QPA 制程稽核准则
QPA岗位职责
第一篇品质计划第1章计划目标与政策的概念计划就是为了达成某一预定目标而策划之行动方案,故目标可谓计划之先决条件,倘若没有确定之目标,则计划根本无从下手,也就毫无意义可言了。
然而,目标之订定亦非漫无限制,目标之设定系根据公司之政策及考虑本身之能力,加以数量化而得的,故在目标订定之前,还要有政策,其间之关系,可用图1-1表示之。
图1.1政策、目标与计划间之关系图兹举例说明如下:1.1品质政策:加强品质管制之推行。
1.2品质目标:不良率降低2%,并在本年度内建立供应商分等制度。
1.3品质计划:依照上述目标,从人、事、时、地、物及如何做等各方面周详考虑後,订出工作进度表,所需预算、人员配备、困难情形预测、解决方法之拟订等。
1.4品质管制方案:依照计划实施,并严加控制和评估。
第2章品质政策2.1品质政策的主要内容品质政策的主要内容可分成下列各点:2.1.1在市场上之品质地位:是否独占?和什麽人竞争?何种品质才能与竞争厂商相比较?生产何种品质的产品?2.1.2顾客关系之型式:产品要做何种程度之保证?广告是否要忠实?对顾客抱怨之处理态度等。
2.1.3供应商或卫星工厂之关系型式:是否能象厂内之部门一样地控制供应商或卫星工厂?还是让供应商依照自己的方法去做?要不要对供应商提供品管或制造技术之指导?2.1.4其他之指导方针:如管理方法、全面品管等。
2.2订定政策时应考虑之因素政策之拟订,通常系由经营者或少数高层管理人员决定之,除亲自参与各项实际工作人员外,很容易发生主观上的偏差,尤其是订定品质目标时,常见的错误是以狭义的品质观念对品质下了定义,使所订目标变成本位主义,把其他重要的因素忽略,这不但失去了整体性,也使推行上引起了许多困扰。
订定品质政策时,宜考虑的因素有下列各点:2.2.1技术性:任何一种产品都希望有高度的性能可以满足消者的要求,但是品质的要求是视技术条件而定的,如不顾技术上的因素随便订定品质水准,则会有不平衡的现象产生,而使品质上的努力得不到适当的结果。
qpa稽核制度
QPA稽核制度是一种重要的内部控制制度,旨在确保企业合规、安全和有效运营。
以下是对QPA稽核制度的500-800字回答:QPA稽核制度是企业内部的一项重要制度,旨在确保企业合规、安全和有效运营。
它包括一系列的稽核程序和方法,以确保企业遵守法律法规、政策和标准,同时确保企业的运营效率和效果。
首先,QPA稽核制度需要制定明确的稽核计划和时间表。
该计划应该包括稽核的目标、范围、方法和时间安排。
在计划制定过程中,需要考虑企业的实际情况和需求,以确保稽核的针对性和有效性。
此外,稽核计划还需要明确责任分工,确保各个部门和人员都积极参与并配合稽核工作。
其次,QPA稽核制度需要采取适当的稽核程序和方法。
这些程序和方法应该包括对企业的各个层面和方面的全面检查和评估,以确保企业合规、安全和有效运营。
具体来说,稽核程序可以包括对企业的内部控制系统、业务流程、风险管理和合规情况的检查和评估。
此外,稽核方法可以采用现场检查、非现场检查、调查问卷、数据分析等多种形式,以确保稽核的全面性和准确性。
在稽核过程中,需要关注企业的实际情况和需求,及时发现和解决问题。
对于发现的问题,需要及时采取纠正措施,并跟踪其执行情况,确保问题得到妥善解决。
同时,还需要对稽核结果进行总结和分析,以便为企业提供有价值的反馈和建议,帮助企业不断完善和改进。
最后,QPA稽核制度需要建立有效的沟通和反馈机制。
该机制应该包括定期的会议、报告和反馈渠道,以确保企业各部门和人员之间的信息畅通和反馈及时。
此外,还需要建立激励机制,对积极参与和配合稽核工作的人员给予表彰和奖励,以提高员工对稽核工作的重视和支持。
总之,QPA稽核制度是企业内部的一项重要制度,旨在确保企业合规、安全和有效运营。
通过制定明确的计划、采取适当的程序和方法、关注实际情况和需求、建立有效的沟通和反馈机制等措施,可以确保稽核工作的全面性和准确性,为企业提供有价值的反馈和建议,帮助企业不断完善和改进。
体系过程管理稽核规范

5
6-10
11-15
16-20
≥21
市场Байду номын сангаас理部
1
2-3
4-5
6-7
≥8
5
6-10
11-15
16-20
≥21
技术研发一部
2
3-4
5-6
7-8
≥9
8
9-13
14-18
19-24
≥24
技术研发二部
1
2-3
4-5
6-7
≥8
5
6-10
11-15
16-20
≥21
计划物控部
1
2-3
4-5
6-7
≥8
5
6-10
11-15
1次/20元
2次/50元
3次/100元
4次/200元
一个季度内
5次/20元
6次/50元
7次/100元
8次/200元
一年内
9次/20元
10次/50元
11次/100元
12次/200元
5.3稽核依据:体系条文﹑手册﹑程序文件、组织职责﹑作业指导书、相关标准、相关法规及客户要求。稽核员必须清楚稽核判定所依据的标准以及标准之出处。
5.1.7稽核员当天将不符合项整理成《稽核报告》,以邮件方式发给责任单位及各部门参考,并抄送给分管领导。
5.1.8受稽核部门收到《稽核报告》后,必须在三个工作日回复改善对策及计划完成时间。
5.1.9体系管理科根据回复的改善日期进行验收,合格方可结案,不合格时按5.1.7和5.2.3进行。
5.1.10体系管理科根据QPA稽核报告,每周星期六下午组织本周受稽核工段进行一次稽核总结,并将《稽核总结报告》发给相关责任人及分管领导。
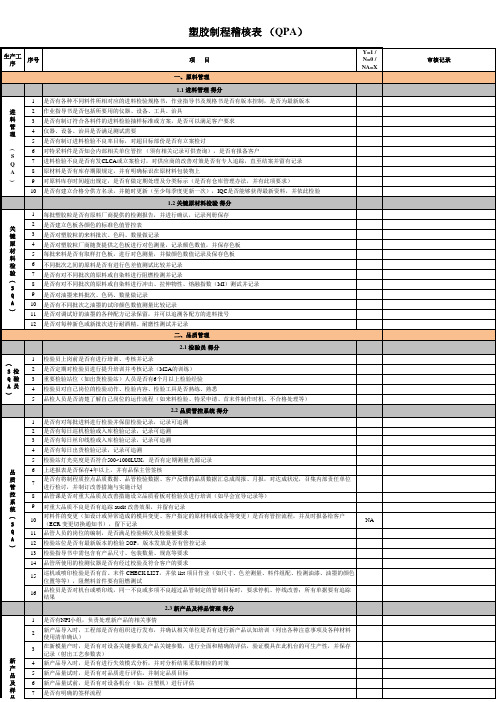
塑胶制程稽核表QPA
程
19 机台生产产品,是否有检验与修理下限样品,作业员是否按其操作检验
20 作业员是否及时记录不良品及良品数据(生产日报)
S
Q
21 机台上堆放的成品,是否有保护措施,不得裸叠
A
22 机台的报废品、料把需与料块分开存放
23 机台处,不同于现场生产的物料是否清离出现场(如原料、标签、产品、样品等) 24 机台作业员是否戴手套作业(高亮面产品必须戴防静电帽、防静电手套及手指套) 25 工作台是否有铺垫、海棉块之保护垫 ,且整洁无料渣、无私人物品等杂物 26 工具是否有工具架且固定放置(如电吹风、烙铁等) 27 机台上及周围地面无料把、料粒等杂物,保持干净整洁 28 机台的边角料是否有收集器,且收集器内不得有其它杂物
7
每日是否有对印刷状况作技术统计分析(如不同印刷手之间的印刷品质状况),不良信息是否有定期收集,并能反馈相关 部门分析,以推动改善
Y=1 / N=0 / NA=X
NA NA NA
审核记录
塑胶制程稽核表 (QPA)
生产工 序
序号
项目
(
)
8 印刷网板是否有专人保管,并立清册管理(如借用登记记录等)
印
9 过期网板,是否及时作废,有无记录
管
理
4 仪器、设备、治具是否满足测试需要
5 是否有制订进料检验不良率目标,对超目标部份是否有立案检讨
6 对特采料件是否知会内部相关单位管控 (须有相关记录可供查询),是否有报备客户
S Q
7 进料检验不良是否有发CLCA或立案检讨,对供应商的改善对策是否有专人追踪,直至结案并留有记录
A
8 原材料是否有库存期限规定,并有明确标识在原材料包装物上
二、品质管理
WI-QA-S022 QPA审核实施办法-220202

3.3一般问题:除以上严重问题外为一般问题,如7S问题等。
3.4重复发生问题:上次MQA客户审核和内部审核的问题点未关闭,重复发生的缺失项目。
4.0管理职责
4.1各部门:
4.1.1收到MQA客户及内部审核通知后,充分准备好现场,以及所需审核资料,并配合MQA客户或体系人员进行审核;
5.5审核核结果改进及回复要求:
5.5.1责任部门在收到发出的审核缺失项后,应在三个工作日内完成原因分析和佐证附件,并制定纠正及预防措施,纠正措施的回复须部门主管或经理确认后,再提交实施审核体系工程师确认改进有效性。
5.5.2缺失项遇特殊情况或需延长整改周期时,责任部门须另行通知负责审核体系工程师回复具体时间,同意后方可延长整改日期。
4.2.4执行审核发现以书面的形式通知被相关责任部门负责人员,责任部门并跟进缺失项目整改结果。
4.2.5 MQA客户审核结果体系反馈给相关责任部门,并跟踪落实整改,并回复客户。
所需资源的协调,并宣导、监督、推动审核活动的执行。
4.3.2负责奖惩制度的落实和监督执行。
4.1.2依据审核结果,改善审核发现的不符合项并提供改善证据;
4.2体系部:
4.2.1体系部接到MQA客户稽核计划后,立即通知各相关部门人员。
4.2.2内部审核时,体系制定QPA稽核计划,实施审核前应提前通知被审核部门负责人员。
4.2.3收集审核所需资料,按MQA客户标准要求、内部受控文件和相关资料对现场进行审核。
5.5.3项目如遇MQA客户临时调整审核日期,客户执行审核紧急时,视审核情况调整回复改进事项。
5.6审核缺失项的验证:
5.6.1体系工程师根据受审部门回复的纠正措施进行确认,对已整改的缺失项状况确认符合改进要求后方可结案。
QPA-制程稽核准则
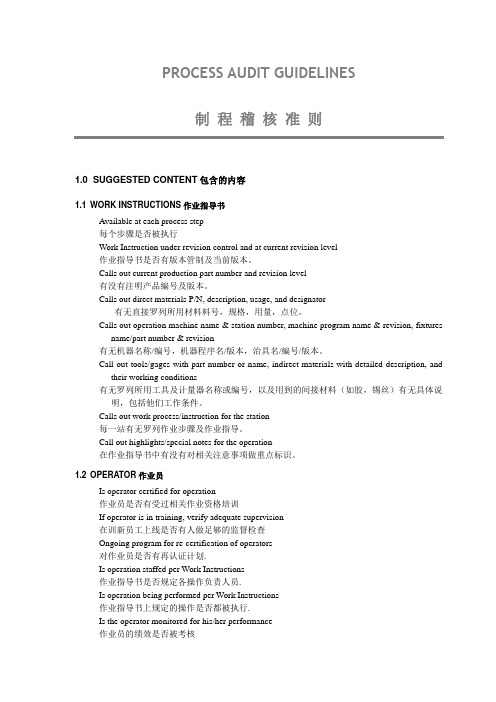
PROCESS AUDIT GUIDELINES制程稽核准则1.0 SUGGESTED CONTENT包含的内容1.1 WORK INSTRUCTIONS作业指导书Available at each process step每个步骤是否被执行Work Instruction under revision control and at current revision level作业指导书是否有版本管制及当前版本。
Calls out current production part number and revision level有没有注明产品编号及版本。
Calls out direct materials P/N, description, usage, and designator有无直接罗列所用材料料号,规格,用量,点位。
Calls out operation machine name & station number, machine program name & revision, fixtures name/part number & revision有无机器名称/编号,机器程序名/版本,治具名/编号/版本。
Call out tools/gages with part number or name, indirect materials with detailed description, and their working conditions有无罗列所用工具及计量器名称或编号,以及用到的间接材料(如胶,锡丝)有无具体说明,包括他们工作条件。
Calls out work process/instruction for the station每一站有无罗列作业步骤及作业指导。
Call out highlights/special notes for the operation在作业指导书中有没有对相关注意事项做重点标识。
QPA-稽核清单

进料检验规范
subtotal
第 1 页,共 1 页
56
0
QPA Sheet
被稽核单位: Process 无纺布 评价项目 危险作业有无警示? 危险位置有无保护? 维修过程是否有安全保护? 指导书指导检验作业? 产线作业指导书是否适宜? 安全防护 作业指导书是否得到批准? 有无作业指导书指导维修作业? 作业人员是否有培训并形成记录? 维修产品是否得到确认并记录保持追溯性? 制程异常机制如何,有无形成文件并执行? 设备维修记录? 不良物料有无判定标准? 物料摆放是否在规定区域内? 检验内容是否按检验规范进行? 不同机种的配料比例有无置于现场? 针刺 作业人员是否熟知配料比例? 针刺设备的保研维修以及记录? 是否有安全防护设施? 作业人员是否明确危险作业? 针刺机作业指导书? 所有相关人员是否有安全生产培训并记录? 有无检验针刺后的克重、外观,厚度并记录? 主车速度是否有效管控? 烘干温度是否管控? 胶量是否管控,胶、水比例如何管控? 是否有外观样品且保存合理? 克重测试是否适宜? 烘干 投料和下料过程是否有安全防护措施? 无纺布厚度测试是否适宜,厚度仪是否校验? 5S管理? 产品状态是否得到有效标识? 产品特采权限是否适宜? 设备参数的调试流程作业人员是否明确?
苏州住江织物有限公司
Quality Process Audit Quality Process Audit
Rev1.0
制成
确认
承认
稽核结果统计
稽核组长: 分数: 1 2 4 5 6 7 8 仪器、校验 仓库管理 IQC 无纺布 KF2 流水线 制造二课
36 70 56 66 122 98 98 46 0 0 0 0 0 0 0 0
subtotal
稽核人员: 管理基准(Spec) 分数 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
110209 Quality Process Audit(QPA)

no relevant record daily管理, 沒有記錄 visual inspect but no relevant record 目試檢査, 沒有記錄
新增锡膏印刷机点检表
Living
8.21
9
Buy the tin lotion thickness testing instrument 申請購買錫厚度測試儀 List the deadline of the components and parts , change and record ahead of time 先列出機器零部件使用年限明細,且提前予以更換並記錄在 案。
The standard of control the steel artwork.doc
Record Listving
8.21
●
6
1.2.4
√ Check if the tension and distortion of Metal Mask is checked periodically √ 檢查鋼綱是否有進行周期性檢測﹖
Depend on standard procedure, and make list and record the condition of washing 依規范實施﹐并制定表單予以記錄清洗狀況
The washing list of the steel artwork.xls
Living
8.21
The metal mask keeps the condition insufficiently METAL MASK 保管狀態不足 The metal mask keeps the record insufficiently METAL MASK 履历管理不足 1.Make the control standard of the steel network 2.Make the list of the steel netword (remark incoming date, location and code) 3.L/F and non L/F distinguish with the color, rearrange the shelf. 1.制定鋼網保管規范 2.制作鋼網清單(注明進廠時間﹐擺放位置/其管制編號) 3.有鉛和無鉛進行分區管制,擺放架進行重新規劃
华为供应商质量稽查管理制度V1
3.3 制定自查自纠操作指导
3.4 制定自查自纠巡查监督制度
3.5 制定自查自纠激励制度
五、 SQM供应商稽查的管理
1、 稽查情况与供应商季度考评挂钩
1.1 每个Critical/Major问题,参照季度考评
2、 稽查结果影响供应商与华为的业务合作
2.1 稽查问题没有彻底改善落实,影响绩效考核
2.2 稽查结果达不到要求,现场停线
普遍的:指问题的存在将影响多个编码的质量
重复的:指定同一类型错误,连续或间隔不久两次或多次发生
Minor
立的 、非关键的 、暂时的 、非重复的问题,也需制定纠正措施
OBS
厂商内部的、单独的、现场不便取样的问题
2013-03-08
华为机密,未经许可不得扩散
第 4 页, 共 5 页
供应商质量稽查管理制度
3、 质量运营审查稽查报告质量
3.1 质量运营部成立专门工作组审查SQE稽查报告质量包括:问题严重程度、根因分析、
改善落实、稽查问题关闭。
3.2 稽查问题关闭审查,改善措施需以点带面解决一类问题,稽查专员安排抽查现场。
六、 关于问题严重程度说明
Critical
会直接给产品造成批量的功能性、可靠性、安全性的不附合项目。
PCN 及 ECN 稽查
二级供应商稽查
纠错稽查(混错料、批量隔离、停 线) 关键岗位稽查 SOP 落实稽查 设备参数设置自查 不良特采自查 可靠性测试自查
1 次/半年
1 次/半年
质量表现 1 次 /季度 1 次 /季度 1 次 /季度 1 次 /季度 1 次 /季度
每家供应商都需要安排稽查 TP/LCD/摄像头/天线/电声/电源/ 电池/壳体需要稽查,其他物料按 需要
IPQA如何稽核生产现场
三.IPQA应有的素质
•和生产线人员保持良好的人际关系,以协助他们 解决问题,避免造成敌对的态度,做一个受现场欢 迎的品管. •制程异常资料统计.
•注意生产在线良品与不良品,不同物料P/N的物 料等区分识别,以防止被误用.
四.IPQA 如
五.异常处理
• 异常状況的初步确认 • 資料汇整(不良現象/不良數/不良率) • 异常品追溯与标示/隔离 • 改善对策擬定執行 • 对策之效果确认 • 后续改良状況追踪
团 结 就 是 力 量
• • • • • • • 不合格品如何标示与隔离 不合格品是否及时标示隔离 不合格品数量/生产日期/料号 不合格品不良现象如何 如何防止不合格品流出 不合格品处理方式如何 有无防止不合品產生的对策
限度樣品的管理
• • • • • 限度样品是否有客戶或QA主管的签名? 是否有使用期限并在限定期限内 有说明允收內容 品保存方法是否符合要求 样品之适用性、代表性?
产品制造中所使用的 原材料的确认
依据所生产的产品BOM.WI及相关 的工程文件,客户要求等进行物料 的确认.
1>.物料编号 2>.规格
3>.进料检验合格否
5>.包裝方式
4>.外观/尺寸(颜色/材厚)
核对物料时必须注意:
• A.必须核对物料的原包装上的物料P/N 是否与WI&BOM上的物料P/N相符 ; • B. 必须确认实际用料规格是否与BOM要 求一致; • C.针对加工物料必须确认其成型是否 符合要求,有无损伤、混料的现象; • D. 针对需加工有极性的物料加工后,必 须确认成型是否有反向;
• 让数据说话的精神
三.IPQA应有的素质
• 制程管制人员的检验水准不得受各种外来因素 影响而降低. • 了解作业规范所列的工作重点与管制要项,条件, 设备. • 了解制程管制所列的管制频率,确实依规定频率 抽查,如未能照频率进行应向主管反应,不得擅 自改变频率与伪造记录. • 抽查记录要如实记载,发挥品管精神,不得做出 假记录.
QP8.2-07制程稽核作

5.3稽查对象:被稽查单位之人员(课长、组长、班长、作业员)、事、物为主要稽查对象。
5.4被稽查者之责任:被稽查者有义务提供资料及回答稽查人员之询问。
5.5缺点回馈及改善:稽查人员执行稽查之同时发现有不合符规定者,应告知该单位主管,并要求限期提出改善措施。
5.7.7首件制程稽核,核对材料时以批次为准,尺寸、外观结构及净化特性则以首
件制品确认单为基准。
5.7.8接获工程变更通知时,稽核人员须特别注意制程是否符合工程变更内容,使能合在一起出货。
5.7.9客户指定的规格或特殊要求,必须在制品检验规范上特别记录在制程稽核作业列为要求的重点。
5.7.10制程稽核中所发生之异常现象,须立即通知制程单位主管采取改善措施。
5.8.2各单位应于一周内提出改善对策,作成跟催表。
六、参考资料:
6.1制程管制作业程序(QP7.5-01)
6.2作业指导书
七、附件:无
一、目的:
为防止制程中的异常作业之疏忽,以确保制程条件符合规定,降低检验成本。
二、范围:
凡本公司之产品其生产制造过程均适用。
三、定义:Leabharlann 无。四、权责:4.1工程单位负责产品作业指导书之制订。
4.2品保单位负责执行制程稽核作业以确保制程依规定作业产品品质特性合乎要求。
4.3制造单位应立即处理制程稽核所发现之问题点。
正确的步骤,即可做稽查工作。
5.7.3对问题点必须做到三现主义(现场、现物、现况)务使被稽查者充份了解问题所在。
5.7.4被稽查单位之改善对策,希望能以改善前后之现物提出说明,并尽量使其标准化,以利作业之遵守。
QPA制程稽核表
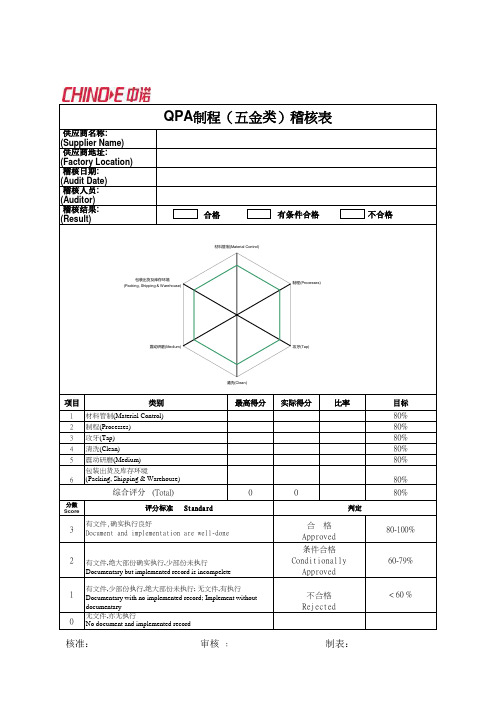
80-100%
2
有文件,绝大部份确实执行,少部份未执行 Documentary but implemented record is incompelete 有文件,少部份执行,绝大部份未执行; 无文件,有执行 Documentary with no implemented record; Implement without documentary 无文件,亦无执行 No document and implemented record
Standard
包装出货及库存环境 (Packing, Shipping & Warehouse)
综合评分 (Total)分數 Score0 Nhomakorabea判定
80%
评分标准
3
有文件,确实执行良好 Document and implementation are well-done
合 格 Approved 条件合格 Conditionally Approved 不合格 Rejected
合格项目类别最高得分实际得分比率目标1808080808023456800080分數score380100260791600清洗clean震动研磨medium包装出货及库存环境packingshippingwarehouse无文件亦无执行nodocumentandimplementedrecord评分标准standard有文件确实执行良好documentandimplementationarewelldone有文件绝大部份确实执行少部份未执行documentarybutimplementedrecordisincompelete有文件少部份执行绝大部份未执行
60-79%
1 0
< 60 %
Q2-021外包厂HSFA、QSA、QPA作业管理办法
5.5.6 HSFA/QSA/QPA 稽核結果將列入 QBR 評比項目中。 5.6 ASUS HSF 優良外包廠證書頒發與取消:
5.6.1 獲得證書資格:當同一外包廠連續 2 次於 ASUS HSF 稽核總平均評鑑結果 ≧90%(判定為 Pass),其方可具備 ASUS HSF 優良外包廠資格。
5.6.2 證書將由 ASUS 品保中心頒發之。 5.6.3 當有以下情況發生,外包廠獲得之 ASUS HSF 優良外包廠證書將立即失效:
6758emshsfaqsaqpa?程稽核小組eqm人員ems稽核總稽核員emsgsmpm提出ems廠稽核要求擬定稽核計劃或????稽核計劃通知ems預計稽核?程回覆陪稽人員稽核結果為pass回覆稽核結果給華碩sqm通知主導稽核員排定具體稽核?程稽核前會議?加稽核前會議限期改善?符合項目?符合項目記??符合項目cqm通知emsgsmpm進??符合項目改善並回覆稽核缺失報告安排複稽?程外包品保主管找gsmpm開會討?後續處?事宜判定結果pass進??符合項目改善並回覆稽核缺失報告yes進?稽核fail判定結果改善效果ng稽核結果為fail
供应商QPA制程稽核报告一整套(内含9个文件)

观察项及建议 OBSERVATIONS & RECOMMENDATIONS: 1 2 3 4 5 优点 STRENGTHS 1 2 3
纠正预防措施 Corrective and Preventive Action
证明资料 Envidence
改善时间
状态
Finished 01(Rev1.0)
状态
Finished Date Status
改善时间
状态
Finished Date Status
问题关闭者 Gap Closure Owners
供应商负责人
Supplier PIC
AOI
供应商负责人
Supplier PIC
AOI
供应商负责人
Supplier PIC
AOI
QT-501(Rev1.0)
4 5
供应商制程稽核报告
Supplier Audit Gap Summary
供货商名称 Vendor name:
厂址 Address:
评鉴成员 Survey team member:
评鉴日期 Date:
项目
本次稽核发现
Item
Defect symptom
注意:请在末次会议前填写完此份表单,并提供给供应商 NOTE: PLEASE COMPLETE THIS FORM AND PRESENT TO SUPPLIER AT THE CLOSING MEETING
严重缺失 MAJOR ISSUES 1 2 3 4 5
纠正预防措施 Corrective and Preventive Action
证明资料 Envidence
次要缺失 MINOR ISSUES 1 2 3 4 5
QPA稽核品质保证
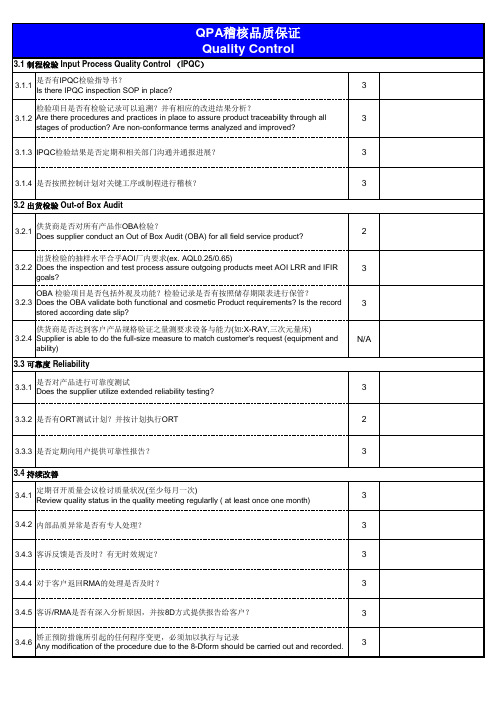
3.1.2 Are there procedures and practices in place to assure product traceability through all
3
stages of production? Are non-conformance terms analyzed and improved?
ability)
3.3 可靠度 Reliability
是否对产品进行可靠度测试 3.3.1 Does the supplier utilize extended reliability testing?
3
3.3.2 是否有ORT测试计划?并按计划执行ORT
2
3.3.3 是否定期向用户提供可靠性报告?
3.1.3 IPQC检验结果是否定期和相关部门沟通并通报进展?
3
3.1.4 是否按照控制计划对关键工序或制程进行稽核?
3
3.2 出货检验 Out-of Box Audit
3.2.1
ห้องสมุดไป่ตู้
供货商是否对所有产品作OBA检验? Does supplier conduct an Out of Box Audit (OBA) for all field service product?
3
3.4.4 对于客户返回RMA的处理是否及时?
3
3.4.5 客诉/RMA是否有深入分析原因,并按8D方式提供报告给客户?
3
3.4.6
矫正预防措施所引起的任何程序变更,必须加以执行与记录 Any modification of the procedure due to the 8-Dform should be carried out and recorded.
供应商管理稽核流程详解

供应商管理稽核流程详解供应商管理稽核流程详解为规范供应商稽核、自查自纠的业务行为,提高供应商稽核的效率,并通过对稽核发现问题的管理跟踪,达到对供应商质量管理的目的。
QSA:Quality System Audit质量体系稽核,对供应商的质量管理流程文件进行稽核;QPA:Quality Process Audit质量过程稽核,从设计开发、到原辅材料采购、进料检查、制造、过程检查、成品检查与可靠性测试和仓储等全部过程进行稽核;HSF稽核:Hazardous Substances Free无有害物质稽核,对供应商HSF管理流程文件和设计开发、供应商管理、原辅材料采购、进料检查、制造过程、成品出货等关于HSF的管理进行稽核;CSR稽核:Corporate-Social-Responsibility,即企业社会责任;对企业在劳动者、环境、社区等利益相关方的责任进行稽核。
一、稽核前准备稽核组长要牵头组员来策划好稽核的相关事项并执行,包括以下:1、稽核小组沟通:明确稽核分工、范围、重点,检查是否有需要增加项目2、稽核时间安排,与供应商确定参加的高层领导级别(QSA/CSR要求总经理或老板,QPA要求副总或厂长及相关业务总监如质量的则质量总监参与);3、准备好稽核工具,包括但不限于:QSA checklist、制程/工艺稽核checklist,供应商的品质管控图、各阶段品质目标要求(如合格率、CPK等),新产品导入要求和管理手法要求,供应商问题资料汇总。
4、上期稽核未关闭问题点;5、发放稽核通知给供应商,内容包括:1)稽核时间安排;2)供应商高层领参加首次会议及末次会议;3)供应商需要准备的资料,电子档及纸档;4)需要供应商提供的资源。
6、准备首次会议的PPT或交流的内容,重点要明确传递供应商高层的信息7、需供方自检需求的,若我司有自评表的,要向供应商发出自评表供其自查自纠;我司没相应自评表的,让供应商根据其自身的工具进行自评。
QPA-制程稽核准则

QPA制程稽核准则制程稽核准则1.0 SUGGESTED CONTENT 包含的内容1.1WORK INSTRUCTIONS 作业指导书Available at each process step每个步骤是否被执行Work Instruction under revision control and atcurrent revision level作业指导书是否有版本管制及当前版本。
Calls out current production part number andrevision level有没有注明产品编号及版本。
Calls out direct materials P/N, description, usage, and designatorPROCESS AUDIT GUIDELINES有无直接罗列所用材料料号,规格,用量,点位。
Calls out operation machine name & station number, machine program name & revision, fixtures name/part number & revision有无机器名称/编号,机器程序名/版本,治具名/编号/版本。
Call out tools/gages with part number or name,indirect materials with detailed description, and their working conditions有无罗列所用工具及计量器名称或编号,以及用到的间接材料(如胶,锡丝)有无具体说明,包括他们工作条件。
Calls out work process/instruction for the station 每一站有无罗列作业步骤及作业指导。
Call out highlights/special notes for theoperation在作业指导书中有没有对相关注意事项做重点标识。
QPA稽核产品识别与追溯
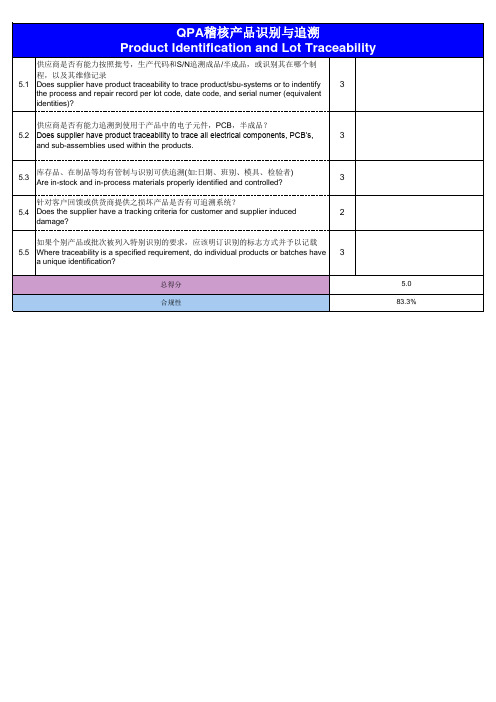
Product Identification and Lot Traceability
供应商是否有能力按照批号,生产代码和S/N追溯成品/半成品,或识别其在哪个制 程,以及其维修记录 5.1 Does supplier have product traceability to trace product/sbu-systems or to indentify 3 the process and repair record per lot code, date code, and serial numer (equivalent identities)?
供应商是否有能力追溯到使用于产品中的电子元件,PCB,半成品?
5.2 Does supplier have product traceability to trace all electrical components, PCB’s,
3
and sub-assemblies used within the products.
5.3
库存品、在制品等均有管制与识别可供追溯(如:日期、班别、模具、检验者) Are in-stock and in-process materials properly identified and controlled?
3
针对客户回馈或供货商提供之损坏产品是否有可追溯系统?
5.4 Does the supplier have a tracking criteria for customer and supplier induced
2
damage?
如果个别产品或批次被列入特别识别的要求,应该明订识别的标志方式并予以记载 5.5 Where traceability is a specified requirement, do individual products or batches have 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PROCESS AUDIT GUIDELINES制程稽核准则SUGGESTED CONTENT包含的内容WORK INSTRUCTIONS作业指导书Available at each process step每个步骤是否被执行Work Instruction under revision control and at current revision level作业指导书是否有版本管制及当前版本。
Calls out current production part number and revision level有没有注明产品编号及版本。
Calls out direct materials P/N, description, usage, and designator有无直接罗列所用材料料号,规格,用量,点位。
Calls out operation machine name & station number, machine program name & revision, fixtures name/part number & revision有无机器名称/编号,机器程序名/版本,治具名/编号/版本。
Call out tools/gages with part number or name, indirect materials with detailed description, and their working conditions有无罗列所用工具及计量器名称或编号,以及用到的间接材料(如胶,锡丝)有无具体说明,包括他们工作条件。
Calls out work process/instruction for the station每一站有无罗列作业步骤及作业指导。
Call out highlights/special notes for the operation在作业指导书中有没有对相关注意事项做重点标识。
OPERATOR作业员Is operator certified for operation作业员是否有受过相关作业资格培训If operator is in training, verify adequate supervision在训新员工上线是否有人做足够的监督检查Ongoing program for re-certification of operators对作业员是否有再认证计划.Is operation staffed per Work Instructions作业指导书是否规定各操作负责人员.Is operation being performed per Work Instructions作业指导书上规定的操作是否都被执行.Is the operator monitored for his/her performance作业员的绩效是否被考核MATERIALS材料Production materials for each operation specified in Work Instructions and under A VL control 作业指导书是否有罗列出每站所需用到的生产材料, 并列入管制.Verify production materials are revision controlled & current检查生产材料是否有版本管制及目前版本状况Handling & storage guidelines called out in Work Instruction作业指导书中是否定义材料处理&存储办法.Compliance with handling & storage guidelines documented材料处理&存储办法是否被有效执行Scrap and nonconforming material is isolated from normal production废料和不良品是否与良品隔离Material preparation operations documented and controlled备料动作有无文件说明并被控制Controlled by an effective FIFO system是否有一个有效的先进先出的系统,并被执行Verify traceability of materials验证材料的可追溯性Self audit system to ensure correct material usage有无自检系统以确保材料的正确使用Materials are clearly marked/identified on line and storage area在产线上及存储区的材料是否有清楚的鉴别标识EQUIPMENT / TOOLING / FIXTURES仪器/工具/治具Calibration校准Preventive maintenance (PM) records and schedules, maintenance log预防保养履历记录,时间表,保养日志Hour log maintained between PM’s, replacement, etc.预防保养,更换等有无做时间记录,按小时数实施Tooling & fixtures identified by part number and revision工治具编号与版本Operating procedure available at each operation是否有对应于每一操作的作业程序Cycle count management / hour log for tooling对工具模具有无做周期循环/小时数管理ECO/ECN tracking工程变更单/工程变更通知跟踪Machine & tool capability studies performed and on file是否完成仪器工具性能研究并保存相关文件ESD CONTROL (IF APPLICABLE)静电管制(如可适用)Training records for all personnel对所有相关人员的培训记录Daily test logs in place现场测试日报All ESD systems in good working order and are properly installed and maintained所有正常控制的静电系统是否被恰当地安装并保养维护ESD earth ground rod is checked for grounding impedance and recorded on annual basis是否每年检查ESD接地棒对地阻抗并记录ESD grounding main system is checked for grounding impedance and recorded on monthly basis是否每月检测ESD接地系统对地阻抗并记录Instrument/fixtures/benches are checked for grounding impedance and recorded on weekly basis是否每周检测并记录仪器设备/治具/椅子等对地阻抗Wrist/heel strip, and/or conductive shoes are checked and recorded by shift是否每班检测并记录静电手环或传导鞋。
Wireless wrist strip is not allowed unless used with ionic blower and conductive floor无线手环是不被允许的,除非在离子吹风机和传导地板环境中使用All semiconductor materials are in ESD free container, package or bin when/during storage, transfer, and handling所有半导体材料在存储,运输及搬运中必须用防静电容器,防静电袋等进行静电防护。
People, semiconductor materials, machines, instrument, tools, fixtures, and working benches at ESD sensitive operation stations are grounded在静电敏感站的人员,半导体材料,机器,工具,治具及工作桌椅必须接地。
QUALITY CONTROL品质控制Effective SPC in place and closed loop corrective action is taken when out-of-control occurs 现场是否有做有效的SPC管制,当超出管制点时是否做CLCA。
Control limits of control chart are reviewed on monthly basis是否每月审查管制图之上下限Effective Continuous Improvement Process (CIP) in place现场是否实施有效持续改进过程Quality acceptance/rejection criteria established for each process step每段制程是否建立允收/拒收标准Effective quality inspection and measurement capability in place at each inspection station 在每一个检验站是否有进行有效的品质检验与测量Evidence that operators receive quality feedback and are responsible for the quality of their work是否保证作业员可收到品质反馈并改进他们作业品质。
Self audit system in place and effective是否有自我稽核系统并有效实施PRODUCTION PROCESS / FLOW生产制程/流程Does layout prevent misrouting of product and minimize handling线体设置是否能保证制程顺畅(产品不滞流)以达成最少的人工处理。
Evaluate physical layout for proper line balance and potential bottlenecks线体规划有无对其平衡及潜在瓶颈进行评估Is flow of defective product documented是否有文件定义不良品的处理流程Is line stop criteria documented and enforced to prevent excessive buildup of defectiveproduct是否有文件定义停线标准以强迫防止生产额外不良品Is customer’s process flow documented是否文件化客户制程流程TEST PROCESS测试过程Verify that test process is documented检查测试步骤方法是否文件化Is test equipment and software under revision control是否有对测试仪器与软件进行版本管制Test yield and defect data collection system exists, is automated and collects all data现有的测试单元及不良数据收集系统是否是自动化以及是否能够收集到所有数据Feedback to the defect source from test yields and defect data for improvement测试区域是否能及时反馈不良以加以改善Test process and production flow prevents test escapes or misrouting of product测试过程以及生产流程是否可以防止测试漏失及保证生产顺畅FAILURE ANALYSIS PROCESS不良分析过程Is process documented该制程是否文件化Are production materials and repair materials effectively controlled to prevent misrouting or wrong parts being used对生产及维修材料进行有效地控制以防止用错料。