边角料处理流程
边角料销毁有哪些方法

边角料是在生产制造产品的过程中,在原定计划、设计的生产原料内、加工过程中没有完全消耗掉的,且无法再用于加工该产品项下制成品的数量合理的剩余废、碎料及下脚料。
2014年5月1日开始加工贸易边角料销毁后需要报关,生产型企业在生产加工过程中,大量产生的边角料需要集中销毁。
各行各业的生产都会产生相对于的边角料,这些边角料需要经过专门的分类之后,可以回收的进行回收再利用,无法再次使用的需要进行分门别类按照适合的方式进行集中销毁。
主要的目前我国边角料主要的销毁方式还是以下几种为主,分别对相对于的边角料类型进行销毁。
焚烧销毁:已成为循环经济的重要组成部分。
另外,在废弃资源和废旧材料回收利用加工过程中,不但解决了资源短缺问题,同时降低了垃圾排放,正可谓"一举两得"。
焚烧产生大量热能,利用这些热能来发电供热,将垃圾变为资源供给能源利用起来,变废为宝,实行资金回笼,用少量的投资,处理大量的废弃物,解决废弃物处理问题,环保零排放,严谨执行垃圾处理,严格把持烟气排放指标。
粉碎销毁:对于可回收利用的进行粉碎处理再生产。
垃圾填埋:是垃圾最基本的处置方法。
虽然可用焚化、堆肥或分选回收等方法处理城市垃圾,但其难以处理的部分剩余物仍需作最后的填埋处理。
利用坑洼地带填埋城市垃圾,既可处置废物,又可覆土造地,保护环境。
卫生填埋由于具有技术成熟、处理费用低等优点,是目前我国城市垃圾集中处置的主要方式。
垃圾热解处理:是将有机物在无氧或缺氧状态下进行加热分解。
热解产物为可燃气体、燃烧油类、炭黑等。
国际上对热解技术的开发应用可以分为两类:一类以美国为代表,以回收贮存性能源(燃烧气、油类、炭黑)为目的;另一类以日本为代表,以无公害系统开发为目的,即减少焚烧造成的二次污染和填埋废物量。
污泥处置:处理后的污泥,弃置于自然环境中(地面、地下、水中)或再利用,能够达到长期稳定并对生态环境无不良影响的最终消纳方式。
正确的处理好边角料能够让废弃物也变废为宝,为企业带来不可忽视的利益,同时也符合国家的相关处理废弃物的法律规定,保护环境走可持续发展的道路!环保365产品销毁中心隶属三六五(上海)废弃物处理服务中心,专业提供咨询处理各类产品报废销毁处理方案,主要是为了配合国家环保相关部和工业、安全生产、海关、工业信息化、质量管理、安检、工商等部门针对缺陷产品及不合格、过期、假冒伪劣、质量问题、变质等产品的销毁处理能得到规范、安全、环保的处置,可以提供产品收集、分类、运输、销毁处置一站式服务。
项目现场剩余材料及废料处理规定及流程管理

项目现场剩余材料及废料处理规定及流程管理1. 剩余材料的现场管理1.1剩余材料指项目现场废旧材料(施工剩余边角料、临时设施拆除物料等)及库存积压材料(确认在本项目施工中不再使用或使用可能性极低的材料),班组施工中多领或不再使用的完整材料,应及时办理退库手续,作为正式材料管理。
1.2现场施工应贯彻工完料净的原则,谁施工谁负责现场的清理和废旧材料的回收工作。
1.3回收的材料统一交项目材料员管理,并建立回收记录。
1.4项目有条件的情况下可建立废旧材料仓库,设专人管理,将废旧材料整理分类,对有使用价值的进行维护,在满足相应质量技术要求前提下尽量利用。
1.5剩余材料出入库应办理手续,不得随意拿用或化公为私。
1.6项目应严格材料预算编制审核管理,贯彻限额领料制度,减少材料库存积压和浪费。
1.7项目应按月将库存积压材料情况报公司营运部提供给采购部、加工厂,以便于在公司范围内平衡调剂利用。
2. 剩余材料调拨、回收及废料处理2.1项目剩余材料可在公司各个项目间调拨使用,调拨价格以账面价格为基准,可参照市场价格调拨双方协商作适度浮动调整。
2.2严禁项目随意对外进行剩余材料处理,项目在对外处理剩余材料前应填写“废旧物资处理申请表”,写明处理明细和处理理由,经项目经理签字后,报公司采购部、加工厂、项目总监、分管副总审批。
2.3待处理的剩余材料,经鉴定符合下列条件之一的,可作为废料进行处理,利用价值较高的完整材料,将其装运回公司或其它项目所发生的费用与其实际价值相比较,费用比例较低的,应将其装运回公司或其它项目。
废料标准:a.施工剩余各种边角余料(型材长度在1米以下但不包括大型或优质元钢、贵重或特殊材质专用材料;板材面积在0.5平米以下;管材长度在1米以下);b.各种严重损伤、变形、锈蚀、不能使用的金属材料;c.各种机加工屑及料头,各种维修更换下来的零件、配件;d.各种施工措施、临时设施拆除后无再使用价值的材料;e.因任务发生变化或者专业方向的转变,已形成积压、直接利用价值较低的材料。
残次品与边角料规范处理方法一览表
退运出口 边角料残次品 书面申请~外经审批~海关备案~出口报关 向海关书面申请(说明:无法内销或退运的原因) 来料加工:外方放弃货物的声明 免税放弃 货物清单(品名 数量 重量 规格型号 包装方式 瑕疵情况 状态) 价值评估(价格评估机构出具的价值证明) 折料清单(若为残次品的,要提供耗料清单) 国家禁止限制进口的固体废料
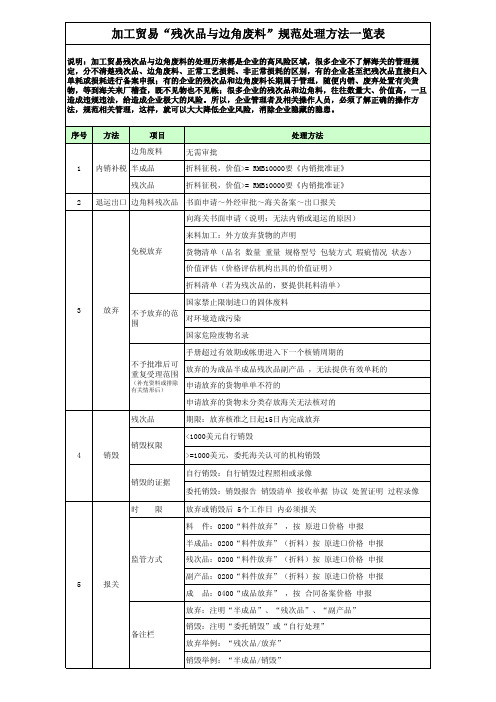
加工贸易“残次品与边角废料”规范处理方法一览表
说明:加工贸易残次品与边角废料的处理历来都是企业的高风险区域,很多企业不了解海关的管理规 定,分不清楚残次品、边角废料、正常工艺损耗、非正常损耗的区别,有的企业甚至把残次品直接归入 单耗或损耗进行备案申报;有的企业的残次品和边角废料长期属于管理,随便内销、废弃处置有关货 物,等到海关来厂稽查,既不见物也不见帐;很多企业的残次品和边角料,往往数量大、价值高,一旦 造成违规违法,给造成企业极大的风险。所以,企业管理者及相关操作人员,必须了解正确的操作方 法,规范相关管理,这样,就可以大大降低企业风险,消除企业隐藏的隐患。 序号 方法 项目 边角废料 1 内销补税 半成品 残次品 2 无需审批 折料征税,价值>= RMB10000要《内销批准证》 折料征税,价值>= RMB10000要《内销批准证》 处理方法
4
销毁 销毁的证据
>=1000美元,委托海关认可的机构销毁 自行销毁:自行销毁过程照相或录像 委托销毁:销毁报告 销毁清单 接收单据 协议 处置证明 过程录像 时 限 放弃或销毁后 5个工作日 内必须报关 料 件:0200“料件放弃” ,按 原进口价格 申报
பைடு நூலகம்
半成品:0200“料件放弃”(折料)按 原进口价格 申报 监管方式 5 报关 成 品:0400“成品放弃” ,按 合同备案价格 申报 放弃:注明“半成品”、“残次品”、“副产品” 备注栏 销毁:注明“委托销毁”或“自行处理” 放弃举例:“残次品/放弃” 销毁举例:“半成品/销毁” 残次品:0200“料件放弃”(折料)按 原进口价格 申报 副产品:0200“料件放弃”(折料)按 原进口价格 申报
FP-03边角废料处理流程(A0)
4.1生产部门物料员:负责收集、管理生产车间未入库的边角废料及办理边角废料入库手续;统计车间边角废料,编制边角废料明细表。
4.2仓管员:负责接收和办理边角废料入库、出库,配合相关部门变卖边角废料。
4.3车间核算员:负责对生产车间的边角废料成本进行核算。
4.4车间主管:负责边角废料的审核及处理意见。
5.1.3仓管员在收到物料员边角废料入库单后,核对数量,并及时办理入库相关手续。
5.2出售边角废料
5.2.1储运部指定专人负责边角废料的收集和出售工作。在收到车间的边角废料入库单后,负责联系出售相关事宜。负责与废料回收单位(或个人)进行交涉,确认废料数量,单价等;售卖完成后,仓管员应该出具售卖清单,仓管员、车间主管签名确认。
4.5财务部会计:负责边角废料的收款、核算及账务处理。
5.工作程序
5.1收集边角废料
5.1.1生产部门物料员分类收集边角废料,统一摆放,分时段定期入库。要求每月至少入库一次,且最后一次入库时间应该在每月月末最后一天(含)以前。
5.1.2车间主管对需要办理入库的边角废料进行审核签字并出具处理意见,因工艺、技术等原因需要处理的边角废料,由工艺、品质等部门鉴定,按公司相关规定执行。
5.4.3仓管员在办理边角废料出售时,不得做出损害公司利益的行为,确保公司的利益得以实现。
5.4.4边角废料盘点:车间盘点时,已经确认为边废料但尚未办理入库手续暂存车间的物料,必须纳入盘点范围,单独存放在指定区域,单独作账,不得与车间在产品混淆,不做假退料处理;仓库盘点时,已经办理入库尚未出售的边角废料要单独存放,单独作账,不得与仓库其他物料混淆。
5.3.3财务部出纳、会计收到售卖清单和出售价款后,及时做账务处理。
5.4注意事项
裁床边角料控制流程
裁床边角料控制流程一、边角料的分类和收集裁床边角料主要包括两类:一类是边角料,即布料的边缘部分;另一类是余料,即裁剪后剩余的小块布料。
在收集边角料时,首先需要将其分类,分别存放在不同的容器或袋子中,以便后续的处理和利用。
二、边角料的分类处理1. 废料回收:将边角料送至废料回收站进行处理。
废料回收站会对边角料进行再加工,将其用于生产其他产品,如填充物、地毯、织物等。
这种方式可以实现废料的资源化利用,减少对环境的负面影响。
2. 再利用:对于质量较好的边角料,可以进行再利用。
比如,对于边角料较长的布料,可以进行裁剪,用于制作小型产品,如包包、配件等。
对于余料,可以将其用于制作小件,如饰品、挂件等。
这种方式可以最大程度地减少废料的产生,并提高企业的利润率。
三、边角料的处理流程1. 收集:在裁剪过程中,专人负责收集边角料,并进行分类。
边角料应及时清理,避免堆积过多影响生产效率。
2. 检验:对于收集到的边角料,需要进行质量检验。
检查边角料是否有破损、污渍等问题,以便后续的处理和利用。
3. 分类:根据边角料的不同特点和用途,将其进行分类。
可以按照材质、尺寸、颜色等进行分类,以便后续的处理和利用。
4. 存储:将分类好的边角料进行妥善存储。
可以使用专用的容器或袋子,对边角料进行密封,避免受潮、受虫等问题。
5. 处理:根据边角料的不同用途,进行相应的处理。
对于废料回收的边角料,可以送至废料回收站进行处理;对于再利用的边角料,可以进行裁剪、加工等处理。
6. 利用:利用处理好的边角料进行生产。
可以将其用于制作其他产品,或直接售卖给其他企业进行加工利用。
四、边角料控制流程的优势1. 资源化利用:通过边角料的分类处理和再利用,实现了废料的资源化利用,减少了对环境的负面影响。
2. 降低成本:通过边角料的处理和利用,可以减少废料的产生,降低企业的成本,提高利润率。
3. 提高效率:边角料的及时收集和处理,可以避免废料堆积影响生产效率,提高生产效率和产品质量。
广东边角料处理公司价格趋势,边角料处理主要流程有哪些?
广东边角料处理公司价格趋势,边角料处理主要流程有哪些?广东边角料处理公司价格趋势,边角料处理主要流程有哪些?边角料的处理必须要遵循一套的标准流程。
经过华臻环保科技有限公司专业的处理,消除堆积的边角料,确保环境的整洁。
销毁范围有食品及饮料销毁、化妆品销毁、服装销毁、机械配件销毁、日用百货销毁、文件销毁、五金家电销毁、电子产品销毁、假冒伪劣产品、缺陷产品销毁、礼品玩具销毁等。
下面就让小编和华臻环保科技有限公司一起为大家简单介绍一下。
本着“创新、速度、效率、安全、沟通”的企业精神。
始终以“有限资源、无限循环”的产业理念,做到保护消费者合法权益,维护企业市场品牌荣誉,诚心为客户提供优质的产品销毁服务。
1、边角料或废物的类别、型号信息。
2、分别描述怎么产生的、在什么工艺下产生的。
3、边角料中有没有有混合体,有哪几种有害物质、什么工艺产生,所占比例含量(浓度)。
4、边角料的热值多少卡或中文MSDS信息。
5、边角料的包装及储存方式(标识、标签、分色容器、包装材料)。
6、边角报废产品的数量,多少吨。
7、要求清运边角料频率,是否提供运输。
8、对边角料或报废产品进行处置、销毁程度要求。
9、此次处理废物的目的:环评验收、环境管理体系ISO14000要求、第三方审核、企业内部管理、过期或不合格产品、海关查处产品。
华臻环保科技有限公司及其附属公司专业从事销毁处置综合管理服务,主要经营:过期产品、缺陷产品、不合格产品、假冒伪劣产品、质量问题产品、变质产品、一般工业品以及机密材料处理服务,以“规范、保密、安全、环保、无害化销毁处理”为宗旨。
本着“创新、速度、效率、安全、沟通”的企业精神。
始终以“有限资源、无限循环”的产业理念,我们要做到节能减排、环保、无害化销毁处理、保护消费者合法权益,维护企业市场品牌荣誉,诚心为客户提供优质的产品销毁服务。
更多详情请点击华臻环保科技有限公司咨询。
边角料换货业务税务处理流程
边角料换货业务税务处理流程一、什么是边角料换货业务呢?边角料换货业务啊,就是企业用生产过程中产生的边角料去换其他东西啦。
比如说,一个做家具的厂,那些切割木材剩下的边角料,可能拿去跟别人换一些小五金件之类的。
这听起来是不是还挺有趣的,就像小时候我们拿自己的小玩具去跟小伙伴换其他小玩意儿一样。
二、税务处理的第一步:确定边角料的价值。
这就像是给咱们要拿去换货的边角料定个价。
那怎么定呢?企业得按照合理的方法来哦。
可不能瞎定一个价格。
一般呢,可以参考市场上同类边角料的价格。
如果是那种比较特殊的边角料,没有市场价格可以参考的,企业自己也得根据成本加上一定的利润空间来确定价值。
比如说,那些边角料生产的时候花了多少成本,再考虑一下如果把这些边角料加工一下能赚多少钱,综合起来定个价格。
这一步可重要啦,就像我们卖东西要知道自己东西值多少钱一样,企业得清楚边角料的价值,这关系到后面税务的计算呢。
三、税务处理的第二步:视同销售的税务处理。
这一步有点绕呢。
虽然是换货,但在税务上,把边角料拿去换东西,得看成是把边角料卖了,然后用卖边角料得到的钱去买东西。
所以呢,企业得按照销售边角料来计算增值税等相关税费。
比如说,如果企业是一般纳税人,那就要按照适用的税率计算增值税销项税额。
这个时候呢,会计分录也要做好哦。
要在账上体现出这笔边角料的销售收入和相应的税费。
这就像我们出去摆摊卖东西,卖了东西就得交税是一个道理。
企业可不能想着这是换货就偷偷忽略这一步的税务处理哦,税务机关的眼睛可亮着呢。
四、换货环节的税务处理。
换回来的东西呢,也要处理好税务方面的事情。
如果换回来的东西是作为原材料继续用于生产的,那这个时候就要看有没有取得合法的票据啦。
如果有增值税专用发票,符合规定的情况下,是可以抵扣进项税额的。
这就好比我们买东西拿到发票能报销一样,企业拿到合法的票据就能在税务上享受一定的优惠呢。
要是换回来的东西没有取得合法票据,那在税务上就会比较麻烦,可能会影响到成本的核算,也可能不能抵扣进项税额,这就会让企业多交税啦。
注塑车间的废料处理办法

注塑车间的废料处理办法1. 废料分类在进行废料处理之前,首先需要对注塑车间产生的废料进行分类。
废料主要分为以下几类:- 废弃产品:由于质量问题或尺寸不合适而被淘汰的产品。
- 边角料:在生产过程中切割、雕刻或加工产生的小块材料。
- 溢料:在生产过程中从模具中溢出的多余材料。
- 回料:经过一定处理后可再次使用的材料。
2. 废料处理流程针对不同类型的废料,制定相应的处理流程:2.1 废弃产品处理1. 收集:将废弃产品统一收集到指定区域。
2. 分类:根据产品材质、尺寸等进行分类。
3. 统计:对各类废弃产品进行统计,以便后续处理。
4. 处理:根据废弃产品的材质和数量,选择合适的处理方式,如回收、销毁等。
2.2 边角料处理1. 收集:将边角料统一收集到指定区域。
2. 分类:根据边角料的材质、尺寸等进行分类。
3. 清洗:对边角料进行清洗,去除表面的油污、杂质等。
4. 干燥:将清洗后的边角料进行干燥处理。
5. 处理:根据边角料的材质和数量,选择合适的处理方式,如回收、销毁等。
2.3 溢料处理1. 收集:将溢料统一收集到指定区域。
2. 分类:根据溢料的材质、颜色等进行分类。
3. 清洗:对溢料进行清洗,去除表面的油污、杂质等。
4. 干燥:将清洗后的溢料进行干燥处理。
5. 处理:根据溢料的材质和数量,选择合适的处理方式,如回收、销毁等。
2.4 回料处理1. 收集:将回料统一收集到指定区域。
2. 清洗:对回料进行清洗,去除表面的油污、杂质等。
3. 干燥:将清洗后的回料进行干燥处理。
4. 粉碎:将干燥后的回料进行粉碎,使其达到一定粒度。
5. 处理:根据回料的材质和数量,选择合适的处理方式,如回收、再利用等。
3. 废料处理注意事项1. 确保废料处理过程中符合我国相关环保法规,避免环境污染。
2. 在处理过程中,确保工作人员的人身安全,避免发生意外。
3. 对于可回收的废料,尽量寻找合适的回收渠道,实现资源再利用。
4. 对于无法回收的废料,选择合适的销毁方式,如焚烧、填埋等,确保不会对环境造成影响。
餐饮边角料管理流程及制度

餐饮边角料管理流程及制度1.引言餐饮边角料是指生产或者销售过程中产生的不需要的食品原料、设备、包装材料等。
餐饮企业必须正确管理和处理边角料,确保不仅不浪费资源,也不会影响食品安全。
本文将介绍关于餐饮边角料的管理流程及制度。
2.餐饮边角料的分类餐饮边角料主要可以分为以下几种:1.食材类边角料:剩余的食材、切片、烤鸭皮、烤鸭骨头等。
2.环保类边角料:废水、废菜油、酒精、蜡烛、塑料袋等。
3.设备类边角料:磨刀石、砂轮、桶、锅等。
4.包装类边角料:鸡精袋、酱料包、香油瓶、调料瓶、打包盒等。
3. 餐饮边角料管理制度为了更好地管理边角料,餐饮企业需要制定相应的管理制度,包括以下几个方面:3.1 边角料收集与分拣餐饮企业应根据边角料的种类和数量,制定相应的收集计划。
同时,在收集过程中,应该严格控制食品安全。
在分拣过程中,应分类处理于不同种类的边角料,并确保每个类别的边角料均被妥善管理和处置。
3.2 边角料的储存边角料储存应当遵守储存条件、时效、从容性、可审查性的原则。
不同类别的边角料,应采取不同的储存方式,避免出现混淆。
储存过程中,应定期进行清理和检查,及时处置过期边角料和不按规定储存的边角料。
3.3 边角料的加工和利用边角料加工的目的在于减少浪费、提高经济效益、保证食品安全。
根据不同的食材类别,制定不同的加工流程。
同时,餐饮企业也可以将边角料转化为其他的产品或销售给相关的配套企业等。
3.4 边角料的处置针对无法再利用的边角料,餐饮企业需要妥善处置,避免对自然环境和健康造成影响。
处置方式包括回收、焚烧、填埋、消毒等。
但无论采取什么方式,都需要保证处置过程的安全和环保。
4. 结论餐饮企业在进行边角料管理的过程中,需要制定相应的管理流程及制度,严格控制食品安全,避免浪费资源、增加经济效益。
只有科学和规范的管理,才能更好的发挥边角料的效益。
边角料管理流程及制度

边角料管理流程及制度一、背景边角料是生产过程中产生的废料或者余料,通常是指由于生产加工制品时,剩余下来的无法再利用的材料或者产品。
边角料在生产过程中不可避免地会产生,如果不进行有效管理,将会造成资源的浪费,并对企业的经济效益和环境造成不良影响。
因此,建立边角料管理流程及制度,对于提高资源利用率,降低成本,保护环境具有重要意义。
二、边角料管理流程1. 边角料产生- 在生产过程中,各部门定期检查生产设备,确保设备运行正常,减少产生边角料的可能性。
- 生产过程中,及时发现并记录下产生的边角料数量和类型,确保边角料不被遗漏。
- 每个生产线设立边角料专人负责,及时清理和记录产生的边角料情况。
2. 边角料分类- 对产生的边角料进行分类,根据材料的种类、尺寸和质量等因素进行归类。
- 设立专门的仓库或区域存放边角料,确保各类边角料有序存放,方便管理和利用。
3. 边角料利用- 针对不同类型的边角料,制定相应的利用方案。
可以将一些好的边角料重新加工利用,作为原材料使用,减少采购成本。
- 对于无法再利用的边角料,可以考虑对其进行回收利用或者销售给相关企业。
4. 边角料销售- 对于无法利用的边角料,可以寻找相关的市场,进行销售。
可以将边角料以较低的价格出售,降低损失。
- 与相关企业建立合作关系,寻找更多的销售渠道,增加边角料的销售量。
5. 边角料清理- 定期对边角料仓库进行清理,清除过期的边角料,减少占用仓库空间的情况。
- 对于一些无法再利用的边角料,可以考虑进行销毁或者处理,确保不会对环境造成污染。
6. 边角料管理报告- 设立定期的边角料管理报告制度,对边角料的产生、分类、利用、销售和清理等情况进行统计和分析。
- 根据报告的分析结果,及时调整和优化边角料管理流程和制度,提高边角料的利用率和管理效率。
三、边角料管理制度1. 管理责任- 各部门负责人要认真负责地组织和推进边角料管理工作,确保工作的顺利进行。
- 设立边角料管理专门小组,负责制定和执行边角料管理流程和制度。
废料处理流程

废料处理流程
一、废料确认:
1、生产过程中产生的不合格品及无法再次利用的边角余料。
2、由品控人员判定为产品缺陷、影响使用等质量问题的不合格品。
3、各种不能重复利用的包装及包装废弃物。
二、废料存放:
所有废料存放要远离公司原材料、半成品、成品区域,统一按类别存放到废料库房内。
三、废料处理流程:
四、注意事项:
1、仓库管理同随时对废料库进行检查,做到废料按类别整齐存放。
2、所有废料要根据其产生速度、物理性质定期出售,以保证有足够的存放空间且不影响公司的安全生产。
3、出售废料时仓库管理员应跟踪装车、称重全过程,防止装车过程中不同分类废料混装。
4、选择收购商时,要按照公司的规定,统一招标,以出价高者为优先考虑选择签约。
5、收购商必须遵守公司各项关于外来人员的管理规定(如未经允许不得进入公司办公及生产区域、不得在公司乱逛等)。
6、定期查询具体废品的市场行情,确保公司最大的利益。
边角料的使用及管理规定

边角料的使用及管理规定
合理、正确的管理和使用边角料是公司的一项长期、重要的要求。
1.根据不同车间将常用边角料进行分类存放并做好标示。
特殊材料
和特殊情况另定。
2.新产生的边角料一定要将其收好,并将其的有效使用条件标注清
楚,堆放整齐便于查找和管理。
3.新生的边角料、登记到“边角料登记使用表”上,并将不同品种
的分类登记,便于查找和使用,并要有经办人签字。
用掉的边角料要随时标注消掉,并备注实际数量,也要有经办人签字,并由生产部经理进行审核,使用时由当班组质检员进行审核签字后方可使用。
4.边角料使用后又产生新的边角料,同样按上述要求登记和存放,
并要有经办人和生产部经理签字。
5.在日常工作中要经常参照边角料的登记表,结合生产通知单,尽
可能的使用边角料。
将边角料的数量控制在最小的范围内。
6.对使用边角料的班组可根据实际情况给予奖励,同时,如果一个
班次(1星期)无使用记录的人员可根据情况给予处罚。
7.使用边角料应做到合情、合理、积极、有效,使之成为一种常态,
严禁消极对待、肆意浪费。
(完整版)余料、边角料管理办法

(完整版)余料、边角料管理办法公司余料、边角料管理办法为综合利用生产过程中产生的余料、边角料,节约成本,杜绝浪费,特制定本管理办法。
1、识别与分类对生产过程中产生的有效长度小于100mm的余料、边角料可以判定其已无可再生产使用价值的废料。
对生产过程中产生的有效长度大于100mm的余料、边角料必须判定其有可再生产使用价值,做余料记录、保存、使用。
对生产过程中产生的无论有效长度长短的取样管段(片)必须给予在指定的位置完好长久保存。
2、处理1)对无利用价值的余料、边角料判为废料,按公司相关废旧物资的管理规定进行处理;2)对可再生产利用的余料、边角料应按以下程序进行处理:①各生产班组须按照订单将各项目生产结束后的余料和边角料分类后集中转运堆放至仓库管理员指定位置;②为准确记录余料状况,余料和边角料在每班次生产操作中要予以明确标识移植;标示位置与内容规定为:在材料端部内口100mm处去除锈蚀刷黑色油漆作底、用白色油漆笔以工整的笔迹依序写明:**工程项目余料、材质、规格、长度、焊管或无缝管等;③办理入库手续:车间将标识好的余料、边角料指定专人向仓库管理员办理入库手续并按仓库管理员指定位置进行堆放。
④生产环节如有违犯每次处罚班组或直接责任人100元。
3、保管仓库保管员应对余料、边角料进行专门管理并对其进行准确记录报财务部材料会计,同时将余料、边角料情况以表格形式抄报采购科、工艺技术部。
4、利用①采购科在采购相应原材料时必须首先综合考虑对已有余料、边角料的再利用,避免重复和多余购料。
②工艺技术部编制排料单时应首先综合考虑对余料、边角料的再利用。
③生产管理部按排料单进行领料生产,实现再利用。
5、本制度自二XXX年XX月XX日生效实施,凡在此前实行的与本管理办法有矛盾的规定或办法同时作废,以本管理办法为准。
食材边角料处理流程
食材边角料处理流程一、蔬菜类边角料。
蔬菜的边角料可别轻易扔掉呀,它们能发挥大作用呢。
比如说胡萝卜的皮,虽然看起来不怎么起眼,但可以把它收集起来,洗干净后放到锅里煮一煮。
煮软了之后,可以加点糖、醋之类的调料凉拌一下,吃起来脆脆的,还有点甜甜的味道,就像吃小零食一样。
还有芹菜的叶子,好多人都直接把它扔掉,好可惜呀。
其实芹菜叶可以用来做汤,把它洗干净,切点葱花,锅里放一点油,葱花爆香之后加入水,水开了把芹菜叶放进去,再打上一个鸡蛋,搅拌搅拌,撒点盐和香油,一碗清香的芹菜叶蛋花汤就做好了,味道特别鲜美。
像白菜的根部,也不要扔。
把根部切下来,稍微修整一下形状,就像一个小花朵一样。
可以把它放到盘子里,加上一点生抽、醋、辣椒油,做成一个简单的小凉菜,既好看又好吃。
二、水果类边角料。
水果的边角料也有很多玩法哦。
比如说苹果皮,把苹果皮削下来之后,可以放到锅里煮,加上一点冰糖和肉桂粉。
煮出来的苹果皮水有着淡淡的果香和甜味,喝起来超级舒服,还对身体好呢。
如果是橙子皮的话,可以把橙子皮切成丝,放到阳光下晒干。
晒干后的橙子皮可以用来泡茶,泡出来的茶有一股清新的橙子香,还能起到提神的作用。
还有西瓜皮,西瓜皮的白色部分可是个宝。
把西瓜皮外面的绿皮削掉,然后切成小块。
可以用盐腌制一下,把多余的水分挤出来,再加上一些自己喜欢的调料,比如蒜、辣椒、醋、糖等,做成一道酸辣可口的西瓜皮泡菜,吃起来特别爽口,是夏天的一道美味小配菜呢。
三、肉类边角料。
肉类的边角料也能做出美味佳肴。
比如鸡肉的骨架,虽然肉不多,但用来炖汤是再好不过了。
把鸡骨架洗干净,放到锅里,加上水,再放上姜片、葱段、料酒等调料。
小火慢慢炖,就能炖出一锅鲜美的鸡汤了。
这个鸡汤可以用来煮面,煮出来的面吸收了鸡汤的鲜味,特别好吃。
还有猪肉的皮,把猪肉皮处理干净,放到锅里煮软,然后捞出来切成小条。
可以和黄豆一起炖,炖出来的肉皮黄豆软软糯糯的,肉皮富含胶原蛋白,吃了对皮肤还好呢。
牛肉的边角料也能做牛肉酱。
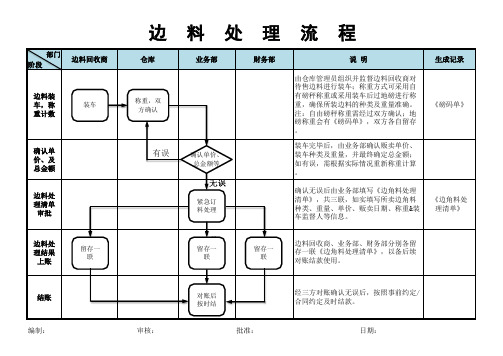
边料处理流程
边料装
车,称
装车
重计数
确认单 价、及 总金额
边料处 理清单
审批
边料处 理结果
上账
留存一 联
结账 编制:
边料处理流程
仓库
业务部
称重,双 方确认
Байду номын сангаас有误
确认单价、 总金额等
紧急订 料处理
是
留存一 联
财务部
说明
生成记录
由仓库管理员组织并监督边料回收商对 待售边料进行装车;称重方式可采用自 有磅秤称重或采用装车后过地磅进行称 重,确保所装边料的种类及重量准确。 注:自由磅秤称重需经过双方确认;地 磅称重会有《磅码单》,双方各自留存 。
装车完毕后,由业务部确认贩卖单价、 装车种类及重量,并最终确定总金额; 如有误,需根据实际情况重新称重计算 。
《磅码单》
确认无误后由业务部填写《边角料处理 清单》,共三联,如实填写所卖边角料 种类、重量、单价、贩卖日期、称重&装 车监督人等信息。
《边角料处 理清单》
留存一 联
边料回收商、业务部、财务部分别各留 存一联《边角料处理清单》,以备后续 对账结款使用。
审核:
对账后 按时结
批准:
经三方对账确认无误后,按照事前约定/ 合同约定及时结款。
日期:
边角料处理流程表格
边角料处理流程表格English:The process for handling scrap materials in a manufacturing or production setting involves several steps to ensure efficiency and waste reduction. First, identification and segregation of scrap materials is necessary. This can be done by trained personnel who are familiar with the different types of scrap and their potential value. Once segregated, the scrap materials can be stored in designated areas to prevent mix-up with usable materials.Next, the scrap materials need to be evaluated for potential reuse or recycling. This step involves assessing the quality and condition of the scrap to determine its suitability for reuse in the production process or for recycling into new products. If the scrap is reusable, it can be routed back into the production line for incorporation into future product batches. On the other hand, if the scrap cannot be reused, it should be sent for recycling.Following the evaluation, the scrap materials that are designated for recycling are collected and prepared for transportation to recycling centers or facilities. This preparation includes sorting and packaging the scrap materials according to their specific recycling requirements. For example, metals may need to be separated from plastics or other materials before they can be recycled.Once the scrap materials are ready for transportation, they are typically either sent directly to recycling centers or picked up by dedicated waste management companies for further processing. These companies specialize in handling and managing different types of scrap materials, ensuring that they are dealt with in a responsible and environmentally-friendly manner.At the recycling center, the scrap materials undergo further processing to extract valuable components or materials. This can involve shredding, crushing, melting, or other techniques depending on the types of materials being recycled. The extracted materials are then prepared for use in the production of new products, closing the loop in the recycling process.Overall, the handling of scrap materials requires careful identification, evaluation, segregation, and transportation to ensure that waste is minimized and valuable resources are recovered. By implementing an effective scrap management process, businesses can contribute to a more sustainable and environmentally-conscious approach to production and waste management.Chinese Translation:在制造或生产环境中处理边角料的过程涉及几个步骤,以确保效率和减少浪费。
边角料处理流程
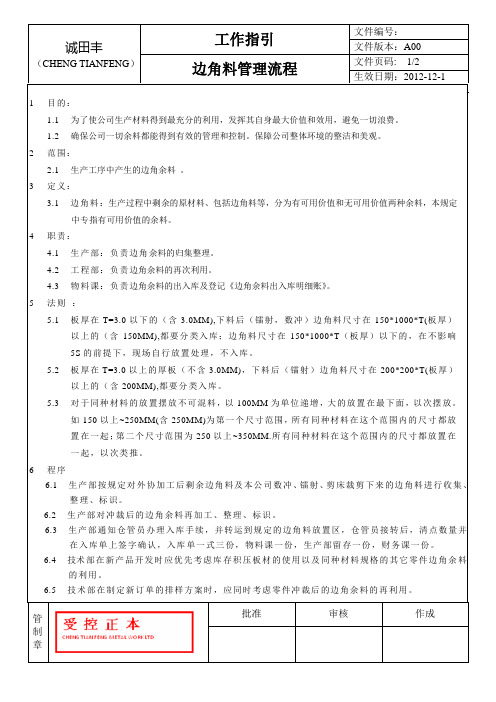
诚田丰(CHENG TIANFENG)工作指引文件编号:文件版本:A00边角料管理流程文件页码: 1/2生效日期:2012-12-1管制章批准审核作成1目的:1.1为了使公司生产材料得到最充分的利用,发挥其自身最大价值和效用,避免一切浪费。
1.2确保公司一切余料都能得到有效的管理和控制。
保障公司整体环境的整洁和美观。
2范围:2.1生产工序中产生的边角余料。
3定义:3.1 边角料:生产过程中剩余的原材料、包括边角料等,分为有可用价值和无可用价值两种余料,本规定中专指有可用价值的余料。
4职责:4.1生产部:负责边角余料的归集整理。
4.2工程部:负责边角余料的再次利用。
4.3物料课:负责边角余料的出入库及登记《边角余料出入库明细账》。
5法则:5.1板厚在T=3.0以下的(含3.0MM),下料后(镭射,数冲)边角料尺寸在150*1000*T(板厚)以上的(含150MM),都要分类入库;边角料尺寸在150*1000*T(板厚)以下的,在不影响5S的前提下,现场自行放置处理,不入库。
5.2板厚在T=3.0以上的厚板(不含3.0MM),下料后(镭射)边角料尺寸在200*200*T(板厚)以上的(含200MM),都要分类入库。
5.3对于同种材料的放置摆放不可混料,以100MM为单位递增,大的放置在最下面,以次摆放。
如150以上~250MM(含250MM)为第一个尺寸范围,所有同种材料在这个范围内的尺寸都放置在一起;第二个尺寸范围为250以上~350MM.所有同种材料在这个范围内的尺寸都放置在一起,以次类推。
6程序6.1 生产部按规定对外协加工后剩余边角料及本公司数冲、镭射、剪床裁剪下来的边角料进行收集、整理、标识。
6.2 生产部对冲裁后的边角余料再加工、整理、标识。
6.3 生产部通知仓管员办理入库手续,并转运到规定的边角料放置区,仓管员接转后,清点数量并在入库单上签字确认,入库单一式三份,物料课一份,生产部留存一份,财务课一份。
玉米糠加工工艺流程
玉米糠加工工艺流程
玉米糠就是玉米加工时出来的“边角料”,比如玉米皮、玉米胚芽等。
下面我用大白话给您讲讲它的加工过程:
1. 挑原料:
筛选玉米:把玉米里的破粒、烂粒、有病虫的都挑出去,保证原料质量。
剥皮取胚:用机器或者用水泡软了再剥,把皮剥掉,同时把里面的胚芽取出来。
2. 分离糠皮:
磨碎玉米:把剥了皮的玉米粒磨碎,好让糠皮更容易分离出来。
吹糠见米:用风吹、比重选、筛分等方法,把磨碎的玉米粒里轻飘飘的糠皮吹出来。
3. 烘干:
烤干:把分离出来的糠皮烤干,防止发霉,保存时间长。
控制火候:烤的时候要注意火候,别烤过了,把糠皮里的营养成分烤没了。
4. 粉碎分级:
磨细:把烘干的糠皮再磨细点,好用或者好卖。
分大小:用筛子把磨细的糠皮分成不同大小的颗粒,满足不同需求。
5. 检测质量:
测营养:看看糠皮里蛋白质、脂肪、纤维素、矿物质够不够,保证质量。
查卫生:查查水分、灰分、重金属、细菌等指标,保证安全。
6. 打包存库:
装袋:按照重量要求,把糠皮装袋,方便卖和运。
入库:存放在阴凉、干燥、通风的地方,定期看看有没有发霉、变质。
7. 副产品利用:
玉米胚芽:收集的玉米胚芽可以再加工成玉米胚芽油、玉米胚芽粕等值钱的东西。
玉米皮:玉米皮经过处理,可以当饲料、燃料、肥料用,不浪费。
总的来说,玉米糠加工就是把这些“边角料”经过一系列处理,变成有用的产品,同时,把剩下的玉米胚芽和玉米皮也利用起来,做到物尽其用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
诚田丰(CHENG TIANFENG)
工作指引文件编号:
文件版本:A00
边角料管理流程文件页码: 1/2
生效日期:2012-12-1
管制章批准审核作成
1目的:
1.1为了使公司生产材料得到最充分的利用,发挥其自身最大价值和效用,避免一切浪费。
1.2确保公司一切余料都能得到有效的管理和控制。
保障公司整体环境的整洁和美观。
2范围:
2.1生产工序中产生的边角余料。
3定义:
3.1 边角料:生产过程中剩余的原材料、包括边角料等,分为有可用价值和无可用价值两种余料,本规定
中专指有可用价值的余料。
4职责:
4.1生产部:负责边角余料的归集整理。
4.2工程部:负责边角余料的再次利用。
4.3物料课:负责边角余料的出入库及登记《边角余料出入库明细账》。
5法则:
5.1板厚在T=3.0以下的(含3.0MM),下料后(镭射,数冲)边角料尺寸在150*1000*T(板厚)
以上的(含150MM),都要分类入库;边角料尺寸在150*1000*T(板厚)以下的,在不影响
5S的前提下,现场自行放置处理,不入库。
5.2板厚在T=3.0以上的厚板(不含3.0MM),下料后(镭射)边角料尺寸在200*200*T(板厚)
以上的(含200MM),都要分类入库。
5.3对于同种材料的放置摆放不可混料,以100MM为单位递增,大的放置在最下面,以次摆放。
如150以上~250MM(含250MM)为第一个尺寸范围,所有同种材料在这个范围内的尺寸都放
置在一起;第二个尺寸范围为250以上~350MM.所有同种材料在这个范围内的尺寸都放置在
一起,以次类推。
6程序
6.1 生产部按规定对外协加工后剩余边角料及本公司数冲、镭射、剪床裁剪下来的边角料进行收集、
整理、标识。
6.2 生产部对冲裁后的边角余料再加工、整理、标识。
6.3 生产部通知仓管员办理入库手续,并转运到规定的边角料放置区,仓管员接转后,清点数量并
在入库单上签字确认,入库单一式三份,物料课一份,生产部留存一份,财务课一份。
6.4 技术部在新产品开发时应优先考虑库存积压板材的使用以及同种材料规格的其它零件边角余料
的利用。
6.5 技术部在制定新订单的排样方案时,应同时考虑零件冲裁后的边角余料的再利用。
诚田丰(CHENGTIAN FENG)
工作指引文件编号: WI-QC-10
文件版本: A01 客户退货处理流程文件页码: 2/2
生效日期: 2012-08-8
7 流程图
收集边角余料
边角余料判定
入库
边角余料登记
制定使用计划。