪的依据;5、多能工和全能工的岗位安排和定薪公司对参加多技多能或全技全能培训且考核合格的员工根据其技能水平及岗位需要安排其工作岗位;公司对多技多能或全技全能员工提供有吸引力和竞争力的薪资方案;多能工和全能工完成公司指定的全部技能培训且通过相关考核后,公司根据其技能水平确定其工资待遇;多能工和全能工工资待遇除原有工资外,增加岗位技能工资,具体情况由公司另行确定;6、多能工和全能工培训的师傅奖公司对进行多能工或全能工培训的师傅给予一定的培训律贴,以资奖励,培训律贴根据实际情况由公司另行确定;7、公司与多能工和全能工的工作约定多能工和全能工须与公司签订至少1-3年的劳动合同,并须提供相关金额的保证金作为违约赔偿,具体情况由公司另行制定。
电子科技有限公司质量手册样本
河南大仑电子科技有限公司
品质手册 文献编号: DL/QM-001 版本/版次: A1 生效日期: .10.7
手册管理办法
页码: 第 05 页,共 37 页
行、及时将其销毁. 4.3.3 质量手册某个章节中某页进行更改, 则该章节每页修订状态也要相应统一更
改(即修订状态在一种章节中每一页是一致). 4.4 质量手册如某章节更改合计 9 次后来或手册需进行大幅度更改时, 整套质量手 册应进行换版.其发放按 4.2 条款规定进行.
5.1《质量目的控制程序》
受控文献, 禁止翻印!
河南大仑电子科技有限公司
品质手册
组
织惠州文机献市编屹构号:丰D图L精/QM密-00部1 件版本有/版限页次公码: :A司1第
生效日期: .10.7 10 页,共 37 页
惠州市三正精密五金制品有限公司
1 组织机构图:
总经理
管理者代表
营业部 采购部 生产部 行政部
术语和定义
页码: 第 06 页,共 37 页
1 术语: 1.1 本手册所有术语定义均根据 ISO9001: 《质量管理体系-基本和术语》中术语和 定义.
2 1.2 本手册支持性文献——程序文献、作业指引和其他有关文献中有关术语和定 义, 均根据 ISO9001:《质量管理体系-础和术语》中术语和定义. 特殊术话和定义: 无.
咱们宗旨:爱惜每一次机会, 让咱们做得更好, 感动客户。
公司名称: 河南大仑电子科技有限公司
法人代表:
总 经 理:
公司地址: 河南省濮阳市创想工业园区
电 话:
传 真:
邮政编码:
传 真:
邮政编码:
受控文献, 禁止翻印!
SHG-PI-066-VCP连续电镀作业指导书4
析。
结果报告由化验室保存,如果结果超出控制范围立即按供应商提供的方法调整。
1. TOC 含量标准:TOC ≤5000ppm2. CVS/TOC 外发分不合格时处理方法:a. TOC 超标时立即安排碳处理,碳处理前如继续使用需对生产板做热冲击测试,如孔铜异常立即停止生产。
b. CVS 分析光剂不合格时,首先根据分析结果对药水进行调整。
同时进行 HULL CELL 测试和热冲击测试,两种测试都无异常时可继续生产,如有异常,须对此期间生产板进行隔离评估。
5.3 设备能力5.5单轨式垂直连续电镀铜设备开机前注意事项:5.5.1合在电箱面板上电源总开关(扳到ON 位置),启动上料区控制电箱面板上的控制电源按钮。
5.5.2确认各紧急停止与拉绳开关处于正常状态。
5.5.3确认温度,液位,循环泵,过滤泵,整流器,纯水,冰水系统,添加泵,鼓风机,气压是否正常。
5.5.4确认各进水管,排水管阀门是否处于正常位置。
5.5.5检查各感应器,限位开关,传输装置是否异常。
5.6单轨式垂直连续电镀铜设备开关机步骤:项目范围 数量 功率 备注 生产板最大尺寸 622mm*547mm / / / 生产板最小尺寸 355mm*406mm / / /生产板最大厚度 3.2mm / / / 生产板最小厚度 0.2mm / / / 最快输送速度 1.1m/min / / 最慢输送速度 0.3m/min / / 均匀性要求 ≤5% 电流密度40ASF ,孔铜25um 延展性要求≥20% / / / 深镀能力0.25mm 孔径,纵横比 6.4:1 的通孔,电镀参数:25ASF ×50min , 深能力≧85%。
上料区电源控制按纽5.6.1开机前确认事项:5.6.1.1确认各周边设备处于开启状态。
5.6.1.2检查各阳极升降机构是否归定位,上下料是否在原位,完成后待机完成指示灯亮起。
5.6.1.3确认整流器模式为自动模式。
5.6.2开启自动运转,按下自动按钮3秒钟后,发出开机提示音6秒后,系统自动运行。
Devops运营体系管理平台应答方案建议书
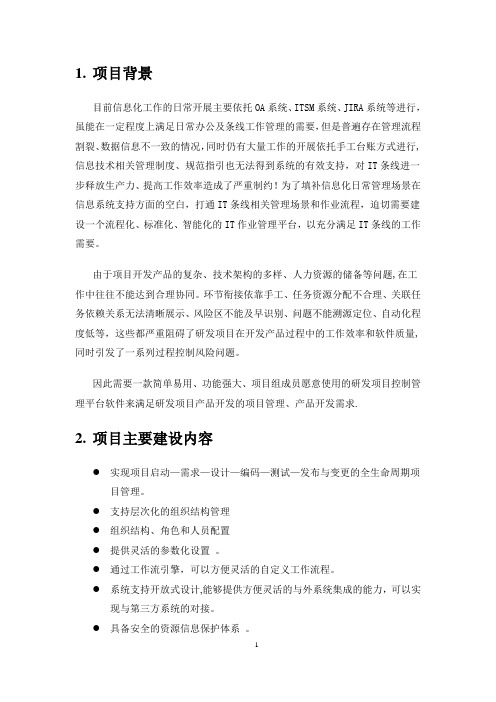
1.项目背景目前信息化工作的日常开展主要依托OA系统、ITSM系统、JIRA系统等进行,虽能在一定程度上满足日常办公及条线工作管理的需要,但是普遍存在管理流程割裂、数据信息不一致的情况,同时仍有大量工作的开展依托手工台账方式进行,信息技术相关管理制度、规范指引也无法得到系统的有效支持,对IT条线进一步释放生产力、提高工作效率造成了严重制约!为了填补信息化日常管理场景在信息系统支持方面的空白,打通IT条线相关管理场景和作业流程,迫切需要建设一个流程化、标准化、智能化的IT作业管理平台,以充分满足IT条线的工作需要。
由于项目开发产品的复杂、技术架构的多样、人力资源的储备等问题,在工作中往往不能达到合理协同。
环节衔接依靠手工、任务资源分配不合理、关联任务依赖关系无法清晰展示、风险区不能及早识别、问题不能溯源定位、自动化程度低等,这些都严重阻碍了研发项目在开发产品过程中的工作效率和软件质量,同时引发了一系列过程控制风险问题。
因此需要一款简单易用、功能强大、项目组成员愿意使用的研发项目控制管理平台软件来满足研发项目产品开发的项目管理、产品开发需求.2.项目主要建设内容●实现项目启动—需求—设计—编码—测试—发布与变更的全生命周期项目管理。
●支持层次化的组织结构管理●组织结构、角色和人员配置●提供灵活的参数化设置。
●通过工作流引擎,可以方便灵活的自定义工作流程。
●系统支持开放式设计,能够提供方便灵活的与外系统集成的能力,可以实现与第三方系统的对接。
●具备安全的资源信息保护体系。
●灵活全面的项目配置管理、缺陷管理、需求管理功能.●方便灵活的二次开发能力。
●实现项目的透明化管理,定制各类统计报表为项目管理者提供多维度的数据展现,实时掌控项目进展与绩效。
●实现项目全面信息的整合和闭环控制,包括项目进度、工时、工作量、质量、资源、偏差分析、项目变更控制等.●对IT工作流程所涉及的各方面数据标准,包括IT预算、项目、需求、运维等进行统一,建立IT工作信息的标准化数据基础;●将信息化相关的管理制度、规范通过系统管控的方式进行固化落实,确保IT工作实务流程和规章制度的一致性;●将IT工作流程及配套制度规范相关的风险管控点、信息安全管控点通过系统方式进行固化落实,确保全方位、无死角的覆盖;●对IT工作的质量效能监督检查进行系统化支持,提高检查的效率、准确性和针对性;●通过工作流程的打通、信息数据的共享,实现对信息化建设工作的多维度、透视化管理,满足各层级管理需要。
纺织厂自动流水线操作规程
纺织厂自动流水线操作规程
《纺织厂自动流水线操作规程》
一、操作人员必须穿戴好工作服和安全帽,严格按照操作规程进行操作。
二、在操作前必须对设备进行周全的检查,确保设备良好无损。
如有异常情况需立即报告维修人员。
三、操作人员需对设备操作界面和控制台的功能进行熟悉,确保能熟练掌握相关操作技能。
四、操作时需将注意力集中在设备运行状态上,随时准备处理设备异常情况。
五、禁止随意改变设备设定参数,如需更改必须得到主管或技术人员的授权。
六、在操作自动流水线时,注意避免发生卡塞、阻塞等现象,确保生产线的顺畅运行。
七、对于设备的清洁和维护工作,操作人员需按照规定的程序和要求进行,不得擅自停止或改动设备。
八、在操作过程中如发现有异响、异味、异常振动等情况,需立即停机检查,排除故障后方可继续运行。
九、处理异常情况时需及时向主管或技术人员报告,并按照相关程序进行处理。
十、对于自动流水线的停机和开机操作,必须严格按照规定程序进行,避免因错误操作导致设备损坏或生产事故。
以上是关于纺织厂自动流水线操作规程的相关内容,操作人员必须严格遵守,确保设备的安全运行和生产工作的顺利进行。
操作规程生产线操作流程说明
操作规程生产线操作流程说明1. 引言:操作规程是指为确保生产线操作的标准化、规范化而编制的文件。
本文将详细介绍操作规程生产线操作流程的说明,以确保操作的高效性和安全性。
2. 前期准备:2.1 设备检查在操作生产线之前,操作人员应仔细检查设备的正常运行情况。
包括检查各设备的电源、传输线路和控制系统是否正常,并进行必要的维护和修理。
2.2 物料准备操作人员应按照制定的物料清单,准备所需的物料,并进行适当的检验和验收。
确保物料的质量符合要求,避免生产线操作中的故障和事故。
3. 操作流程:3.1 启动生产线操作人员应按照操作规程,按照适当的启动顺序逐个启动各设备,确保设备能够顺利运行并达到稳定状态。
3.2 准备操作在进入操作阶段之前,操作人员应仔细阅读相应的工艺流程和作业指导书,了解操作要求和注意事项。
并配备所需的个人防护用品,如手套、护目镜等。
3.3 开始操作按照操作规程的要求,操作人员开始操作生产线。
包括设定相关参数、调整设备、启动输送系统等。
操作人员应根据工艺要求进行操作,并及时记录操作的关键参数。
3.4 监控操作操作人员应随时监控生产线的运行情况,包括设备的工作状态、物料的流动情况等。
并根据需要进行相应的调整和处理,确保生产线的正常运行和产品质量的稳定。
3.5 处理异常在操作过程中,如果出现异常情况,如设备故障、物料不合格等,操作人员应立即停止操作,并报告相关人员。
同时,进行必要的处理和修复,确保操作的连续性和安全性。
3.6 完成操作当生产任务完成或需要中断操作时,操作人员应按照操作规程的要求进行相应操作,并对设备进行清理和维护。
确保生产线的设备状态和操作环境的整洁和安全。
4. 结束工作:4.1 操作记录操作人员应按照操作规程的要求,及时记录和整理操作过程中的关键参数和事件。
以便后续的分析和总结,为生产线的改进和优化提供依据。
4.2 设备关闭当生产任务完成或需要中断操作时,操作人员应按照操作规程的要求,逐个关闭各设备,并进行必要的维护和修理。
自动进样调试工具使用说明
自动进样器调试工具操作说明
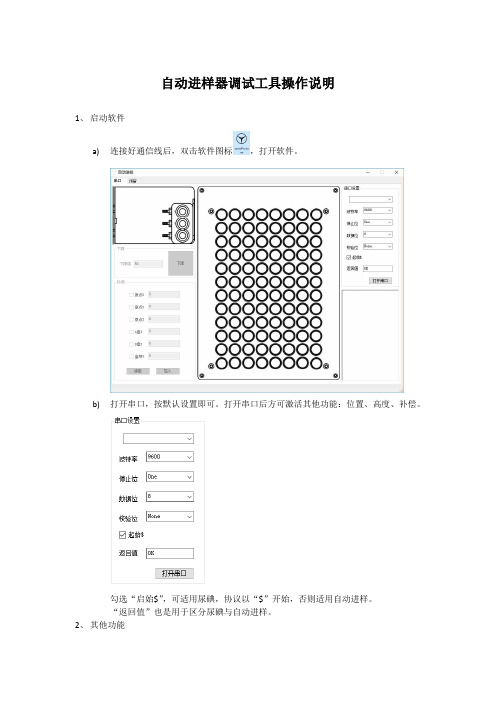
1、启动软件
a)连接好通信线后,双击软件图标,打开软件。
b)打开串口,按默认设置即可。
打开串口后方可激活其他功能:位置、高度、补偿。
勾选“启始$”,可适用尿碘,协议以“$”开始,否则适用自动进样。
“返回值”也是用于区分尿碘与自动进样。
2、其他功能
a)位置
i.原点与清洗与盘架四角
原点:,复位动作。
清洗位:,移动到对应位置。
盘架四角:,移动到对应位置。
b)高度
连接串口后激活,可设置下降目标位置,按“下降”按键。
无上升功能,点选其他位置即可上升。
c)补偿
i.读取
读取当前存储的补偿值。
ii.写入
勾选需要写入的补偿,设置好设置值,按写入。
ANDON暗灯系统

第6页/共85页
2 A people support/team concept structure must exist that has clearly defined roles and responsibilities as the job relates to the production floor(team leader, group leader, production leadership, maintenance,personnel, engineering,quality, materials,other). 必须有一员工支持/团队概念体系,清楚地定义与生产线相关的所有工作的角色和责 任(班组长,工段长,生产领导层,维修,人事,工程,质量,物料,及其他)
7 Actual takt time (conveyor speed)is established to allow for proper use of the Andon System. 建立实际单件工时(传动链的速度),合理利用暗灯系统
8 Decoupling exists to allow for the proper use of the Andon System. 退耦(装置)的存在使得要合理利用暗灯系统
Table of Contents 目录
GM-GMS Relationship 全球制造体系的内部联系 Definition 定义 Purpose 目的 Core Requirements 核心要求 Benefits 益处 Andon Enablers 暗灯驱动因素 Process Overview: 过程概要
4
第5页/共85页
Andon Core Requirements 暗灯核心要求
订单波次出库:流程、系统与设备
订单波次出库:流程、系统与设备通常来说,仓库的出库订单是有着不同的特点的,首先类型是多样化的,细化到每个订单,其出货的规格不同,单品数量不同,品项的数量也不同,这些不同就需要仓库管理者对其采用不同的管理方式以及采用不同的工具才能够使订单能够顺利并且高效的完成拣选。
比如说,将订单的品项按照整件和拆零两种方式进行区分,整件采用RF拣选,拆零采用电子标签或者表单拣选(根据拆零的出货量来决定);订单如果是分属不同的货主,或者采用不同的承运商,则要求系统能够根据货主、承运商,进行分单等等。
要满足这些,则要求仓库管理者能够根据仓库的特点选择对应的流程、设备、还有系统,三者完美的结合,仓库的运作效率才会高,缺了其中一个环节,就如战场上损失了一员猛将,结果可想而知。
总而言之,看懂了下面几句话,你就明白了其中的奥妙!(1)系统——优秀的系统告诉我们做正确的事情;(2)流程——优秀的流程告诉我们如何把正确的事情做正确;(3)设备——优秀的设备协助我们把正确的事情做正确;(4)员工——优秀的员工把正确的事情做正确。
从一个众人皆知的故事说起…一根筷子易折断,一捆筷子抱成团一根筷子易折断,一把筷子折断难这个故事告诉了我们一个道理:团结就是力量,但假设以折断一捆筷为目的,如果能同时折断一捆筷子,那么比一根一根的被折断效率要高的多!!如何折断一捆筷子呢?»大力士(流程+人员)»借助工具(系统和设备)名称解释波次:为提高作业效率,将一批待出库的订单按照某种标准或者规则汇总在一起进行出库作业,称之为“波次”作业,将这批订单汇总起来的作业单称之为“波次单”分货:将按品项汇总拣货的波次单的货品分放到待要货的订单指定的包装箱中,称之为“分货”,又成“播种”工位:分货作业中特定的作业设备。
既可以是一组放置了订单包装箱的简单货架,也可以是带自动流水线、电子标签与标签打印机的流利式货架,工位局限了作业人员的作业范围,在此范围内,作业人员不用走动即可完成分货作业。
生产流水线安全操作规程
生产流水线安全操作规程
1、操作人员必须培训上岗,熟悉电机、各按钮功能,及其它辅助设备性能,未经许可不得随意操作。
2、操作前应检查电源、气源及接地保护是否正常。
3、操作人员到工作台就位后,先启动运行提示铃声,待提示铃声停止后启动流水线,按照生产节拍调整好运行速度。
4、操作时,要集中精力,严禁工作中聊天,串岗串位,非装配用品不得摆放在流水线上。
5、所有生产物品必须小心起放,严禁野蛮操作。
6、操作人员必须协调工作,使用物品摆放有序。
7、操作过程中在发生故障,应及时断开电源并汇报管理人员,切勿自行处理。
8、生产结束后,关闭主电源,整理好工作台,清理生产现场,保持干净整洁。
皮带流水拉线操作指引

3.7严禁用手或其他工具伸入皮带与流水线边框之间的空隙。
4工作后认真做到:
4.1用手逆时针转动变频器的速度电位器直到显示屏显示为零,然后按STOP停止键,此时才可关闭拉线总电源;
4.2清理拉线皮带上的所有物件,皮带上不能滞留任何物件。
5注意事项
6.2作业完成后整理拉线,并用淬布沾少量的水擦试;
6.3变频器输入是单相220VAC,输出是三相220VAC。不要用手触摸;
6.4定期加注润滑油,变速箱润滑油应以油标口中线为准。
7相关记录
7.1皮带流水拉月点检记录表
操作名称:皮带流水拉线操作指引
Operation
客户:/
Customer
产品名称:/
Part Name
产品编号:/
Part No.
文件编号:YG/PD--
Document No
版本:第V0版
Revision
日期:2014-2-14
Date
版本
Revision
更改内容
Revision Details
生效日期
Effective Date
第V0版
初版发行
2014-2-14
编写人:
Prepared by
审批人:
Approved by
如此印章并非红色,IF THE CONTROL STAMP
表பைடு நூலகம்文件并非合法之版COLOR IS NOTRED,THENIT
本,并不会受到控制及IS AN UNCONTROLLEDCOPY.
3.4使用时注意不要把小件物品掉入上下层皮带的中间;经常查看线体两头皮带运行时有无鼓包现象,有的话应停机清除滚筒或皮带背面上的杂物;
工业涂装流水线作业安全操作指引

工业涂装流水线作业安全操作指引一、作业前的准备工作1、人员培训所有参与涂装流水线作业的人员必须经过专业的安全培训,了解涂装工艺的流程、所使用化学物质的特性、安全设备的使用方法以及紧急情况的应对措施。
只有通过考核并获得相应资质的人员才能上岗操作。
2、个人防护装备操作人员应配备符合标准的个人防护装备,包括但不限于:防护眼镜、防护口罩、防护手套、防护服、安全鞋等。
防护装备应定期检查和维护,确保其性能完好。
3、设备检查在作业前,应对涂装流水线的设备进行全面检查,包括喷枪、输送系统、通风设备、电气设备等。
确保设备运行正常,无故障隐患。
特别要检查喷枪的喷头是否堵塞,输送链条是否松动,通风管道是否畅通等。
4、工作环境准备作业区域应保持清洁、干燥,通风良好。
清除工作区域内的杂物和易燃物品,设置明显的安全警示标识。
同时,要确保消防设备齐全并处于可用状态。
5、物料准备检查涂装所需的涂料、稀释剂等物料是否充足,且质量符合要求。
物料应存放在专门的储存区域,远离火源和热源,并按照规定的方式存放和标识。
二、作业中的安全操作1、化学品使用(1)严格按照配方和操作规程调配涂料和稀释剂,避免比例错误导致涂装质量问题或安全隐患。
(2)在使用化学品时,应缓慢开启容器,避免液体飞溅。
如果不小心接触到化学品,应立即用大量清水冲洗,并寻求医疗救助。
(3)对于挥发性较强的化学品,应在通风良好的环境中使用,并佩戴适当的呼吸防护设备。
2、喷枪操作(1)正确握持喷枪,保持稳定的姿势和适当的距离,避免喷枪对准人员或其他设备。
(2)调节喷枪的压力和喷雾形状,以达到最佳的涂装效果。
同时,要注意喷枪的压力不能过高,以免涂料飞溅伤人。
(3)在更换喷枪的涂料或清洗喷枪时,必须先关闭喷枪的气源和电源,并将喷枪内的压力释放干净。
3、输送系统操作(1)操作人员应熟悉输送系统的操作按钮和控制开关,确保能够准确无误地控制输送速度和方向。
(2)在输送工件时,要注意观察工件的状态,防止工件掉落或卡住。
水电工程自动化操作规程

水电工程自动化操作规程
《水电工程自动化操作规程》
一、概述
水电工程自动化操作规程是为了规范水电工程自动化操作流程,保障水电工程的安全、高效运行,保护水资源和环境,提高水电工程的经济效益而制定的。
二、操作程序
1. 进入水电站或水电设备操作区域前,必须佩戴个人防护装备,如头盔、工作服、安全鞋等。
2. 在进行自动化设备操作前,必须进行设备检查和测试,确保设备正常运行。
3. 在操作设备前,必须提前了解设备的工作原理和操作规程,严格按照操作手册和程序要求进行操作。
4. 在操作过程中,严格遵守操作规程,禁止违章操作和随意更改设备参数。
5. 在设备出现异常或故障时,必须立即停止操作,报告相关人员进行处理。
6. 操作人员必须具有相关的操作资质和证书,未经培训和考核
合格者禁止参与自动化设备的操作。
7. 操作人员必须严格遵守工作岗位交接制度,做好班前班后交底,确保岗位无误。
8. 操作人员必须定期参加安全生产培训和考核,增强安全意识和应急处理能力。
三、操作规范
1. 严禁在设备运行时触碰设备和线路,避免发生触电和其他危险事故。
2. 所有的操作必须经过设备监控中心的统一调度和指挥。
3. 自动化操作设备的故障、报警信息必须及时上报,并按规定进行处理。
4. 设备运行过程中发现违章操作、危险行为必须及时制止并报告相关部门。
5. 自动化设备的日常维护和保养必须按照规定的程序进行,严格遵守维护和保养计划。
通过严格执行《水电工程自动化操作规程》,可有效规范水电工程自动化操作流程,提高水电工程的安全性和运行效率,推动水电工程的健康发展。
生产流水线操作程序要求
生产流水线操作程序要求
1. 操作人员要求
- 操作人员必须具备相关工作经验和技能。
- 操作人员应接受相关培训,了解流水线操作的要求和流程。
- 操作人员应熟悉相关设备和工具的使用方法。
2. 安全要求
- 操作人员应遵守安全操作程序,包括佩戴个人防护装备。
- 操作人员应注意周围环境,确保操作区域干净整洁。
- 操作人员应时刻保持警觉,及时发现和排除潜在的安全隐患。
3. 流水线操作要求
- 操作人员应按照工艺流程和操作指引进行操作。
- 操作人员应确保产品在流水线上顺利进行,不发生堵塞或停
机等异常情况。
- 操作人员应定期检查设备和工具的状态,并及时维护和更换。
4. 质量要求
- 操作人员应检查产品的质量指标,确保符合要求。
- 操作人员应及时发现和解决生产过程中的质量问题,避免次品数量的产生。
- 操作人员对产品的质量问题应及时上报,寻找解决方案。
5. 效率要求
- 操作人员应根据生产计划和要求,合理安排和调配工作。
- 操作人员应提高工作效率,减少不必要的停机和浪费。
- 操作人员应积极参与工艺改进和效率提升的措施。
以上是生产流水线操作程序的一般要求,请所有操作人员严格按照要求执行,确保生产流水线的高效运行和产品质量的稳定。
基于S7-1200型PLC的车位指引系统设计 许凯帆
基于S7-1200型PLC的车位指引系统设计许凯帆摘要:根据停车场对车辆管理和指引车辆的要求,针对现有引导系统设计复杂的问题,采用压敏电阻结合PLC的方式对车位情况进行检测,并通过PLC控制相应指引指示牌对车辆进行指引,具有高效、快捷的特点。
关键词:车位指引;PLC;压敏电阻;0 引言目前国内大部分停车场只是对车辆的出入时间进行管理,以实现自动计费为主要目的,对停车场空余车位的指引基本采用人工方式;与自动检测引导系统相比,人工方式效率低、指引慢,并且对指引人员存在有一定的危险性。
【1】针对当前人工检测指引系统的不足之处,采用西门子S7-1200型PLC为核心控制器,通过压敏电阻设计检测电路用以检测车位上是否有车辆占有并将检测信息送至PLC处理,PLC处理完检测信息后通过点亮对应引导牌的方式对车辆进行引导。
【2】1 系统整体设计系统选用西门子S7-1200型PLC作为核心控制器,通过压敏传感器设计检测电路对车位进行检测,经过信号调理电路发送至PLC,PLC将接受信息进行分析处理后控制执行器件进行指引。
其中信号灯和蜂鸣器在出错时起报警提醒作用,继电器用来控制指引装置的灯具以实现指引方位的功能,超声波检测装置用来实现对车辆进出的检测。
监控计算机和HMI触摸屏通过交换机与PLC相连,通过监控计算机实现对整个系统运行的监控,通过触摸屏对系统进行人工干预。
【3】2 硬件电路设计硬件方面主要包括检测单元和执行单元,监测电路采集到信息后经过转换后传送至PLC,根据PLC内部程序进行分析判断,并输送至执行器件,使其构成闭环控制系统。
2.1电源电路设计如图1所示,由于西门子S7-1200型PLC自带电源模块,但考虑到系统所监测车位较多,因此另外加装一路电源为监测电路和引导电路供电。
自带电源提供给PLC的CPU模块使用,能够同时把24V直流转换为5V直流,提供给背板总线供电使用。
2.2控制回路设计如图3所示,为系统的控制原理图,其中S1和S2作为为启停控制按钮用以控制系统启动和停止,I0.0-I3.7作为车位检测装置输出信息接受端口,L1和KA1分别作为报警指示灯和报警器使用,KM1-KM30作为输出用以控制引导系统;整个系统还要设置空气开关、熔断器、热继电器等保护设备在出现意外事件时保护整个系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制Dengxingjun 核准ricky日期2009- Page 1 of 3
版本号Revision
修改内容
Description / Changes
文件发放/变更编号
Document
Release/Change No
日期
Date
A 首次发行First Issue
编制Dengxingjun 核准ricky日期2009- Page 2 of 3
1.目的purpose
规范使用人员如何正确、安全的操作流水线。
How to regulate the use of the correct and safe operation of pipeline
2.适用范围Applicabilities
本作业指导适用于操作使用流水线的工作人员。
Operational guidance for the operation of the use of line staff
3.定义definition
NA
4.参考文件consults a document
NA
5.职责duty
5.1 设备部技术人员负责维护并确保流水线的正常使用。
Equipment and technical personnel responsible for the maintenance of the Department and to ensure the normal use of pipeline
5.3 生产部经过培训并授权操作的人员负责按指引要求操作流水线。
Production of trained and authorized to operate in accordance with the guidelines require staff to operate pipeline
6.程序Procedure
6.1 上班前使用人员要检查流水线的传送带上是否有产品或杂物,要保持传送带干净整洁。
Staff to work before the assembly line conveyor belt to check whether there are products or objects, it is necessary to maintain the conveyor belt clean
6.2 开启流水线前先检查控制箱的电源指示灯是否亮起,如亮起则表示流水线在通电状态,只要一按流水线的启动开关就可以正常使用。
如批示灯不亮则需打开控制箱的电源开关然后再按启动开关就可以使用。
如电源开关开启后批示灯还是不亮则通电线路存在问题应立即通知电工跟进处理。
(附图1)
Open line before the control box to check whether the power indicator light, such as light, said power lines in the state, as long as a start-up by the assembly line can switch on the normal use. Instructions such as bright lights do not need to open the control box power switch and then you can use to start switch. If the power switch turned on or not after the bright lights instructions are problems with power line electrician shall immediately notify the follow-up.
编制Dengxingjun 核准ricky日期2009- Page 3 of 3
图1
6.3 传送带在运行过程中,禁止任何人将手或物品伸到传送带下面,以确保人身安全和设备的正常使用。
Conveyor belt in the running process will be to prohibit any person from a conveyor belt out of the hand or the following items to ensure personal safety and equipment use
6.4 当流水线在运行过程中出现异常需要切断电源时,只要关闭电源开关即可。
When the assembly line process in the abnormal operation of the need to cut off the power, as long as you can turn off power switch
6.5 流水线的传送速度可以根据生产的需求自行调节。
将调节器顺时针旋转可以加快传送带的速度,反之则调慢速度。
Speed of transmission lines in accordance with the needs of production to adjust itself.
Regulator clockwise rotation will be to speed up the conveyor belt speed, slow speed and vice versa
6.6 由于调节器是在控制箱内,为了避免人员出现触电危险并确保设备的正常使用,生产部只有经过培训并授权的人员方可操作,其他人员一律禁止接触。
As the regulator in the control box, in order to avoid an electric shock hazard to personnel there and to ensure that the equipment normally used only after the production department personnel trained and authorized to be operated will be prohibited from contact with other
staff
6.7 当下班或流水线无需使用传送带时,操作人员要记得关闭设备的启动开关。
When the work without the use of conveyor belt or assembly line, the operator should remember to turn off equipment start-up switch
6.8 当传送带出现转动异常,生产部要立即通知设备部负责人员跟进维护,以确保设备的正常使用。
Rotational anomalies occur when the conveyor belt, the production department to immediately notify the Department in charge of equipment maintenance personnel to follow up to ensure the normal use of equipment。