氮气辅助成型技术讲义
经典氮气辅助成型技术讲义.ppt
輸出控制壓力
Output Control Pressure (bar/psi)
氣輔控制迴路
Gas Control Circuit
GCU-1 7/100~350/5000
1
GCU-2 7/100~350/5000
2
GCU-3 7/100~350/5000
3
GCU-4 7/100~350/5000
4
优选文档
14
進氣位置 (一) 由射嘴進氣
資料來源: 〝Gas-assisted Injection Molding Design and Processing Guide for GEPLASTICS Resins〞---GE PLASTICS
优选文档
• 須用特製的切斷式 (shut-off)噴嘴
• 所有氣道須和料頭 連 接,氣道設計易 受限制
氣輔控制在射出成型的應用
Gas-Assistant Control in the Application
of Injection Mold Process
報 告 人:林 進 生 J a s o n L i n
資 料 來 源:富 益 成 科 技 有 限 公 司
( V i t e k T e c h. , L T D , B. C. C A N A D A )
正常保養與使用情況下,可無限期使 用(壹年僅需更換兩支前置過濾器)
使用16~18個月後性能下降30%,24個 月後即須更換分子篩,而更換分子篩 的費用約為機台售價的1/3~1/2
一般在99%下為3:1
99%下為4.5:1
35℃
由於須使水分子蒸發為最小直徑,所 以必須要求至少在50℃以上
低
高
容易
气体辅助注塑成型技术
气体辅助注塑成型技术第一章: 气体辅助注塑成型简介1、气体辅助注塑成型的发明及发展概述: 多年来,人们一直在研究中空塑料制品的成型加工技术及对塑料产品的质量改善作出研究。
1944年,Opavsky将气体或液体通过注射器注入到树脂中以达到改善产品质量为目的,但未获成功,这是最早的气辅概念研究。
我们今天所知道的气体辅助注塑成型技术是从20世纪70年代中期发展起来的,德国人Ernst Friederich是第一个发明气体辅助注塑成型工艺的人(1975年)(他的原理是将已加压的气体通过喷嘴注射到熔融物料当中,使熔融物料与模具内壁表面充分接触)。
由于当时的技术存在相当的局限性,并没有得到一定的重视。
直到80年代中期,该项技术才开始得到真正的发展及运用。
后来在欧洲出现了包括: Cinpress, Battenfeld, Ferromatik, Stork, Engel 及Johnson Controls 一批设备生产商,并在不断地改良这种技术。
到了90年代后期,气体辅助注塑成型技术得到飞速的发展及运用。
2、气体辅助注塑成型制品的两个主要类型:●封闭式气道(SINGEL GAS CHANNEL) ●开放式气道(GAS CHANNEL) 封闭式气道制品主要由一个厚壁截面和气体穿行的通道组成,如门把手、扶手、管状把手等都属于这种结构。
因为气体的扩散有一条设定好的路线(即胶料较厚,温度较高,流动性较好的部分,亦即是气体流动的方向),制品能达到最佳的节省材料的目的,而且由于制品中空结构使刚性加强而不用增加质量。
开放式气道制品主要是薄壁制品(壁厚不能少于2MM),类似于传统的加强筋结构制品。
气体会从较厚的加强筋向前扩散(及气体流动的方向:胶料相对较厚的部分,形成气道GAS CHANNEL),但气体可能会穿透制品的薄壁部分(有时会出现指形扩散:指纹效应FINGERING),即高压气体往较厚胶料或密度较低的部分渗入。
3、气体辅助注塑成型方法的优点:●制品残余应力降低●翘曲变形较小●减少/消除缩痕●简化模具设计●制品综合性能提高●缩短成型周期●合模力吨位要求降低●射胶压力降低4、气体辅助注塑成型适用材料: ABS、ABS/PC、HIPS、PA、PBT、PC、PS、PVC、PET、PP、PPE等第二章: 气体辅助注塑成型的方法及原理 1、气体辅助注塑成型的原理:通过管道与模具连接,把高压气体(氮气)注入到模腔的塑料熔体中,形成局部的中空,加速产品冷却成型。
气体辅助成型
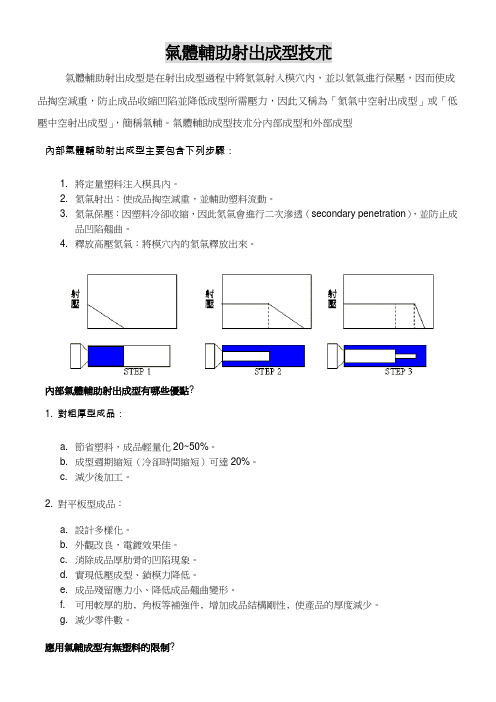
氣體輔助射出成型技朮氣體輔助射出成型是在射出成型過程中將氮氣射入模穴內,並以氮氣進行保壓,因而使成品掏空減重,防止成品收縮凹陷並降低成型所需壓力,因此又稱為「氮氣中空射出成型」或「低壓中空射出成型」,簡稱氣輔。
氣體輔助成型技朮分內部成型和外部成型內部氣體輔助射出成型主要包含下列步驟:1.將定量塑料注入模具內。
2.氮氣射出:使成品掏空減重,並輔助塑料流動。
3.氮氣保壓:因塑料冷卻收縮,因此氮氣會進行二次滲透(secondary penetration),並防止成品凹陷翹曲。
4.釋放高壓氮氣:將模穴內的氮氣釋放出來。
內部氣體輔助射出成型有哪些優點?1. 對粗厚型成品:a.節省塑料,成品輕量化20~50%。
b.成型週期縮短(冷卻時間縮短)可達20%。
c.減少後加工。
2. 對平板型成品:a.設計多樣化。
b.外觀改良,電鍍效果佳。
c.消除成品厚肋骨的凹陷現象。
d.實現低壓成型、鎖模力降低。
e.成品殘留應力小、降低成品翹曲變形。
f.可用較厚的肋﹐角板等補強件﹐增加成品結構剛性﹐使產品的厚度減少。
g.減少零件數。
應用氣輔成型有無塑料的限制?氣輔成型已成功應用於各種熱塑性塑膠如PP、PE、ABS、PC/ABS、PC、PS、PVC、PPO、PBT、TPU…等塑料,但是熱固性塑膠較不適用,而高含量之填充材塑料則會有表面品質問題要使用氣體輔助射出技術需有下列設備:1.射出成型機2.氣體輔助射出裝置3.氮氣產生機或氮氣瓶4.空氣壓縮機5.必要的成型週邊設備氣體輔助射出成型所牽涉的技術包括模具設計、成品設計、氣針位置的分析設計、氣輔裝置本身的技術、射出成型技術、成型不良的排除、模流分析技術等。
模具設計時需注意﹕氣道盡可能循二或多面交匯處或粗厚處行﹐主氣道以一氣呵成(一氣道)為原則﹔避免閉路式氣道﹔避免氣道相臨太近﹔准確的熔膠射入量非常必要﹔均勻的冷卻非常必要﹔延伸氣道至最后充填處﹐最后充填處應處在非外觀面上﹔當氣道分支時﹐支氣道末端可以階梯式縮小﹐以防氣體加速﹔氣道太小可能引起滲透﹐太大可能引起融合線或氣陷。
氮气辅助成型技术讲义

能够缩短成型周期,提高生产效率。
氮气辅助成型技术的优势与局限性
• 低成本:能够降低原材料和能源消耗,降 低生产成本。
氮气辅助成型技术的优势与局限性
技术门槛高
需要专业的技术人员和设备,增加技 术难度和成本。
应用范围有限
目前主要应用于塑料制品的成型,对 于其他材料的成型仍需进一步研究。
02
氮气辅助成型技术的基本原理
防止氧化
在高温成型过程中,氮气可以替代空气中的氧气, 避免产品氧化和烧焦。
降低成型温度
由于氮气的热导率较低,可以降低成型温度,减 少能源消耗。
氮气辅助成型技术的工艺流程
注入氮气
在模具型腔内注入 高纯度氮气,确保 气体分布均匀。
冷却和脱模
将模具冷却至适当 温度,然后打开模 具取出成型产品。
准备材料
根据产品需求准备 合适的材料和模具。
氮气的性质与特点
01
氮气是一种无色、无味、无毒的 气体,在标准条件下密度约为 1.25kg/m^3,大约是空气的 78%。
02
氮气的化学性质相对稳定,不 易与其他物质发生化学反应。
03
氮气的热导率低,具有良好的 隔热性能。
氮气在成型过程中的作用
保护环境
氮气辅助成型技术可以减少生产过程中的有害气 体排放,降低对环境的污染。
时间控制
合理安排成型时间,确保材料完全固化,提高产品性能和稳定性。
04
氮气辅助成型技术的应用案例
汽车制造业的应用
总结词
氮气辅助成型技术在汽车制造业中广泛应用于制造复杂零部件,如保险杠、仪表 盘和座椅骨架等。
详细描述
通过氮气辅助成型技术,汽车零部件能够以较低的成本和较短的生产周期实现高 质量、高强度和复杂形状的成型。该技术有助于提高汽车的安全性能和外观质量 ,同时降低生产成本和减少废料。
气体辅助注塑工艺简介

气体辅助注塑工艺简介1.气体辅助注塑目前所指的气体辅助注塑:是指将氮气注射入产品内,使产品内部形成中空。
模具打开前,控制器会将塑胶工件内的氮气释放回大气中。
2.气辅注塑成形工艺的优势1)低射胶、低锁模力;2)压力分布均匀、收缩均匀、残余应力低、不易翘曲,尺寸稳定;3)消除凹陷,型面再现性高;4)省塑料,可用强度及价格更低的塑料;5)可用强度和价格更低的模具金属;6)厚薄件一体成型,减少模具及装配线数目;7)可用较厚的筋,角板等补强件,提高制品刚性,使得制件公称厚度得以变薄。
8)增强设计自由度。
3.气辅射胶控制工艺1)短射工艺,即胶料未完全充满型腔时,继之以氮气注射;2)满射工艺,塑胶熔体充满型腔之后,停止注射,继之以氮气注射。
短射工艺的特点:在气辅注塑中,塑胶注射取决于胶件形状及胶料性能,在以下条件才可进行短射。
1)胶件必须有独立完整的气体通道,即气流在穿透胶件时,无分支气道可走。
2)气体通道中多余胶料有足够的溢流空间。
3)胶料流动性优良,粘度不可太低,尽量避免使用含破坏高分子键的填充物的胶料。
4)胶料导热度较低,有可较长时间保持熔融状态的能力。
满射工艺特点:胶件射胶完成,通过气体代替啤机,防止胶件收缩。
其优点在于,啤机保压是以射胶量及压力来防止胶件收缩,气辅保压,则以气体穿透塑胶收缩后的空间,防止胶件表层埸陷。
4.气辅压力分析:现我们看以下气辅压力与啤机压力的对比:1)气辅压力a)低气压800psi=56.34kg/cm2b)中气压1500psi=105.63 kg/cm2c)高气压2500psi=176.06kg/cm22)啤机压力a)100 TON注塑最大压力188Mpa=1917 kg/cm2b)280 TON注塑最大压力150Mpa=1530 kg/cm2c)650TON注塑最大压力153Mpa=1560 kg/cm2从以上压力对比可知,氮气压力只相当于普通啤机注塑压力的十分之一,甚至更少。
气体辅助注射成型技术研习
气体辅助注射成型技术研习前言气体辅助注塑成型是先将部分塑化好的料预先注入模腔,随后将高压气体,如氮气经由分段压力控制系统直接注入型腔熔体内,使塑件内部膨胀而造成中空,保持产品表面的外形完整无缺,最后形成中空注塑件。
为什么要使用气体辅助注塑技术?主要原因:1.零件截面较厚,如用普通注塑会导致变形、收缩。
如挂衣架、门把手。
2. 零件有很多的加强筋,如用普通注塑会导致缩瘪、缺料等。
如箱体、汽车盖板。
3.零件同时带有薄壁和厚壁,如用普通注塑会存在很多问题。
如汽车扶手、后视镜。
气体辅助注塑分类:1)按聚合物注射的量可分三类:1.中空成型:熔体填入型腔达到60%~70%时停止注射,注入气体,至冷却成型。
如把手、手柄类有较大壁厚的产品。
2.短射:短射与中空成型同属于缺料气体辅助注射法一类,以往短射在注塑成型中是描述一种缺陷,在气辅中却用来表示一种类别,指熔体充填到型腔的90%~98%时开始进气。
如汽车门本体。
3.满射:熔体充填达到完全充满时注入气体。
用于较大平面的薄壁制品,其工艺控制较复杂。
2)按模具有无溢料井可分两类:1.封闭通道成型:产品靠气道壁厚的变化来控制,一般在末端壁厚到临界用于封闭气体。
同时产品有多处气道时,如果用溢料井对设计、生产都麻烦。
如福田汽车仪表板。
2.开放通道成型:产品特殊部位需要靠气体来解决一些缺陷,气体通过气道将里面的塑料挤到末端的溢料井里面。
一般用来消除缩瘪、提高刚性。
3)按高压气体注入口的位置可分三类:1.通过喷嘴引入气体:气体通过喷嘴引入到特定的通道,然后送到需要吹空的区域。
所有的气体通道必须沿着入口点的圆周布置,也是一种短射。
2.流道内引入气体:气体通道在流道内引导气体按指定路径前进。
3.零件内引入气体:气体由气针直接进入型腔内的注射方式,适用范围很广,也很复杂。
气体注射与树脂的流动在很窄的时间范围内必须是同步的。
气体辅助注塑成型的工艺过程1)塑料熔体填充同普通注塑工艺,聚合物熔体在一定压力下进入型腔。
6.9.气体辅助射出成型课件
模後固化速度快,能進行快速的成型循環。/
2、2.RIM設備的工作原理
2、3.RIM設備的組成
RIM設備主要由以下三個系統組成: 蓄料系統、計量和注射系統、混合系統。
①蓄料系統主要有蓄料槽和接通惰性氣體的管 路系統。
其作用:是分別獨立貯存兩種原料,防止貯存 時發生化學反應,同時用惰性氣體保護,防止空 氣中的水分進入貯罐與原料發生反應。/
丙烯酸系共聚物、有機矽等幾種樹脂的單體, 但目前RIM產品以聚氨酯體系為多, 主要應用在汽車工業、電器製品、民用建築及其
他工業承載零件等方面。 /
2、RIM成型設備
是一組帶有軸向活塞泵的計量裝置. 主要組成:組分儲存槽、篩檢程式、軸向柱塞泵、
電動機以及帶有混合頭的液壓系統。 RIM成型設備要求有很高的靈活性和計量精度。 近年來,採用電腦對計量裝置、工藝操作程式和
⑸氣體釋放階段: 使氣體入口壓力降到零。 ⑹冷卻開模階段: 將製品冷卻到具有一定剛度和強度後開模取出
製品。 /
2、氣體輔助注射成型設備
氣體輔助注射成型是通過在注射成型機上增 設氣輔裝置和氣體噴嘴實現的。
⑴、注射機 要求注射機的注射量和注射壓力有較高的精
度,在±0.5%以內. ⑵.氣輔裝置 由氣泵、高壓氣體發生器、氣體控制單元和
6.10.氣體輔助注射成型
氣體輔助注射成型
1、氣體輔助注射成型工藝過程
氣體輔助注射成型與普通注射成型相比,多一 個氣體注射階段,
在原來注射成型的保壓階段,由壓力相對低的 氣體進行保壓,成型後的製品中就有由氣體形 成的中空部分。/
氣體輔助注射成型週期可分為六個階段:
专题讨论 气体辅助射出成型

1、氣體輔助射出成型簡介
1. 射出成型機 2. 氣體輔助射出裝置 3. 氮氣產生機或氮氣 瓶 4. 空氣壓縮機 5. 必要的成型週邊設 備
2、氣體輔助射出成型可分成三個階段
氣體輔助射出成型可分成三個階段: 1、短射充填:定量的融膠由射出機的射腔,經過射嘴、進膠 口、流道、澆口,注入模穴內,完成部份模穴的充填。 2、氣體輔助充填:在定量融膠注入模穴後,延遲一適當時間 後,高壓氣體吹入模穴,氣體沿最小阻力路徑推動融膠充 滿模穴,此時氣體完成的充填動作稱為一次氣體滲透。 3、氣體保壓冷卻:冷卻過程中,氣體壓力仍維持一段時間, 以補償融膠冷卻時的體積收縮。此時氣體完成的充填動作 謂之二次氣體滲透,待成品凝固後,釋放氣體壓力,開模 頂出成品。
4、各種射出成形製程特性比較 (圖表) ○:優勢 △:尚可 ×:劣勢
項 目 氣體輔助 射出成型 發泡成型 一般射出成型 吹塑成型 說 明 模具內壓力傳達 佳 與射出成型同等
結合線強度 成型週期 成品重量 模具費用 塗裝
○
△
○
~
○
○ △ ○ × ×
×
△
○
○ × ○
×
○ ○ ○
薄肉化可能 鎖模力小、偏肉 可行 不用表面加工
4、各種射出成形製程特性比較
氣體輔助射出成型能製造射出吹塑成型或押出吹塑成型無 法達成的中空成品,而且只要加上氣體輔助控製設備搭配 傳統射出機台即能生產,不僅同時兼具傳統高壓射出成型 及低壓結構發泡之優點,更有突破二者之技術瓶頸及改善 缺點之特色,可節少塑料,縮短製造週期,減少零件數, 降低總成本,並可減少產品翹曲度,克服凹陷及收縮變形, 增加產品結構性能,提升設計自由度及產品品質。如分別 從成品外觀、強度及成型經濟性來考量吹塑型、射出成型、 結構發泡和氣體輔助射出成型四種不同的製程,並作一相 對性比較,即可發現氣體輔助射出成型在製程特性上的確 佔有明顯優勢。
气辅成型

气辅注塑成型概述气体辅助注塑成型具有注射压力低、制品翘曲变形小、表面质量好以及易于加工壁厚差异较大的制品等优点,与传统的注射成型工艺相比,气体辅助注塑成型有更多的工艺参数需要确定和控制,因而对于制品设计、模具设计和成型过程的控制都有特殊的要求。
气辅注塑成型原理气体辅助注射成型过程首先是向模腔内进行树脂的欠料注射,然后把经过高压压缩的氮气导入熔融物料当中,气体沿着阻力最小方向流向制品的低压和高温区域。
当气体在制品中流动时,它通过置换熔融物料而掏空厚壁截面,这些置换出来的物料充填制品的其余部分。
当填充过程完成以后,由气体继续提供保压压力,将射出品的收缩或翘曲问题降至最低。
何谓「气体辅助射出成型」?「气体辅助射出成型」是在射出成型过程中将氮气射入模穴内,并以氮气进行保压工程,因而使成品掏空减重,防止成品收缩凹陷并降低成型所需压力,因此又称为「氮气中空射出成型」或「低压中空射出成型」,简称气辅。
气辅注塑成型有下列优点:1、减少内部的残留应力,从而减弱甚至完全消除翘曲变形状况,同时增加其机械强度和刚性;2、成品肉厚部分的中央是中空的,可以减少原料,减少资源的浪费3、缩短成型周期的同时也减少或消除加强筋造成的表面收缩凹陷现象;4、降低制品的收缩不均匀性,提高制品的精密度;5、大量减少锁模力,可以用小吨位的注塑机替代大吨位的注塑机;6、利用气道来形成加强结构,提高成品的强度;7、减少进料射入点;8、改变传统成品设计观念,能使用一体化设计来减少附属的零组件。
气体辅助注塑成型的优点低的注射压力使残余应力降低,从而使翘曲变形降到最低;低的注射压力使合模力要求降低,可以使用小吨位的机台;低的残余应力同样提高了制品的尺寸公差和稳定性;低的注射压力可以减少或消除制品飞边的出现;成品肉厚部分是中空的,从而减少塑料,最多可达40%;与实心制品相比成型周期缩短,还不到发泡成型的一半;气体辅助注塑成型使结构完整性和设计自由度大幅提高;对一些壁厚差异较大的制品通过气辅技术可以一次成型;降低了模腔内的压力,使模具的损耗减少,提高其工作寿命;减少射入点,气道可以取代热流道系统从而使模具成本降低;沿筋板和凸起根部的气体通道增加了刚度,不必考虑缩痕问题;极好的表面光洁度,不用担心会像发泡成型所带来的漩纹现象。
气辅注塑专业知识课件
– 因为降低了壁厚,所以降低了零件成品旳总重量. – 因为壁厚较小,所以缩短了冷却时间和循环时间. – 因为降低了锁模力和注塑保压压力,能源消耗成本降低. – 因为零件旳集成化,从而降低了装配成本.
• 降低投资成本
– 因为注射压力较低,所以能够降低注塑机旳锁模压力,可使用吨位较小旳注塑 机.辅注塑原理简介 • 二、气辅注塑应用范围 • 三、气辅注塑优点 • 四、气辅注塑模具设计注意事项 • 五、气辅注塑设备简介
一、气辅注塑原理简介
• 原理:气体辅助注塑系统,这个先进旳系统和技术,是把惰性气体(一般
用氮气)经由分段压力控制系统直接注射入模腔内旳塑化塑料里,使塑件 内部膨胀而造成中空,但依然保持产品表面旳外形完整无缺。
同老式注射成型工艺相比.应用气体辅助注塑技术,有下列优点:
• 自由设计
– 综合功能较为复杂旳塑胶零件能够整装为单一旳组件. – 能够在同一零件上结合厚壁和薄壁部分. – 使用空心旳"加强筋"部分能够提升其强度.
• 提升零件质量
– 因为减小了微收缩,所以扭曲和变形就降低了. – 消除缩痕. – 因为注射点旳数量降低,所以波纹和熔接线也相应降低.
– 因为注射压力较低,从而降低模式具制造成本.
– 因为注射压力较低使模具旳损耗降低,从而降低了维修成本.
四、气辅注塑模具简介
• 气体辅助注塑模具与一般旳塑胶模在构造上没太多差
别,就只是增长了一种气针,但设计气辅模具旳几种
基本要点需尤其注意
1.首先考虑哪些壁厚处需要注气掏空,然后再决定怎样用气道将它们连接 起来
• 氣輔注塑成型可被認爲是中空吹塑成型旳變型,其過程是先向模具腔中注
入經過準確計量旳占模腔一定百分比旳塑膠熔體,這一過程稱爲“欠料注 塑”,再直接往熔融塑膠中注入一定體積和壓力旳高壓氮氣,氣體在塑膠 熔體旳包圍下沿著阻力最小旳方向擴散前進。由於靠模壁部分旳塑膠溫度 低,表面粘度高,而製作較厚部分中心塑膠熔體旳溫度高,粘度低,所以 氣體轻易對中心塑膠熔體進行穿透和排空,在製件旳厚部形成中空氣道, 而被氣體所排空旳熔融塑膠又被氣體壓力推向模具末端直至充滿模具型腔, 在冷卻階段壓縮氣體對塑膠熔體進行保壓補縮。待製品冷卻凝固後再卸氣, 然後開模頂出。
气辅技术演示文稿2

系统控制:全电脑闭环控制;系统启动停止压力采用界面数码设定,精度等级1Bar; 监测系统:在线电脑检测系统压力、运行时间并数码显示,同时保留压力仪表在线显示;
报警系统:时时检测各缸膜片状态,破裂时智能报警并停机;
操作系统:全中文菜单,液晶显示屏,具备密码保护; 压缩空气产生:德国ROTORCOMP螺杆式压缩; 压缩空气处理:高效蓄能冷冻干燥+进口高效精密过滤器3级串联
(6)空气出口压力 9 Bar;
(7)系统主管路及接头均为全不锈钢材质; 系统加载空压机油温报警保护装置、电机过载报警保护装置、空压机超温报警 保护装置、空压机自动排水及报警装置、冷冻干燥机冷媒温度及报警装置、冷冻干 燥机预先热交换装置、冷冻干燥机自动排水及报警装置等多种保护措施,严密保障
压缩空气品质。
9
(2)低压氮气发生器简介
在气辅工艺生产中,氮气的纯度直接关系到气辅产品的质量,如果氮气纯度过低,含氧 量过高,将会造成产品氧化从而影响其表面质量及其性能,对于贵公司所使用的ABS、 PC/ABS、PC等主要原料,我公司推荐的纯度为99.5%的低压氮气系统是完全可以满足贵公司 生产要求的。
(1)进口分子筛、进口电磁阀;
螺杆式空气压缩※高效处理 自动产生氮气※无需其他设备 隔膜式高压压缩方式 无污染增压※品质保证 分子筛变压吸附氮气分离 全电脑控制※液晶显示
全中文菜单※密码保护
380V; 1000kg;
全自动运行※自动卸荷
水冷却系统1000L/H
内置36L高压氮气储罐
运行噪声: <60dB
系统控制:全电脑闭环控制;系统启动停止压力采用界面数码设定,精度等级1Bar; 监测系统:在线电脑检测系统压力、运行时间并数码显示,同时保留压力仪表在线显示;
氮气辅助中空注塑技术

氮气中空注塑氮气辅助中空注塑是一种比较少用的注塑工艺,已发展几十年了,因为比较少用,偏门,所以很多注塑同行的伙伴对它并不认识,觉得它很新奇,很深奥。
其实这门技术经过几十年的发展,已经很普遍了,像修注塑机电路板一样,20年前,很高新,很深奥,现在,很多人懂了,便属于大街技术了。
笔者2000年时在深圳国营家电厂接触了中空注塑,那时的25寸以上的彩电面壳全是氮气中空注塑出来的。
它的工作原理:洁净气源经气体控制器按气体压力,时间,速率把经过高压压缩的氮气配合注塑机参数条件注入模具型腔内熔融塑料当中,使塑件内部膨胀而造成中空,气体沿着阻力最小方向流向制品的低压和高温区域。
当气体在制品中流动时,它通过置换熔融的塑料而掏空厚壁截面,当填充过程完成以后,由气体继续提供保压压力,解决塑料冷却过程中塑胶收缩的问题,最后得到制品。
氮气辅助中空注塑有那些优点呢:1、减少产品变形,低压注射使内应力降低,使翘曲变形降到最低。
2、减少锁模压力,低的注射压力使合模力降低,可以使用小吨位机台。
3、提高产品精度,低的残余应力同样提高了尺寸公差和产品的稳定性。
4、减少塑胶原料,成品的肉厚部分是中空的,减少塑料最多可达40%。
5、缩短成型周期,与实心制品相对比成型周期缩短。
6、提高设计自由,氮气辅助注塑使结构完整性和设计自由度提高。
7、厚薄一次成型,对一些壁厚差异大的制品通过气辅技术可一次成型。
8、提高模具寿命,降低模腔内压力,使模具损耗减少,提高工作寿命。
9、降低模具成本,减少射入点,气道取代热流道从而使模具成本降低。
10、消除凹陷缩水,沿厚胶位气道增加了刚度,不必考虑缩痕问题。
氮气辅助中空注塑系统由四个部分组成:一.洁净度99.99%的氮气来源部分:1.瓶装液氮气源,这个适合小型,氮气注塑机台少,中空注塑订单少的工厂使用。
瓶装氮气需外购,氮气成本很高,需频繁换气,氮气气源浪费很大,2.氮气制造机组,这设备全自动运作,氮气作为空气中含量最丰富的气体,取之不竭,用之不尽。
气体辅助成型

氣體輔助射出成型技朮氣體輔助射出成型是在射出成型過程中將氮氣射入模穴內,並以氮氣進行保壓,因而使成品掏空減重,防止成品收縮凹陷並降低成型所需壓力,因此又稱為「氮氣中空射出成型」或「低壓中空射出成型」,簡稱氣輔。
氣體輔助成型技朮分內部成型和外部成型內部氣體輔助射出成型主要包含下列步驟:1.將定量塑料注入模具內。
2.氮氣射出:使成品掏空減重,並輔助塑料流動。
3.氮氣保壓:因塑料冷卻收縮,因此氮氣會進行二次滲透(secondary penetration),並防止成品凹陷翹曲。
4.釋放高壓氮氣:將模穴內的氮氣釋放出來。
內部氣體輔助射出成型有哪些優點?1. 對粗厚型成品:a.節省塑料,成品輕量化20~50%。
b.成型週期縮短(冷卻時間縮短)可達20%。
c.減少後加工。
2. 對平板型成品:a.設計多樣化。
b.外觀改良,電鍍效果佳。
c.消除成品厚肋骨的凹陷現象。
d.實現低壓成型、鎖模力降低。
e.成品殘留應力小、降低成品翹曲變形。
f.可用較厚的肋﹐角板等補強件﹐增加成品結構剛性﹐使產品的厚度減少。
g.減少零件數。
應用氣輔成型有無塑料的限制?氣輔成型已成功應用於各種熱塑性塑膠如PP、PE、ABS、PC/ABS、PC、PS、PVC、PPO、PBT、TPU…等塑料,但是熱固性塑膠較不適用,而高含量之填充材塑料則會有表面品質問題要使用氣體輔助射出技術需有下列設備:1.射出成型機2.氣體輔助射出裝置3.氮氣產生機或氮氣瓶4.空氣壓縮機5.必要的成型週邊設備氣體輔助射出成型所牽涉的技術包括模具設計、成品設計、氣針位置的分析設計、氣輔裝置本身的技術、射出成型技術、成型不良的排除、模流分析技術等。
模具設計時需注意﹕氣道盡可能循二或多面交匯處或粗厚處行﹐主氣道以一氣呵成(一氣道)為原則﹔避免閉路式氣道﹔避免氣道相臨太近﹔准確的熔膠射入量非常必要﹔均勻的冷卻非常必要﹔延伸氣道至最后充填處﹐最后充填處應處在非外觀面上﹔當氣道分支時﹐支氣道末端可以階梯式縮小﹐以防氣體加速﹔氣道太小可能引起滲透﹐太大可能引起融合線或氣陷。
气体辅助注塑成型技术简介.
四、气体辅助注塑整系统的原理图:
A、整套系统
氮气 发生 器
低压 贮气缸
电动 高压 增压机
高压 贮气缸
气辅 主控 制器
单相电源 压缩空气 三相电源
模具的工作寿命; 7、降低注塑机的锁模压力,可高达50%; 8、提高注塑机的工作寿命和降低耗电量。
三、气体辅助注塑技术的应用:
基本上所有用于注塑的热塑性塑料及一般的工程材料 (如PS、HIPS、PP、ABS…)都适用于气辅技术。
目前气辅技术广泛应用于各类塑胶产品上,例如:电视 机、电冰箱、空调或音响外壳、汽车塑料产品、家电、日用 品、玩具等。
B、简易系统
氮气 缸瓶
气动 高压 增压机
压缩空气
单相电源
高压 贮气缸
气辅 主控 制器
单相电源
模具 模具
五、气体辅助注塑周期简介:
1、注塑期——以定量塑化塑料充填入模腔内。所需塑料 份量要通过试验找出来,以保证在充氮期间,气体不 会把成品表面冲破及能有一理想的充氮体积。
2、充气期——注塑期中或后,不同时间注入气体,气体 注入的压力必需大于注塑压力,以达至产品成中空状 态。
气体辅助注塑成型技术简介
一、气体辅助注塑原理:
气体辅助注塑原理是把高压氮气经气辅 主控制器(分段压力控制系统)直接注射入 模腔内塑化塑料里,使塑件内部膨胀而造成 真空,但仍然保持产品表面的外形完整无缺, 减小产品表面的收缩、产品变形和翘曲,从 而达到提高产品的质量,降低成本的目的。
二、采用气体辅助注塑技术的优点:
气体_助注塑成型技__介
气体辅助注塑成型技术简介1. 气体辅助注塑成型技术简介气体辅助注塑成型技术是一项新兴的塑料注射成型技术,其原理是利用高压气体在塑件内部产生中空截面,利用气体保压代替塑料注射保压,消除制品缩痕,完成注射成型过程。
气体辅助注塑成型的工艺过程主要包括塑料熔体注射、气体注射、气体保压三个阶段。
根据熔体注射量的不同,又分为短射和满射两种方式,在短射方式中,气体首先推动熔体充满型腔,然后保压;在满射方式中,气体只起保压作用。
气体辅助注塑技术的优点主要有:1)解决制件表面缩痕问题,能够大大提高制件的表面质量。
2)局部加气道增厚可增加制件的强度和尺寸稳定性,并降低制品内应力,减少翘曲变形。
3)节约原材料,最大可达40%~50%。
4)简化制品和模具设计,降低模具加工难度。
5)降低模腔压力,减小锁模力,延长模具寿命。
6)冷却加快,生产周期缩短。
气体辅助注塑成型技术与普通注塑成型工艺相比,有着无可比拟的优势,被誉为注塑成型工艺的一次革命,在家电、汽车、家具、日常用品等几乎所有塑料制件领域得到广泛应用。
在家电领域,电视机壳特别是大屏幕彩电前壳是最早也是最广泛采用气辅注塑成型技术的制品之一。
3.气辅制品和模具设计基本原则(1)设计时先考虑哪些壁厚处需要掏空,哪些表面的缩痕需要消除,再考虑如何连接这些部位成为气道。
(2)大的结构件:全面打薄,局部加厚为气道。
(3)气道应依循主要的料流方向均衡地配置到整个模腔上,同时应避免闭路式气道。
(4)气道的截面形状应接近圆形以使气体流动顺畅;气道的截面大小要合适,气道太小可能引起气体渗透,气道太大则会引起熔接痕或者气穴。
(5)气道应延伸到最后充填区域(一般在非外观面上),但不需延伸到型腔边缘。
(6)主气道应尽量简单,分支气道长度尽量相等,支气道末端可逐步缩小,以阻止气体加速。
(7)气道能直则不弯(弯越少越好),气道转角处应采用较大的圆角半径。
(8)对于多腔模具,每个型腔都需由独立的气嘴供气。
氮气辅助成型技术讲义

氣體輔助射出成型原理(二)
流程3:保壓(第二次氣體穿透)
流程4:開模前洩放高壓氣體
氣輔成型系統示意流程圖
進氣位置 (一) 由射嘴進氣
資料來源: 〝Gas-assisted Injection Molding Design and Processing Guide for GEPLASTICS Resins〞---GE PLASTICS
排氣的時間
氣輔射出成型製品的缺陷
➢滲透(Permeation)或手指紋(Fingering) ➢氣泡(Bubble) ➢吹穿(Blow out) ➢縮水(Sink) ➢凹凸膨脹(Swell) ➢遲滯痕跡(Hesitation line) ➢亮紋(Witness line) ➢起瘡(Burning)
多模穴模具除了注意多穴流動充填平衡之外 ,尚須考慮重力對充填的影響
柱狀產品設計原則
利用溢料井可提高氣輔掏空率,進而控制 掏空率,並克服成品陰陽痕的產生
開始氣輔前之融膠充填圖
氣體穿透分佈圖
柱狀產品設計原則
氣針可置於模穴外部的一個小模穴內,經過一小澆口進 入主模穴,如此可避免氣針在成品表面留下太大的痕跡
何謂氣體輔助射出成形:
就是在射出成形加工的融熔樹脂射出後或 是在射出中,將惰性氣體(氮氣)注入樹脂 內,利用該高壓氣體壓力,將射出品的收 縮或翹曲問題降至最低的成形方法
可應用氣輔射出成型項目與產業別
➢ 汽機車- 保險桿, 後視鏡,儀錶板,內飾件等 ➢ 家電產品- 電視機,投影機,冷氣機,洗衣機,電子琴,音響 ➢ 3C電子產品- NB,PDA,LCD TV,DVD,手機,印表機,滑鼠 ➢ 家俱業- 桌子,椅子,棧板 ➢ 百貨業- 置物箱,把手等
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
進氣位置 (三) 由模穴進氣
• 可多點進氣 • 各氣道可分開獨 立 控制 • 氣道設計可變性 大 • 產品表面留氣嘴 孔
資料來源:〝Gas-assisted Injection Molding Design and Processing Guide for GEPLASTICS Resins〞---GE PLASTICS
氣體在厚的 把手處穿透
氣體滲透至薄壁處
原始設計澆口和進氣點位置之氣體滲透狀況
氣體大致都停留在 薄壁處 塑料澆口
進氣點
原始設計澆口和新的進氣點位置之氣體滲透狀況
氣體大致 穿透在肉厚處
塑料澆口
進氣點
新的澆口和新的進氣點位置之氣體穿透狀況
無溢料井vs.有溢料井
滿射無溢料井
塑料澆口
滿射有溢料井
進氣點
低壓處
氣 道
塑料和氣體入口
開始氣輔前之融膠波前壓力分佈 (氣道直徑=0.2“)
氣體滲透到薄壁
氣體穿透至薄壁,氣道直徑為0.2“ (2:1 比例)
低壓力處
從澆口引出之箭頭方向 顯示塑流之跑道效應 開始氣輔前之融膠波前壓力分佈 (氣道直徑=0.6“)
氣體滲透到薄壁更嚴重
氣體穿透至薄壁的情形更嚴重,氣道直徑為0.6“ (6:1 比例)
可接受的氣體穿透狀況
氣體穿透至薄壁的情形明顯改善,氣道直徑為0.4“ (4:1 比例)
氣體有更直接的 通路 往低壓處穿透
已無氣體穿透薄璧現象,使用氣道直徑為0.4“和新的氣道配置
氣輔CAE模流分析-案例研究二
0.18" 一般肉厚
塑料澆口 0.5" 肉厚處 可能的 進膠點 進氣點 可能的進氣點
氣輔成型汽車門把
進氣點和澆口需距離20mm以 上,以避免氣體回滲主流道 ,或用小澆口防止回滲
板狀產品設計原則
避免主氣道分叉,避免閉路式氣道
板狀產品設計原則
當氣道分叉時,氣道末端可成階梯式縮小, 以阻止氣道加速
氣輔CAE模流分析-融膠波前流動圖
氣輔CAE模流分析-氣輔流動分布圖
氣輔CAE模流分析-案例研究一
多模穴模具除了注意多穴流動充填平衡之外 ,尚頇考慮重力對充填的影響
柱狀產品設計原則
利用溢料井可提高氣輔掏空率,進而控制 掏空率,並克服成品陰陽痕的產生
開始氣輔前之融膠充填圖
氣體穿透分佈圖
柱狀產品設計原則
氣針可置於模穴外部的一個小模穴內,經過一小澆口進 入主模穴,如此可避免氣針在成品表面留下太大的痕跡
進氣位置 (二) 由流(澆)道系統進氣
• 可減少水口料 • 氣道頇和流道/澆口 連接 • 不適用於熱澆道 • 仍頇切斷式噴嘴,防 止氣體逆流
資料來源:〝Gas-assisted Injection Molding Design and Processing Guide for GE-PLASTICS Resins〞---GE PLASTICS
板狀產品設計原則
氣針位置頇配置在塑料澆口 附近,使氣體順箸塑流方向 推動熔融塑料往成品的末端 充填
(a)
(b)
(c)
板狀產品設計原則
氣道配置未指向波前充填末端,易造成 氣體滲透到薄壁
板狀產品設計原則
塑料澆口和進氣點位置頇適當安排,使氣體一次穿透 和二次穿透皆可到達每一條氣道末端
板狀產品設計原則
Pressure
氣 輔 成 型
Pressure
傳 統 成 型
Pressure
Pressure
氣體輔助射出成型原理(一)
流程1: 開始射入原料(短射)
流程2: 氣輔開始(第一次氣體穿透)
氣體輔助射出成型原理(二)
流程3:保壓(第二次氣體穿透)
流程4:開模前洩放高壓氣體
氣輔成型系統示意流程圖
VITEK氮氣產生機的設計理念
每次只更改一個條件 氣體與塑料的流動同方向 採用最小的保壓壓力 採用最短的保壓時間 採用最少的塑料注射量 隨時檢查成品中空的長度及截面積
氣輔控制在射出成型的應用
Gas-Assistant Control in the Application
of Injection Mold Process
報 告 人:林 進 生
Jason Lin
資 料 來 源:富 益 成 科 技 有 限 公 司
( V i t e k T e c h. , L T D , B. C. C A N A D A )
氣體穿透位置
控制閥較遲 打開溢料井
氣體穿透位置
有溢料井與無溢料井設計之氣體穿透狀況比較
氣輔成型條件建議設定值
短射量70~80%氣輔觸發 螺桿距射出末端約2 cm 延遲時間=1.0 秒 1st保壓壓力=105 bar 1st增壓斜率=200 bar/sec 1st保壓時間=5 秒 2nd保壓壓力=150 bar 2nd增壓斜率=200 bar/sec 2nd保壓時間=10 秒 3rd保壓壓力=0 bar 3rd增壓斜率=40 bar/sec 3rd保壓時間=15 秒 儘量採用緩降壓排氣及增加 排氣的時間
塑膠,海國樂器
3C電子產品- 精泉塑膠,迎廣科技,仕欽科技,協益電子,高 塑開發科技,竹永成精密 試模廠- 緒茂塑膠 百貨業- 華博科技
氣輔射出成型的優點
提高產品品質 增加產品強度 縮短產品製程
節省生產成本
Pressure Flow Length Pressure
傳統成型與氣輔成型射壓比較圖
何謂氣體輔助射出成形:
就是在射出成形加工的融熔樹脂射出後或 是在射出中,將惰性氣體(氮氣)注入樹脂 內,利用該高壓氣體壓力,將射出品的收 縮或翹曲問題降至最低的成形方法
可應用氣輔射出成型項目與產業別
汽機車- 保險桿, 後視鏡,儀錶板,內飾件等 家電產品- 電視機,投影機,冷氣機,洗衣機,電子琴,音響
最先進壓力擺盪式(PSA)製氮法
採用高效能吸附劑(CMS),吸附能力永不衰減
隨機配置數位式氧氣偵測儀 採用運作穩定,操作簡易的PLC控制架構 可靠且簡易的操作程序 對吸入空氣僅需簡易的前處理 節能設計,低耗電量 低保養成本,維護度高
壓力擺盪式(PSA)與薄膜式氮氣機比較表
機型 優 缺 點 氮氣純度(%) 空壓機型式及壓力 可達99.99%以上 一般油潤滑常壓6~7barg 空壓機即可 正常保養與使用情況下,可無限期使 用(壹年僅需更換兩支前置過濾器) 一般在99%下為3:1 最高99.9% 有油或無油式高壓10~13barg空壓機 使用16~18個月後性能下降30%,24個 月後即頇更換分子篩,而更換分子篩 的費用約為機台售價的1/3~1/2 99%下為4.5:1 由於頇使水分子蒸發為最小直徑,所 以必頇要求至少在50℃以上 高 困難 普通 PSA氮氣生成 薄膜氮氣生成
3C電子產品- NB,PDA,LCD TV,DVD,手機,印表機,滑鼠
家俱業- 桌子,椅子,棧板 百貨業- 置物箱,把手等
採用VITEK氣輔設備廠商實績
汽機車- 亨福實業
家電產品- 松下電器,成發塑膠,川慶塑膠,勝檳興業,大城 仁和興業,韋翔塑膠,東桂塑膠,良盈實業,嘉晉塑膠,恆嘉
氣輔射出成型製品的缺陷
滲透(Permeation)或手指紋(Fingering) 氣泡(Bubble) 吹穿(Blow out) 縮水(Sink) 凹击膨脹(Swell) 遲滯痕跡(Hesitation line) 亮紋(Witness line) 起瘡(Burning)
氣輔成型調機黃金守則
氣道設計注意要點一
氣道設計注意要點二
氣道設計最佳起始比例(2~4倍)
柱狀產品設計原則
塑料儘量從一端進膠,進氣點位 置接近澆口,可調整進氣點位置 ,使氣體穿透均勻
柱狀產品設計原則
澆口和進氣口可位於 產品中間,但頇注意 加工精密,維持兩邊 平衡充填
柱狀產品設計原則
氣道轉角處採用大圓角
柱狀產品設計原則
可控制兩台注塑機 可儲存1000組成型條件 觸控式多彩顯示液晶螢幕 中文Windows人機介面
快拆式迴路模組設計
斜坡式緩增壓緩降壓 精密型全閉迴路控制器 具備線上清除氣針功能 即時壓力曲線及數值顯示
具備關機狀態記憶
氣輔成型控制器比較一覽表
機械製造商 軟體系統環境 成型控制類別 氣體迴路控制閥 控制迴路 易受高壓氮氣源壓力變動的影響 控制邏輯 緩增壓或緩降壓 提供與射出機電阻尺連線 快拆式迴路模組的設計 迴路模組擴充的功能 清除氣針功能 人機介面操作性 成品良率 穩定性 即時成型壓力/時間曲線顯示 Battenfeld (德國) 英文介面 壓力控制 快速電磁閥 半閉型 是 無 無 無 有 有 無 困難 差 差 無 Gas Injecition (英國) 英文介面 壓力控制 快速電磁閥 半閉型 是 無 無 有 無 無 無 困難 差 差 無 Bauer (德國) 英文介面 壓力控制 比例閥 全閉型 不一定 固定型PID 有 無 無 無 有 普通 普通 普通 有 Vitek (加拿大) 中文介面 壓力控制 伺服閥 全閉型 否 人工智慧 自調型PID 有 有 有 有 有 容易 高 高 有
VITEK(富益成)氣輔成型控制器規格
型號
Model NO
輸出控制壓力 氣輔控制迴路
Output Control Pressure (bar/psi)
7/100~350/5000 7/100~350/5000 7/100~350/5000
Gas Control Circuit
GCU-1 GCU-2 GCU-3
吸附劑壽命
空氣/氮氣置換比例 壓縮空氣進口溫度要求 空壓機平均耗電量 保養方式 氮氣純度及品質
35℃ 低 容易 較好且穩定
潛在性污染
因機台內部有完善的前處理設備,所 以無此疑慮,故入口端之前不需再加 裝冷凍乾燥機