推荐-焊条烘烤记录 精品
焊条烘烤、发放记录
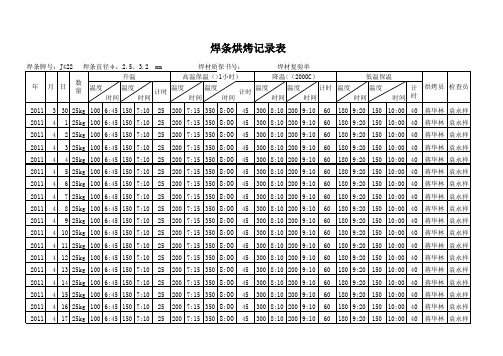
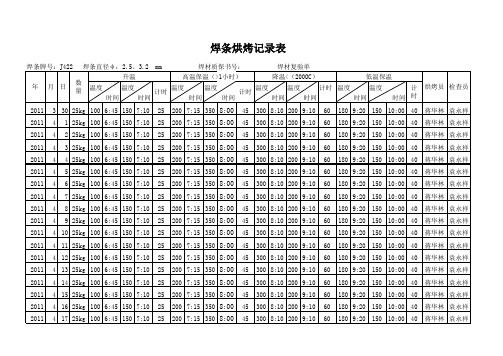
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊条烘干记录表
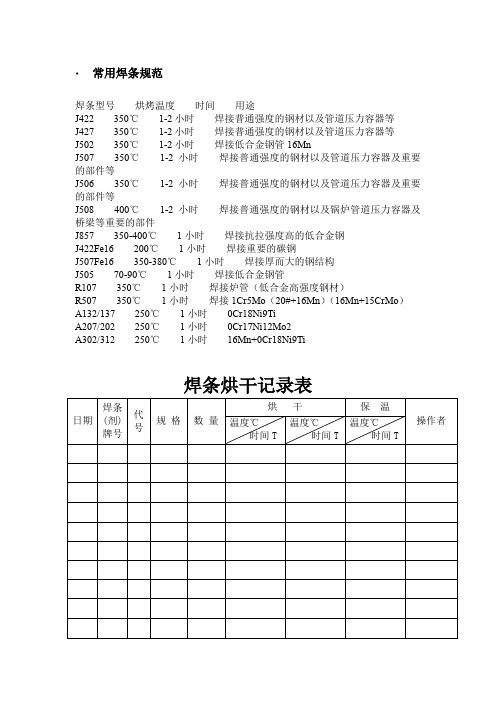
•常用焊条规范
焊条型号烘烤温度时间用途
J422 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J427 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J502 350℃1-2小时焊接低合金钢管16Mn
J507 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J506 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J508 400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件
J857 350-400℃1小时焊接抗拉强度高的低合金钢
J422Fe16 200℃1小时焊接重要的碳钢
J507Fe16 350-380℃1小时焊接厚而大的钢结构
J505 70-90℃1小时焊接低合金钢管
R107 350℃1小时焊接炉管(低合金高强度钢材)
R507 350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)
A132/137 250℃1小时0Cr18Ni9Ti
A207/202 250℃1小时0Cr17Ni12Mo2
A302/312 250℃1小时16Mn+0Cr18Ni9Ti
焊条烘干记录表。
焊条烘焙记录表

工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 焊条规格 烘干数量 (mm) (kg) F4.0 F4.0 F4.0 F4.0 F5.0 50 50 60 50 60 箱批号 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 烘干温度 烘干时间 (℃) (h) 350 350 350 350 350 1 1 1 1 1 烘干日期 2004.1.9 2004.1.9 2004.1.9 2004.1.10 2004.1.10 操作人 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵
ቤተ መጻሕፍቲ ባይዱ
焊剂烘焙记录表
工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 6 7 8 焊剂规格 烘干数量 (kg) 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 25 25 25 25 25 25 25 25 批号 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 烘干温度 烘干时间 (℃) (h) 250 250 250 250 250 250 250 250 2 1 1 1 1 1 1 1 烘干日期 2004.1.7 2004.1.8 2004.1.9 2004.1.9 2004.1.9 2004.1.9 2004.1.10 2004.1.10 操作人 (签字) 代芳 代芳 代芳 代芳 代芳 代芳 代芳 代芳
瓷环烘焙记录表
工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 6 7 8 9 10 11 瓷环规格 烘干数量 (mm) F19 F19 F19 F19 F19 F19 F19 F19 F19 F19 F19 (个) 200 200 300 200 200 300 200 350 200 200 200 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 箱批号 烘干温度 烘干时间 (℃) 150 150 150 150 150 150 150 150 150 150 150 (min) 90 90 90 90 90 90 90 90 90 90 90 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.14 2004.1.14 2004.1.14 2004.1.14 2004.1.14 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 烘干日期 操作人
焊条烘烤、发放记录
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
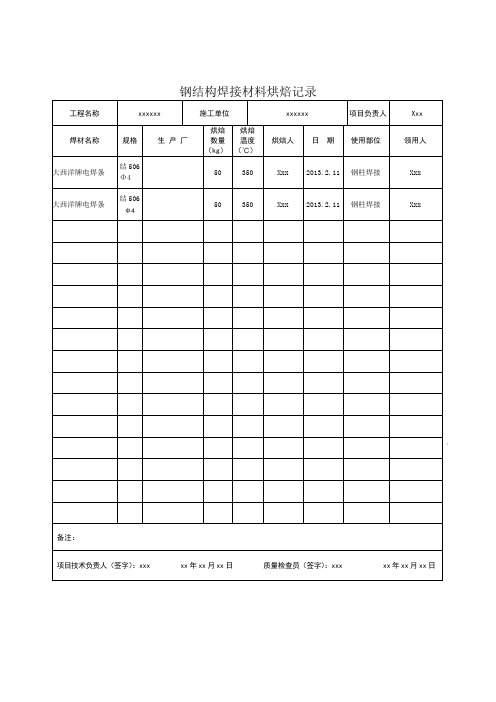
钢结构焊接材料烘焙记录
SG—T060填写说明
一、本记录为钢结构(钢构件焊接)分项工程检验批质量验收记录的支撑用表。
二、生产厂应写全名,领用人即焊接的实际操作人员,“使用部位”由领用人填写。
三、烘焙温度和时间应根据焊接工艺文件及焊接材料产品说明书的规定选取。
钢结构焊接材料烘焙记录
工程名称
xxxxxx
施工单位
xxxxxx
项目负责人பைடு நூலகம்
Xxx
焊材名称
规格
生产厂
烘焙
数量
(kg)
烘焙
温度
(℃)
烘焙人
日期
使用部位
领用人
大西洋牌电焊条
结506
50
350
Xxx
2013.2.11
钢柱焊接
Xxx
Φ4
大西洋牌电焊条
结506
50
350
Xxx
2013.2.11
钢柱焊接
Xxx
Φ4
备注:
四、焊条、焊剂、药芯焊丝、熔嘴等使用前应进行烘焙。
五、项目技术负责人和质量检验员确认签字。
六、本记录填写一份,施工单位保存。
焊接材料烘焙记录

工程名称
焊材牌号
规格(mr) i
焊材厂家
钢材材质
烘焙力法
烘焙日期
序
号
施焊部位
烘焙数量
(kg)
烘焙要求
保温要求备注烘干源自度(C)烘干时间(h)
实际烘焙
降至恒温(C)
保温时间(h)
烘焙日 期
从时分
至时分
,兑明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸 性焊条不宜超过4小时。烘干温度250? 300 ° Co
施工单位
项目(专业)技术负责人
专业质检员记录人
焊接材料烘焙记录

编 号
烘 焙 日 期从 时 分至 时 分
焊 接 材 料 烘 焙 记 录
T0617
工程名称焊材牌号钢材材质
序 号
说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2、焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4小时。
烘干温度250~300℃。
施工单位记录结论
监理(建设)单位意见
施 焊 部 位
焊材厂家烘焙日期
烘焙要求
烘干 温度 (℃)
烘干
时间 (h)实际烘焙专业工长(施工员)项目专业质检员:
烘焙 数量 (kg)
记录人
专业技术负责人:
年 月 日
专业监理工程师:
保温要求降至 恒温 (℃)
保温 时间 (h)
备 注
规格 (mm)烘 焙 方 法
(建设单位专业技术负责人):年 月 日。
焊材烘焙记录单范文

焊材烘焙记录单范文日期:____________序号焊材编号焊条规格制造商焊材种类重量(kg) 烘焙时间(小时) 烘焙温度(℃) 烘焙前焊材温度(℃) 焊材含水率(%)操作员签名记录说明:1.焊材编号:在每次烘焙前,根据实际焊材编号进行记录,确保焊材管理的准确性。
2.焊条规格:填写焊条的具体规格型号,例如:E60133.制造商:填写焊材的制造商信息,确保选择的焊材质量可靠。
4.焊材种类:填写焊材的具体种类,例如:焊丝、焊条等。
5. 重量(kg):填写每次进行烘焙的焊材重量,确保烘焙的焊材量符合要求。
6.烘焙时间(小时):记录每次烘焙的具体时间,确保每次烘焙时间达到要求。
7.烘焙温度(℃):填写每次烘焙的具体温度,确保烘焙温度符合焊材要求。
8.烘焙前焊材温度(℃):填写每次烘焙前焊材的温度,确保焊材处于合适的状态。
9.焊材含水率(%):填写焊材的含水率,确保焊材质量符合要求。
10.操作员:填写进行烘焙操作的操作员姓名,确保责任的明确性。
操作步骤:1.将待烘焙的焊材放入烘焙炉中并关闭烘焙炉门。
2.设定烘焙温度和时间,并启动烘焙炉。
3.等待烘焙结束后,打开烘焙炉门,将烘焙后的焊材取出,并记录焊材的重量、烘焙时间、温度、含水率等相关信息。
4.检查焊材的外观和状态,确保烘焙质量达到要求。
5.将记录填写在烘焙记录单上,并由操作员签字确认。
6.根据烘焙记录单的信息,及时进行焊材的使用和管理,确保焊接质量的稳定性。
注意事项:1.烘焙温度和时间应根据焊材的种类和要求进行调整,确保烘焙质量的稳定性。
2.烘焙后的焊材应储存在干燥、通风良好的环境中,防止焊材受潮和氧化。
3.焊材的烘焙频率和时间间隔应根据实际情况进行合理调整,确保焊材贮存周期内始终处于良好的烘焙状态。
4.烘焙炉的使用和维护应严格按照操作规程进行,确保烘焙炉的正常运行和使用安全。
以上是焊材烘焙记录单的内容,通过详细记录每次烘焙的相关信息,并进行签字确认,可以有效地控制焊材的烘焙质量与焊接质量,确保焊接工艺的可靠性和稳定性。
焊条烘干记录

4
2011年8月21日
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年8月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年8月22日
J422
Ф4.0
20
400
2
200303017
张伟星
7
2011年8月23日
J422
Ф3.2
20
400
2
200303017
张伟星
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年9月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年9月22日
J422
Ф4.0
10
400
2
200303017
张伟星
7
2011年9月23日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月23日
J422
20
400
2
200303017
张伟星
7
2011年9月7日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月7日
J422
Ф4.0
10
400
2
200303017
张伟星
9
焊接材料烘焙记录(2)
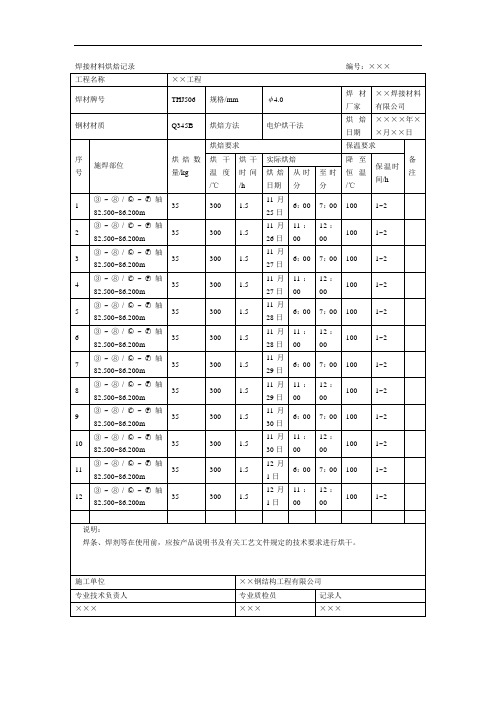
编号:×××
工程名称
××工程
焊材牌号
THJ506
规格/mm
φ4.0
焊材厂家
××焊接材料有限公司
钢材材质
Q345B
烘焙方法
电炉烘干法
烘焙日期
××××年××月××日
序号
施焊部位
烘焙数量/kg
烘焙要求
保温要求
备注
烘干温度/℃
烘干时间/h
实际烘焙
降至恒温/℃
保温时间/h
烘焙日期
从时分
至时分
1
11:00
12:00
100
1~2
说明:
焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
施工单位
××钢结构工程有限公司
专业技术负责人
专业质检员
记录人
×××
×××
×××
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月25日
6:00
7:00
100
1~2
2
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月26日
11:00
12:00
100
1~2
3
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月27日
6:00
7:00
100
7:00
100
1~2
10
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月30日
11:00
12:00
焊条烘烤记录
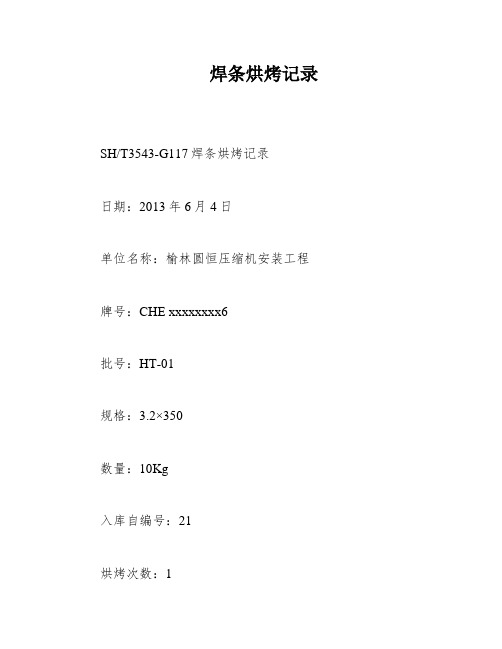
焊条烘烤记录SH/T3543-G117焊条烘烤记录日期:2013年6月4日单位名称:榆林圆恒压缩机安装工程牌号:CHE xxxxxxxx6批号:HT-01规格:3.2×350数量:10Kg入库自编号:21烘烤次数:1开始时间:6月23日23时15分结束时间:6月24日5时20分烘箱温度恒定在180℃烘烤负责人:XXX责任工程师:(空缺)烘箱送电恒温记录如下:温度(℃):15 16 14 12 10 14 13 12 10温度(℃):300 290 300 300 280 300 280 290 300该记录表明,CHE xxxxxxxx6焊条在2013年6月23日至24日进行了一次烘烤,烘烤时间为6小时5分,温度恒定在180℃。
烘烤负责人为XXX。
记录编号:CHE xxxxxxxx6批号:无入库日期:无编号:无规格:无数量:无温度记录:时间(小时)。
5.5.5.5.5.5.5.5.5时间(分钟)。
0.5.10.15.20.25.30.35.40温度(℃)。
180 180 180 180 180 180 180 180 180烘烤记录:烘烤次数:1烘烤负责人:XXX焊条型号:HT-01焊条规格:3.2×350烘烤温度:300℃烘烤时间:2小时10分钟开始时间:2013年6月13日23时15分结束时间:2013年6月14日1时25分责任工程师:无以上是榆林圆恒压缩机安装工程的焊条烘烤记录,符合SH/T3543—G117的标准要求。
SH/T3543—G117焊条烘烤记录单位名称:榆林圆恒压缩机安装工程牌号:CHE xxxxxxxx6批号:入库自编号规格:3.2×350mm数量:10Kg烘箱送电恒温,温度为180℃,烤1次,时间为1小时。
负责人:XXX日期:2013年11月11日开始时间:23时15分结束时间:5时20分移入保温箱后,再进行1次烘烤,温度为180℃,时间为2小时。
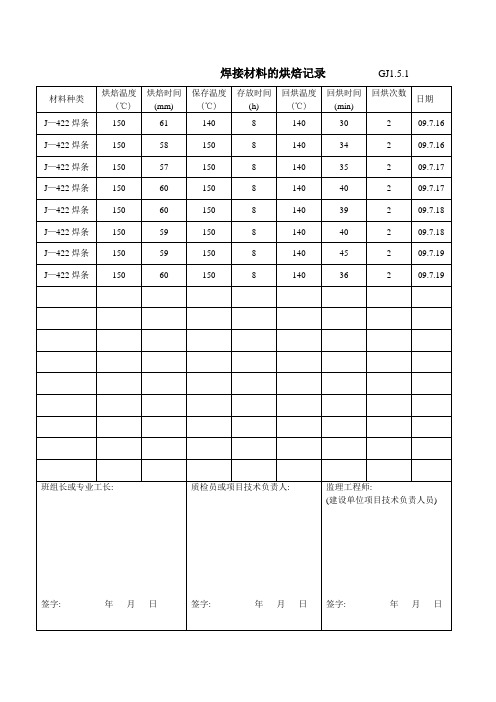
焊接材料的烘焙记录GJ1.5.1
09.7.17
J—422焊条
150
60
150
8
140
40
2
09.7.17
J—422焊条
150
60
150
8
140
39
2
09.7.18
J—422焊条
150
59
150
8
140
40
2
09.7.18
J—422焊条
150
59
150
8
140
45
2
09.7.19
J—422焊条
150
60
150
8
140
36
2
09.7.19
焊接材料的烘焙记录GJ1.5.1
材料种类
烘焙温度
(℃)
烘焙时间
(mm)
保存温度
(℃)
存放时间
(h)
回烘温度
(℃)
回烘时间
(min)
回烘次数
日期
J—422焊条
1பைடு நூலகம்0
61
140
8
140
30
2
09.7.16
J—422焊条
150
58
150
8
140
34
2
09.7.16
J—422焊条
150
57
150
8
140
35
埋弧焊剂
150
58
150
8
140
34
2
09.7.16
埋弧焊剂
150
57
150
8
140
35
2
09.7.17
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
21
0
13
280
23
12
5
0
6
20
180
1
武建勋
6
11
CHE 427
095686
HT-01
3.2×350
10
21
0
12
290
23
14
5
0
6
20
180
1
武建勋
6
12
CHE 427
095686
HT-01
3.2×350
10
21
0
10
300
23
13
5
0
6
20
180
1
武建勋
责任工程师
日期:20XX年6月13日
SH/T3543—G117
焊条烘烤记录
单位名称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自编号
规格mm
数量
Kg
烘箱送电
恒温
移入保温箱
烘
烤
次
数
烘烤
负责人
月
日
时间
温度
℃
温度
℃
开始时间
结束时间
时间
温度
℃
时
分
时
分
时
分
时
分
5
25
CHE 427
095686
HT-01
3.2×350
10
21
0
15
300
23
15
5
SH/T3543—G117
焊条烘烤记录
单位名称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自编号
规格mm
数量
Kg
烘箱送电
恒温
移入保温箱
烘
烤
次
数
烘烤
负责人
月
日
时间
温度
℃
温度
℃
开始时间
结束时间
时间
温度
℃
时
分
时
分
时
分
时
分
11
11
CHE 427
095686
HT-01
3.2×350
10
21
0
15
300
23
15
0
6
20
180
1
王一斌
6
13
CHE 427
095686
HT-01
3.2×350
10
21
0
16
290
23
10
5
0
6
20
180
1
王一斌
6
14
CHE 427
095686
HT-01
3.2×350
10
21
0
14
300
23
12
5
0
6
20
180
1
王一斌
6
15
CHE 427
095686
HT-01
3.2×350
10
21
0
6
20
180
1
武建勋
5
26
CHE 427
095686
HT-01
3.2×350
10
21
0
16
290
23
10
5
0
6
20
180
1
武建勋
5
27
CHE 427
095686
HT-01
3.2×350
10
21
0
14
300
23
12
5
0
6
20
180
1
武建勋
5
28
CHE 427
095686
HT-01
3.2×350
10
21
3.2×350
10
21
0
13
280
23
12
5
0
6
20
180
1
王一斌
6
19
CHE 427
095686
HT-01
3.2×350
10
21
0
12
290
23
14
5
0
6
20
180
1
王一斌
6
20
CHE 427
095686
HT-01
3.2×350
10
21
0
10
300
23
13
5
0
6
20
180
1
王一斌
责任工程师
日期:20XX年6月21日
3.2×350
10
21
0
13
280
23
12
5
0
6
20
180
1
武建勋
6
2
CHE 427
095686
HT-01
3.2×350
10
21
0
12
290
23
14
5
0
6
20
180
1
武建勋
6
3
CHE 427
095686
HT-01
3.2×350
10
21
0
10
300
23
13
5
0
6
20
180
1
武建勋
责任工程师
日期:20XX年6月4日
6
20
180
1
武建勋
6
5
CHE 427
095686
HT-01
3.2×350
10
21
0
16
290
23
10
5
0
6
20
180
1
武建勋
6
6
CHE 427
095686
HT-01
3.2×350
10
21
0
14
300
23
12
5
0
6
20
180
1
武建勋
6
7
CHE 427
095686
HT-01
3.2×350
10
21
0
12
李剑
日期:20XX年11月19日
SH/T3543—G117
焊条烘烤记录
单位名称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自编号
规格mm
数量
5
0
6
20
180
1
王一斌
11
12
CHE 427
095686
HT-01
3.2×350
10
21
0
16
290
23
10
5
0
6
20
180
2
王一斌
11
13
CHE 427
095686
HT-01
3.2×350
10
21
0
14
300
23
12
5
0
6
20
180
1
王一斌
11
14
CHE 427
095686
HT-01
3.2×350
10
21
0
12
300
23
105Leabharlann 0620180
1
王一斌
11
15
CHE 427
095686
HT-01
3.2×350
10
21
0
10
280
23
15
5
0
6
20
180
1
王一斌
11
16
CHE 427
095686
HT-01
3.2×350
10
21
0
14
300
23
12
5
0
6
20
180
1
王一斌
11
17
CHE 427
095686
SH/T3543—G117
焊条烘烤记录
单位名称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自编号
规格mm
数量
Kg
烘箱送电
恒温
移入保温箱
烘
烤
次
数
烘烤
负责人
月
日
时间
温度
℃
温度
℃
开始时间
结束时间
时间
温度
℃
时
分
时
分
时
分
时
分
6
4
CHE 427
095686
HT-01
3.2×350
10
21
0
15
300
23
15
5
0
0
12
300
23
10
5
0
6
20
180
1
武建勋
5
29
CHE 427
095686
HT-01
3.2×350
10
21
0
10
280
23
15
5
0
6
20