各种机械加工自由公差范围
机械加工自由公差表

0.1
0.2
0.3
0.4
0.2
0.4
0.6
0.8
0.4
0.8
1.2
1.6
4.2 垂直度未注公差值(GB/T1184-1996) (mm)
公差等级
H K L
≤100 0.2 0.4 0.4
基本长度范围
>100~300
>300~1000
0.3
0.4
0.6
0.8
1
1.5
>1000~3000 0.5 1 2
0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80
注:尽量选择第 1 系列
3)轮廓最大高度 Rz 的数值(GB/T1031-1995) (μm)
第 1 系列
0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,
3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要
集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工
作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995)
4.3 对称度未注公差值(GB/T1184-1996) (mm)
公差等级
H K L
≤100 0.5 0.6 0.6
基本长度范围
>100~300
>300~1000
>1000~3000
0.8
机械加工自由公差表

0。8
1
L
0.6
1
1.5
2
4。4圆跳动的未注公差值(GB/T1184-1996)(mm)
公差等级
圆跳动公差值
H
0.1
K
0。2
L
0.3
3.表面粗糙度
零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余"字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级.
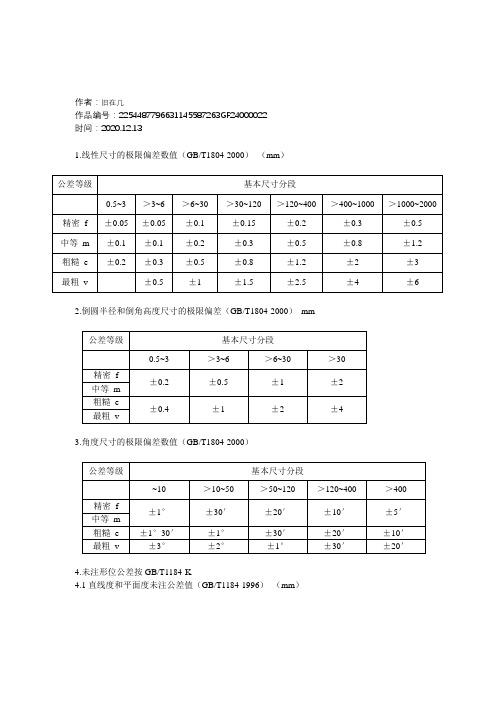
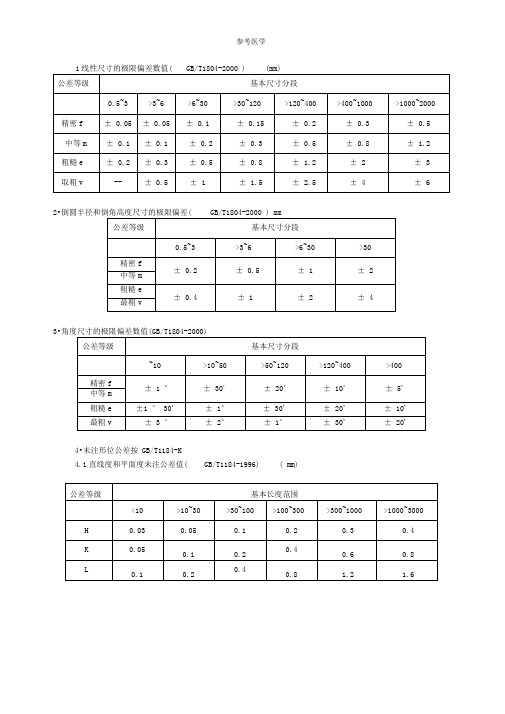
1。线性尺寸的极限偏差数值(GB/T1804—2000) (mm)
公差等级
基本尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
精密f
±0.05
±0。05
±0.1
±0.15
±0。2
±0.3
±0.5
中等m
±0。1
±0。1
±0。2
±0。3
±0。5
±0.8
4。1直线度和平面度未注公差值(GB/T1184—1996)(mm)
公差等级
基本长度范围
≤10
>10~30
>30~100
>100~300
>300~1000
>1000~3000
H
0.03
0.05
0.1
0.2
0.3
0。4
K
0。05
0.1
0。2
0.4
0。6
0。8
L
0。1
0.2
0.4
0。8
1。2
各种机械加工自由公差范围

何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;① 自由尺寸公差仅适用于机械加工表面。
② 自由尺寸公差在工作图上不标注。
③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③ 未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5- m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3 ±0.5±0.8±1.2±2±3±4 v(最粗级)- ±0.5±1±1.5±2.5±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2±0.5±1±2 m(中等级)c(粗糙级)±0.4±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50>50~120>120~400>400f(精密级)±1°±30'±20'±10'±5'm(中等级)c(粗糙级)±1°30'±1°±30'±15'±10'v(最粗级)±3°±2°±1°±30'±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
机械加工自由公差表
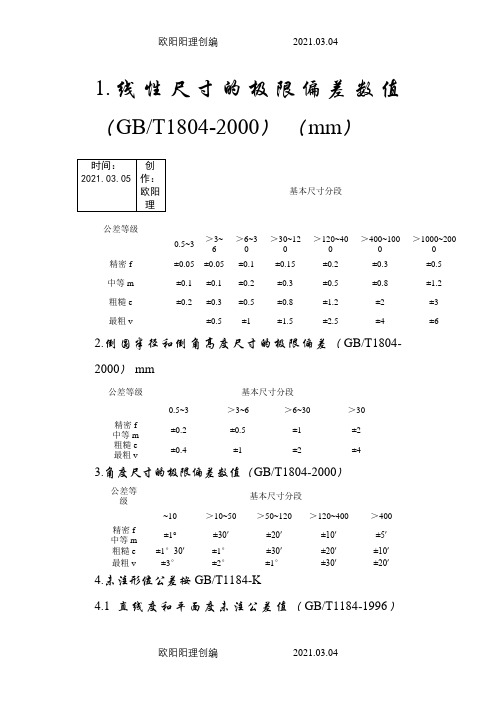
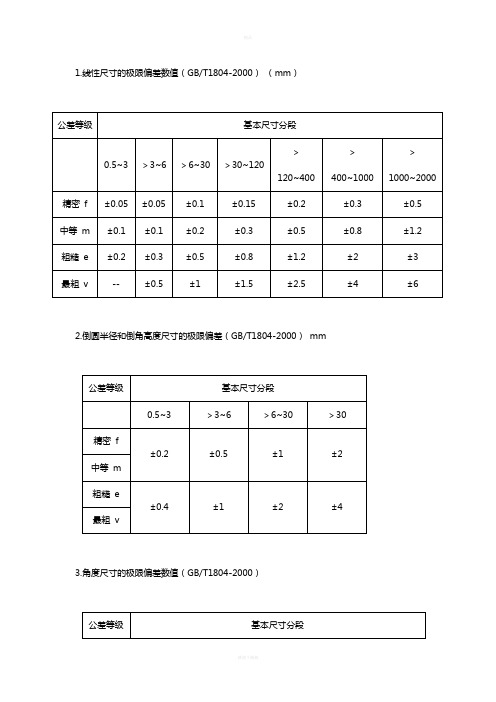
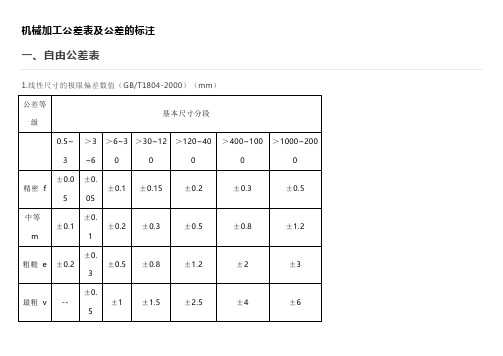
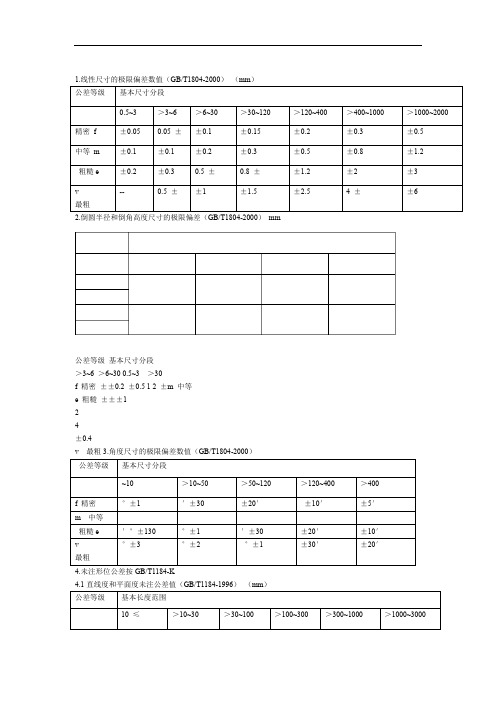
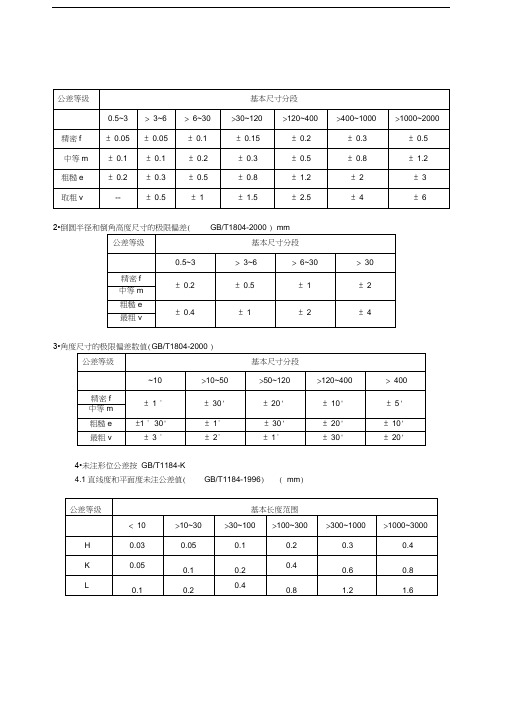
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6>6~3>30~12>120~40>400~100>1000~200精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f±0.2 ±0.5 ±1 ±2中等 m粗糙 e±0.4 ±1 ±2 ±4最粗 v3.角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f±1°±30′±20′±10′±5′中等 m粗糙 e ±1°30′±1°±30′±20′±10′最粗 v ±3°±2°±1°±30′±20′4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 4.2垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 24.3对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24.4圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25,2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630感谢下载!欢迎您的下载,资料仅供参考。
自由公差尺寸范围
自由公差尺寸范围一、引言自由公差是机械制造中常用的一种公差,其特点是允许零件在一定范围内有较大的偏差,但不影响其功能和装配。
本文将详细介绍自由公差尺寸范围。
二、自由公差的定义自由公差是指在制造零件时,为了提高加工效率和降低成本,允许零件在一定范围内有较大的偏差。
这种公差与配合公差不同,配合公差要求零件之间的配合尺寸必须满足一定要求。
三、自由公差的分类1.基本偏差:基本偏差是指设计时规定的标准值,它决定了零件尺寸上限和下限之间的距离。
2.上限偏差:上限偏差是指允许零件尺寸超过基本偏差上限值的最大距离。
3.下限偏差:下限偏差是指允许零件尺寸小于基本偏差下限值的最大距离。
四、自由公差尺寸范围计算方法1.确定基本偏差,根据设计要求确定基本偏差的大小。
2.确定上限偏差和下限偏差,根据零件的功能和装配要求,确定上限偏差和下限偏差的大小。
3.计算尺寸范围,尺寸范围等于基本尺寸加上上限偏差或减去下限偏差。
五、自由公差尺寸范围举例以轴承为例,其内圈和外圈的自由公差尺寸范围如下:1.内圈直径:基本尺寸为30mm,上限偏差为0.018mm,下限偏差为-0.012mm。
因此,内圈直径的尺寸范围为30.018mm~29.988mm。
2.外圈直径:基本尺寸为62mm,上限偏差为0.021mm,下限偏差为-0.015mm。
因此,外圈直径的尺寸范围为62.021mm~61.985mm。
六、自由公差的优缺点1.优点:自由公差可以提高加工效率和降低成本;允许零件在一定范围内有较大的偏差,可以适应不同情况下的装配要求。
2.缺点:自由公差可能会影响零件的精度和质量,尤其是在高精度要求的场合下。
七、结论自由公差是机械制造中常用的一种公差,其特点是允许零件在一定范围内有较大的偏差,但不影响其功能和装配。
计算自由公差尺寸范围的方法是确定基本偏差、上限偏差和下限偏差,并计算尺寸范围。
虽然自由公差有优点,但也存在缺点,需要根据具体情况选择合适的公差。
机械加工自由公差表
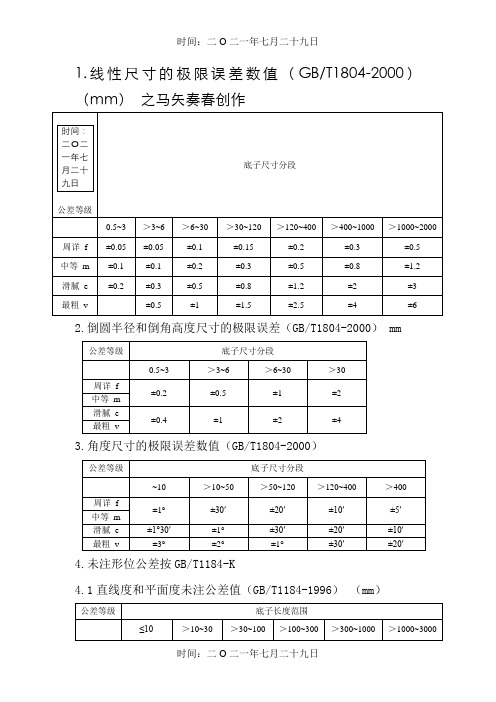
1.线性尺寸的极限误差数值(GB/T1804-2000) (mm ) 之马矢奏春创作2.倒圆半径和倒角高度尺寸的极限误差(GB/T1804-2000) mm3.角度尺寸的极限误差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996) (mm )4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.概略滑腻度零件的概略都应该注明滑腻度的等级.假如较多的概略具有相同的概略滑腻度等级,则要分离在图样右上角标注,并加“其余”字样.滑腻度等级的选择,一般可以按照对各概略的义务要乞降尺寸精度等级来决定,在知足义务要求的前提下,不得随意提初等级.1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均误差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630。
2020年机械加工自由公差表
作者:旧在几作品编号:2254487796631145587263GF24000022时间:2020.12.131.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630作者:旧在几作品编号:2254487796631145587263GF24000022时间:2020.12.13。
机械加工公差表及公差的标注
机械加工公差表及公差的标注一、自由公差表4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630二、形位公差标注:三、公差标注详解:1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
机械加工自由公差表
2•倒圆半径和倒角高度尺寸的极限偏差( GB/T1804-2000 ) mm4•未注形位公差按 GB/T1184-K4.1直线度和平面度未注公差值( GB/T1184-1996) ( mm)4.2垂直度未注公差值(GB/T1184-1996 ) ( mm)4.3对称度未注公差值(GB/T1184-1996 ) ( mm)4.4圆跳动的未注公差值( GB/T1184-1996 ) ( mm)3•表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值( GB/T1031-1995 )2)轮廓算术平均偏差 Ra的数值(GB/T1031-1995 )(卩m)第 1 系列第 2 系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25,0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第 1系列3)轮廓最大高度 Rz的数值(GB/T1031-1995 )(卩m)第 1 系列800,1600,第 2 系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 ,200,400,4.0,5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630(注:表格素材和资料部分来自网络,供参考。
机械加工自由公差表
2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段>3~6 >6~30 0.5~3 >30f 精密±±0.2 ±0.5 1 2 ±m 中等e 粗糙±±±124±0.4v 最粗3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.2垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围>100~300>300~1000>1000~3000100 ≤0.5 0.3 0.4 0.2 H10.80.60.4KL 0.4 1 1.5 24.3对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围>100~300>300~1000>≤100 1000~30000.5 H1 K 0.6 0.82 L10.61.54.4圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值0.1 H0.2 K0.3L3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0,1.25,2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0,630 ,500,320,250,160,125,16.0, 20, 32, 40, 63, 80.。
机械加工自由公差表
2•3•4•未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值( GB/T1184-1996) ( mm)4.3对称度未注公差值(GB/T1184-1996 ) ( mm )4.4圆跳动的未注公差值( GB/T1184-1996 ) ( mm )3•表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定, 在满足工作要求的条件下,不得随意提高等级。
1) 取样长度和评定长度的选用值( GB/T1031-1995 )2)轮廓算术平均偏差Ra的数值(GB/T1031-1995 )(卩m)第 1 系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第 2 系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32,0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1 系列3)轮廓最大高度Rz的数值(GB/T1031-1995 )(卩m)第 1 系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 ,200,400,800,1600,第 2 系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的支持)。
机械加工自由公差表
机械加工自由公差表 Prepared on 22 November 20201.线性尺寸的极限偏差数值(G B/T1804-2000)(m m)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)垂直度未注公差值(GB/T1184-1996)(mm)对称度未注公差值(GB/T1184-1996)(mm)圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , , 25, 50, 100第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600,第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630。
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804-2000) (mm)
公差等级
基本尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
精密 f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
中等 m
±0.1
±0.1
±0.2
粗糙 e
±0.4
±1
±2
±4
最粗 v
3.角度尺寸的极限偏差数值(GB/T1804-2000)
公差等级
基本尺寸分段
~10
>10~50
>50~120
>120~400
>400
精密 f
±1°
±30′
±20′
±10′
±5′
中等 m
粗糙 e
±1°30′
±1°
±30′
±20′
±10′
最粗 v
±3°
±2°
±1°
±30′
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)
Ra (μm)
Rz (μm)
取样长度l(mm)
评定长度l n(mm)
>0.003~0.02
>0.025~0.10
0.08
0.4
>0.02~0.10
注:尽量选择第1系列
3)轮廓最大高度Rz的数值(GB/T1031-1995) (μm)
第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,
自由公差尺寸表

自由公差尺寸表
自由公差尺寸表是一种标准,主要用于确定机械零件的尺寸和形状公差。
这个表格是由国家标准GB/T1804-2000制定的。
该标准规定了三个公差等级:精密级、中等级和粗糙级。
每一等级都有其对应的基本尺寸分段以及极限偏差数值,这样可以根据不同的需求选择合适的公差等级。
例如,在中等公差等级m下,基本尺寸分段大于3mπΓ6mm的极限偏差数值为±0.1mm;基本尺寸分段在30~120mm范围内的极限偏差数值为±0∙3mm;对于基本尺寸分段大于40OnIn1的,其极限偏差数值为±0.2mm。
这种设置使得我们可以根据具体情况选用不同的尺寸和公差等级,以满足不同的制造和使用需求。
止匕外,采用一般公差的好处包括:在大批量生产中可以节省检查时间,降低制造成本;同时由于公差的存在,允许零件有一定的尺寸和形状变化,这有助于提高产品的互换性,并为加工带来方便。
总的来说,自由公差尺寸表为我们的生产和生活带来了许多便利,使得各类零件的制造更加高效、准确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.2±0.3±0.8±1.5±
0.5±1.2±2.5>400~
1000±0.3±0.8
±2
±4>1000~>2000~±
0.5±1.2
±3
±6-±2±4±8±
0.05±
0.1±0.1±0.3±0.5±
0.2±0.5
±1
尺寸分段
0.5~3>3~6>6~30>30±0.2±
0.5±1±2±0.4±1±2±4
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。即;IT
01、IT
0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:
基本尺寸0-500mm, 4-18级精度标准公差表。
这些极限偏差不适用于:
·已有其他一般公差标准规定的线性和角度尺寸;
·括号内的参考尺寸;
·矩形框格内的理论正确尺寸。级
f(精密
级)
m(中等
级)
c(粗糙
级)
v(最粗
级)
公差等级f((粗糙
级)
v(最粗
级)
0.5~3±0.05±0.1±0.2
->3~6>120~
>6~30>30~120
①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)?IT(即Js或js)。必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
表2倒圆半径与倒角高度尺寸的极限偏差数值
表3角度尺寸的极限偏差数值
公差等级f(精密
级)
m(中等
级)
c(粗糙
级)
v(最粗
级)长度分段
≤10>10~50>50~
120>120~
400>400
±1°±30'±20'±10'±5'
±1°30'±1°
±3°±2°±30'
±1°±15'
±30'±10'
±20'另附:
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:
例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:
包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中
8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;
①自由尺寸公差仅适用于机械加工表面。②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。