变频器在机床上的应用
通用变频器在数控机床主轴控制的应用
1控制 原理 任何 一 台数控 机 床 的 主轴 控制 , 都 是 机床控制的重要组成部分 , 使用变频器控 制 的 机床 其基 本工 作 原理 并 没有 改 变 , 只 是 减 少 了数 控 系统 对 主轴 工 作 性 能 的 调 整, 更 具体 的 细微 处 的主 轴运 转 精度 南变 频 器 自身来 完 成 , 变频 器更 具 备 相对 的独 立性 和通 用性 。 在 以变频 器为 主 的主轴 控 制 系统 中 , 需 要 由控 制 系统 输 出 的启 动 与 停止 信 号 、 转 速信 号 、 报 警 信号 等 , 再 根 据 变频 器 内部 的参数 设定 控制 主轴 的旋 转 。
公式 : I n ≥K ・ I m
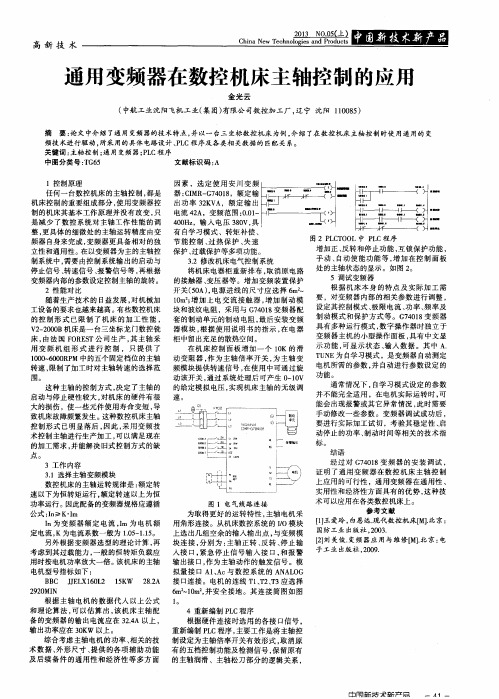
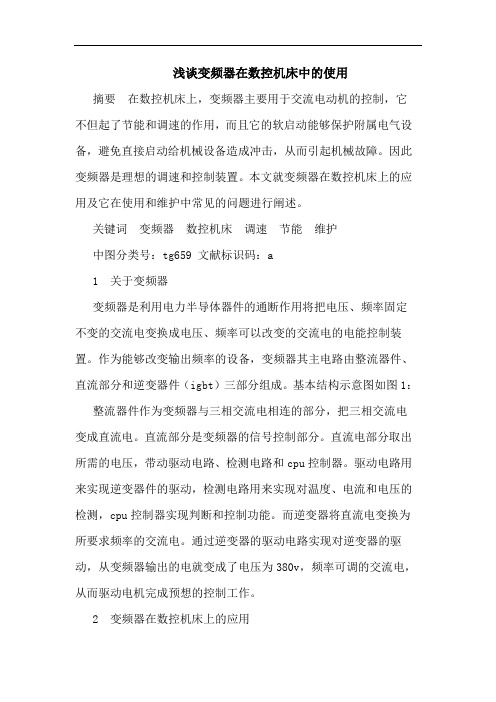
因 素 ,选 定 使 用 安 J i I 变 频 器: C I M R — G 7 4 0 1 8 ,额 定 输 出功率 3 2 K V A,额 定 输 出 电流 4 2 A,变 频范 围 : 0 . 0 1 ~ 4 0 0 H z ,输 入 电 压 3 8 0 V, 具 有 自学 习模 式 、转矩 补 偿 、 图2 P L C T OO L中 P L C程 序 节 能控 制 、 过热保 护 、 失 速 增 加正 、 反 转 和停 止 功 能 , 互 锁 保 护 功能 , 保护、 过 载 保护 等多 项功 能 。 手动 、 自动使 能 功 能 等 , 增 加 在 控 制 面板 3 . 2 修改 机床 电气 控 制系 统 。 将 机床 电器柜 重 新 排布 , 取 消 原 电路 处 的主轴 状 态 的显示 。如 图 2 5调 试变 频器 的接触 器 、 变压 器 等 。增 加 变频 装 置 保护 根 据 机 床 本 身 的特 点 及 实 际加 工 需 开关( 5 0 A) , 电源 进 线 的尺 寸 应 选 择 6 m ~ 要 ,对 变频 器 内部 的相关 参 数 进行 调 整 , 1 0 m ; 增 加 上 电交 流 接 触 器 , 增 加 制 动 模 极 限 电流 、 功率、 频率 及 块 和波 纹 电阻 ,采 用 与 G 7 4 0 1 8 变 频 器配 设定 其 控制 模 式 、 7 4 0 1 8变频 器 套的制动单元的制动 电阻 , 最后安装变频 制 动模 式 和 保 护 方式 等 。G 具 有多 种 运行 模式 , 数 字操 作 器 时独 立 于 器模块 , 根据 使 用 说 明书 的 指 示 , 在 电器 变 频器 主 机 的小 型操 作 面板 , 具 有 中文显 柜 中 留出充 足 的散 热空 间 。 可 显示 状 态 、 输 人 数 据 。其 中 A . 在 机 床 控 制 面板 增加 一个 1 O K 的滑 示 功 能 , T U N E为 自学 习模 式 ,是变 频 器 自动 测定 动变阻器 , 作为主轴倍率开关 , 为 主 轴 变 并 自动 进行 参 数设 定 的 频模 块 提供 转 速信 号 , 在 使用 中可通 过 旋 电机 所 需 的参 数 , 动 该开 关 , 通 过 系统 处 理 后可 产 生 O — I O V 功能。 通 常情 况 下 , 自学 习模 式设 定 的参 数 的 给定 模拟 电压 , 实现 机 床 主轴 的 无级 调 并不 能 完全 适 用 ,在 电机 ห้องสมุดไป่ตู้ 际 运转 时 , 可 速。 能会 出 现报 警 或其 它异 常 情 况 , 此 时需 要 手动 修 改一 些参 数 。变 频 器 调试 成 功后 , 要进 行 实 际加 工试 切 ,考 验 其 稳定 性 、 启 篙 。 动停 止 的功 率 、 制 动时 间 等相 关 的技 术 指 标。
微能WIN_V63矢量控制变频器在数控机床上的应用

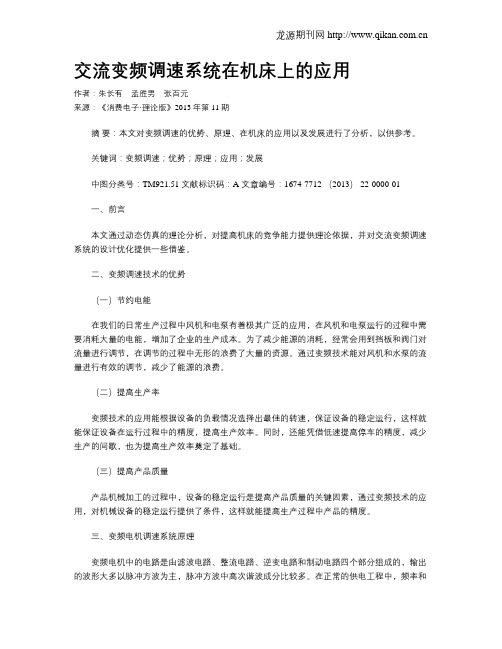
频率给定通道
命令 给定通道
7(A n 给定)
( l 端子给定)
应用在数控机床驱动控制领域 , 其优越 的性能(低频转矩大 , 调速范围宽 , 稳
态 精 度 高 , 加减 速 快 , 操 作 灵活 方便 , 功 能保护全 )以及高可 靠性得 到 了充 分的 验 证 , 完 全满 足 数 控 机 床 主轴 控 制
给定通道浦波 曲线1最大给定对应频率皿
能耗 制动 电压
0 .15 (模拟纽滤波时间) 20 .0 (夕 10 对应20 . z) 0 0 陕 v ) ( 00H
68 0
加速时间
减速时间 过压失速功能允许
自 限流动作选择 动
1 (加速时间是指从零频到最大频率)
( l 减速时间是指从最大频率到零频) 0 ( 过压失速劝能关闭)
元 , 制 动 电阻 可 以 按照 表 l 选 取
4 .2 变频器配线
变 频器 配 线如 图 1 所示
表1
3 .7k w
500 W 20 0 0
制动电阻选择
7 .sk w 2 25 0W
6 5n
其中X I X Z 分别设定为端子急停
11kw 33 00 W
43 0
5 .sk w 16 50 w
890
控 制精 度高 , 超 静音 运行控 制 程Pl 简易 PL C 摆 频运 行 内置 过 16 段 多 时起动转 矩能够达 到 15 % 以上 ; 载波频 0 率范 围 1一 H z , 有 效 的减小 了主轴 系 16k 统的 啸叫 音 ; 提 供两路 标准 的 0 一 V 模 o r 拟量接 口( l 电压 0 一 V , A IZ 电压 / 电 l A 1O 流可选 压1OV 用月 Il I 二 能够与 大多 20 lA X ), 数数控 系 统接 口兼容 , 通 用性 强 ; 过 负 载能 力强 , 巧0 % 以上额 定输出 电流超 过 2 分钟 ; 提供 多功能的输 出端 子信号 , 例 如零速 信 号 , 运 转 中信号 , 速度 到达 信 号 , 故 障指 示 , 满足 系统 对于 主轴速 度 状 态 的监控 ; 自动转 矩补偿 , 满 足机 床 主轴 在 低 速 情 况 下 的 加 工 需 求 ; 标 配 R S 4 85 通讯 接 口 , M O D B U S 通讯协 议 , 附有专用 咒 机调试 软件 ; 静 止和旋转 两 种 电机 参 数 自动 整定 功能 , 在线 识别 电 机参 数 , 保 证 系统 的 稳 定性 和 精确 性
浅谈变频器在数控机床中的使用
浅谈变频器在数控机床中的使用摘要在数控机床上,变频器主要用于交流电动机的控制,它不但起了节能和调速的作用,而且它的软启动能够保护附属电气设备,避免直接启动给机械设备造成冲击,从而引起机械故障。
因此变频器是理想的调速和控制装置。
本文就变频器在数控机床上的应用及它在使用和维护中常见的问题进行阐述。
关键词变频器数控机床调速节能维护中图分类号:tg659 文献标识码:a1 关于变频器变频器是利用电力半导体器件的通断作用将把电压、频率固定不变的交流电变换成电压、频率可以改变的交流电的电能控制装置。
作为能够改变输出频率的设备,变频器其主电路由整流器件、直流部分和逆变器件(igbt)三部分组成。
基本结构示意图如图1:整流器件作为变频器与三相交流电相连的部分,把三相交流电变成直流电。
直流部分是变频器的信号控制部分。
直流电部分取出所需的电压,带动驱动电路、检测电路和cpu控制器。
驱动电路用来实现逆变器件的驱动,检测电路用来实现对温度、电流和电压的检测,cpu控制器实现判断和控制功能。
而逆变器将直流电变换为所要求频率的交流电。
通过逆变器的驱动电路实现对逆变器的驱动,从变频器输出的电就变成了电压为380v,频率可调的交流电,从而驱动电机完成预想的控制工作。
2 变频器在数控机床上的应用数控机床要求主轴调速范围宽,能实现无级调速,在主轴正、反向转动时可进行自动加、减速控制,并且加、减速时间要短,要求恒功率范围宽。
变频器可以通过改变输出交流电的频率,达到对交流电机进行速度调节的目的。
机床采用变频器控制,启动时随著电机的加速相应提高频率和电压,起动电流一般被限制在150%额定电流以下。
而采用工频电源直接起动时,起动电流为额定电流的6至7倍,将对电网及负载造成很大的冲击,影响了周边电器的工作,增加了机械传动部件的磨损,降低了设备的寿命。
另外电机的转矩会随速度降低而减小,使用变频器控制电机后,将改善电机低速时转矩不足的状况,在额定频率下变频器能进行恒转矩调速。
交流变频调速系统在机床上的应用
交流变频调速系统在机床上的应用作者:朱长有孟胜男张百元来源:《消费电子·理论版》2013年第11期摘要:本文对变频调速的优势、原理、在机床的应用以及发展进行了分析,以供参考。
关键词:变频调速;优势;原理;应用;发展中图分类号:TM921.51 文献标识码:A 文章编号:1674-7712 (2013) 22-0000-01一、前言本文通过动态仿真的理论分析,对提高机床的竞争能力提供理论依据,并对交流变频调速系统的设计优化提供一些借鉴。
二、变频调速技术的优势(一)节约电能在我们的日常生产过程中风机和电泵有着极其广泛的应用,在风机和电泵运行的过程中需要消耗大量的电能,增加了企业的生产成本。
为了减少能源的消耗,经常会用到挡板和阀门对流量进行调节,在调节的过程中无形的浪费了大量的资源。
通过变频技术能对风机和水泵的流量进行有效的调节,减少了能源的浪费。
(二)提高生产率变频技术的应用能根据设备的负载情况选择出最佳的转速,保证设备的稳定运行,这样就能保证设备在运行过程中的精度,提高生产效率。
同时,还能凭借低速提高停车的精度,减少生产的间歇,也为提高生产效率奠定了基础。
(三)提高产品质量产品机械加工的过程中,设备的稳定运行是提高产品质量的关键因素,通过变频技术的应用,对机械设备的稳定运行提供了条件,这样就能提高生产过程中产品的精度。
三、变频电机调速系统原理变频电机中的电路是由滤波电路、整流电路、逆变电路和制动电路四个部分组成的,输出的波形大多以脉冲方波为主,脉冲方波中高次谐波成分比较多。
在正常的供电工程中,频率和电压按照一定的比例关系进行变化,这样就不能实现电压和频率的同时调整,作为电源使用存在着一定的弊端。
(一)整流电路使用三相不可控桥式整流电路是整流电路经常采用的一种手段,三相不可控由VD1-VD6组成,通过变压设备将交流电转变成直流电,由三相转化成为两相。
(二)滤波电路整流后的电压含有大量的高次谐波,需要采用滤波电路进行处理。
变频调速系统在金属切削机床上的应用
传感 器矢量控制 , 不需额外增 加硬件成本 , 虽然变 频器
价格 要高些 , 合 来说 无速 度 传感 器矢 量 控制 是一 但综
种最佳选 择 。
为 固定 频 率给定 端 子 , 度有 低速 、 速 中速和 高速 三档 。
J G设 定 为点 动运行 控 制端 子 , C为 变频 器故 障总 O A、
到车床在低 速车削 毛坯时 , 常常出现较大 的过载 现象 ,
且 过载时 间有可能超过 1ri。因此 , n a 变频 器的容量 应 比正常 的配 用电动机 容量 加大一档 。
变频器 中常用 的控 制方 式 有多 种 , 总体分 为 非 智
能控制方式 和智能控制 方式 。在交 流变频器 中使用 的
pe ey me tt e b s e ur me t f h tlc t n r c s .T e p p rt i k a o t h a i h rc e sis o a ib e f — lt l e h a i r q ie n e me a u t g p o e s h a e hn b u e b scc a a t r t fv ra l r c ot i t i c e q e c p e a a in s se u n y s e d v r t y t m.At h a i n r d c d t e rl td c mp n ns s l cin a d t e p i cp e o a a tr i o e s me t t me i to u e h eae o o e t ee t n h rn i l fp r mee s o
0 引 言
金属 切削机床 种类很 多 , 如车床 、 铣床 、 床 、 床 磨 刨
变频器在机床控制中的精密加工

变频器在机床控制中的精密加工随着科技的不断发展,机械加工行业也逐渐向着数字化、自动化的方向发展。
其中,变频器作为一种重要的控制设备,广泛应用于机床控制中的精密加工。
本文将就变频器在机床控制中的应用进行分析和探讨。
一、变频器的基本原理变频器是一种能够调节交流电机转速的设备。
它通过调节输入电压和频率,控制电机的运行速度。
变频器由整流单元、逆变单元、中间直流电路和控制单元组成。
整流单元将交流电转换为直流电,逆变单元将直流电转换为可调频率的交流电。
二、变频器在机床控制中的应用1. 提高加工质量变频器能够根据加工工艺要求,精确调节电机的转速和加工时间,从而提高加工质量。
例如,在金属切削加工中,不同材料和不同工艺需要调节不同的转速和进给率,变频器可以精确控制电机的转速和进给率,使加工质量更加稳定和精确。
2. 提高加工效率变频器可以根据实际工艺要求,调节电机的转速和进给率,使得机床的工作效率得到提高。
在某些情况下,机床需要根据工件的尺寸和精度要求,进行快速切削或者慢速切削,变频器可以根据需要实时调整电机的转速和进给率,提高加工效率。
3. 降低能耗变频器通过调节电机的转速,可以减少机床的无效能耗。
在切削过程中,由于不同工序的要求不同,电机一直工作在额定功率下会造成能耗浪费。
而变频器可以根据加工需要,调整电机的转速和功率输出,降低无效能耗。
4. 增加机床的寿命变频器能够对电机进行更精确的控制,避免了传统启停式控制对电机的冲击。
同时,变频器还具有过载保护功能,一旦发生过载情况,可以自动停机,保护机床设备以及相关部件,从而延长机床的使用寿命。
5. 提供多轴控制变频器配合高级控制系统,可以实现多轴组合控制。
在一些复杂的加工过程中,机床需要进行多轴或者多工位的控制,传统的控制方式往往需要额外的编码器和储存器来实现,而变频器可以通过自带的控制单元实现多轴控制,提高加工的灵活性和效率。
三、未来展望随着工业自动化和智能化水平的提高,变频器在机床控制中的应用前景十分广阔。
变频器在工业中的应用
变频器在工业中的应用在工业和民用上都有很多的电机拖动系统,例如:风扇、水泵、机床、卷绕机、电梯、传送带、起重机、卷扬机、注塑机等。
这些负载有的偏重要求电机转速、有的要求转矩、有的要求功率,变频器能够在满足这些要求的同时,还能改善拖动系统的性能,这就是变频器能够在市场上广泛应用的原因。
变频器的(原始)功能是将频率、电压都固定的交流电变换成频率、电压都连续可调的三相交流电源。
在电机上的应用就是通过改变电源频率而改变电机速度,因为电机的速度公式是:其中,n是转速,f是频率;在拖动系统中,变频调速有以下优点:1,节能;节能是变频器应用最典型的例子,诸如风机、泵类、卷扬机等负载。
(空调用送风机、压缩机)2,省力化、自动化及提高生产效率;传送带的防止跌落,闭环控制自动调整风压等,相对于直流调速、齿轮箱更有明显的优势。
3,提高质量;电梯的平滑启动,卷绕机的斜线缠绕及张力控制等。
中国变频器市场分析变频器自20世纪60年代问世,到20世纪80年代在主要工业化国家已广泛使用。
20世纪90年代以来,随着人们节能环保意识的加强,变频器的应用越来越普及,广泛应用于国民经济的各行各业和人民的日常生活中,变频器产品也从以大功率双极晶体管(GTR)为主的时代发展为以绝缘栅晶体管(IGBT)为主的时代。
国际知名的“ARC机构”研究统计1998年世界交流电动机实施调速控制的传动产品的销售额为48.5亿美元,其中北美占21%,日本占27%,日本之外的亚洲占12%,欧洲、中东及非洲占39%,拉丁美洲占1%。
1999年,国际大功率交流调速装置的销售额为24亿美元。
目前,我国电机的总装机容量已达4亿kW,年耗电量占全国用电量的近60%,但我国电机驱动系统的能源利用率却非常低,基本上要比国外平均水平低20%,70%的电机只相当于国际20世纪50年代的技术水平,电机驱动系统能效比国外低20%左右,节能潜力巨大。
市场现状:相对于工业化国家来说,我国变频器行业起步比较晚,到20世纪90年代初,国内企业才开始认识变频器的作用,并开始尝试使用,国外的变频器产品正式涌进中国的市场。
变频技术的应用与发展
变频技术的应用与发展【摘要】变频技术是集自动控制、微电子、电力电子、通信等技术于一体的高科技技术。
随着科学技术的高速发展,变频器以其具有节电、节能、可靠、高效的特性应用到了工业控制的各个领域中,如变频调速在供水、空调设备、过程控制、电梯、机床等方面的应用,保证了调节精度,减轻了工人的劳动强度,提高了经济效益。
【关键词】变频技术;发展应用趋势;电梯变频技术的应用可分为两大类:一种,是用于传动调速;另一种,是用于各种静止电源。
而变频器最为典型的应用是以各种机械的节能为目的。
1 变频技术在电梯设备上的应用电梯是一种垂直运输工具,它在运行中不但具有动能,而且具有势能。
它经常处在正反转、反复启制动过程中。
对于载重大、速度高的电梯来说,提高运行效率、节约电能是重点要解决的问题。
如果均匀地改变定子供电电源的频率,则可平滑地改变交流电动机的同步转速。
在调速时,为了保持电动机的最大转矩不变,需要维持气隙磁通恒定,这就要求定子电压也随之作相应调节,通常是保持U/f=常数。
因此,要求向电动机供电的同时要兼有调压与调频两种功能,通常简称VVVF型变频器;用于电梯时常称为VVVF型电梯,简称变频电梯。
电梯动力来自电动机,一般选11kW或15kW的异步电动机。
曳引机的作用有三点:一是调速,二是驱动曳引钢丝绳,三是在电梯停车时实施制动。
为了加大载重能力,钢丝绳的一端是轿厢,另一端加装了配重装置,配重的重量随电梯载重量的大小而变化。
计算公式如下:配重的重量=(载重量/2十轿厢自重)×45%。
公式中的45%是平衡系数,一般要求平衡系数在45%~50%之间。
为满足乘客的舒适感和平层精度,要求电动机在各种负载下都有良好的调速性能和难确停车性能。
图1 电压源变频电梯电力传动系统框图1.1 系统构成主要有以下几部分:1.1.1 整流与再生部分。
这部分的功能有两个,一是,将电网三相正弦交流电压整流成直流,向逆变部分提供直流电源;二是,在减速制动时,有效地控制传动系统能量回馈给电网。
西门子变频器在数控铣切机多电动机切换控制改造中的应用
及 5个 钻轴 变频 电动 机能 够 正 常 良好 的 运转 , 以要 所
求使 用原 有交流 变频 电动机 , 以节 省 开 支 。所 以在 主
轴更 新 中 , 要二 者 的参 数及性 能互 相匹配 , 需 才能 实现
靠性 和功 能 的多样 性 。采用 脉冲频 率可选 的专用 脉宽 调制 技术 , 可使 电动 机 低 噪声 运 行 。拥有 全 面 而完 善 的保 护功 能 , 变 频 器 和 电动 机 提 供 了 良好 的保 护 。 为
能 。所 以在 实际 的改造 中 , 须 充分 了解 原机 床 和 现 必
在要使 用 的新 系统 及元件 所能够 实现 的加工 功能及 特 性后 , 才能逐 步完 成需 要 的控 制及 加 工 功能 。而 此 次 改造 中, 机床主 轴转速 变频控制 部分 的多 数元件 、 原 线
l MI RoMA T R 4 C S E 4 0变 频 器 功 能介 绍
停及转 速 的两 种组 合工 作 状 态 , 在经 济 性 和利 用 率 上 更加适合 。由于西 门子 MIR M S E 4 C O A T R 4 0系列变频
器能够 实现 三组 电动机 驱 动 参数 的切换 , 以此 次 主 所
・
输 出功 率 2~1 W( 0k 电动机功 率 因数 08 ) .5
数 控机 床的改造 并不 是完全 否定原 有 的控 制过 程
及控制 方法 , 而且在 适 当 的条 件 下还 需 要 增加 某 些 功
轴部分 采用 一 台变 频器控 制 6台变频 电动机 实现两 种 加工 工艺 的控 制 要 求 。综 合考 虑 后 确 定 采用 一 台 2 2
k 变频器 来实 现主轴 部分铣 轴 与钻轴 的控制 。 W
通用变频器在数控机床主轴控制的应用

通用变频器在数控机床主轴控制的应用作者:金光云来源:《中国新技术新产品》2013年第09期摘要:论文中介绍了通用变频器的技术特点,并以一台三坐标数控机床为例,介绍了在数控机床主轴控制时使用通用的变频技术进行驱动,所采用的具体电路设计、PLC程序及各类相关数据的匹配关系。
关键词:主轴控制;通用变频器;PLC程序中图分类号:TG65 文献标识码:A1 控制原理任何一台数控机床的主轴控制,都是机床控制的重要组成部分,使用变频器控制的机床其基本工作原理并没有改变,只是减少了数控系统对主轴工作性能的调整,更具体的细微处的主轴运转精度由变频器自身来完成,变频器更具备相对的独立性和通用性。
在以变频器为主的主轴控制系统中,需要由控制系统输出的启动与停止信号、转速信号、报警信号等,再根据变频器内部的参数设定控制主轴的旋转。
2 性能对比随着生产技术的日益发展,对机械加工设备的要求也越来越高。
有些数控机床的控制形式已限制了机床的加工性能,V2-2000B机床是一台三坐标龙门数控铣床,由法国FOREST公司生产,其主轴采用变频机组形式进行控制,只提供了1000~6000RPM中的五个固定档位的主轴转速,限制了加工时对主轴转速的选择范围。
这种主轴的控制方式,决定了主轴的启动与停止硬性较大,对机床的硬件有很大的损伤,使一些元件使用寿命变短,导致机床故障频繁发生。
这种数控机床主轴控制形式已明显落后,因此,采用变频技术控制主轴进行生产加工,可以满足现在的加工需求,并能解决旧式控制方式的缺点。
3 工作内容3.1 选择主轴变频模块数控机床的主轴运转规律是:额定转速以下为恒转矩运行,额定转速以上为恒功率运行。
因此配备的变频器规格应遵循公式:In≥K·ImIn为变频器额定电流,Im为电机额定电流,K为电流系数一般为1.05~1.15。
另外根据变频器选型的理论计算,再考虑到其过载能力,一般的恒转矩负载应用时按电机功率放大一倍。
三晶变频器在锻压机的应用
三晶变频器在锻压机的应用变频调速,顾名思义,就是通过改变频率达到对电机速度的调节,其内部控制方式就是:交流---直流——-然后逆变成交流。
通过变频器实现对电机的多方面控制(通过参数设置)是变频器可以在多种场合实现多种功能,但是用在机床上的功能主要是实现无级调速(通过给定模拟电压实现速度的调节)和转向控制。
具有响应快,力矩大,实现无级调速等优点。
配置专门的变频电机,能够实现更加优秀的控制。
而且控制简单。
变频器作为一种自动化程度非常高的电子调速设备,具有调速范围广,速度稳定,精度高,能实现自动控制,操作方便,已经成为其他调速设备的无法可比的产品,广泛地应用于各行各业。
像锻压机械也已经广泛使用。
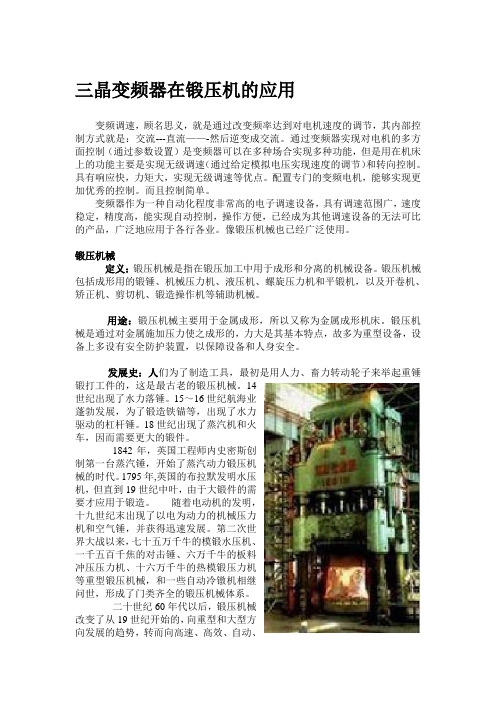
锻压机械定义:锻压机械是指在锻压加工中用于成形和分离的机械设备。
锻压机械包括成形用的锻锤、机械压力机、液压机、螺旋压力机和平锻机,以及开卷机、矫正机、剪切机、锻造操作机等辅助机械。
用途:锻压机械主要用于金属成形,所以又称为金属成形机床。
锻压机械是通过对金属施加压力使之成形的,力大是其基本特点,故多为重型设备,设备上多设有安全防护装置,以保障设备和人身安全。
发展史:人们为了制造工具,最初是用人力、畜力转动轮子来举起重锤锻打工件的,这是最古老的锻压机械。
14世纪出现了水力落锤。
15~16世纪航海业蓬勃发展,为了锻造铁锚等,出现了水力驱动的杠杆锤。
18世纪出现了蒸汽机和火车,因而需要更大的锻件。
1842年,英国工程师内史密斯创制第一台蒸汽锤,开始了蒸汽动力锻压机械的时代。
1795年,英国的布拉默发明水压机,但直到19世纪中叶,由于大锻件的需要才应用于锻造。
随着电动机的发明,十九世纪末出现了以电为动力的机械压力机和空气锤,并获得迅速发展。
第二次世界大战以来,七十五万千牛的模锻水压机、一千五百千焦的对击锤、六万千牛的板料冲压压力机、十六万千牛的热模锻压力机等重型锻压机械,和一些自动冷镦机相继问世,形成了门类齐全的锻压机械体系。
解析PLC与变频器在组合机床电气控制中的应用
解析PLC与变频器在组合机床电气控制中的应用摘要:本文主要阐述了PLC与变频器在组合机床电气控制中的应用情况,主要以一台镗孔专机与电气原理图为例阐述了PLC的工作原理、设计原理等。
关键词:PLC;变频器;组合机床;应用对于组合机床的电气控制来说,其主要要求分为三个阶段:一是图纸的绘制,二是电气的安装,三是用户的验收。
本文主要以镗孔专机为例进行讲解,主要描述了电气原理图、PLC设计思路、变频器参数设置等等。
1.电气系统控制要求分析镗孔专机的主轴机M1变频电机主要采用的是YP-50-22-6B,冷却风机主要采用380V120W功率。
按照机械传动比折进行计算,得到的电机转速主要控制在600rpm与2000rpm 之间,进行连续调试;通过计算可知,我们将变频器控制在30HZ与100HZ频率范围之内;速度的调节主要通过电位器;镗孔专机的主轴主要分为两种工作方式:一是点动,二是连动。
工作台快速进给电机M2主要使用Y112M-4三相异步电机,而制动器主要采用T3523装置。
工作台慢速进给电机M3变频电机主要采用YP-50-3.0-6型号,冷却风机主要采用220V50W型号;慢速进给的速度主要为每分钟1.25毫米到50毫米之间(根据计算的结果,电机转速要求在50rpm与2100rpm范围之间)。
在换算之后,变频器的频率范围主要控制在2.3HZ与105HZ之间,速度调节主要通过电位器。
机床润滑主要采用PYZ-1A进行集中润滑站。
机床照明主要采用AC24V/40W电压。
电柜散热的流风扇采用125FZY2-S。
2.机床主电路设计从下图的电气原理图可以看出,主轴机电M1的功率主要为22KW,是一种六级的变频机电,根据实际需要,本文主要采用的变频器为MR-G7B4030,CDBR-4030B为主要的制动单元,但是,配制电阻单元一般都需要高昂的价格,因此,我们主要使用三个并联的2000W/60 电阻器,通过交流接触器KM1对变频器的通电情况进行控制。
EM303B变频器机床主轴应用调试

表1:机床主轴应用需要设置的相关参数
功能代码
功能代码名称
功能代码参数说明
单位
参数设置
属性
F0-02
驱动控制方式
0:V/F开环控制
1:保留
2:无PG矢量控制0
3:无PG矢量控制1
3
〇
F0-04
启动停车控制选择
0:本机键盘
1:外部端子
2:计算机通讯
1
〇
F0-05
端子启动停车选择
个位:保留
十位:能耗制动选择
0:制动电阻无效
1:制动电阻运行时有效
2:制动电阻上电时有效
百位:保留
千位:过压失速保护方式
0:无效
1:保留
2:有效
0010
〇
5.制动电阻选用表
变频器型号
电机功率
(KW)
电阻阻值
(Ω)
电阻功率
(W)
连接电阻的导线
(mm2)
EM303B-0R7-3B
0.75
360
200
1
EM303B-1R1-3B
1.EM303B变频器机床主轴应用的特点
●SVC控制0.5Hz,150%额定转矩输出,确保机床在低速时有强劲的切削力;
●优异的快速加、减速能力,自动限流,自动稳压,实现机床的高性能、高可靠性;
●调速范围最高可达600.00Hz,完全满足数控车床的高频运行要求;
2.连接线示意图
3.数控机床应用调试步骤
0:RUN运行F/R正/反
1:RUN正转F/R反转
2:RUN常开正转Xi常闭停车F/R常开反转
3:RUN常开运行Xi常闭停车F/R正/反转
海浦蒙特HD30矢量变频器在数控机床上的应用
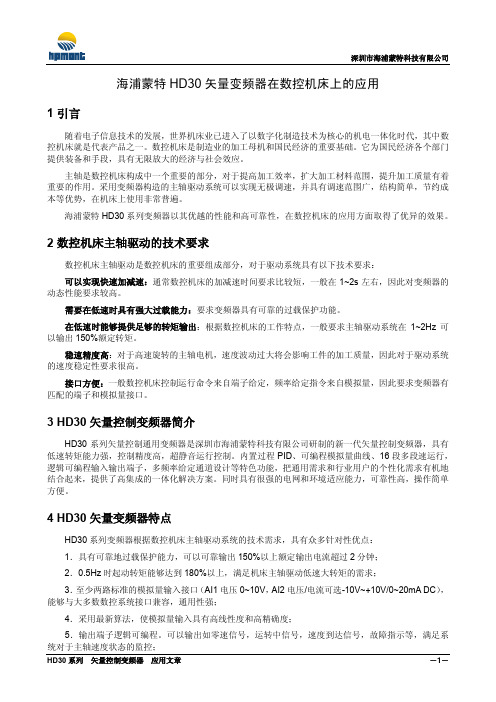
海浦蒙特HD30矢量变频器在数控机床上的应用1 引言随着电子信息技术的发展,世界机床业已进入了以数字化制造技术为核心的机电一体化时代,其中数控机床就是代表产品之一。
数控机床是制造业的加工母机和国民经济的重要基础。
它为国民经济各个部门提供装备和手段,具有无限放大的经济与社会效应。
主轴是数控机床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量有着重要的作用。
采用变频器构造的主轴驱动系统可以实现无极调速,并具有调速范围广,结构简单,节约成本等优势,在机床上使用非常普遍。
海浦蒙特HD30系列变频器以其优越的性能和高可靠性,在数控机床的应用方面取得了优异的效果。
2 数控机床主轴驱动的技术要求数控机床主轴驱动是数控机床的重要组成部分,对于驱动系统具有以下技术要求:可以实现快速加减速:通常数控机床的加减速时间要求比较短,一般在1~2s左右,因此对变频器的动态性能要求较高。
需要在低速时具有强大过载能力:要求变频器具有可靠的过载保护功能。
在低速时能够提供足够的转矩输出:根据数控机床的工作特点,一般要求主轴驱动系统在1~2Hz可以输出150%额定转矩。
稳速精度高:对于高速旋转的主轴电机,速度波动过大将会影响工件的加工质量,因此对于驱动系统的速度稳定性要求很高。
接口方便:一般数控机床控制运行命令来自端子给定,频率给定指令来自模拟量,因此要求变频器有匹配的端子和模拟量接口。
3 HD30矢量控制变频器简介HD30系列矢量控制通用变频器是深圳市海浦蒙特科技有限公司研制的新一代矢量控制变频器,具有低速转矩能力强,控制精度高,超静音运行控制。
内置过程PID、可编程模拟量曲线、16段多段速运行,逻辑可编程输入输出端子,多频率给定通道设计等特色功能,把通用需求和行业用户的个性化需求有机地结合起来,提供了高集成的一体化解决方案。
同时具有很强的电网和环境适应能力,可靠性高,操作简单方便。
4 HD30矢量变频器特点HD30系列变频器根据数控机床主轴驱动系统的技术需求,具有众多针对性优点:1.具有可靠地过载保护能力,可以可靠输出150%以上额定输出电流超过2分钟;2.0.5Hz时起动转矩能够达到180%以上,满足机床主轴驱动低速大转矩的需求;3.至少两路标准的模拟量输入接口(AI1电压0~10V,AI2电压/电流可选-10V~+10V/0~20mA DC),能够与大多数数控系统接口兼容,通用性强;4.采用最新算法,使模拟量输入具有高线性度和高精确度;5.输出端子逻辑可编程。
变频器在工作机械中的应用

变频器在工作机械中的应用随着科技的迅速发展,现代工业领域中各种机械设备也在不断更新换代。
变频器作为一种能够实现电动机调速的装置,被广泛地应用于工业自动化的生产中。
本文将探讨变频器在工作机械中的应用,以及其在机械控制方面所起的重要作用。
一、变频器的基本工作原理变频器是一种将电源交流电转变成直流电,再通过变频电路将直流电转换成不同频率的交流电,进而控制三相异步电动机转速的装置。
它通过改变驱动电动机的输出频率和电压,达到实现电动机调速的目的。
变频器的基本组成元件包括直流电源、中间电路、逆变电路和控制电路四部分。
二、变频器在机械控制中的生产应用1.风机和水泵在一些大型机械中,如工业风机和水泵,由于生产过程的复杂性和安全性,需要不同的速度来保持稳定的输出。
通过变频器控制电机的转速,能够调整设备的运行效率,实现控制精度和节能效果的提高。
2.压缩机压缩机是一种用于空气和油气的过滤、分离、压缩和输送的重要设备。
通过变频器的控制作用,电机输出的功率和转速可以根据生产设备的实际需求进行调整和控制。
相较于传统的定频控制系统,利用变频器技术能够达到更加精细灵活的控制操作。
3.卷绕机卷绕机是一种在生产生活中广泛应用的机械设备。
掌握变频技术的控制方法能够有效地解决它们在生产实践中遇到的难题,如过程控制、速度自适应和质量控制等方面。
利用变频器控制技术,可以使卷绕产品的质量有所提高,也可以极大地提高自动化程度,提升生产线的效率。
4.机床在现代制造业中,对机床的要求越来越高。
利用变频器可以有效地改善机床的调速性能,提高加工精度和性能。
实现数控机床运行全程调速,提高生产效率和产品质量。
三、总结变频控制技术作为现代工业的一个重要分支技术,已经得到了广泛的应用和发展。
在工业控制中,变频器的应用越来越受到人们的重视,尤其是在机械控制领域中。
随着制造业的不断更新升级,使用变频器技术的生产设备将会越来越多,它们将会成为更有效的、可持续、高效和环保的选择。
富凌BD330系列变频器在数控机床上的应用

BD330系列变频器在数控机床上的应用
引言
在机械制造业中,用普通机床加工复杂的零部件或具有较高精确度的批量产品时,需要熟练的技术工人手工操作来完成,这种效率低下的传统加工方式已无法满足现代制造业的需求。
随着计算机技术的飞速发展,先进的加工中心和数控机床应运而生,逐渐成为主流的工具机床。
在机床的主轴调速系统中,传统复杂的齿轮箱式分级调速方式已不能满足要求,所以采用更为先进的变频无级调速方式尤为重要。
对于普通三相异步交流电动机,无速度传感器矢量控制变频器BD330,能获得高达150%的启动转矩,可实现在线和离线电机参数自动识别,调速范围宽,低速时转速波动小,保证了机床系统的稳定性和精确度。
数控机床的功能需求:
◆数控机床的核心是数控操作系统,变频器是受数控操作系统控制来实现机床主轴无级调速,以实现不同的加工工艺
◆低转速高转矩,能保证在100r/min速度下正常切削工作
◆转速稳定,不丢转。
在加工螺纹过程中要求转差范围在几转之内,转差过大会造成螺纹的螺距不均,不能实现螺纹加工
◆端子控制作为命令源,二线式端子控制:正转命令、反转命令
◆转速由数控系统输出0~10vdc信号给定,外部模拟量控制
◆加速和减速时间短,一般在1s,需要配制动电阻
l BD330具有以下独特的优点:
◆起动、停止平稳,调速范围大
◆工作可靠,能长期连续稳定运行
◆操作简单方便,维护量小
◆输出特性能满足数控机床电机的要求
变频器接线与调试:
l接线图
综上所述,富凌BD330变频器满足了数控车床对主轴的调速要求,实现了数控机床加工工艺要求。
浅谈变频器在数控磨床上的应用
在长 时 间的使用 过程 中,直径 会逐 渐变 小 ,进而会 使磨 削 的线速度 降低 。针 对这 一现 象 ,可 以运用变
随着砂 轮 的直径 变小 ,通 过提升 变频 器输 出频 率调
其 中关于 电动 机 的相关 参数 必须 如实 、正确地 参照 电动机铭 牌来 填 写 。而参 数 P 1 1 2 0与 P 1 0 2 1 则
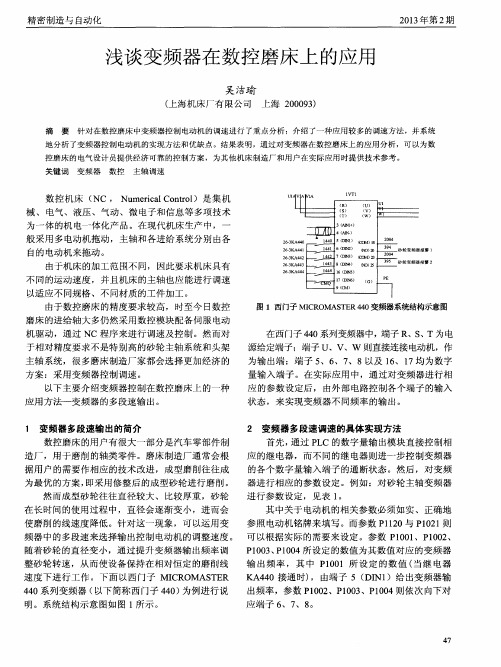
在西 门子 4 4 0系列变频器 中,端子 R、S 、T为 电 源给 定端 子;端 子 U、V、W 则直接连接 电动机 ,作 为输 出端 ;端 子 5 、6 、7 、8以及 1 6 、l 7均 为数字 量输 入 端子 。在 实 际应 用 中 ,通 过对 变频 器进 行相 应 的参数 设定 后 , 由外 部 电路控 制各 个端 子 的输入 状态 ,来 实现 变频 器不 同频 率 的输 出。
程序执行跳转至 MA R K 2 , M6 1 控制变频器输 出,砂
轮 转速 为 砂轮 速度 2 ;若 R 4 < 6 8 0 ,程序 顺 序执 行 。
I F R4 >=64 0 GO TO F M ARK 3
设 定值 3
1( 缺 省值 为 0 ) 0
注 释 用户 访 问级 ( 专家 级别 )
( T) 3( A聃 l 斗) 4( AⅡ )
般采用 多 电动机 拖 动 ,主 轴和 各进 给系 统分 别 由各 自的电动机 来拖 动 。 由于机 床 的加工 范 围不 同, 因此 要求 机床 具有 不 同的运动 速度 ,并 且机床 的主轴也 应 能进行 调速 以适应 不 同规格 、不 同材质 的工 件加 工 。 由于数控 磨床 的精 度要 求较 高 ,时至今 日数控 磨 床 的进 给 轴大 多仍然 采用 数控 模块 配备 伺服 电动 机 驱动 ,通过 N C 程序 来进 行调速 及控 制 。然 而对 于相对精 度要 求不 是特别 高 的砂轮 主轴 系统 和头 架
变频器在工业中的应用
变频器在工业中的应用在工业和民用上都有很多的电机拖动系统,例如:风扇、水泵、机床、卷绕机、电梯、传送带、起重机、卷扬机、注塑机等;这些负载有的偏重要求电机转速、有的要求转矩、有的要求功率,变频器能够在满足这些要求的同时,还能改善拖动系统的性能,这就是变频器能够在市场上广泛应用的原因;变频器的原始功能是将频率、电压都固定的交流电变换成频率、电压都连续可调的三相交流电源;在电机上的应用就是通过改变电源频率而改变电机速度,因为电机的速度公式是:其中,n是转速,f是频率;在拖动系统中,变频调速有以下优点:1,节能;节能是变频器应用最典型的例子,诸如风机、泵类、卷扬机等负载;空调用送风机、压缩机2,省力化、自动化及提高生产效率;传送带的防止跌落,闭环控制自动调整风压等,相对于直流调速、齿轮箱更有明显的优势;3,提高质量;电梯的平滑启动,卷绕机的斜线缠绕及张力控制等;中国变频器市场分析变频器自20世纪60年代问世,到20世纪80年代在主要工业化国家已广泛使用;20世纪90年代以来,随着人们节能环保意识的加强,变频器的应用越来越普及,广泛应用于国民经济的各行各业和人民的日常生活中,变频器产品也从以大功率双极晶体管GTR 为主的时代发展为以绝缘栅晶体管IGBT为主的时代;国际知名的“ARC机构”研究统计1998年世界交流电动机实施调速控制的传动产品的销售额为亿美元,其中北美占21%,日本占27%,日本之外的亚洲占12%,欧洲、中东及非洲占39%,拉丁美洲占1%;1999年,国际大功率交流调速装置的销售额为24亿美元;目前,我国电机的总装机容量已达4亿kW,年耗电量占全国用电量的近60%,但我国电机驱动系统的能源利用率却非常低,基本上要比国外平均水平低20%,70%的电机只相当于国际20世纪50年代的技术水平,电机驱动系统能效比国外低20%左右,节能潜力巨大;市场现状:相对于工业化国家来说,我国变频器行业起步比较晚,到20世纪90年代初,国内企业才开始认识变频器的作用,并开始尝试使用,国外的变频器产品正式涌进中国的市场;最先进入中国变频器市场的是日本厂家,1986年我国传统电机厂开始引进日本的变频设计和制造技术,1988,较;此时进入国内的变频器多为以大功率晶体管为逆变元件的产品,属于变频器的第二代产品;随后进入中国的有日本的其他厂家以及其他国家的一些厂家,如日本的富士、日立,德国的西门子、德国的伦茨Lenze、法国的施耐德,芬兰的ABB,丹麦的丹佛斯,日本的安川,明电舍、春日等等;近3-4年内又有英国的欧陆、CT;德国的科比KEB;芬兰的威肯Vacon;日本的松下、欧姆龙;美国的A-B、通用GE和摩托托尼;韩国的三星、LG;意大利的安塞尔多ANSALDO和西威SIEI;南京康泰公司代理的安萨尔多SVTL等国外变频器大量进入中国市场;这些国外品牌厂家也在千方百计地寻求本地化生产,扩大其销售,先后西门子在天津、富士在江苏的无锡、三肯在江苏的江阴设厂、ABB在北京、东芝在辽宁的辽阳、安川在上海、艾默生在广东的深圳、施耐德在苏州、三菱在大连、等公司独资或合资已在中国建厂生产部分系列品牌变频器;随着国内企业对变频器认识的深入和大量外国产品的入境,我国变频器市场得以快速启动;20世纪80年代中期,我国变频器年销售量仅为数千万元,几乎都是国外品牌,经过十余年的推广和使用,变频器已得到广大企业用户的认可,20世纪90年代,变频器才得以大规模进人中国,在空调、电梯、冶金、机械、电子、石化、造纸、纺织等行业有十分广阔的应用空间;据北京康斯公司1999年的调查结果,1998年我国变频器销售量达到亿元,年增长率为15%左右;业内人士估计2001年我国电机系统变频器行业产值约有40亿元;2002年将超过50亿元;而“ARC机构”预测中国交流调速装置的市场为10亿美元,其中,中、大功率产品的市场为2亿美元,并预测将以每年15%~20%年增长率发展;我国变频器总的潜在市场应为1200~1800亿元,其中常压变频器约占市场份额的60%左右,中、高压变频器需求数量相对比较少,但由于单台变频器功率大、售价高,应占市场的40%左右;变频器作为一种新兴的高技术产品,从一开始国外品牌就占据了绝大部分市场,就在国外变频器产品占据我国变频器市场的同时,国内变频器的研制和生产也在艰难中向前发展;到96年,我国的变频器生产厂家已超过50家;1996年底到97年初,国家四部委对全国所有的变频器生产厂家进行调研,最后推荐了29个厂家生产的33种规格的变频器引进国外2家,北京5家,江苏7家,山东3家,天津2家,及江西、广东、江苏的耐特、康豪、山东的惠丰、陕西西普、成都佳灵、北京比莱恩等;近几年,上述的一些厂家有的发展了,有的转产了;与此同时,也出现了一些较具规模的变频器生产厂家,如深圳的华为,成都佳灵,烟台的惠丰;近几年国内企业在产品开发方面有了一定的起色,但还没能真正改变国外品牌占支配地位的格局;目前国内变频器市场销售大约为每年500-800万kW,90%的市场份额由美日欧厂商的产品所占领,国产变频器占很小的市场份额;产品主要来自日本的厂家如三菱、富士、东芝、安川、日立和松下等,欧洲的西门子、ABB、施耐德等也占据了较大的市场份额;活跃在我国变频器的品牌大约有90多个其中国产品牌占到70%左右;中国巨大的变频器市场成为跨国公司抢攻的重点;日本公司进入中国早,对中国市场做过深入仔细的调查和研究,有针对性地推出适合我国国情的产品,目前市场占有率最高,达40%以上;欧美公司进来晚,但产品档次高、容量大,价格也昂贵,占市场份额30%左右;还有10%的市场份额被台湾产品占领;较早的品牌有普传、台达、新近发展起来的有三基、东元、利佳、台安、宁茂等品牌,其中普传在中国多座城市建合资厂,山基也在福建建厂、台湾的东元在无锡建厂、宁茂在福建建厂;知道变频器的人都知道普传变频器,从93年开始进入中国大陆就到处建厂,后来经营不善,效益不佳,普传对国产品牌最大的贡献是培养了一批变频器业界的人才,他们又各自创办了多家变频器生产厂家,这个功劳不可以被忽视,至少算一个编外“培训师”;另外,香港还有腾龙变频器;真正国内的品牌市场占有率较低,由于生产厂家众多,总的市场份额应在20%左右,主要集中在低端变频器,产品档次低,除上面提到的人才建厂外,还有一批“海归派”人士建了一些变频器生产厂;农民企业家也不可小视,多年来在全国各地建起了多家变频器生产厂;全国目前有80-90家从事生产变频器包括国外品牌在国内建厂,主要厂家集中在东部沿海地区,但大多数国内厂家没有形成气候;成都佳灵,山东的惠丰,是国产品牌生产较早出来闯荡的90年代初,而且坚持到现在,并取得一定发展为数不多的几家公司,目前国内品牌比较活跃的有成都希望公司的森兰、北京的先行、北京的东方凯奇、北京利德华福、北京天宠、北京的时代,深圳的康沃、安邦信等,另外,广东还有爱德利、烁普、中大博立、阿尔法、英威特、星河、班泰科Bantek、岗蓝、港蓝、日业、盾牌、科姆龙、正弦、依托、九德松益、贺圣达等牌;上海有东达、神源、格立特、海光、亚泰和科祺等牌;南京有熊猫;浙江有海利、台州有富凌;山东有维坊的塞普,曲府有鲁都,青岛有吉纳和鲁西地区有风光牌;黑龙江有日锋,北京有清华同方、Newimage景新、时运捷、宇通、合康亿盛、中河盛达包括海南省都有生产厂家等等都是近几年出现的新的品牌变频器;但从产品容量来看,220kw以上的变频器基本还是由西门子、A-B、GE通用、罗宾康和ABB等所垄断;而中小容量的变频器50%为日本产品占领,如富士、安川、三肯、日立、东芝、三菱和松下等所垄断,国产品牌大多集中在75kW以下,但许多企业具称都可以生产到280kW的变频器,甚至有个别厂商宣称可以生产低压530kW功率等级的变频器;这里需要提一下的是北京利德华福、北京天宠、成都的森兰、佳灵、北京的东方凯奇、北京的先行、合康亿盛、上海科祺等品牌企业除成都的森兰外,正在研制都是以生产6-10kV高压变频器为主;变频器发展概况交流传动与控制技术是目前发胀最为迅速的技术之一;这与电力电子器件制造技术、变流技术、控制技术、微型计算机和大规模集成电路的飞速发展密切相关的;一.通用变频器的发展过程上世纪80年代初通用变频器问世,经历了5代:180年代初的模拟式通用变频器,280年代中期数字式通用变频器,390年代初的智能型通用变频器,490年代中期的多功能通用变频器,521世纪集中型通用变频器;1.通用变频器的应用范围不断扩大A.向不需调整便能得到最佳运行的多功能于高性能型变频器发展B.向通过简单控制就能运行的小型及操作方便的变频器发展C.向大容量、高启动转矩既具有环境保护功能的变频器发展2.通用变频器使用的功率器件不断更新换代GTO,GTR,IGBT,IGCT,IPMIPM饱含了IGBT芯片及外围的驱动和保护电路,甚至还有的集成了光藕3.控制方式不断发展第一阶段:基本磁通轨迹的电压空间矢量控制第二阶段:矢量控制,也称磁场定向控制第三阶段:直接转矩控制理论4.PWM控制技术进一步发展;二.变频器技术的发展展望1.主控一体化2.小型化像发热挑战3.低电磁噪音化EMC4.专用化电源再生、起重专用、纺织专用、恒压供水等5.系统化6.在数字控制技术和接口技术方面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目:变频器在机床中的应用学生:陈孝敏学院:安徽水利水电职业技术学院班级:0918309专业:机电设备维修与管理指导老师:蒋瑾瑾摘要:机床是工作母机的总称,包括车床,铣床,模床,冲床,刨床等,由于加工材质的不同,需要不同的转速,因此采用变频调速的机会很多,主轴传动结构一般采用交流电机和伺服电机,通过带传动把运动传给主轴,从而使主轴达到一定的转速,来完成切削加工。
现在经济型数控机床中,一般使用变频器做为驱动部件。
本文针对数控机床和普通机床改造中对主轴传动变频调速系统的应用需求,提出了采用罗克韦尔自动化的PowerFlex4型通用低压变频器的解决和实现方案。
关键词: 罗克韦尔自动化;低压变频器;数控机床;主轴;驱动Abstract:Machine is the general term for machine tools, including lathes, milling machines, mold bed, presses, planer, etc., due to processing of different materials require different speeds, so many opportunities for use of frequency control, spindle structure commonly used AC motor drive and servo motor , the motion passed through the belt drive shaft, so that the spindle reaches a certain speed, to complete the cutting. Now that the economy CNC machine tools in general use the drive as the drive components. In this paper, general machine tools CNC machine tools and drive the transformation of the spindle frequencycontrol system application requirements, the paper introduces Rockwell Automation's general-purpose low-voltage inverter PowerFlex4 solutions and implementations.Key words: Rockwell Automation; low frequency; NC machine tool; spindle; drive引言:数字控制机床,简称数控机床(NC , Numerical Control),是三十年来综合应用集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,在现代机床生产中,一般采用多电机拖动,主轴和各进给系统分别由各自的电机来拖动。
由于机床加工范围较广,不同的工件,不同的工序,使用不同的刀具,要求机床执行部件具有不同的运动速度,因此机床的主运动应能进行调速,主轴调速系统一般采用交流主轴系统,随着变频调速技术的发展,数控机床的主轴的交流拖动,同样能够很好满足需要。
主驱动电机通过皮带传动带动主轴旋转,或通过皮带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。
由于主轴电机调速范围广,又可无级调速,使得主轴箱的结构大为简化。
在机械制造业中,用普通机床加工复杂的零部件或具有较高精确度的批量产品时,需要熟练的技术工人手工操作来完成,这种效率低下的传统加工方式已无法满足现代制造业的需求。
随着计算机技术的飞速发展,先进的加工中心和数控机床应运而生,逐渐成为主流的工具机床。
广州三晶电气有限公司生产的S350系列高性能矢量型变频器以其独特的性能和优越的性价比,在加工中心和数控机床上的应用迅速崛起,现以数控系统为例,对三晶变频器的配置、系统联接、机械性能等实际应用研究介绍如下:数控机床的变频器配置:在机床的调速系统中,传统复杂的齿轮箱式分级调速方式,在数控机床中得到极大的改进,采用更为先进的变频无级调速方式。
对于1.5kW 三相交流电动机,选配三晶高性能矢量控制S350系列,S350变频控制系统优势1、完全满足数控车床高生产率、高削切精度、高稳定性、高柔性要求。
2、S350采用矢量控制模式,动态响应效果非常好,使电机主轴能高速稳定运行。
3、满足复杂、不规则形状零件的高深度和高强度削切要求,在0.5HZ~1HZ低频状况下,可以稳定保持150%的转矩输出。
4、加减速时间0.1秒,实现无衔接式正反转运行。
5、抗干扰性强,通过严格CNC综合测试,不会对系统造成任何干扰。
6、稳速精度高,低速时速度变化率小,运行平滑。
数控机床的变频器联接图数控机床对应用技术的要求1、电机要求通常要求用变频电机,或者普通电机加风扇以满足电机在低频的散热要求、并且要求电机调速范围广。
2、变频器的技术要求1)要求低频力矩大选用矢量变频器,低频时(1~10Hz)能出来150%额定转矩。
2)转矩动态响应速度快,稳速精度高选用矢量变频器,能实现很好的动态响应效果,依据负载的变化,通过输出转矩的变化很快做出响应,从而实现转轴速度的稳定。
3)减速停车速度快通常数控机床的加减速时间都是比较短的,加速时间靠变频器的性能保证,减速时间则依靠外加制动电阻或制动单元。
4)进行电机参数自学习选用矢量变频器后,要达到很好的控制性能通常都需要对电机进行参数自学习,其目的是获取准确的电机内部参数,以用于矢量控制计算。
参数自学习所需要的电机铭牌参数有:电机额定功率、电机额定频率、电机额定转速、电机额定电压、电机额定电流。
有的变频电机的铭牌上可能没标额定转速值,可以根据经验值估计一下额定转速。
在进行参数自学习时,务必要在空载(电机轴上不接负载)的时候进行。
只有在空载的时候才能保证自学习出来的电机参数的准确性。
如果现场条件没办法进行空载运行,可以考虑用变频器出厂的电机参数试运行。
5)频率指令和运行指令数控机床上使用的变频器其频率指令和运行指令都来源于CNC 控制器,一般给定的的通道有两种,一种是模拟量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。
模拟量给定以电压型模拟量为主,也有电流型的。
变频器对这两种类型的模拟量都可以采集。
3、抗干扰问题变频器在出厂的时候作了很好的抗干扰试验,具有很强的抗干扰能力,但变频器同时也是一个干扰源,在使用中很难避免不对其它设备进行干扰,在数控机床上最容易被干扰的设备是CNC控制器。
一旦CNC控制器受干扰后,系统将不能正常工作。
特别是变频器的频率指令和运行指令也可能会受到干扰,干扰严重的会造成频率指令不稳定,变频器误动作等。
解决此类问题的办法是在变频器的输出线上加磁环以减少高频辐射。
一般进口的CNC的抗干扰能力较强。
下面以ECOM系列高性能矢量变频器在沈阳某数控机床厂的应用为例,讲述数控机床的变频调速控制技术。
系统构成EACON变频器制动电阻100Ω/520W 5.5KW调速电机 CNC 数控系统和性能指标:5.5kW数控车床,电动机参数:额定功率:5.5kW,额定频率:50Hz,额定电压:380V,额定电流:11A,额定转速:1440r/min 机械传动比:1:1.5加工材料:45#钢实际测试性能指标:(进刀性能及速度)1、主轴转速:200r/min(变频器运行频率9~10Hz)2、主轴转速:450r/min(变频器运行频率22Hz左右)EC3000系列变频器的特点EC3000系列高性能矢量变频器采用先进磁通控制技术,电机在低速时转矩大,速度精度高,价格合理,功能齐全,具有瞬停电处理及速度跟踪再启动功能,确保系统实现连续运行机制,以保证电机运转在最高效率状态,因此,采用EC3000系列高性能矢量变频器代替主轴交流伺服系统,是机床行业最佳的选择。
EC3000系列变频器具有以下特点(1)采用先进的磁通控制算法,实现了真正的无速度传感器矢量控制,在控制性能上比传统的V/F控制方式有很大的改善。
(2)起动转矩大,0.5Hz/150%,0Hz/180%(3)载波频率范围0~15KHz;可根据温度和负载的特性自适应调整(4)提供标准的0~10V模拟量接口,能够与大多数数控系统接口兼容,通用性强(5)过负载能力强,150%额定输出电流一分钟;(6)提供多功能的输出端子信号,例如故障输出信号,运行中信号,速度到达等输出信号,能够很好的满足系统对于主轴速度状态的监控;调试结果事实证明采用EC3000系列高性能矢量变频器完全能够满足机床主轴控制的要求。
ECOM采用的领先的磁通算法,即使在低转速(低频)运行下也能平稳输出150%的转矩,以满足不同零件的加工需要,完全可以取代传统的滚动轴承主轴结构,并且此主轴结构简单、紧凑、可以实现真正的无级调速。
此主轴的转速由外部模拟量信号来控制输出频率,在不同的加工工艺(如;粗加工、精加工等)需要不同的转速,此时可由数控系统输出不同的模拟量电压信号给变频器,实现不同的转速,同时启停信号也由数控系统控制,提高了自动化程度、延长了刀具的使用寿命。
变频器在数控机床上的应用如图所示:2主轴变频控制的基本原理由异步电机理论可知,主轴电机的转速公式为:n=(60f/p)×(1-s)其中P—电动机的极对数,s—转差率,f—供电电源的频率,n—电动机的转速。
从上式可看出,电机转速与频率近似成正比,改变频率即可以平滑地调节电机转速,而对于变频器而言,其频率的调节范围是很宽的,可在0~400Hz(甚至更高频率)之间任意调节,因此主轴电机转速即可以在较宽的范围内调节。
主轴变频控制的系统构成不使用变频器进行变速传动的数控车床一般用时间控制器确认电机转速到达指令速度开始进刀,而使用变频器后,机床可按指令信号进刀,这样一来就提高了效率。
如果被加工件如图2-2所示所示形状,则由图2-2中看出,对应于工件的AB段,主轴速度维持在1000rpm,对应于BC段,电机拖动主轴成恒线速度移动,但转速却是联系变化的,从而实现高精度切削主轴变频器系统构成示意在本系统中,速度信号的传递是通过数控装置到变频器的模拟给定通道(电压或电流),通过变频器内部关于输入信号与设定频率的输入输出特性曲线的设置,数控装置就可以方便而自由地控制主轴的速度。
该特性曲线必须涵盖电压/电流信号、正/反作用、单/双极性的不同配置,以满足数控车床快速正反转、自由调速、变速切削的要求。
主轴变频的基本选型目前较为简单的一类变频器是V/F控制(简称标量控制),它就是一种电压发生模式装置,对调频过程中的电压进行给定变化模式调节,常见的有线性V/F控制(用于恒转矩)和平方V/F控制(用于风机水泵变转矩)。