CN-200 压瓦机定尺切割系统(1)
3000m滚切式定尺剪自动控制系统
3000m滚切式定尺剪自动控制系统【摘要】国内的轧钢企业中钢板横切机组中应用比较广泛的是滚切式定尺剪。
主要用于定尺剪切以及切头.切尾.切试样使之板长尺寸准确.边部整齐.切口光滑。
针对以上要求该机组应用可编程控制器来实现整个生产过程的自动控制,可编程控制器选用世界上比较先进的德国西门子公司的S7-400、PROFIBUS通信以及人机界HMI相结合的自动化控制设计理念,并针对滚切式定尺剪控制特点,采用了独特的设计方案,应用于武汉中厚板车间3000m滚切式定尺剪自动控制系统。
【关键词】滚切式定尺剪西门子PLCPROFIBUS-DP通讯人机界面HMI组成及工作原理1.1 设备组成本机主要部分包括:机架、传动装置、齿轮箱、上刀架及连杆、下刀座、刀座装配、剪刃侧隙调整装置、前、后测量辊、前面板及压板、换刀装置、机架辊、导位装置、稀油润滑、液压管路及干油管路等组成。
1.2 工作原理滚切式定尺剪是装有半径为R=72m弧形上刀片的上刀架,在具有相同相位角和偏心半径的两个曲轴及连杆带动下,并在控制杆的约束中,上刀片沿一个水平基面实现理想的滚动运动中将钢板剪断。
该基面比水平的固定下刀片略低约5mm。
基面与下刀片的高度差即是上、下剪刃的重叠量,剪切过程中该重叠量基本保持不变。
上刀片运动到上始点停止,由机组辊道将钢板送进一个确定的剪切定长,钢板停止运动之后,压板机构将钢板压住。
刀片在两曲轴带动下完成钢板的剪切,这一动作连续不断重复进行,直至切完这一张钢板为止。
2 电气控制系统2.1 电控设备组成本机组共有控制柜23台,其中电源进线柜4台(其中三台作变频控制柜或交流传动控制柜),交流变频控制柜17台,交流传动控制柜4台,PLC控制柜1台。
操作台3台、操作箱8个、接线箱1个。
2.2 交流变频传动系统本机组共有交流变频传动设备8台,采用SIEMENS公司生产的6SE70系列全数字交流变频调速装置组成的多传动式供电系统供电。
本供电系统由整流回馈单元、自耦变压器和直流母线组成了供电部分,由各逆变单元组成了传动部分。
交大方菱数控平面切割控制系统F2300_Ver2.3_操作手册

S7-200CN在数控飞锯中的应用

0 引言
自动 同 步 跟 踪 往 复 运 动 的 数 控 飞 锯 是 金 属 管 材 、型材 、棒 材 、卷 材 及木材 等连 续 生产 线 中进 行 在 线计 长定 尺并 剪切 的基 础 自动 化设 备 ,其包 括机 械 设备 和 电控设 备两 大部 分 。我们 知道 ,要精 确地 剪 切快 速运 动 中的管材 ,剪 切 工具必 须 与机组 的 运 动精 确协调 ,这就 需 要一 个高 动态性 能 的 闭环 控 制 系统 来控制 电机 。尤其 是在 机组 速度 变化 时 ,生 产 工艺 要求剪切 工具 必 须与机组 线 速度保 持 同步跟 踪
a meal a oar c d r x d o yn -a ’ b d f t e afco e — o y t t — n r t yen o e e nf ig s w s e o h h l ls d l p s sem. p i f l - o I n
teDFP C 一 dg -o t l g f igs wc nrly tm. eu e IME S c mmo L h ( L ) iic nr l y -a t se w s sSE N 1 t oi l n n o os o nP C
S7 2 0CN,h ma — a hn o t _0 u n m c ie p rTD2 0,d ie n p ca o t a dd sg e o e 0 r r d as e ilp r n e in df rh v a b t
f r r .Th yc n it e i b e t l n w— s a d r l t r .F h ar war o me s e s s r l l ,sabe a d l o a a o c t r wa e p a f m o h o or t e h d e
RT200剪折机床数控系统用户手册
南通华特利自动化科技有限公司NANTONG HUATELI AUTOMATION TECHNOgy CO.,LTD 4.2 . 4 y轴示教界面................................................ .12 4.2 . 5 参数界面................................................ (13)4.2 . 6 参数说明.................................................. ..13 4.2 . 7自检功能界面.............................................. (15)RT200剪折机床数控系统用户手册V-2.00第1章简介.........................第2章规格说明.......................2.1 显示 (3)2.2存储空间 (3)2.3 电气规格 (3)2.4环境温度 (3)第3章安装和接线......................3.1安装与配线注意事项 (4)3.2安装方向与空间 (4)3.3安装环境 (4)3.4 外型尺寸 (4)3.5 后面板 (5)3.5.1 输入信号说明 (5)3.5.2 输出信号说明 (6)3.5.3 编码器接口 (6)3.6电气设计典型应用举例 (7)第4章操作说明.......................4.1 操作面板 (8)4.2操作 (9)4.2 . 1系统主画面 (9)4.22功能界面.104.2 . 3 x轴示教界面.114.2 . 8工步设置界面 ............................................... ...15 4.2 . 8阀组设置界面 .............................................. (15)感谢您使用RT200折弯机数控系统,为了您的正确使用与安全,请先 仔细阅读本手册,并提出您宝贵的意见!折弯机数控系统具有以下专业控制功能:1、 对折弯机的后挡料及油缸中挡块位置进行定位控制。
非接触式定尺切割系统在板坯连铸机上的应用
避免的发生直流系统接地。特别在变 电站建设施 工 中或 扩建 过 程 中 , 由于施 工及 安 装 的种 种 问题 , 难 以避 免 会 遗 留 电力 系统 故 障 的隐 患 , 流 系统 直 更 是一 个 薄弱 环节 。投 运时 间 越 长 的系 统 出现接 地故 障的 概率 越 大 。 电力 系统 中直 流 操作 系统采 用对 地 绝缘 运 行方 式 , 当发生 一 点 接地 时 , 不 引 并 起 任 何 危 害 , 必 须及 时处 理 , 但 否则 当发 生 另一 点 接 地 时 , 可 能 使 继 电器 保 护 发 生 误 动 或 拒 动 。 有 运行 实 践 中发 现 , 流 接 地 还会 造 成 采 用 直 流 控 直 制 的设 备误 动或 拒 动 , 以至损 坏 设备 , 成 大 面积 造 停 电、 系统 瓦解 的严重 后 果 。
第 2 卷 2 1年第 6 ( 第 10 ) 8 00 期 总 5期
使 用与维护
非接 触 式定 尺 切 割 系统在 板 坯 连铸 机 上 的应 用
蒋 涛 纪 云龙 ( 阳钢 铁 集 团公 司 安 阳 4 5 0 ) 安 5 0 4
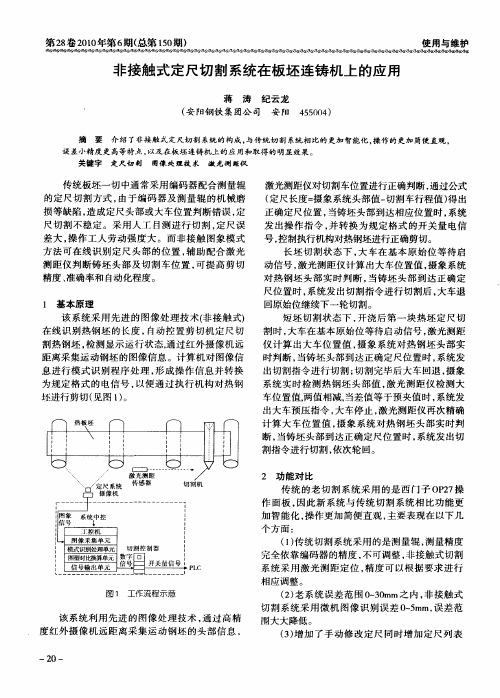
摘 要 介 绍 了非 接 触 式 定 尺切 割 系统 的构 成 , 与传 统 切 割 系统 相 比 的 更加 智 能化 , 作 的 更加 简便 直 观 , 操 定 尺切 割 图像 处 理技 术 激 光 测 距仪
完全 依靠 编码 器 的精度 , 可调 整 , 不 非接 触式 切割 系统 采 用 激光 测 距 定 位 , 度 可 以根 据 要求 进 行 精
图 1 工 作流 程 示 意
相应调 整 。 ( ) 系统 误差 范 围 0 3 m 2老 ~ 0 m之 内 , 接触 式 非
该 系 统利 用 先 进 的 图像 处 理 技术 , 过 高精 通
定尺剪说明书

沈阳重型机械集团有限责任公司说明书产品名称定尺剪代号SM沈阳重型机械设计研究院目录1、设备的用途2、规格与性能3、工作原理与结构特点. 工作原理. 结构特点4、设备的润滑. 稀油循环润滑. 稀油油浸润滑5、机械的安装.调整和试运转6、机械的操纵要求及操作规程.定尺剪对电气操纵要求及操作规程. 液压站操纵7、机械的维修与环保要求8、电气操纵系统(见电气图纸及说明书)1、设备用途用于剪切经轧制,矫直,冷却,修磨,切边后的单张钢板,对钢板进行切头、切定尺、切试样、切尾,使之板长尺寸准确,边部整齐、滑腻。
1.1、剪机型式:二轴二偏心滚切式2、规格与性能. 主传动电机 ZFQZ-400-42600KW×2(台) 800/1200r/min 660V. 机械的外形尺寸:长×宽×高≈7700mm×6000mm×6200mm. 对板形要求为了确保剪机运转时不出故障,板材的不平度不得大于下值:板厚8mm时最大45mm,板厚50mm时最大30mm,板材头部和尾部舌形或燕尾形结构不得大于250mm3.工作原理与结构特点.工作原理滚切式定尺剪是装有半径为R=72m弧形上刀片的上刀架,在具有相同相位角和偏心半径的两个曲轴及连杆带动下,并在操纵杆的约束中,上刀片沿一个水平基面实现理想的转动运动中将钢板剪断。
该基面比水平的固定下刀片略低约5mm。
基面与下刀片的高度差即是上、下剪刃的重叠量,剪切进程中该重叠量大体维持不变。
上刀片运动到上始点停止,由机组辊道将钢板送进一个确信的剪切定长,钢板停止运动以后,压板机构将钢板压住。
刀片在两曲轴带动下完成钢板的剪切,这一动作持续不断重复进行,直至切完这一张钢板为止。
滚切剪具有钢板切口光洁,无明显台阶,无变形,剪切板材的几何精度高,能耗小,产量高等特点。
. 结构特点:滚切式定尺剪的要紧部份包括:机架、传动装置、齿轮箱、上刀架及连杆、下刀座、刀座装配、剪刃侧隙调束装置、前测量辊、前面板及压板、换刀装置、机架辊、导位装置、稀油润滑、液压管路等组成。
C型钢压瓦机的成型原理
C型钢压瓦机的成型原理C型钢压瓦机是一套轧辊可生产多种规格C型檩条成品的单卷成型机组。
该机主要由被动装料架、整平装置、冲孔装置、成型后切断装置、液压站、电脑控制系统等。
本机采用自动飞锯冲孔,操作简便等特点。
C型钢是C 型钢压瓦机的一种产品,不是槽钢,是薄板如0.35毫米厚的钢板压制成的,用作钢结构厂房的檩条滑台导轨与机身上导轨,接触长度大,上模的每一次冲压,工序对泥坯有二次冲压即上模第一次压瓦坯到位后,上模上升10㎜,使泥坯得到充分排气后,上模再向下压瓦坯到位,才返回最高位置,因而模具使用寿命长,压制的产品质量好。
产品可作为大中型产业民用建筑的主体受力结构,如厂房、仓库、机车库、飞机库、展览馆、影剧院、运动场馆、集市花棚的屋面承重荷载和墙平支撑。
冷弯型钢是制作轻型钢结构的主要材料,彩钢设备采用钢板或钢带冷弯成型制成。
C型钢压瓦机制造它的壁厚可以制得很薄,而且大大简化了出产工艺,进步出产效率。
可以出产用一般热轧方法难以出产的壁厚平均但截面外形复杂的各种型材和不同材质的冷弯型钢。
C型钢设备切断方式的选择,飞锯切断模具扭断到底哪种好呢两种切断方式都是不停机的切割,其中飞锯切割在转换型号的时候是不需要换剪切头的,都是一个大锯片就能切断。
模具扭断在型号转换以后需要换一个相配应的模具进行切断。
在省事程度上不如飞锯省事。
但是飞锯加工的C型钢切口不如模具扭断的平整。
C型钢压瓦机工作台模具的准确定位,切断方式的选择,压瓦机飞锯切断模具扭断到底哪种好呢两种切断方式都是不停机的切割,其中飞锯切割在转换型号的时候是不需要换剪切头的,都是一个大锯片就能切断。
模具扭断在型号转换以后需要换一个相配应的模具进行切断。
在省事程度上不如飞锯省事。
但是飞锯加工的C型钢切口不如模具扭断的平整。
毛刺比较大,而且飞锯切割的噪音也是很大的。
彩钢压型机在选择上可以根据自己的需要所选择。
安装上模的滑台是箱体结构,C型钢压瓦机工作台的转位是由装于上轴端头的齿轮组,传动拨销齿轮,拨动装于六方转轮轴上的槽轮来实现分度定位,在上轴的两端各装有一个与装在统一轴上与压制凸轮共轭的回凸轮,通过定位杆与定位盘实现下模在工作位置的精确定位。
毕业设计111宽厚板定尺剪控制系统
第1章概述随着工业控制技术的不断发展,在钢铁行业中数字化技术和微型计算机的不断应用,数字位置随动系统中也得到相应的发展,高性能的PLC在工业控制领域用得越来越广泛。
今日的变频器已由压频控制发展到动态矢量控制和直接转矩控制等高性能控制,优点很多,如:转矩大。
0频率时,转矩输出100%,0.5Hz时,转矩输出200%。
在该系统中西门子变频调速技术被引入,定尺剪处理自动化系统采用先进的西门子交流数字化调速系统相比以往的直流调速系统其突出优点为:电机制造成本底,结构简单,维护容易,可实现高压大功率驱动,适应在恶劣条件下工作,并且系统成本低,矢量控制的采用、通过适当的坐标变换,建立适当的数学模型,解决了异步电机多变量、强藕合、非线性的难点,达到了同直流他励电机相同的控制效果,精度高,速度快;以及先进的西门子S7-400可编程控制器的采用,从而使系统有可靠的钢板形状跟踪和精确的剪切位置控制,并且具有电机制造成本低,结构简单,维护容易,可实现高压大功率驱动的优点。
5m宽厚板定尺剪处理自动化系统不断完善发展,它包括PCS7、西门子变频矢量控制、PMU人机界面等,并且结合自动化系统工业控制的系统设计、自动化编程、联动测试、现场调试等。
自动化系统的辊道上所选用的是过程控制系统SIMATIC PCS7,宽厚板总生产线采用联合设计,制造或国内设计制造方式。
在本次设计中的定尺剪控制系统,采用了西门子变频调速控制,SIMOVERT MASTERDRIVES矢量控制的变频器是具有IGBT 逆变器、全数字技术的有电压中间回路的变频器。
它同西门子三相交流电动机一起为所有工业领域和所有应用场合提供高性能、最经济的解决方案。
同电机侧最佳性能的闭环矢量控制相适应,SIMOVERTMASTERDRIVES AFE (Active Front End) 装置通过一个主动的(active)面向电网角度的矢量控制确保最佳的电能供应。
1.1宽厚板定尺剪控制系统简介宽厚板总生产线分两大区域,前区轧机区域和后区精整区域。
TK-使用说明书
第一节概述TK200井下通讯、控制、保护系统是在我厂TK100工作面及皮带通讯、控制一体化系统基础上,重新开发研制的新一代产品。
可实现工作面、顺槽皮带、大皮带等的保护,控制、沿线通话、故障检测、显示及报警等功能。
从工作面到顺槽,从单条运输皮带到整个矿井的所有固定皮带,从简单的皮带头尾搭接到“丁”字型、“山”字型搭接,从设备启、停控制到工作电流、电压显示、皮带速度检测和显示、煤仓煤位检测、显示、高低煤位停机,油温、油压、轴温等的检测和显示及计算机远程通信,故障自诊断等等,TK200均可提供全套解决方案。
(一)系统组成:TK200由以下设备及子系统构成:1.TK200控制、显示中心2.拉线急停、沿线闭锁、通话子系统。
3.智能输入、输出(用于远距离输入、输出)。
4.智能耦合器5.皮带控制器(待开发)6.皮带张紧(可由参数设置为自动张紧、手动张紧、朗艾道自动张紧等)7.传感器子系统(二)系统功能:TK200系统可完成:1.工作面各设备的启停状态检测和显示。
包括:(1)采煤机、前后部运输机、破碎机、转载机、泵、皮带的启停等。
(2)配接我厂的“TJ100设备工作电流检测仪”后,可对以上设备的工作电流进行检测、显示及过载后进行语言报警。
2.检测结果的显示控制计算机对以上参数检测后,在TK200控制中心的10.4”大屏幕彩色液晶平板显示器上显示出来。
(以图形、动画的形式显示设备启停情况,以不同的颜色表示过载情况。
)3.设备启停时间统计、显示。
4.设备启停控制。
通过按键,可对破碎、转载、前后部运输机及泵等设备进行启停控制。
5.报警设备启动前,以及发生各种故障时进行报警,报警时间的长短可以通过参数设定。
6.将工作面各设备工作状态和参数传输给井上,在井上计算机进行显示。
7.皮带控制包括六大保护,皮带启停、皮带张紧(可由参数设置为自动张紧、手动张紧或朗艾道型自动张紧)、软启动控制、电机温度检测和显示、皮带沿线拉线闭锁。
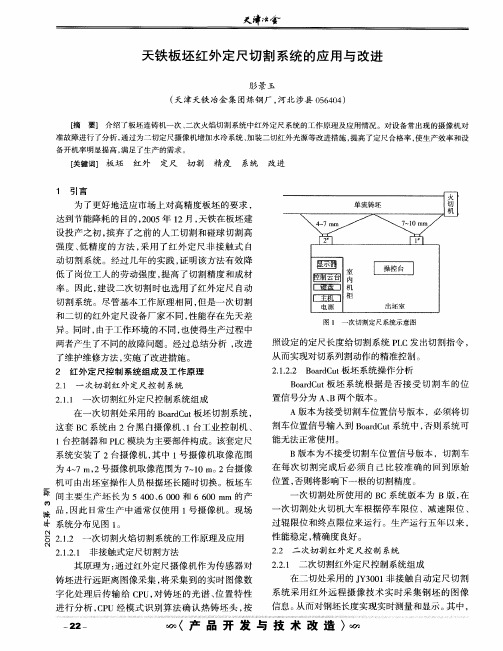
天铁板坯红外定尺切割系统的应用与改进
廿 系统分 布见 图 1 。 21 一 次切割 火焰 切割 系统 的工作 原理及 应用 .. 2
21 . 非接 触式定 尺切 割方 法 .. 1 2
过辊 限 位 和终点 限 位来 运行 。生 产运 行 五年 以来 , 性能稳 定 , 精确 度 良好 。
率 。因此 , 建设 二 次切 割 时也 选用 了红外 定 尺 自动
切 割 系统 。尽 管基 本 工作 原理 相 同 , 是 一 次切 割 但 和 二切 的 红外 定尺 设 备厂 家不 同 , 能存 在先 天 差 性 异 。同 时 , 由于工作 环境 的不 同 , 也使 得生 产过程 中 两者 产生 了不 同的故 障 问题 。经过 总结分 析 , 进 改 了维 护维 修方法 , 实施 了改 进措施 。
2 红外 定 尺控制 系统 组成及 工作原 理
图1 一次切割定尺系统示意图 照设 定 的定尺 长度 给切 割 系统 P C发 出切 割指令 , L 从而 实现对 切 系列割 动作 的精 准控 制 。
21 . B ad u 板 坯系统 操作 分析 .. 2 orC t 2
21 一 次切割 t l . z ̄ 定尺控 制 系统 -
B ad u 板 坯 系统 根 据 是 否 接 受 切 割 车 的位 o rC t
211 一次 切割 红外定 尺 控制 系统组 成 .. 在 一 次切 割处 采用 的 B d u板 坯 切割 系统 , 。rC t
置信号 分 为 A、 B两个 版本 。 A版本 为接 受切 割车 位置 信号 版本 ,必须 将切
字化处理后传输给 C U, P 对铸坯的光谱 、 位置特性
进行 分 析 , P C U经 模 式 识 别 算 法确 认 热铸 坯 头 , 按
数控切割控制系统F2000
阅读手册 .............................................................................................................................................. II 环境要求 .............................................................................................................................................. II 维护...................................................................................................................................................... II 高压电.................................................................................................................................................. II
1.5.1 F2100B/T 硬件配置 .............................................................................................................5 1.5.2 F2300A/B/T 硬件配置..........................................................................................................5 1.5.3 F2500A/B/T 硬件配置..........................................................................................................6 1.5.4 F2600/T 硬件配置 ................................................................................................................6
嘉永摄像定尺系统(二次)切割详细操作步骤
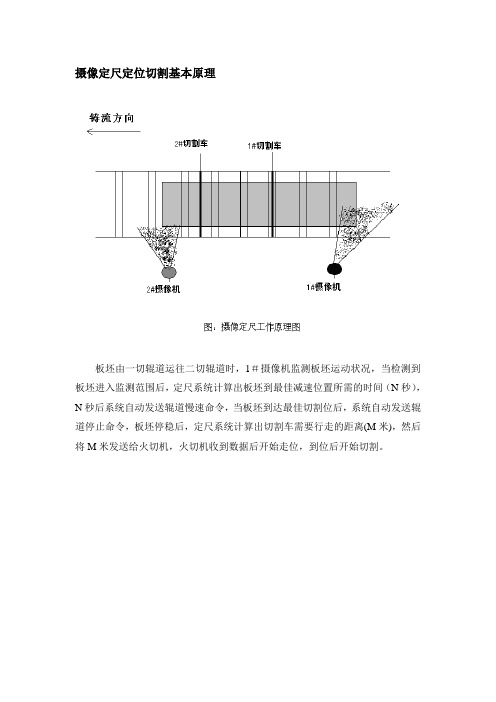
摄像定尺定位切割基本原理板坯由一切辊道运往二切辊道时,1#摄像机监测板坯运动状况,当检测到板坯进入监测范围后,定尺系统计算出板坯到最佳减速位置所需的时间(N秒),N秒后系统自动发送辊道慢速命令,当板坯到达最佳切割位后,系统自动发送辊道停止命令,板坯停稳后,定尺系统计算出切割车需要行走的距离(M米),然后将M米发送给火切机,火切机收到数据后开始走位,到位后开始切割。
自动定尺切割准备步骤图:切割操作界面1、在“定尺方式”选择框中选择“本机”2、点击“定尺设定”按钮。
如图所示:图:定尺设定窗口在该窗口中可以添加、修改、删除定尺,一次可以添加30组定尺。
设置完毕后点击“退出”按钮即可。
3、查看两台切割车是否在待机位(大车在原位,切割小车在原位)。
如果不在,手动控制切割车,使其在待机位。
4、将两台切割车都切换到“自动”工作状态。
5、点击“板坯参数”按钮。
如图所示:图4:板坯参数选择窗口在该窗口中选择将要生产的板坯的“板坯类型”、“板坯宽度”和“板坯厚度”。
其中“板坯厚度”一定要选择正确,该选项会影响切割的精度。
6、点击“显示图像”按钮,打开摄像机画面。
7、自动步骤准备完毕。
自动定尺切割工作过程1、当切割车自动并且在待机位,二切辊道无板坯,一切等待辊道上的板坯会自动送入二切辊道,并且给出“母坯进入”信号。
在切割画面上的“母坯进入”信号灯会亮起。
2、1#摄像机开始监控,当检测到板坯进入视野后,在切割画面“切割信息”状态栏中的“辊道状态”会告知操作者“板坯进入”。
同时摄像机自动切换到2#摄像机。
3、8-10秒后定尺系统自动给辊道发送“辊道减速”信号。
4、当坯头将要到达定尺线,定尺系统自动给辊道发送“辊道停止”信号。
5、板坯停稳后,定尺系统会检测坯头是否在有效的切割区域,如果不在,定尺系统会自动给辊道发送“辊道前进”或“辊道后退”信号,最终将坯头停在有效切割区域。
6、定尺系统根据坯头离2#切割车割枪的距离以及定尺计算出切割车最终的切割位。
奥雷数控智能切割机说明书
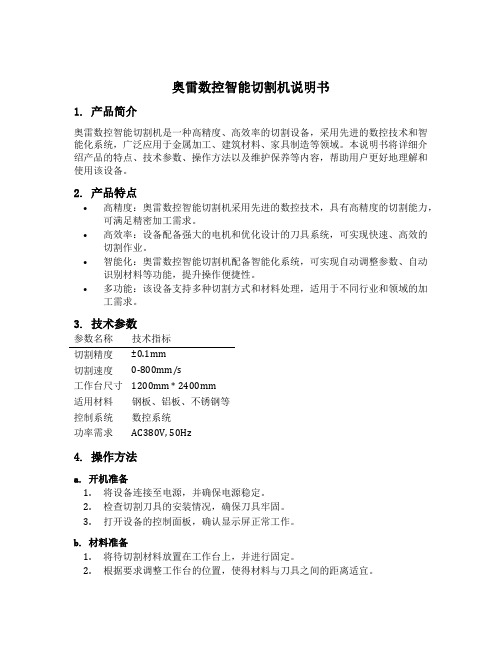
奥雷数控智能切割机说明书1. 产品简介奥雷数控智能切割机是一种高精度、高效率的切割设备,采用先进的数控技术和智能化系统,广泛应用于金属加工、建筑材料、家具制造等领域。
本说明书将详细介绍产品的特点、技术参数、操作方法以及维护保养等内容,帮助用户更好地理解和使用该设备。
2. 产品特点•高精度:奥雷数控智能切割机采用先进的数控技术,具有高精度的切割能力,可满足精密加工需求。
•高效率:设备配备强大的电机和优化设计的刀具系统,可实现快速、高效的切割作业。
•智能化:奥雷数控智能切割机配备智能化系统,可实现自动调整参数、自动识别材料等功能,提升操作便捷性。
•多功能:该设备支持多种切割方式和材料处理,适用于不同行业和领域的加工需求。
3. 技术参数参数名称技术指标切割精度±0.1mm切割速度0-800mm/s工作台尺寸1200mm * 2400mm适用材料钢板、铝板、不锈钢等控制系统数控系统功率需求AC380V, 50Hz4. 操作方法a. 开机准备1.将设备连接至电源,并确保电源稳定。
2.检查切割刀具的安装情况,确保刀具牢固。
3.打开设备的控制面板,确认显示屏正常工作。
b. 材料准备1.将待切割材料放置在工作台上,并进行固定。
2.根据要求调整工作台的位置,使得材料与刀具之间的距离适宜。
c. 设置参数1.在控制面板上选择相应的切割模式和材料类型。
2.根据需要调整切割速度和精度等参数。
d. 启动切割1.确认所有准备工作完成后,按下启动按钮开始切割。
2.设备将自动根据设置的参数进行切割操作,期间可随时调整参数或停止切割。
5. 维护保养为保证设备的正常运行和延长使用寿命,需要定期进行维护保养。
1. 清洁切割区域:定期清理切割区域的金属屑和尘埃,避免影响切割质量。
2. 润滑系统维护:定期检查润滑系统的油液情况,确保润滑良好。
3. 刀具更换:根据使用情况,定期更换磨损严重的刀具,避免影响切割效果。
4. 定期检查电路连接:确保电路连接牢固可靠,避免出现故障。
天铁中厚板定尺剪自动控制系统的研究和应用
天铁中厚板定尺剪自动控制系统的研究和应用摘要:天铁中厚板定尺剪自动控制系统包括钢板定尺自动控制、定尺剪自动剪切控制和卸废料自动控制等。
本定尺剪控制系统采用西门子s7-400系列plc控制技术和master drives交流全数字化调速技术,实现了钢板精确自动定尺和快速自动剪切,满足了定尺精度和高速生产效率的要求。
关键词:定尺剪;自动控制系统;自动定尺;自动剪切中图分类号:tg333.21 文献标识码:a 文章编号:1007-9599 (2013) 02-0000-021 前言天铁2500mm中厚板机组于2009年8月份投产,整个机组生产线分为加热炉区、主轧机区、冷床和精整区,其中定尺剪位于精整区的最后一道工序,主要作用是将钢板切成所需要的定尺长度[1]。
天铁中厚板定尺剪采用滚切式设计,主要性能指标:剪切钢板厚度6-50mm;剪切钢板宽度1200 -2300mm;定尺长度4000 - 16000mm;最高剪切温度150℃;最大剪切力15000kn;;理论剪切次数20次/min(连续工作)。
2 定尺剪工艺和设备概况天铁中厚板定尺剪系统在设备构成上主要包括:机前输入辊道,机前靠边装置,机前夹送辊,定尺剪本体(含定尺剪主传动电机,定尺剪剪刃,定尺剪机架辊,前后测量辊,1~4号压板,压紧辊,废料运输装置和换剪刃装置),机后摆动辊道和机后收集辊道。
定尺剪工艺和设备控制过程如图1所示。
定尺剪的设备控制过程如下:经过双边剪(用于切除钢板两侧的毛边,使钢板双边整齐)剪切之后的钢板通过横移台架运到定尺剪前输入辊道上,首先由机前靠边装置将钢板靠齐侧边,便于定尺剪将钢板切齐(端部成直角)[2],然后由机前输入辊道将钢板运到机前夹送辊,夹送辊压住钢板并将钢板送到定尺剪,前测量辊压下,通过测量辊实时测量钢板长度并由夹送辊、机架辊和输入辊道协同运钢进行自动定尺,定尺方式有为了切头定尺、为了切成品定尺和为了切尾定尺,每次自动定尺完成后进行自动剪切,剪切之后的成品由摆动辊道和收集辊道运到1#垛板区或2#垛板区,切头和切尾的废料由废料运输装置运到废料收集筐内。
e200折弯机数控系统用户手册
— 目 录 —注意事项――――――――――――――――――――――――――――――1第1章 简 介――――――――――――――――――――――――21.1 操作面板――――――――――――――――――――――――――――31.2 功能切换――――――――――――――――――――――――――――5第2章单步操作―――――――――――――――――――――――62.1 编程――――――――――――――――――――――――――――――62.2 加工――――――――――――――――――――――――――――――72.3 手动――――――――――――――――――――――――――――――8第3章 程序管理―――――――――――――――――――――――――93.1 设定参数――――――――――――――――――――――――――――103.2 程序工步数―――――――――――――――――――――――――――123.3 加工计数――――――――――――――――――――――――――――12第4章 自动加工――――――――――――――――――――――――134.1 编程示例――――――――――――――――――――――――――――13第5章 安全操作――――――――――――――――――――――――16 5.1 参数设置――――――――――――――――――――――――――――17 5.2 位置示教――――――――――――――――――――――――――――19第6章 故障及报警――――――――――――――――――――――20第7章 常见问题―――――――――-――――――――――――――21 附录 E200+EDC报警一览表―――――――-―――――――――――22注意事项■本产品采用直流24V供电,严禁将220V交流电接入系统电源端子;■ 本产品采用12V编码器,请勿将5V编码器接入系统编码器接口,否则极易损坏编码器;■ 本产品的金属外壳应与机床大地良好连接,防止触电事故。
小龙门数控火焰切割机SHD型技术参数
小龙门数控火焰切割机SHD型技术参数小龙门数控火焰切割机是一种现代化的机器设备,主要用于切割各种金属材料,如钢板、不锈钢、铁板等等。
SHD型数控火焰切割机在技术上不断创新,具有多项先进技术,能够实现高效、精准、稳定的生产操作,下面我们就来了解一下这款数控火焰切割机的技术参数。
一、设备参数1、设备型号:SHD型数控火焰切割机2、设备主体:龙门结构钢板焊接结构3、切割尺寸:1200*2500mm-3000*12000mm4、切割厚度:火焰切割5mm-200mm5、驱动方式:双驱动6、切割速度:0-6000mm/min(跟切割厚度有关)7、传动方式:齿轮、齿条传动及同步带传动8、轨道方式:精密轨道、直线导轨9、火焰切割枪:自动提升和自动点火10、数控系统:微机控制、自动化程度高二、电控系统1、操作系统采用飞龙数控2、主电机:AC伺服电机,定位精度高,运行平稳3、和驱动器:优质国产或进口4、控制器:PLC加纯数字控制器,智能高速反应5、离线操作曲线自动生成和编辑软件三、火焰切割枪1、火焰切割枪采用DMC索6A火焰切割枪2、小巧、轻便、加工精度高3、自动提升和自动点火功能4、自动割缝、消除断弧的功能5、独立的电池供电,可以在停电时保持运行6、高品质火焰切割枪,保证工作效率和使用寿命四、氧化割、等离子切割系统1、采用瑞典喉舌、美国耐磨压焰器等品牌2、优质的氧化割、等离子切割系统,确保自动调节的高质量氧化割、等离子切割,提高生产效率和质量3、高反应速度,最佳切割质量,消除切割过程中气体的水分和杂质4、自动调节氧气流量,确保切割质量5、高制动性能,冷却性能,确保切割质量五、软件系统1、支持G代码、HPGL、DXF等多种文件格式的输入2、可选的人机界面3、可自动裁切和拼接图形4、机台拼接功能,可实现大格式切割以上就是小龙门数控火焰切割机SHD型技术参数的详细介绍,这款数控火焰切割机技术含量高,设备参数优越,使用寿命长,非常适用于石油、化工、钢铁、造船、机械制造、冶金等行业,是现代化工业生产必不可少的高品质数控设备之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
感谢使用鑫田压瓦机的剪切设备。
安装使用前,请务必认真阅读电控系统说明书。
本系统有PLC,HMI及外围开关按钮和接触器等器件构成,功能强大,性能稳定,操作简单。
Thank you for choosing our cutting equipment. Before installation and usage, please read the operation manual for control cabinet. This system consists of: PLC, HMI, relevant switch and button, contactor and other components. Powerful function, stable performance, easy operation.注意:1. 请使用三相四线的漏电保护器。
安装时,务必切断电源2. 请检查控制柜内部接线是否有运输等原因导致的接线端子松动。
3. 非专业人员,请勿随意修改内部线路,以免发生危险或者损坏设备。
4. 任何时候不能把手或者异物伸入刀口。
机器操作人员应具备一定电器常识和机械的操作经验。
需要接线时,应由专业人员操作。
5. 电器柜应避免日晒雨淋。
计数器避免硬物撞击,计数器不在保修范围。
6. 滑道,模具等滑动部件注意经常加注润滑油。
各部位螺丝经常检查并紧固。
7. 设备请务必接安全地线。
请依说明书要求操作Note:1. Make sure it is equipped with leakage protector(3 phase, 4 wires). When installing,turn off the power.2. Check if the connection terminals inside control cabinet is loose.3. For non-specialists, do not change the electric circuit inside the control cabinet. It isdangerous or you will damage the components.4. NEVER put your hand or foreign materials inside the cutting blade. The operator forthis machine should have the necessary knowledge for electric and machinery. When wiring, it should be done by specialist.5. The control cabinet should be kept away from sun and rain. Do not hurt the encoder.The encoder is not included in guarantee.6. Sliding parts, such as slide rail and mould, should be oiled often. Check the screwsand fix it regularly.接线机器电源为三火一零,3棵火线分别接接线排ABC(123),零线接N(10),并且接电磁阀公用零线。
UVW(456)接压瓦机电机,U1,V1,W1(789)接油泵电机。
落刀电磁阀控制线接K1(11),升刀电磁阀控制线接K2(12).Wiring.The suitable power for this machine is 380V, 3 phase, 50hz. There are 3 live wires, and 1 null wire. The 3 live wires are connect to ABC. The null wire is connected to N, it is also connected to the public null line of magnetic valve. The main motor is connected to UVW. The hydraulic motor is connected to U1 V1 W1. The wire for magnetic valve-down is connected to K1. The wire for magnetic valve-up is connected to K2.按键说明: Introduction for buttons.Set键:修改选择键Ent键:确认键ESC:以工作长度清零ALM:以工作张数清零△and ▽画面切换键CLR:改数时清零键0-9:数字直选键Set键:set the selected parameterEnt键:confirm after settingESC:reset the present length to 0ALM:reset the present pieces to 0△And ▽: change between screens.CLR:reset the selected parameter to 00-9:input the required number.操作1. 开机开机显示语种选择画面:中文1English 2俄文3Starting upChoose the language2. 设置按123选择语种。
以中文为例,按1切换画面,至生产画面A 12345MM 12345张当前长度B 12345MM 12345张-12345MMC 12345MM 12345张当前张数当前订单12345mm -12345张Set parametersPress 123 to choose the language. For example, press 1 to choose Chinese. Then you will come to production screen.A 12345MM 12345 piece present lengthB 12345MM 12345 piece -12345MMC 12345MM 12345 piece present piecePresent task 12345mm -12345 piece本电脑可同时设置ABC三种订单,机器按ABC先后顺序工作。
因此工作时不可逆序设置订单,不需做的订单设置成0张即可。
按set键显示光标,继续按set可以选择光标位置,直接按数字键输入,完毕按set键即可。
此时光标自动移至下一项。
设置步骤完成,继续按set键至光标消失。
注意在设置状态下,不要按画面转换键。
You can input 3 different production tasks (ABC) into computer. The machine will work according to the order of ABC. If you do not to produce the task, just set the piece to be 0. Press SET to show the cursor. Press SET again to change the position of cursor. Press number button (0-9) to input.After setting, press SET, now the cursor will move to next item. When complete the whole setting, continue to press SET, until the cursor disappear.NOTE: in the status of setting, do not press screen-changing button(△or ▽)3. 开启油泵按下油泵启动按钮,注意油泵电机转动方向。
Start the oil pumpPress the “pump start” button. Note the rotation direction of oil pump motor.4. 齐头按住瓦机前进,将板走到刀口外,按住剪切降切断板,按剪刀升,将刀升到上线位。
Cut off the beginning partPress “FWD”, the sheet will go out of cutting blade. Press “cutting down” to cut off the sheet, Press “cutting up”, to lift the cutter to up limit position.5. 清零显示工作画面状态下,按ALM键清零当前张数,按ESC键清零当前长度。
On the working screen, press ALM button to reset present piece, press ESC to reset present length.6. 启动全部设置完成后,顺时针拧开自动开关,机器按照设定数据开始工作。
Start to work automaticallyWhen you finish all settings, turn on the automatic switch clockwise. The machine will start to work automatically according to your setting.7. 停止工作完成后,机器自动停止。
或者逆时针拧一下自动开关,关闭自动。
机器自动停止后,会显示所有订单已完成,按ALM退出Stop working.When all the tasks are finished, the machine will stop working automatically. When the machine is working, you can also stop it by turning the automatic switch anti-clockwise. When the machine stops working, the screen will show as followingAll the tasks are finished. Press ALM to exit.All tasks finished. Press ALM to exit.此时应逆时针拧一下自动开关,关闭自动。