PAM加药装置基本配置
PAM加药装置结构、操作介绍

PAM加药装置结构、操作介绍一、产品介绍絮凝剂自动溶配加药装置是一个智能化、全自动、连续式一体化的絮凝剂溶配及投药装置,配制溶液浓度一般为0.1%-0.5%。
本装置由供水系统、干粉投加系统、溶解熟化系统、控制系统、液体投加系统构成。
本装置是粉状高分子凝絮剂的全自动连续配置及投加系统。
干粉絮凝剂从螺旋推进器内进入预混器与清水进行预混,被湿润的物料进入配制槽进行稀释,按要求浓度进行配制。
配制溶液从配制槽经熟化槽再进入储存槽,当储存槽液位处于高位时,配制过程自动停止,当溶液下降到中液位时,重新自动启动配料过程。
配制槽和熟化槽均设置多桨叶搅拌器,充分保证絮凝剂的稀释和熟化。
本装置采用全自动控制系统,具有自动化程度高、性能稳定、工作可靠、、简单明了。
絮凝剂自动溶配加药装置由以下几部分组成:1、供水系统2、干粉投加系统3、干粉预混系统4、一体化三槽式组合箱体5、搅拌系统6、自动控制系统二、准备工作1、将箱体内部清理干净,不应有杂物和尘土。
2、检查加药装置是否安装平稳,用水平仪检查安装水平度,管道系统安装紧固无松脱或垂悬。
3、检查液位计是否灵活。
4、检查搅拌装置的搅拌轴与叶轮是否安装牢固,目视轴安装垂直度。
5、检查所有阀门开启情况和UPVC管道固定情况,阀门应开启灵活,管道应固定牢固。
新的UPVC阀门初次开启时较紧,开启时用力应均匀,严禁大力扭动。
6、将所有活接头处重新拧紧一遍,以防漏水。
7、在专业电工配合下,进行电气设备试运转:(1)、开启药剂投加系统,检查输送机、振荡器等设备运行是否正常。
(2)、开启搅拌机,正常情况下,减速机应转动平稳,无异响,无震动。
搅拌轴转动应垂直,不应有摆动。
如异常,停机排查问题。
(3)、启动加药泵,观察叶轮旋转方向是否正确。
如异常,停机排查问题。
(4)、加药泵工作一段时间后,用手摸电机外壳,观察温度升高情况,正常情况时,电机外壳发热,但不应烫手。
如异常,停机排查问题。
三、运行操作1、加药装置有一个独立的药剂投加装置及搅拌装置和加药泵。
PAM加药装置基本配置

P A M加药装置基本配置集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
P A M加药装置基本Array配置:
设备运行费用计算:市面上根据分子量大小不一样,价格在9000-15000/吨不等。
产品主要卖点:1、设备配备三个搅拌机,保证每一个溶药腔都有。
(有的厂家为了降低成本,只配两个搅拌机,第三个不加,这样第三个溶药腔内就容易形成沉淀,造成泵的堵塞。
)
2.搅拌机上配备卧式蜗轮减速机,使用寿命长。
另外我们采用的是双层桨叶(别人用的是百线针轮
的),让搅拌更加充分均匀。
3.螺旋给料机上加了一个变频器,来控制转速。
确保使用寿命可长达20年。
4.三个腔体间我们每道间隔使用的是两块钢板,分别在第一块的底部和第二块的上部留有开口,代替了之前的管子点焊工艺,让溶液更容易进入下一个药腔。
5.三立方的腔体我们采用的三毫米厚的不锈钢。
PAM加药装置结构及操作说明
PAM加药装置结构及操作说明潍坊山水环保机械制造有限公司一、产品介绍PAM加药装置是一个智能化、全自动、连续式一体化的絮凝剂溶配及投药装置,配制溶液浓度一般为0.1%-0.5%。
PAM加药装置由供水系统、干粉投加系统、溶解熟化系统、控制系统、液体投加系统构成。
本装置是粉状高分子凝絮剂的全自动连续配置及投加系统。
干粉絮凝剂从螺旋推进器内进入预混器与清水进行预混,被湿润的物料进入配制槽进行稀释,按要求浓度进行配制。
配制溶液从配制槽经熟化槽再进入储存槽,当储存槽液位处于高位时,配制过程自动停止,当溶液下降到中液位时,重新自动启动配料过程。
配制槽和熟化槽均设置多桨叶搅拌器,充分保证絮凝剂的稀释和熟化。
本装置采用全自动控制系统,具有自动化程度高、性能稳定、工作可靠、简单明了。
PAM加药装置由以下几部分组成:1、供水系统2、干粉投加系统3、干粉预混系统4、一体化三槽式组合箱体5、搅拌系统6、自动控制系统二、PAM加药装置准备工作1、将箱体内部清理干净,不应有杂物和尘土。
2、检查加药装置是否安装平稳,用水平仪检查安装水平度,管道系统安装紧固无松脱或垂悬。
3、检查液位计是否灵活。
4、检查搅拌装置的搅拌轴与叶轮是否安装牢固,目视轴安装垂直度。
5、检查所有阀门开启情况和UPVC管道固定情况,阀门应开启灵活,管道应固定牢固。
新的UPVC阀门初次开启时较紧,开启时用力应均匀,严禁大力扭动。
6、将所有活接头处重新拧紧一遍,以防漏水。
7、在专业电工配合下,进行电气设备试运转:(1)、开启药剂投加系统,检查输送机、振荡器等设备运行是否正常。
(2)、开启搅拌机,正常情况下,减速机应转动平稳,无异响,无震动。
搅拌轴转动应垂直,不应有摆动。
如异常,停机排查问题。
(3)、启动加药泵,观察叶轮旋转方向是否正确。
如异常,停机排查问题。
(4)、加药泵工作一段时间后,用手摸电机外壳,观察温度升高情况,正常情况时,电机外壳发热,但不应烫手。
如异常,停机排查问题。
PAM加药装置说明书

PAM加药装置操作维护手册XXXXXX有限公司目录一、加药装置的组成 (1)二、加药装置的使用 (1)三、加药装置的维护 (2)四、常见故障及排除方法 (3)一、加药装置的组成PAM加药装置由溶解箱、若干管道、阀门等组成。
配置计量泵分为使用和备用的,这样方便用户在不停机的状态下进行检修、更换配件。
本装置主要部件有:溶解箱、搅拌机、计量泵、管道过滤器、回流管道及吸药管道及吸药管道,出药管道、溶解箱溢流管、放空管及必要的管道阀门和配件、安全所需的管件及阀门。
说明:PAM存储量按7天用量考虑,即450kg。
生产废水PAM投加计量泵1200L/h,压力0.3MP;污泥系统PAM投加计量泵100L/h,压力0.3MP;搅拌器由电机、减速器、搅拌棒组成,电机功率为1.1KW;装置所有部件包括工作平台、扶手等均安装在同一个碳钢底盘上。
二、加药装置的使用用户按照投加料溶液的比例来配置药剂,通过计量泵来精确投加:1、连接加药装置,然后检查每个法兰接口,加以固紧,以免流体泄漏。
2、连接计量泵的电源:(1)、打开电控柜接线盒,将符合计量泵电动机要求的三相四线制电源线接入对应的接线端子。
(2)、通过控制操作开关瞬时启动搅拌机,观察电动机转向,若转向正确,固定好接线盒。
若转向不正确,调整相序后再固定好接线盒。
3、关闭排污阀。
将药液容器加满药液。
4、开启加药系统的阀门,启动计量泵。
特别注意:1、加药时,打开启动计量泵(应确保此计量泵及相关管路畅通完好)对应的一路管路,关闭另一路管路。
2、装置顶部设有溢流管,防止药液的溢流,通过排污管路流出。
3、在加药计量泵的入口处设有管式过滤器,防止大颗粒固体物质进入计量泵,将计量泵损坏。
三、加药装置的维护加药装置的管路应随时保持畅通,定时不定时地对装置各连接部位、过滤器、进料口、出料口等进行检查,观察这些部位是否有沉积物质,如发现这些症状,应及时加以清理。
要定期检查计量泵进料口是否堵塞,对管线、过滤器定期清洗,以防堵塞。
PAM加药装置的药剂配比以及投加方式
PAM加药装置的药剂配比以及投加方式
1、絮凝剂
①药剂名称:三号絮凝剂(聚丙酰胺PAM)。
②配药的方式:按重量浓度的1%-2%的配置,即一份药九十九份水或一份药九十八份水。
药剂配好后开动搅拌器,至少搅拌1.5-2小时使其熟化后方可使用。
③投加方式:用特定配置的,计量泵投加。
④投加量:按水质指标试验后确定投加量,一般情况下按上述比例配制的药品投加量应在5-10mg/L范围内
2、混凝剂
①药剂名称:聚合氯化铝(PAC)。
②配药的方式:按重量浓度的10%-15%的配置,即一份药九份水或一份药七份水。
药剂配好后开动搅拌器搅拌至均匀便可使用。
③投加量:按水质指标试验后确定投加量,一般情况下按上述比例配制的药品投加量应在20-50mg/L范围内。
④投加方式:用特定配置的,计量泵投加,也可在池内直接投加。
PAM加药装置主要用于电厂的锅炉给水、循环水等处理,也可用于石油、化工、供水系统等行业,对于它的药剂配比来说是有具体的规定的,不能乱加,容易影响设备的使用效果。
PAM加药装置结构与操作说明

PAM加药装置结构及操作说明潍坊山水环保机械制造有限公司一、产品介绍PAM 加药装置是一个智能化、全自动、连续式一体化的絮凝剂溶配及投药装置,配制溶液浓度一般为 0.1% -0.5%。
PAM 加药装置由供水系统、干粉投加系统、溶解熟化系统、控制系统、液体投加系统构成。
本装置是粉状高分子凝絮剂的全自动连续配置及投加系统。
干粉絮凝剂从螺旋推进器内进入预混器与清水进行预混,被湿润的物料进入配制槽进行稀释,按要求浓度进行配制。
配制溶液从配制槽经熟化槽再进入储存槽,当储存槽液位处于高位时,配制过程自动停止,当溶液下降到中液位时,重新自动启动配料过程。
配制槽和熟化槽均设置多桨叶搅拌器,充分保证絮凝剂的稀释和熟化。
本装置采用全自动控制系统,具有自动化程度高、性能稳定、工作可靠、简单明了。
PAM 加药装置由以下几部分组成:1、供水系统2、干粉投加系统3、干粉预混系统4、一体化三槽式组合箱体5、搅拌系统6、自动控制系统二、 PAM 加药装置准备工作1、将箱体内部清理干净,不应有杂物和尘土。
2、检查加药装置是否安装平稳,用水平仪检查安装水平度,管道系统安装紧固无松脱或垂悬。
3、检查液位计是否灵活。
4、检查搅拌装置的搅拌轴与叶轮是否安装牢固,目视轴安装垂直度。
5、检查所有阀门开启情况和UPVC管道固定情况,阀门应开启灵活,管道应固定牢固。
新的 UPVC阀门初次开启时较紧,开启时用力应均匀,严禁大力扭动。
6、将所有活接头处重新拧紧一遍,以防漏水。
7、在专业电工配合下,进行电气设备试运转:(1)、开启药剂投加系统,检查输送机、振荡器等设备运行是否正常。
(2)、开启搅拌机,正常情况下,减速机应转动平稳,无异响,无震动。
搅拌轴转动应垂直,不应有摆动。
如异常,停机排查问题。
(3)、启动加药泵,观察叶轮旋转方向是否正确。
如异常,停机排查问题。
(4)、加药泵工作一段时间后,用手摸电机外壳,观察温度升高情况,正常情况时,电机外壳发热,但不应烫手。
聚丙烯酰胺PAM絮凝剂加药装置技术要求

设备型号: 设备数量: 设备类型: 干粉投加能力: 溶液投加量: 熟化时间: 设计压力: 设计温度: 箱体材质: 安装附件: 仪表附件: 配套设备: 生 产 商:
表 6.45 三槽式溶药箱技术参数
1套 方型三槽式溶药箱 1.5~2kg/h 1500L/h 0.8~1.0h 常压 常温 SS304 爬梯、平台、护栏,以及人孔等 超声波液位计,配套液位开关 顶部设置电动搅拌器 国产
3) 絮凝剂加药泵
表 4.46 絮凝剂加药泵技术参数
位号
类
型
电机驱动机械隔膜计量 泵
工作条件
1 工作状态:
连续运行
2 输送介质:
PAM 溶液
3 介质入口温度: 最低 最高
4 介质密度:
1021kg/m3
5 介质粘度:
6 介质特性:
粘稠液体
7 所需扬程:
15m
8 工作环境:
●室 内
●腐 蚀
○室外 ●防爆
NPT 内螺纹 NPT 内螺纹
29 液力端型式:
机械隔膜
30 驱动端型式:
31 润滑方式:
油浴
材
质
32 泵 头:
PVC
33 泵头端盖:
PVC
泵性能
34 阀 体:
12 额定流量:
300L/h
35 阀 座:
13 出口压力:
0.5MPa
36 阀 球:
14 最高设计温度:
பைடு நூலகம்
40℃
37 隔 膜:
15 计量精度:
3 采用螺旋给料器投加粉体,可调速,保证投料均匀、分散、精度在 1%以 内。
4 在设计条件下,所配制溶液的熟化时间保证在 1h 以上,其配制浓度为 0.05~1.5%。
PAM加药装置控制原理说明

絮凝剂(PAM)投药系统控制原理说明一、需控制的部件:1.搅拌机:2台,7.5Kw,380V/50Hz,分别对应于1#和2#储药池;2.计量泵:5台(变频和自动冲程控制),变频电机1.5 Kw,380V/50Hz,三用一备;3.干投机:2台,0.18Kw,380V/50Hz,变频控制;4.超声波液位计:2台,分别对应于1#、2#储药池,品牌:米顿罗;5.进水电磁阀:2台, 220V/50Hz,常闭型,分别对应于1#、2#储药池;6.出药电动阀门:2台, 220V/50Hz,分别对应于1#、2#储药池,有开关到位;7.游动电流检测仪:2台,分别对于与1#和2#澄清池,米顿罗品牌;8.电磁流量计(由业主提供):2台,设置在原水管路上;9.变频器:4台,对应于4台计量泵,安川品牌;二、电控柜面板:电控柜面板设置:触摸屏;急停开关;电源指示灯;故障指示灯;蜂鸣报警;复位开关。
三、控制柜:控制柜材质采用不锈钢SS304,防腐等级IP55,安装在室内。
控制柜大小需预留远期安装第三套游动电流检测仪需要的电气元件的空间。
四、触摸屏设置:各电机和阀门的手动开/停;“手动/自动/远控”选择;液位的实时状态;储药池的准备就绪;电磁流量信号;浊度。
五、电气元件:主要电气元件采用施耐德,PLC采用西门子品牌。
六、控制原理:1.手动状态时:1.1 可就地手动开停各电机和阀门。
2.自动状态时:配药过程:2.1 手动打开1#进水电磁阀,向1#储药池内加注清水,直到1#储药池内的液位到达高位,1#进水电磁阀关闭,同时1#搅拌机启动,这时可以向1#储药池内人工投入一定量的干粉混凝剂,搅拌机继续运行10min(时间可调整)后停止运行,触摸屏上1#储药池准备就绪灯亮,这时1#出药池可以进行药剂的投加。
2.2手动打开2#进水电磁阀,向2#储药池内加注清水,直到2#储药池内的液位到达高位,2#进水电磁阀关闭,同时2#搅拌机启动,这时可以向2#储药池内人工投入一定量的干粉混凝剂,搅拌机继续运行10min(时间可调整)后停止运行,触摸屏上2#储药池准备就绪灯亮,这时2#出药池可以进行药剂的投加。
PAM加药装置技术要求(招标专用)

PAM加药装置技术要求(1)絮凝剂制备和稀释装置应由干粉抽吸装置、粉剂储罐计量器、不锈钢调配药罐、搅拌器、静态稀释混合器、控制盘等组成,采用上下两箱式结构。
(2)按45分钟的药剂稳定时间算,此装置应有调配 1.5Kg/hr粉剂絮凝剂至0.5%浓度的能力,液体输出能力500l/h,经搅拌及稀释至约0.1%~0.15%浓度后,定量与污泥混合。
(3)絮凝剂制备和稀释装置与离心机联机控制,也能单独控制。
(4)投标时应分别说明絮凝剂制备用水和絮凝剂稀释用水所需的水质、水量、水压要求。
(5)絮凝剂制备系统每台干粉制备能力不小于1.5kg/h。
(6)絮凝剂制备系统为一个整体,包括系统内部连接件,投加能力应满足2台离心机的投加需求。
(7)絮凝剂制备系统应完全满足污泥浓缩、脱水工艺的要求。
(8)絮凝剂制备系统应由干粉抽储存系统、螺旋推进加料器、药液调配罐、叶片搅拌器、阀板、储药罐、开关、电磁阀、控制系统(包括控制触摸屏)等组成。
(9)系统可实现手动控制,该装置结构紧凑,自动运行,制备浓度范围为0.5%。
(10)该装置应可适用高分子絮凝剂粉剂或高浓度絮凝剂溶液的投加调配,经搅拌及稀释后,定量与污泥混合。
稀释溶液浓度为0.1~0.2%。
(11)絮凝剂制备装置应设专用按钮箱,既可手动按钮控制,也可以与污泥脱水机控制柜联动控制。
(12)系统的仪器仪表应完善齐全,指示准确。
管路线路整齐、正规、畅通、管路无渗漏。
干料进料机的进料斗的容积应足够大,减少干料投加次数,其材质为不锈钢。
(13)絮凝剂制备系统应设有与脱水机一一对应的在线稀释装置,包括混合器、阀门、仪表、管路、管件等。
(14)絮凝剂制备系统的所有设备容器、阀门、仪表、管路、管件等的材质均应耐腐蚀。
(17) 主要材料1)槽体材质不锈钢3042)料仓和搅拌机轴不锈钢3043)叶轮不锈钢304➢配套加药泵✧供货范围投标人提供的PAM螺杆泵应为成套装置,须提供电机及干运行保护器和过载保护装置。
PAM加药装置说明书
PAM加药装置操作维护手册XXXXXX有限公司目录一、加药装置旳构成 ........................................... 错误!未定义书签。
二、加药装置旳使用 ........................................... 错误!未定义书签。
三、加药装置旳维护 ........................................... 错误!未定义书签。
四、常用故障及排除措施 ................................... 错误!未定义书签。
一、加药装置旳构成PAM加药装置由溶解箱、若干管道、阀门等构成。
配备计量泵分为使用和备用旳,这样以便顾客在不断机旳状态下进行检修、更换配件。
本装置重要部件有:溶解箱、搅拌机、计量泵、管道过滤器、回流管道及吸药管道及吸药管道,出药管道、溶解箱溢流管、放空管及必要旳管道阀门和配件、安全所需旳管件及阀门。
阐明:PAM存储量按7天用量考虑,即450kg。
生产废水PAM投加计量泵1200L/h,压力0.3MP;污泥系统PAM投加计量泵100L/h,压力0.3MP;搅拌器由电机、减速器、搅拌棒构成,电机功率为1.1KW;装置所有部件涉及工作平台、扶手等均安装在同一种碳钢底盘上。
二、加药装置旳使用顾客按照投加料溶液旳比例来配备药剂,通过计量泵来精确投加:1、连接加药装置,然后检查每个法兰接口,加以固紧,以免流体泄漏。
2、连接计量泵旳电源:(1)、打开电控柜接线盒,将符合计量泵电动机规定旳三相四线制电源线接入相应旳接线端子。
(2)、通过控制操作开关瞬时启动搅拌机,观测电动机转向,若转向对旳,固定好接线盒。
若转向不对旳,调节相序后再固定好接线盒。
3、关闭排污阀。
将药液容器加满药液。
4、启动加药系统旳阀门,启动计量泵。
特别注意:1、加药时,打启动动计量泵(应保证此计量泵及有关管路畅通完好)相应旳一路管路,关闭另一路管路。
PAM加药装置基本配置
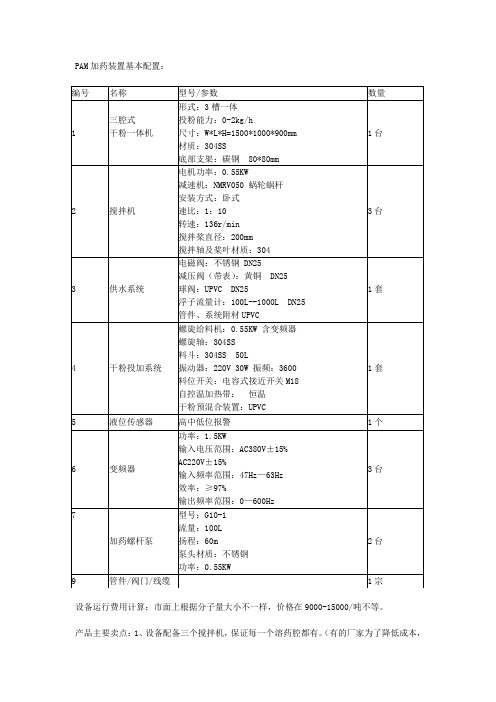
PAM加药装置基本配置:
设备运行费用计算:市面上根据分子量大小不一样,价格在9000-15000/吨不等。
产品主要卖点:1、设备配备三个搅拌机,保证每一个溶药腔都有。
(有的厂家为了降低成本,
只配两个搅拌机,第三个不加,这样第三个溶药腔内就容易形成沉淀,造成泵的堵塞。
)2.搅拌机上配备卧式蜗轮减速机,使用寿命长。
另外我们采用的是双层桨叶(别人用的是百线针轮的),让搅拌更加充分均匀。
3.螺旋给料机上加了一个变频器,来控制转速。
确保使用寿命可长达20年。
4.三个腔体间我们每道间隔使用的是两块钢板,分别在第一块的底部和第二块的上部留有开口,代替了之前的管子点焊工艺,让溶液更容易进入下一个药腔。
5.三立方的腔体我们采用的三毫米厚的不锈钢。
不了解PAM三腔絮凝加药装置结构组成,快来看看本篇

不了解PAM三腔絮凝加药装置结构构成,快来看看本篇PAM三腔絮凝加药装置采纳的是机电一体化结构形式,从安装上可分为固定式和移动式(推车式),每种形式的加药装置均配有搅拌系统、加药系统和自动掌控系统。
几个固定式撬装可组合成一个整体,加上变频掌控系统,可实现就地掌控、远程自动掌控、手动和自动相互转换加药。
PAM三腔絮凝加药装置结构构成:1)、料斗由不锈钢板焊接而成,斗的大小有几种规格与之配套,以适应不同用户的需要。
(2)、干粉投料器投料器固定在支架上,高分子聚合物通过特制的螺旋输入到进水系统的混合器内,此螺旋由无极变速机拖动蜗轮减速器驱动,进料速度由变速机上的手轮来调整,一个36W的加热器被固定在投料器的出料管上,起到恒温防潮作用。
(3)、进水系统进水系统是指压力水进入混合器内的系统流程,它包括以下部分:进水为0.1~0.6MPa,一般为自来水。
a、电磁阀:此阀受箱内液位计掌控,当达到高液位时即停止供水,当到低液位时,此阀重新开启进水。
b、流量计:本件为转子流量计,直接显示进水流量的读数,一般掌控流量比所需配制药液量大5~15%。
c、混合器:混合器固定在支架上,同时接受水和聚合物,并进行充分混合,其上有一个可调的衬垫,调整衬垫可使水流与PAM干粉达到混合效果。
(4)、支架由方钢制成,固定于溶液箱盖板上,用来支撑定量投加器及进水系统。
(5)、搅拌机与溶液箱系统溶液箱的有效容积为3000L,它分成三个小室和一个贮药室,三个小室内设有特制的搅拌机进行溶解搅拌,个室为预制部分,后两段进一步进行搅拌,使药剂与水充分混匀,制成均一浓度的溶液供使用。
各室之间有管道进行连通,室满后,流入第二室,依此类推,后进入贮药室内,贮药室内有四个液位传感器,液位为紧急停干粉投料器并停止进水,第二位(高位)为停止干粉投料器与停止进水,到第三液位(低位)时投料器开始进料并进水,至第四液位(低位)时,停计量泵,待溶液恢复到第三位时重新开计量泵。
PAM加药装置结构及操作说明
PAM加药装配构造及操纵解释潍坊山川环保机械制作有限公司一.产品介绍PAM加药装配是一个智能化.全主动.持续式一体化的絮凝剂溶配及投药装配,配制溶液浓度一般为0.1%-0.5%.PAM加药装配由供水体系.干粉投加体系.消融熟化体系.掌握体系.液体投加体系构成.本装配是粉状高分子凝絮剂的全主动持续设置装备摆设及投加体系.干粉絮凝剂从螺旋推动器内进入预混器与清水进行预混,被潮湿的物料进入配制槽进行稀释,按请求浓度进行配制.配制溶液从配制槽经熟化槽再进入储存槽,当储存槽液位处于高位时,配制进程主动停滞,当溶液降低到中液位时,从新主动启动配料进程.配制槽和熟化槽均设置多桨叶搅拌器,充分包管絮凝剂的稀释和熟化.本装配采取全主动掌握体系,具有主动化程度高.机能稳固.工作靠得住.简略清楚明了.PAM加药装配由以下几部分构成:1.供水体系2.干粉投加体系3.干粉预混体系4.一体化三槽式组合箱体5.搅拌体系6.主动掌握体系二.PAM加药装配预备工作1.将箱体内部清算干净,不该有杂物和尘土.2.检讨加药装配是否装配安稳,用程度仪检讨装配程度度,管道体系装配紧固无松脱或垂悬.3.检讨液位计是否灵巧.4.检讨搅拌装配的搅拌轴与叶轮是否装配稳固,目视轴装配垂直度.5.检讨所有阀门开启情形和UPVC管道固定情形,阀门应开启灵巧,管道应固定稳固.新的UPVC阀门初次开启时较紧,开启时用力应平均,严禁大力扭动.6.将所有活接头处从新拧紧一遍,以防漏水.7.在专业电工合营下,进行电气装备试运转:(1).开启药剂投加体系,检讨输送机.振荡器等装备运行是否正常.(2).开启搅拌机,正常情形下,减速机应迁移转变安稳,无异响,无震撼.搅拌轴迁移转变应垂直,不该有摆动.如平常,停机排查询题.(3).启动加药泵,不雅察叶轮扭转偏向是否准确.如平常,停机排查询题.(4).加药泵工作一段时光后,用手摸电机外壳,不雅察温度升高情形,正常情形时,电机外壳发烧,但不该烫手.如平常,停机排查询题.三.PAM加药装配运行操纵1.加药装配有一个自力的药剂投加装配及搅拌装配和加药泵.2.在加药斗中参加药剂,并启动投加装配及进水体系.3.开启搅拌机.4.在开端投药之前,应确认管道疏浚.5.当药液进入最后一级储存槽后,起动加药泵,待转速正常后,渐渐打开加药泵出口处的球阀,然后调节加药泵流量到设计请求.四.PAM加药装配保护1.管道均为UPVC管,阀门均为UPVC球阀,故在开启和封闭阀门时宜缓宜轻,不许可强扭硬搬,不然会造成管道及阀门断裂.2.加药装配正常工作时,盖板应盖实,以防异物进入药液箱内.3.加药装配要保持干净,不要把固体粉末药剂洒在装配上,更不许可聚积在闸门手柄上使其结垢不克不及迁移转变,是以应经常进行冲洗,作到文明临盆.4.药剂应码放整洁,下部应垫高,不与地面直接接触,防止受潮,暂不应用的药剂不该开袋.开袋后的药剂应尽快用完.受潮结成大块的药剂不该应用.5.确保所倾销药剂的质量,不该有较多不溶性沉渣.6.按期清算药液箱,每隔一段时光例如一个月或一个季度,需将溶药箱放空清算一次.7.当加药装配长期不必时,应放空里面药剂,并冲洗干净,同时应将泵内存液放空,并用清水冲洗.8.按期检讨搅拌装配减速机油位,低于划定油位时,应实时填补减速机锂基润滑脂.(半年换一次)9.按期检讨电气装备接地情形,防止接地线松脱.10.电机运行时代,经常检讨电机运转及发烧情形,若有平常声响.过度发烧,应实时停机排检故障.。
PAM加药装置结构及操作说明
PAM加药装置结构及把持说明之吉白夕凡创作潍坊山水环保机械制造有限公司一、产物介绍PAM加药装置是一个智能化、全自动、连续式一体化的絮凝剂溶配及投药装置, 配制溶液浓度一般为0.1%-0.5%.PAM加药装置由供水系统、干粉投加系统、溶解熟化系统、控制系统、液体投加系统构成.本装置是粉状高分子凝絮剂的全自动连续配置及投加系统.干粉絮凝剂从螺旋推进器内进入预混器与清水进行预混, 被湿润的物料进入配制槽进行稀释, 按要求浓度进行配制.配制溶液从配制槽经熟化槽再进入贮存槽, 当贮存槽液位处于高位时, 配制过程自动停止, 当溶液下降到中液位时, 重新自动启动配料过程.配制槽和熟化槽均设置多桨叶搅拌器, 充沛保证絮凝剂的稀释和熟化.本装置采纳全自动控制系统, 具有自动化水平高、性能稳定、工作可靠、简单明了.PAM加药装置由以下几部份组成:1、供水系统2、干粉投加系统3、干粉预混系统4、一体化三槽式组合箱体5、搅拌系统6、自动控制系统二、PAM加药装置准备工作1、将箱体内部清理干净, 不应有杂物和灰尘.2、检查加药装置是否装置平稳, 用水平仪检查装置水平度, 管道系统装置紧固无松脱或垂悬.3、检查液位计是否灵活.4、检查搅拌装置的搅拌轴与叶轮是否装置牢固, 目视轴装置垂直度.5、检查所有阀门开启情况和UPVC管道固定情况, 阀门应开启灵活, 管道应固定牢固.新的UPVC阀门初度开启时较紧, 开启时用力应均匀, 严禁年夜力扭动.6、将所有活接头处重新拧紧一遍, 以防漏水.7、在专业电工配合下, 进行电气设备试运转:(1)、开启药剂投加系统, 检查输送机、振荡器等设备运行是否正常.(2)、开启搅拌机, 正常情况下, 减速机应转动平稳, 无异响, 无震动.搅拌轴转动应垂直, 不应有摆动.如异常, 停机排查询题.(3)、启动加药泵, 观察叶轮旋转方向是否正确.如异常, 停机排查询题.(4)、加药泵工作一段时间后, 用手摸机电外壳, 观察温度升高情况, 正常情况时, 机电外壳发热, 但不应烫手.如异常, 停机排查询题.三、PAM加药装置运行把持1、加药装置有一个自力的药剂投加装置及搅拌装置和加药泵.2、在加药斗中加入药剂, 并启动投加装置及进水系统.3、开启搅拌机.4、在开始投药之前, 应确认管道疏通.5、当药液进入最后一级贮存槽后, 起动加药泵, 待转速正常后, 徐徐翻开加药泵出口处的球阀, 然后调节加药泵流量到设计要求.四、PAM加药装置维护1、管道均为UPVC管, 阀门均为UPVC球阀, 故在开启和关闭阀门时宜缓宜轻, 不允许强扭硬搬, 否则会造成管道及阀门断裂.2、加药装置正常工作时, 盖板应盖实, 以防异物进入药液箱内.3、加药装置要坚持清洁, 不要把固体粉末药剂洒在装置上, 更不允许聚积在闸门手柄上使其结垢不能转动, 因此应经常进行冲刷, 作到文明生产.4、药剂应码放整齐, 下部应垫高, 不与空中直接接触, 防止受潮, 暂不使用的药剂不应开袋.开袋后的药剂应尽快用完.受潮结成年夜块的药剂不应使用.5、确保所推销药剂的质量, 不应有较多不溶性沉渣.6、按期清理药液箱, 每隔一段时间例如一个月或一个季度, 需将溶药箱放空清理一次.7、当加药装置长期不用时, 应放空里面药剂, 并冲刷干净, 同时应将泵内存液放空, 并用清水冲刷.8、按期检查搅拌装置减速机油位, 低于规定油位时, 应及时弥补减速机锂基润滑脂.(半年换一次)9、按期检查电气设备接地情况, 防止接地线松脱.10、机电运行期间, 经常检查机电运转及发热情况, 如有异常声响、过度发热, 应及时停机排检故障.。
PAM加药装置基本配置

PAM 加药装置基本配置:设备运行费用计算:市面上根据分子量大小不一样,价格在9000-15000/吨不等。
产品主要卖点:1、设备配备三个搅拌机,保证每一个溶药腔都有。
(有的厂家为了降低成本,编号 名称型号/参数 数量 1 三腔式干粉一体机形式:3槽一体 投粉能力:0-2kg/h 尺寸:W*L*H=1500*1000*900mm 材质:304SS底部支架:碳钢 80*80mm1台 2 搅拌机 电机功率:0.55KW减速机:NMRV050 蜗轮蜗杆安装方式:卧式速比:1:10转速:136r/min搅拌桨直径:200mm搅拌轴及桨叶材质:3043台 3 供水系统 电磁阀:不锈钢 DN25减压阀(带表):黄铜 DN25球阀:UPVC DN25浮子流量计:100L--1000L DN25管件、系统附材UPVC1套 4 干粉投加系统 螺旋给料机:0.55KW 含变频器螺旋轴:304SS料斗:304SS 50L振动器:220V 30W 振频:3600料位开关:电容式接近开关M18自控温加热带: 恒温干粉预混合装置:UPVC1套 5 液位传感器 高中低位报警1个 6 变频器 功率:1.5KW输入电压范围:AC380V ±15%AC220V ±15%输入频率范围:47Hz —63Hz效率:≥97%输出频率范围:0—600Hz3台 7 加药螺杆泵 型号:G10-1流量:100L扬程:60m泵头材质:不锈钢功率:0.55KW2台 9 管件/阀门/线缆 1宗只配两个搅拌机,第三个不加,这样第三个溶药腔内就容易形成沉淀,造成泵的堵塞。
)2.搅拌机上配备卧式蜗轮减速机,使用寿命长。
另外我们采用的是双层桨叶(别人用的是百线针轮的),让搅拌更加充分均匀。
3.螺旋给料机上加了一个变频器,来控制转速。
确保使用寿命可长达20年。
4.三个腔体间我们每道间隔使用的是两块钢板,分别在第一块的底部和第二块的上部留有开口,代替了之前的管子点焊工艺,让溶液更容易进入下一个药腔。
PAM加药装置结构及操作说明完整版
P A M加药装置结构及操作说明标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]PAM加药装置结构及操作说明潍坊山水环保机械制造有限公司一、产品介绍PAM加药装置是一个智能化、全自动、连续式一体化的絮凝剂溶配及投药装置,配制溶液浓度一般为0.1%-0.5%。
PAM加药装置由供水系统、干粉投加系统、溶解熟化系统、控制系统、液体投加系统构成。
本装置是粉状高分子凝絮剂的全自动连续配置及投加系统。
干粉絮凝剂从螺旋推进器内进入预混器与清水进行预混,被湿润的物料进入配制槽进行稀释,按要求浓度进行配制。
配制溶液从配制槽经熟化槽再进入储存槽,当储存槽液位处于高位时,配制过程自动停止,当溶液下降到中液位时,重新自动启动配料过程。
配制槽和熟化槽均设置多桨叶搅拌器,充分保证絮凝剂的稀释和熟化。
本装置采用全自动控制系统,具有自动化程度高、性能稳定、工作可靠、简单明了。
PAM加药装置由以下几部分组成:1、供水系统2、干粉投加系统3、干粉预混系统4、一体化三槽式组合箱体5、搅拌系统6、自动控制系统二、PAM加药装置准备工作1、将箱体内部清理干净,不应有杂物和尘土。
2、检查加药装置是否安装平稳,用水平仪检查安装水平度,管道系统安装紧固无松脱或垂悬。
3、检查液位计是否灵活。
4、检查搅拌装置的搅拌轴与叶轮是否安装牢固,目视轴安装垂直度。
5、检查所有阀门开启情况和UPVC管道固定情况,阀门应开启灵活,管道应固定牢固。
新的UPVC阀门初次开启时较紧,开启时用力应均匀,严禁大力扭动。
6、将所有活接头处重新拧紧一遍,以防漏水。
7、在专业电工配合下,进行电气设备试运转:(1)、开启药剂投加系统,检查输送机、振荡器等设备运行是否正常。
(2)、开启搅拌机,正常情况下,减速机应转动平稳,无异响,无震动。
搅拌轴转动应垂直,不应有摆动。
如异常,停机排查问题。
(3)、启动加药泵,观察叶轮旋转方向是否正确。
如异常,停机排查问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PAM加药装置基本配置:
设备运行费用计算:市面上根据分子量大小不一样,价格在9000-15000/吨不等。
产品主要卖点:1、设备配备三个搅拌机,保证每一个溶药腔都有。
(有的厂家为了降低成本,
只配两个搅拌机,第三个不加,这样第三个溶药腔内就容易形成沉淀,造成泵的堵塞。
)2.搅拌机上配备卧式蜗轮减速机,使用寿命长。
另外我们采用的是双层桨叶(别人用的是百线针轮的),让搅拌更加充分均匀。
3.螺旋给料机上加了一个变频器,来控制转速。
确保使用寿命可长达20年。
4.三个腔体间我们每道间隔使用的是两块钢板,分别在第一块的底部和第二块的上部留有开口,代替了之前的管子点焊工艺,让溶液更容易进入下一个药腔。
5.三立方的腔体我们采用的三毫米厚的不锈钢。