MSA计数型风险分析法
计数型msa的实施步骤

计数型MSA的实施步骤概述计数型MSA(Measurement System Analysis)是一种用于评估和验证测量系统稳定性和准确性的方法。
它通常用于生产制造和质量控制过程中,以确保测量结果的可靠性和一致性。
本文档将介绍计数型MSA的实施步骤,并提供相关的指导。
步骤一:确定测量指标1.确定所需测量的关键参数或特征。
2.定义测量指标,例如数量、长度、宽度等。
步骤二:选择合适的样本量和采样方法1.根据实际需求,选择合适的样本容量。
样本容量应充分反映整个生产过程的变异情况。
2.根据测量目的和可行性,选择合适的采样方法,例如随机采样、时间间隔采样等。
步骤三:准备测量设备和环境1.确保测量设备符合精度和准确性要求,并进行校准。
2.创建适当的测量环境,例如控制温度、湿度和光照等。
步骤四:进行测量和数据收集1.进行测量操作,并记录每次测量结果。
2.建立数据收集系统,例如使用电子表格或专业软件进行数据记录和分析。
步骤五:计算测量系统的误差1.使用统计方法(例如均值、方差、极差等)计算每个测量值的误差。
2.分析数据,确定测量系统的稳定性和准确性。
步骤六:评估测量系统的能力1.进行测量系统的能力分析,例如计算重复性和再现性。
2.根据测量系统的能力评估结果,确定是否需要改进或调整测量系统。
步骤七:制定改进措施1.根据测量系统的能力评估结果,确定改进的方向和目标。
2.制定改进措施,并进行实施和监控。
步骤八:持续监控和维护测量系统1.建立定期监控和维护计划,以确保测量系统的稳定性和准确性。
2.定期对测量系统进行校准和验证。
结论计数型MSA是一种有效的方法,可以评估和验证测量系统的稳定性和准确性。
通过按照上述步骤实施计数型MSA,可以提高测量结果的可靠性和一致性,从而对生产制造过程的质量控制做出有效的贡献。
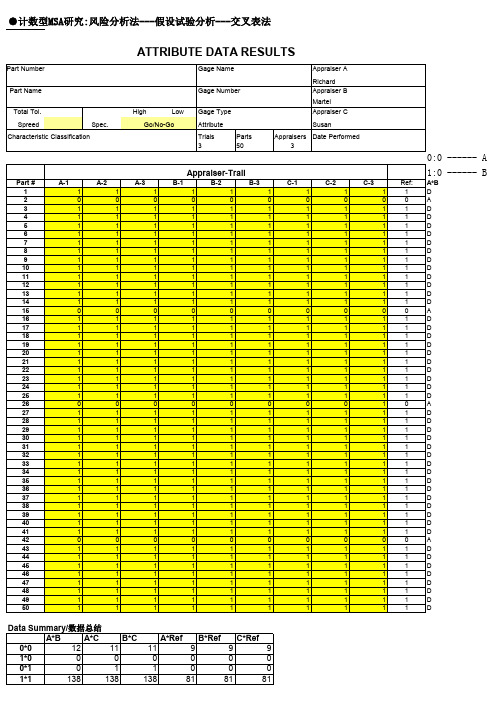
计数型MSA风险分析法之交叉表法
D
D D D D D D D
C Total
0.00 Count Expected Count
1.00 Count Expected Count Count Expected Count
REF
0.00
1.00
9
0
0.9 8.1
0
81
8.1 72.9
9
81
9.0 81.0
A-1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1
A-2 1 0 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1
9
81
90
9.0 81.0 90.0
REF
0.00
1.00 Total Po:
9
0
9
0.9 8.1 9.0 Pe:
0
81
81
8.1 72.9 81.0
9
81
90
9.0 81.0 90.0
1.00 0.82
1.00 0.82
C*REF Crosstabulation
A*Ref
D A
D
D
D
D D D D D D D
1:0 ------ B
Ref: A*B
1
D
0
A
1
D
1
D
1
D
计数型MSA(minitab)

80
60
百分比
40
20
0
1
2
检验员
95.0% 置信区间 百分比
点击此图标,显示“对话栏”
两名检验员的重 复性!比较
整体的重复性
分析结果主要看Kappa值,只有Kappa>0.7,测量系统才 可信赖。 本例中Kappa值小于0.7,说明测量系统不可以信赖。即测 量系统当前状态下不可以信赖
C1栏数据输入方法:
第二步:进行MSA分析
选择“统计”下的“质量工具”中的“属性一致性分析”
在“属性”中输入检验员的测量结果,“样本”中输入次数,在“检验 员”中输入检验人员,在已知标准中输入“真实测量标准值”
第三步:分析结果
评估一致性
检验员与标准
择统计下的质量工具中的属性一致性分析在属性中输入检验员的测量结果样本中输入次数在检验员中输入检验人员在已知标准中输入真实测量标准值第三步
第一步:分别取10个样本,由2名检验员进行检验,ok或者yes。输入数据
此栏数 据如何 输入?
此栏输入10个 样本的真实结果
10个内胆,每个检验员分别测量2次, 应该一共测量40次!
计数型MSA分析报告
XX 公司计数型MSA 分析报告日 期:实 施 人: 评 价 人:系统名称: 所属工序: 分析结论: 合格 不合格 审 核:批 准:胡梅青、彭春玲、罗玉容 2017年07月19日 张志超印制板外观检验 中间检验计数型MSA分析报告目录有效性 (4)合格品误判率 (4)不合格品错发率 (5)印制板外观检验(中间检验) MSA分析报告一、计数型MSA评测说明所谓计数型MSA就是指计数型测量系统分析,就是让检验员评测覆铜板或印制板的某一项缺陷,并判定检验员评测结果与标准值不一致的严重度是否可接收的一种分析方法。
在计数型测量系统分析中,主要评估:有效性(检验员对样品三次评测结果均与基准值一致的总次数,占样品总数量的比率)、合格品误判率(检验员对基准值为合格的样品,评测为不合格的次数,占基准值为合格样品被评测总次数的比率)、不合格品错发率(检验员对基准值为不合格的样品,评测为合格的次数,占基准值为不合格样品被评测总次数的比率)是否均满足接收要求。
二、试验方案2.1 准备50块印制板,对于这50块印制板,外观合格样品 32 块,外观不合格样品18 块,对每一块样品随机编号,便于对应编号记录检验员每次对样品的评测结果,在让检验员对样品进行检验评测时,不允许检验员知道各个样品的编号。
2.2 2017 年 07 月,选择中间检验工序3位从事外观检验工作的检验人员,在其都不知晓每个试样判定结果前提下,分别让这3位检验人员在不同时间段对每块样品进行3次评测,并将每位检验人员评测结果及样品定义结果分别对应记录,不合格用“0”标记,合格用“1”标记。
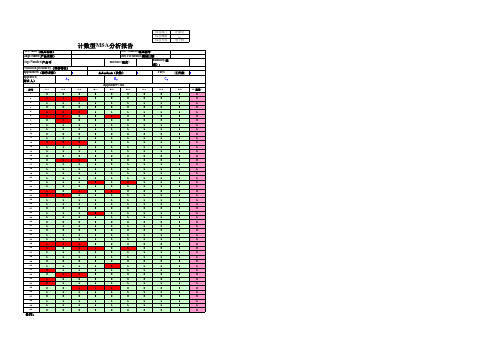
三、数据收集表1 计数型测量系统数据收集记录表注:表1中“0”表示不合格,“1”表示合格。
四、测量系统分析结果判定标准4.1 3位评测者Kappa≥0.75,表明测量系统一致性好,否则表示一致性差。
4.2 计数型测量系统有效性、合格品误判率、不合格品错发率结果判定标准如下表2所示。
计数型MSA有效性分析(大样法)

Judgment modes/ 1 判断方式 0 Appraiser-Trail/作业员及其试验结果 B-1 B-2 B-3 1 1 1 1 1 0 1 1 1 0 0 0 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 0 0
Count Expected Count Count Expected Count Count Expected Count
பைடு நூலகம்
Count Expected Count Count Expected Count Count Expected Count
Po: Pe:
Count Expected Count Count Expected Count Count Expected Count A*B 0.840 Good
A-1 1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
A-2 1 1 1 0 1 0 0 0 0 0 0 1 1 1 0 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
计数型测量系统的msa方法

计数型测量系统的msa方法嘿,咱今儿来聊聊计数型测量系统的 MSA 方法。
这玩意儿啊,就像是一把神奇的尺子,能帮咱衡量好多东西呢!你想啊,咱在工作中、生活里,是不是经常得判断这个行还是不行,合格还是不合格呀?这计数型测量系统就派上大用场啦!它能让咱更准确、更靠谱地做出这些判断。
那 MSA 方法呢,就是让这把尺子更精准的法宝。
它就好像是给尺子做了一次全面的体检和校准。
通过一系列的操作和分析,咱能知道这尺子准不准,误差有多大。
比如说,咱用这计数型测量系统去检测一批零件。
如果 MSA 方法没做好,那可能就会出现明明合格的零件被误判为不合格,或者不合格的零件反而被放过了的情况。
这可不得了哇,就好像医生误诊一样,会带来好多麻烦呢!那怎么做好MSA 方法呢?首先得有严谨的态度,不能马马虎虎的。
就跟咱做饭一样,调料放得恰到好处,做出来的菜才好吃。
然后呢,得按照正确的步骤一步一步来,不能跳步骤,也不能瞎糊弄。
咱可以想象一下,要是盖房子不按步骤来,那房子能结实吗?肯定不行呀!这 MSA 方法也是一样的道理。
在做的过程中,要仔细观察数据,就像侦探找线索一样。
看看有没有异常的地方,有没有不合理的情况。
一旦发现问题,就得赶紧解决,可不能拖着。
而且啊,这 MSA 方法还不是一锤子买卖,得定期检查、更新。
就像咱的车子要定期保养一样,这样才能保证它一直好用。
你说,要是咱不重视这计数型测量系统的 MSA 方法,那会咋样?那可就乱套啦!产品质量没法保证,工作效率也会下降,那损失可就大啦!咱可不能让这种事情发生呀!所以说呀,计数型测量系统的MSA 方法可太重要啦!咱得好好学,认真用,让它为咱的工作和生活保驾护航。
咱可不能小瞧了它,不然到时候吃亏的可是咱自己哟!这可不是开玩笑的呢!大家都要重视起来呀!。
计数型MSA分析报告(msa 4th)
B*Ref
0*0 0*0 1*1 0*0 1*1 0*0 0*0 1*1 1*1 0*0 1*1 1*1 1*1 1*1 0*0 0*0 1*1 1*1 1*1 1*1 0*1 1*1 0*0 1*1 1*1 1*1 0*0 0*1 1*1 0*0 1*1 0*0 1*1 1*1 0*0 1*0 1*1 1*1 0*0 1*1 1*1 0*0 0*0 1*1 1*0 1*1 0*0 1*1 1*1 0*0
A*Ref
0*0 1*0 1*1 0*0 0*1 0*0 0*0 1*1 1*1 0*0 1*1 0*1 1*1 1*1 0*0 1*0 1*1 1*1 1*1 1*1 1*1 1*1 1*0 1*1 1*1 1*1 0*0 1*1 1*1 0*0 1*1 0*0 1*1 1*1 1*0 1*0 1*1 1*1 0*0 1*1 1*1 1*0 0*0 1*1 1*0 1*1 0*0 1*1 1*1 0*0
A*Ref
0*0 1*0 1*1 0*0 0*1 1*0 0*0 1*1 1*1 0*0 1*1 0*1 1*1 1*1 0*0 0*0 1*1 1*1 1*1 1*1 1*1 1*1 1*0 0*1 1*1 1*1 0*0 1*1 1*1 0*0 1*1 0*0 1*1 1*1 1*0 1*0 1*1 1*1 0*0 1*1 0*1 0*0 1*0 0*1 0*0 1*1 0*0 1*1 1*1 0*0
0பைடு நூலகம்59
0.86
1.00
Repeatability Total Inspected Matched %
备注:Kappa=(Po-Pe)/(1-Pe)
150.0 121 81%
150.0 140 93%
150.0 150 100%
MSA培训教材(计数型MSA)

五、MSA实施图例说明 实施图例说明
专家评估法:
5% 10% 90%
五、MSA实施图例说明 实施图例说明
专家评估法:
<10%
< 5%
90%
五、MSA实施图例说明 实施图例明
重复性再现性法:
五、MSA实施图例说明 实施图例说明
重复性再现性法:
90% 90%
五、MSA实施图例说明 实施图例说明
重复性再现性法:
90%
六、附件
•专家评估法检测记录 •重复性&再现性检测记录
Microsoft Excel 工作表
•2010年MSA考核结果
Microsoft Excel 工作表
That is all!! 把知识运用到工作中去! 把知识运用到工作中去! 前进!! 前进!! THANK YOU! !
四、MSA结果的计算方法及 结果的计算方法及 评价标准
•重复性法(检验员自己与自己比较的一致判断率)
•1.计算方法 •重复性%=判断一致的次数/总样本数*100% •2.判断准则 •每个检验员的重复性>90% •总的重复性>90%
•再现性法(检验员之间比较的一致判断率)
•1.计算方法 •再现性%=操作员之间判断一致的次数/总样本数*100% •2.判断准则 •再现性>90%
三、MSA实施过程 实施过程
• 1.样本选择
• 挑选25个样本, 样本必须有代表性,通常10个合格品, 10个不合格品,5个不易判断的样本。每个样本编上 号。通常一次分析一种缺陷。
• 2.设计记录表格(详见附件) 2. • 3.被评估的人员
工序目检岗位的人员均要参与评估考核。
• 4.实施
• 4.1对检验员逐个进行测量,MSA实施过程中其它人 不允许干扰。
MSA计数型风险分析法

• 若Pfa过大,大量的成本将浪费于返工和重检。 • Pfa=误报数量次数/合格零件机会总数 • 合格零件机会总数=所用的合格零件与每个零件被测
次数的乘积。 • 例如:6个合格零件各测3次,则合格零件机会总数将
为3x 6=18
风险分析法—— 偏倚(Bias)B
0
15 1
1
1
1
1
1
11
1
Ref
基准值 代号
1 0.476901 + 1 0.509015 + 0 0.576459 - 0 0.566152 -
0 0.570360 -
1 0.544951 X
1 0.465454 X
1 0.502295 +
0 0.437817 -
1 0.515573 +
1 0.488905 +
MSA计数型风险分析法
深圳市德信诚经济咨询有限公司
AIAG五大核心工具
官方正版书籍订购 : TEL:0755-25585689、 25936263、25936264 黄小姐
TS16949核心工具-AIAG
五
产品质量先期策划和控制计划 (APQP&CP)
第二版 2008年11月
大
潜在失效模式和后果分析参考手册 (FMEA)
第四版 2008年11月
技
术
测量系统分析参考手册 (MSA)
第四版 2010年6月
手
册
统计过程控制参考手册 (SPC)
第二版 2005年
生产件批准程序 (PPAP)
第四版 2006年6月
MSA与五大工具的关系
0
1
MSA系统分析简介及实操
MSA系统分析简介及 实操(minitab)一.MSA的作用:了解测量系统是否有足够的能力来侦测出产品或制程参数的变更。
二.MSA分析的对像只要控制计划当中所提出的测量系统就必须进行分析。
Ø包含产品特性Ø包含过程特性三.MSA分析的内容主要的分析如下:Ø人员的变异情形Ø仪器的变异情形Ø产品的变异情形或过程参数的变异情形。
四.量规仪器的选择Ø 量规仪器的选择,首先是有关分辨率的要求。
Ø 分辨率:仪器的最小跳动值,请切记录是最小跳动值,而不是最小刻度值。
Ø选择的标准:在于考虑仪器必须有能力侦测出产品或制程的变化,所以一般的通用要求要在规格的1/10以下。
測量系統變異的分布特性,1)位置穩定性 (Stability) 偏倚 (Bias) 線性 (Linearity)2)寬度或範圍重復性 (Repeatability) 再生性 (Reproducibility)计量型MSA:计數型风险分析法信号分析法数据解析法计数型MSA计量型偏倚分析变异分析稳定性分析法破坏性MSA计量型位置分析离散分析偏倚分析线性分析重复性分析稳定性分析再现性分析稳定性分析偏倚(Bias)真值观测平均值偏倚偏倚:是测量结果的观测平均值与基准值的差值。
真值的取得可以通过采用更高级别的测量设备进行多次测量,取其平均值而定之。
计量型MSA:线性(Linearity)量程基准值观测平均值基准值线性是在量具预期的工作范围内,偏倚值的差值观测平均值基准值无偏倚有偏倚重复性(Repeatability)重复性重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差。
再现性(Reproducibility)再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
再现性稳定性(Stability)稳定性时间1时间2稳定性,是指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
计数型msa分析 风险分析法

计数型测量系统分析风险分析法-Kappa(卡帕值)1.定义:--定性数据测量系统的能力取决于操作员判断的有效性,即将“合格”判断为合格,将“不合格”判断为不合格的程度。
--使用任何测量系统来作结论都会存在有一定程度的风险;由于最大的风险位于分类的边界处,因此,最合适的分析方法是量化测量系统的变差成为量具性能曲线。
2.计算方法:①从生产过程中随机选取50个零件(从1到50分别编号),以获得涵盖了整个过程范围的零件,并确定此50个零件的参考值。
参考值的确定:可接受的基准值,即判断的基准。
②选择3个有代表性的评价人(分布编号为A、B、C)。
③测量,让3个评价人对50个零件的某项特性进行测试,每个零件测量3次,将判断的结果填入表中。
(其中“1”指定为可接受判断,“0”指定为不可接受判断)。
④若所有的评价人对同一个零件的3次测量全为“1”,则在表中的“代码”栏标注“+”;若全为“0”,则在表中的“代码”栏标注“-”;若不全为“0”或“1”,则在表中的“代码”栏标注“×”。
注:“+”代表的是合格品区;“-”代表的是不合格品区;“×”代表的是限度产品区(50%良品限度,50%不良限度)。
⑤计算:a. 评价人A和评价人B的0.0数量计算即:(A1=0&B1=0)的数量+(A2=0&B2=0)的数量+(A3=0&B3=0)的数量B计数型测量系统分析(MSA)计数型测量系统的最大特征是其测量值是一组有限的分类数,如合格、不合格、优、良、中、差、极差,等等。
当过程输出特性为计数型数据时,测量系统的分析方法会有所不同,一般可以从一致性比率和卡帕值两个方面着手考虑计数型测量系统分析。
计数型测量系统分析——一致性比率一致性比率是度量测量结果一致性最常用的一个统计量,计算公式可以统一地概括为:一致性比率=一致的次数/测量的总次数根据侧重点和比较对象的不同,又可以分为4大类。
1. 操作者对同一部件重复测量时应一致,这类似于计量型测量系统的重复性分析。
计数型MSA范本
编制:
公差下 限方向 的漏失 区间较 大,与 公差区 间比 为:
建议调 ###### 整
核准:
文件编 写:饶智
威 jctc299@
#REF!
#REF!
文件编
写:饶智
威
jctc299@
计数型测量系统分析(数据表)
NO:
QR/SKJC0 07-007A
量具名称: 外形检
版号: A
基准:
量具编号:
CL-MS13
被测产品:
MS13H/1
投影仪
修订号:
1 产品的PPK值: 操作者A: 操作者B:
表格编
号:SKJC-
测量日
陈敬兴
实验次
张文玉
样品数
方值 不合格, 此版本 认为只 有公差 上限,则 在"被 测参数 下限: "项填 "0",在" 被测参 数上 限:" 项填 "7".
3.此版 本对结 论判定 分3个 层次并 颜色区 分如下: 需改 进
判断
色为可 接受
4."系统 状态分 析"部 分因本 人能力 有限,可 能不准 确,仅供 参考.如 有好的 建议可 与我联 系欢迎 指正.
必要 时需得 到顾客 认可!测 量人员 需有资 质,确保 基准值 有效.
2.是否 判定,标 准没有 公差区 间时:如 标准为 5,下方 值不合 格,上方 值合格, 此版本 认为只 有公差 下限
,在" 被测参 数下限 "项填 "5",在" 被测参 数上 限:" 项填一 个绝对 大值. 如标准 为7,下 方值合 格,上
本 方 法 为 大 样 法 ( 风 险 分 析 法 )
计数型msa判定标准

计数型msa判定标准计数型MSA(Microbial Species Aggregates)是一种用于微生物分类的方法,可以判定和描述不同微生物的物种间关系和分类情况。
下面是一些与计数型MSA判定标准相关的参考内容,以帮助理解该方法:1. 基本原理:计数型MSA是通过分析不同微生物共同出现的频率和数量信息来判定它们的分类关系。
在一组样本中,如果两个微生物的共同出现频率和数量达到一定的阈值,就可以认为它们属于同一类或属于同一物种。
计数型MSA不依赖于微生物的遗传信息或形态特征,而是通过计数数据来进行分类。
2. MSA指标:计数型MSA使用一些指标来衡量微生物间的关系和分类情况。
常见的指标包括共现频率、共现数量、平均计数、标准差等。
这些指标可以通过在多个样本中计数微生物的出现情况来计算。
3. 阈值的确定:计数型MSA需要确定一些阈值来划分微生物的分类关系。
阈值可以基于实验数据进行确定,也可以通过统计分析来估计。
通常,阈值的选择要根据实验目的和研究者的经验来进行。
例如,可以根据共现频率和共现数量的分布情况,选择一个能够区分不同微生物群落的阈值。
4. 应用领域:计数型MSA广泛应用于微生物群落研究、环境监测、食品安全等领域。
通过该方法可以了解微生物之间的物种关系、生态角色和相互作用等信息,有助于深入理解微生物的生态系统。
5. 优缺点:计数型MSA的优点包括操作简单、成本低、适用范围广等。
同时,它也有一些局限性,比如对共生或互利共生关系的判断相对困难,对于稀有物种的判定可能存在误差等。
6. MSA在其他方法中的应用:计数型MSA和其他分类方法可以结合使用,相互补充。
例如,可以将计数型MSA的结果与基于遗传信息的分类方法进行对比,验证它们的一致性和可靠性。
7. 进一步研究:计数型MSA作为一种新兴的分类方法,仍有许多需要进一步研究的问题。
例如,如何更准确地选择阈值、如何解决不同样品中微生物计数数据的差异等。
计数型MSA分析

0.98 0.54
51 18.4 1 33.6 52 52.0
2 34.6 96 63.4 98 98.0
53 53.0 97 97.0 150 150.0
0.97 0.54
51 19.1 4 35.9 55 55.0
1 32.9 94 62.1 95 95.0
52 52.0 98 98.0 150 150.0
B*基准值 交叉表 基准值 0 1 4页 总计 第2页 共 Po:
0.99
B
0 1
计数值 期望值 计数值 期望值 计数值 期望值
Total
51 17.7 0 33.3 51 51.0
1 34.3 98 64.7 99 99.0
52 52.0 98 98.0 150 150.0
Pe:
0.55
C*基准值 交叉表 基准值 0 C 0 1 Total 计数值 期望值 计数值 期望值 计数值 期望值 A Kappa 结论 B 1 总计 Po: Pe:
A
B
50 48 96% 一致
漏发≤2%合格
50 49 98% 一致
结论
50 46 92% 一致
误发≤5%合格 2.0% 1.0% 4.0%
≥0.90为合格
结论
A B C 结论:
0.0% 0.0% 0.0%
可接受 可接受 可接受
可接受 可接受 可接受
分析人:
分析日期:
第3页 共 4页
1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 0 0 0 0 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 1 1 0 0 1 0 1 1 0 1 1 0 1 1 0 1 0
计数型测量系统分析报告MSA范本(带公式未加密)

5 5.15 5.02 5.05 4.98 5.07 5.05 5.16 5.15 5.13 5.12 5.17 5.08 5.08 5.06 5.07 5.01 4.99
5
代码
+ + + + + × + + + × + × + × + × + + + + × + + + × × + + × + + + × + + + × + × + + + + × +
核准:
基准
1 1 0 1 1 1 1 1 1 1 0 1 1 0 1 1 1 0 1 1 1 1 1 0 1 1 1 0 1 1 1 1 1 1 1 0 1 1 0 1 1 1 0 1 1 1 1 1 0 1
基准值
5.12 5.08 4.94 5.12 5.12 5.14
5 5.15 5.02 5.05 4.98 5.07 5.05 5.16 5.15 5.13 5.12 5.17 5.08 5.08 5.06 5.07 5.01 4.99
NO:
XXXXX
量具名称: 外形检
量具编号: MS13H
被测产品: CL-
被测参数下限:
5
零件
操作者A:
1
2
1
1
1
2
1
1
3
0
0
4
1
1
5
1
1
6
1