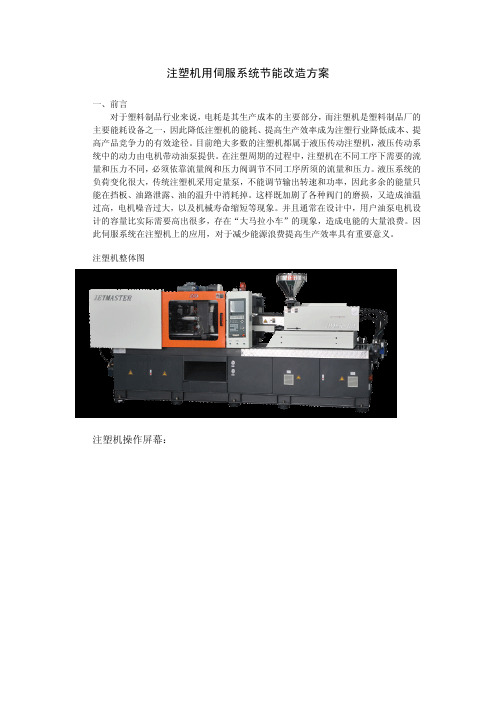
油压注塑机用伺服电机系统
注塑机电液伺服系统介绍

注塑机电液伺服系统介绍首先,注塑机电液伺服系统的核心部件是电液伺服阀。
电液伺服阀是一种能够精确控制液压流量和压力的装置,可以根据注塑机的工作需求精确调整液压系统的工作参数。
通过控制电液伺服阀的开启和关闭,可以实现注塑机对模具的开合和产品的注射。
其次,注塑机电液伺服系统采用了闭环控制的方式。
在注塑过程中,系统会实时监测注塑过程中的温度、压力、位移等参数,并通过反馈信号将这些参数传递给控制器。
控制器会根据这些反馈信号对电液伺服阀进行控制,从而精确地调整液压系统的工作参数,实现注塑过程中的自动化控制。
注塑机电液伺服系统具有较高的控制精度和灵活性。
传统的注塑机通常采用油压比例控制系统,但由于液压流量和压力难以精确调节,不能满足高精度注塑的需求。
而电液伺服系统采用了电液伺服阀控制液压流量和压力,具有更高的控制精度,能够满足复杂模具和高精度产品的注塑需求。
另外,注塑机电液伺服系统还具有快速响应和能耗低的优点。
电液伺服阀的响应速度快,可以在极短的时间内对液压系统的工作参数进行调整,实现更快的注塑速度和更精确的注塑过程控制。
另外,电液伺服系统采用了先进的能量回收技术,在注塑过程中能够将部分能量回收利用,减少能源消耗。
此外,注塑机电液伺服系统还具有自诊断和故障检测功能。
系统可以实时监控注塑过程中的各种参数,并且能够通过自主诊断和故障检测功能判断液压系统是否出现故障,并提供相应的报警和保护措施,保证操作人员的安全和设备的正常运行。
总之,注塑机电液伺服系统是一个高度自动化、精确控制的系统,通过电液伺服阀控制液压流量和压力,实现对注塑机的精确控制。
该系统具有控制精度高、灵活性强、响应速度快、能耗低、自诊断和故障检测等优点,能够满足高精度注塑的需求,提高注塑过程的效率和质量。
第34问: 注塑成型中影响注射压力的因素有哪些?

第34问注塑成型中影响注射压力的因素有哪些?注塑压力是由注塑系统的液压系统(液压注塑机)或伺服电机(全电动注塑机)提供的。
液压系统或伺服电机驱动螺杆(或柱塞)向前移动,压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的主流道(或热流道)、分流道,并经浇口进入模具型腔,这个过程即为注塑过程,或者称之为填充过程。
注塑压力的存在是为了克服熔体流动过程中的阻力,以保证填充过程顺利进行。
在注塑过程中,注塑机喷嘴处的压力最高,以克服熔体全程中的流动阻力。
其后,沿着熔体流动方向,压力逐步降低。
注射过程中,注射压力不足,会导致产品填充不足、缩水及产品尺寸精度低等缺陷,而无法满足要求。
注射压力过大,又会造成产品披锋、模具寿命降低、能耗损失大等问题。
注塑成型中,具体需要多大的注射压力主要取定于以下因素:一、喷嘴的类型与喷嘴孔尺寸:◎若是弹簧阀式喷嘴,则需要一定的注射压力才可推开锥形阀芯,这有一定的压力损失;如下图:◎若是开放式喷嘴,喷嘴孔尺寸的大小,对注射压力的影响较大;孔直径太小或太长,熔体易冷凝,甚至冻结,需要极大的注射压力冲开,这处压力的损失大。
不同的塑料选用合适的喷嘴,对稳定注塑成型也较重要。
二、模具注浇系统的设计对注射压力的影响:注浇系统是熔体进入型腔的通道,若此通道较窄且长,则熔体通过不顺,降温冷却也快,故需要提升注射压力才可确保相应的流动。
需要按塑料特性进行注浇系统对应的设计。
注浇系统设计包括:◎主流道与分流道尺寸、长度、形状;◎热流道管路及热流道浇口尺寸;◎浇口位置、尺寸、形状、数量;◎冷料井设置;冷料不可阻碍后续熔体的流动;◎水口扣针设置;扣针不可限流;◎流道排气槽的设置;排气顺畅,则熔体填充顺利。
注浇系统对注射压力影响最大的是浇口尺寸与浇口位置、浇口数量。
1.浇口尺寸与形状:浇口尺寸太小,熔体通过浇口时,易冷凝,且阻力大,压力损失大,需要很高的压力才可通过,有时甚至,熔体堵塞浇口,在增大注射压力后,瞬间冲开浇口,造成材料破裂降解,从而浇口部位出现发白、银线、糊斑及缺胶等缺陷。
伺服系统在注塑机中的应用

伺服系统在注塑机中的应用注塑机作为一种重要的塑料机械设备,广泛应用于化工、汽车、电子等产业领域。
伺服系统作为一种高精度、高效、低噪音、节能环保的控制系统,在注塑机中得到了广泛应用。
本文将主要探讨伺服系统在注塑机中的应用技术及优势。
一、伺服系统在注塑机中的应用技术伺服系统由伺服驱动器和伺服电机组成,其中伺服电机是一种高度精确的同步电机,具有高性能运动控制能力。
伺服系统具有精密位置、速度、加速度控制能力,能够提供高速、高精度的动力输出。
在注塑模具的开合、注射、压力控制、注塑周期控制等方面,伺服系统起到了至关重要的作用。
1.开合模控制注塑机的开合模控制通常采用伺服电机作为动力源,通过PLC编程实现闭环控制,实现高精度、高稳定性的开合模运动控制。
伺服电机具备快速反馈的能力,能够及时对开合模运动进行控制调节,保证模具运动的精度和稳定性。
2.注射控制注塑机的注射控制是最复杂的控制之一,包括塑料熔融、塑料进料、塑料压缩和塑料注射四个阶段,要求精细控制。
传统注塑机采用伺服电机控制注射进料,电液伺服系统控制塑料的压缩剂注入。
在新型注塑机中,采用了电机直接驱动注射,利用高精度编码器实现精准控制塑料的进料和注射量。
这种控制方式可以提高注塑品质的一致性和稳定性。
3.压力控制注塑过程中的压力控制是保证注塑质量稳定的关键之一,也是注塑机伺服控制的重要应用之一。
传统注塑机的压力控制通常采用“定值控制”或“PID算法控制”,这种控制方式控制效果难以调节,且受到了机械零件间磨损等方面的干扰,注塑精度和质量无法提高。
伺服控制系统采用高精度的传感器,实现闭环控制,精度更高,能够及时反馈注塑压力变化,从而实现稳定的注射行驶和注塑压力控制。
4.注塑周期控制注塑周期控制包括注塑时间、压缩和恢复时间的控制,是注塑品质稳定的重要保障。
传统注塑机通常采用固定周期模式,这种模式无法适应各种注塑产品的需求。
伺服控制系统采用可编程控制器(PLC)实现动态注塑周期,使注射和保压时间动态地调整和优化。
注塑机伺服系统节能原理

注塑机伺服系统节能原理一、引言随着工业化进程的加快和环境保护意识的增强,节能已经成为了各行各业的重要议题。
注塑机作为一种重要的塑料加工设备,其节能问题也备受关注。
目前,注塑机伺服系统被广泛应用于注塑机上,以提高注塑机的节能性能。
本文将从注塑机伺服系统的基本原理、控制方式和节能效果等方面进行论述。
二、注塑机伺服系统的基本原理1.注塑机伺服系统的组成2.伺服电机的特点伺服电机是注塑机伺服系统的核心部件,其具有响应速度快、控制精度高、输出扭矩稳定等特点。
伺服电机通过微处理器的控制,实现了对注塑机运行过程中各个环节的精确控制,从而提高了注塑机的运行效率和质量。
三、注塑机伺服系统的控制方式1.闭环控制闭环控制是指通过传感器实时检测注塑机的运行状态,并将反馈信息传输给微处理器,微处理器根据反馈信息进行数据处理和计算,调整伺服电机的工作参数,从而实现对注塑机运行过程的精确控制。
2.开环控制开环控制是指在注塑机的运行过程中,不实时检测注塑机的运行状态,并且不进行反馈信息的处理和计算。
开环控制一般适用于对注塑机的运行要求不高,且对注塑品质要求不严格的情况下。
四、注塑机伺服系统的节能效果1.降低电能消耗2.提高运行效率3.降低产品缺陷率由于伺服电机可以精确控制注塑机的运行过程,保证了注塑机在运行过程中的稳定性,减少了产品的缺陷率。
4.延长设备寿命五、结论注塑机伺服系统通过对注塑机的运行过程进行精确控制,可以提高注塑机的节能性能。
通过降低电能消耗、提高运行效率、降低产品缺陷率和延长设备寿命等方式,注塑机伺服系统可以实现对注塑机的节能优化。
未来,随着技术的不断进步和应用的不断推广,注塑机伺服系统的节能效果将会进一步提高。
伺服系统组成与普通液压系统的区别

伺服系统组成与普通液压系统的区别
伺服系统与普通液压系统的组成区别是:伺服控制系统(伺服驱动系统)、伺服电机系统、先进的油泵。
伺服控制系统其实就是伺服控制器,又叫伺服驱动器。
伺服电机系统的实质就是伺服电机。
(莱普乐注塑机节能改造网提供)
伺服运行系统能够达到什么样的效果?电机反映迅速,像注塑机伺服系统就能实现压力和流量的双控制,控制程度更高,注塑机的冷却和保压阶段几乎不要消耗电能,直接降低注塑机电机的耗能(电机耗能占注塑机的60%-80%),实现节能40%-80%,注塑机电机的耗能根据注塑机的需要实现供给,从根本上节能。
伺服系统的最大特点就是电机,伺服电机采用永磁稀土,永磁电机反映更迅速,瞬间达到高转速,像注塑机伺服电机能够达到1500转,所需的时间不到0.03s,剪短了电机的反映时间和生产的时间。
由于伺服电机对油泵的要求比较高,普通液压系统的油泵不能达到这个要求,所以在注塑机节能改造中会把油泵换成齿轮泵。
伺服驱动器是根据伺服电机等配置的。
注塑机伺服改造方案

注塑机伺服改造方案一、引言注塑机是一种广泛应用于塑料制品生产的设备,注塑机的效率和可靠性直接影响着产品质量和生产效益。
伺服系统在注塑机中的应用可以提高注塑机的精度、效率和稳定性,进而提高产品质量和生产效益。
本文将介绍一种注塑机伺服改造方案,旨在改善传统液压注塑机的性能。
二、改造目标本次伺服改造的目标是优化注塑机的运行控制系统,提高注塑机的运行稳定性、节能性和精度。
三、改造方案1.伺服系统选择在选择伺服系统时,应根据注塑机的具体情况进行选择。
一般情况下,应选择高性能的伺服系统,具备稳定的控制性能和高精度的位置控制能力。
2.伺服系统安装伺服系统应安装在注塑机的液压系统上,通过与液压系统的紧密结合,实现对液压系统的控制。
同时,应将伺服系统的控制器安装在注塑机的操作面板上,方便操控和维护。
3.传感器安装为了实现对注塑机运行状态的监测和控制,还需要安装一些传感器。
例如,可以安装位移传感器用于检测注塑机的运动轴位置,安装压力传感器用于检测液压系统的工作压力等。
4.程序编写伺服系统的控制程序需要通过编写实现。
编写程序时,应根据注塑机的运行特点和要求,编写相应的控制算法。
同时,应考虑到生产过程中的各种因素,如温度、湿度、负载变化等。
5.整合测试改造完成后,需要对注塑机进行整体测试,验证改造后的效果。
测试项包括运行稳定性、精度、能耗等。
根据测试结果,对系统进行调整和优化。
四、改造后的优势1.提高工作精度2.提高运行稳定性改造后的伺服系统具有更好的控制性能和响应速度,可以减少因运动不稳定产生的振动和冲击,提高注塑机的稳定性和可靠性。
3.节能降耗伺服系统能够根据实际需要提供精确的动力输出,相比传统液压系统能够更高效地利用能源,降低能耗。
4.方便调试和维护改造后的注塑机伺服系统易于调试和维护,通过控制器可以实现对整个系统的参数设置和监测,方便用户进行调试和故障排除。
五、改造过程中的注意事项1.系统的稳定性和安全性是改造过程中需要重点考虑的问题,应确保改造后的系统能够可靠运行,不会给生产过程带来安全隐患。
注塑机伺服改造案例一

注塑机伺服改造案例一注塑机伺服改造案例一一、引言注塑机作为塑料制品生产的核心设备之一,其控制系统的稳定性和精准性对整个生产过程至关重要。
传统的注塑机控制系统通常采用液压或机械传动,但由于传动精度和控制复杂度的限制,很难满足现代化生产的要求。
因此,伺服技术的应用成为提高注塑机精度和效率的重要手段之一、本文以注塑机的伺服改造案例为例,详细介绍了改造过程和效果。
二、改造背景注塑机使用多年后,由于液压传动系统的老化和故障频发,导致注塑机的控制精度和稳定性下降,生产效率降低。
为了提高生产效率和产品质量,公司决定对该注塑机进行伺服改造。
三、改造方案根据注塑机的实际情况和改造目标,公司选择了采用半闭环伺服技术进行改造。
具体方案如下:1.替换液压控制系统:将原有的液压控制系统替换为伺服电机和伺服驱动器组成的半闭环伺服系统。
由于伺服系统具有更高的精度和响应速度,能够更准确地控制注塑机的运动,提高注塑机的稳定性和精度。
2.更新控制系统:将原有的控制系统更新为配套的伺服控制系统。
通过与伺服电机和驱动器的联动,实现对注塑机各个动作环节的更加准确和精细的控制,从而优化生产过程。
3.加装传感器和监测设备:在关键部位加装位移传感器、压力传感器等监测设备,实时监测注塑机的运行状态和参数,以便及时调整和优化参数,避免故障和提高生产效率。
四、改造过程1.拆卸原有液压控制系统:将原有的液压泵、动力源和液压阀组件等拆卸下来,清理注塑机内部并进行相关维护。
2.安装伺服电机和驱动器:根据注塑机的结构和需求,选择合适的伺服电机和驱动器,并进行安装和接线。
3.更新控制系统:安装新的伺服控制器和控制面板,实现对伺服电机和驱动器的控制和调节。
4.加装传感器和监测设备:根据需要,在注塑机的运动部位加装位移传感器、压力传感器等监测设备,与控制系统进行联动。
五、改造效果经过伺服改造后,该注塑机的精度和稳定性得到了显著提升。
改造后,注塑机的定位精度提高到了0.01mm,注塑过程中的压力和速度也能更加准确地控制。
液压型注塑机伺服系统节能改造实例浅析
科技 一向导
2 0 1 3 年3 0 期
液压型注塑机伺服系统节能改造实例浅析
黄嘉成 罗 佩 f 佛 山市 技 术 标 准 研 究 院 广东 佛 山 5 2 8 0 0 0 )
【 摘 要】 通过在 广东佛 山一 家知名 P P R、 P V C 管生产企业的部分 注塑机进行伺服 系统改造前、 后 的测试 , 对所搜 集资料 、 测试数据的整
动作 。 注塑的整个过程 中. 就用这两个信号来完成所需的动作 . 即每一
个 工序都有相应 的压力和流量 的设置
2 . 1 . 1 异 步 电动 机
大提高 , 液 压油使用 时间比常规系统延长。
比例变量 泵系 统具有 良好 的 自适应 性 .其输 出 的压力 和流 量 能够 与负载 需求 相一致 .解 决 了节流凋 速系统 的流 量不适 应和 压 异步 电机 的定子在三相 电的驱动下产生旋转磁场 . 将 电能转换 为 能量 损耗 大 大减 少 . 系 统效 率 提高 . 节 能效果 十分 动 能。 在转换过程 中, 由于线 圈的 电阻 、 涡流在矽铁片中的产生及轴 承 力不 适应 问题 . 的摩擦 , 输出的“ 有用 ” 动 能一般 是输人 电能的 9 0 %左右 ( 在满载时 ) , 明显。 3 . 节 能 潜 力 其他便转换为热能 。 故 电机都会 自 带风扇 . 将热能带走 , 以免电机过度 在注塑成型的一个周期 中: 锁模一 注射一 保压一 加料一 冷却一 开 升温 。 模一顶针一取料等各 动作 . 对流量和压 力要 求是不一样 的. 通 常射 胶 2 . 1 . 2定量泵 而在冷却和取料等阶段 对流量和 油泵是将旋转 的动能转换为液能( 压力及流量 ) . 油泵 内的摩擦力 和锁模阶段对 流量和压力需求很大 . 定量泵型注 塑机 在改造前 . 在每个工作 周期内油 会 降低输 出压力 , 内漏会降低输出流量。故输出的 ( 有用 ) 液 能是 比输 压力的需求却很小 , 负载小 时. 实际所需流量较小 . 多余的流量通过溢 入 的旋转动能低 . 而无用 的热能便跑到压力油去 . 使其升温 。 是 注塑机 泵的排量基本不变 。 流阀溢流掉 , 能量损失大 。 在节能改造后 , 通过采集注塑机数控系统 比 为何要安装压力油冷却器的原因之一 传统定量泵注塑机通常在需要 动调整节电器 对应各个 动作 电机频率 . 以 改变负载流量和压力时 , 用 阀门调节 。 这使 输入功率变化不大 , 但大量 例压力和比例 流量信号 . 自 使油泵输出的流量和压力 刚好能满足成型机系统工作需要 . 从而达到 能量 以压力差 的形式损耗在阀门上 . 产生溢流 用恒 定转速 的异 步电机来带动定量 泵 .油泵是输 出恒定 的流 量 节 能 的 效 果 为了更实际了解 注塑机节能改造的效果 . 我们选取一家企业不 同 的, 但注 塑周期 中的各 个动 作 , 如 开合模 、 顶 出、 塑化 、 注 射及 保压 , 有代 表性 的 5台液压型注塑机进行改造 。 在这次改造 中, 企业 甚 至待机状态对流量 的要求都不 同。动作用不着 的流量便在 当时的 类型的、 采用伺服系统进行 设 定压力下流 回油箱 。 所需 动作越慢 , 流回油箱 的量越 多 . 浪 费的能 进行的改造主要 是针 对异 步电动机 电机和定量泵 . 其他部件暂不做任何 改动 。 量 便越 多。 同样 . 设定 的压力越 大 . 流 回油箱 的浪费便越大 。浪费了 改造 , 我们使用同一台经过校准的电能测试仪 . 在每 台机器保持相对 同 的能量都变 为热能 , 将油温提 高 在 注塑周期 中 . 保 压所需 的油量 很 生产 同一种规格产 品下 . 进行伺服系统改造前 后的耗 电量检 低, 因螺 杆前 行 的速度 只需要 足够 填补 成 品冷却 时 的收缩量 . 估 计 工况 、 具体的检测 计算数 据见下表 1 不 会超过油 泵流量 的 5 %.那油泵 9 5 %以上 的流量便 在保压压力 下 测对 比.
注塑机伺服改造方案

注塑机伺服改造方案一、注塑机伺服改造方案介绍二、注塑机伺服改造方案内容1.更换液压系统:将原有的液压系统替换为伺服系统,如在液压驱动系统中加装伺服电机,在注塑机控制系统中加装伺服控制器和伺服阀等,实现对注塑机的精确控制。
2.优化控制系统:升级改造注塑机的控制系统,采用更先进的控制算法和控制器,提高注塑机响应速度和生产精度。
3.完善温度控制:改善注塑机的温度控制系统,增加温度传感器和温度控制模块,提高注塑过程的稳定性和一致性。
4.精确测量与检测:加装流量计、压力传感器和位移传感器等测量传感器,实时监测注塑过程的参数,并通过反馈控制实现对注塑机的精确控制。
5.节能降耗设计:通过改造降低注塑机的能耗,如增加节流器、减小液压缸和泵的尺寸,以减少能量损失;增加注塑机的再生系统,将液压系统的回油回收利用;采用高效能的伺服电机和伺服阀,提高能源利用效率等。
6.数据化管理:建立注塑机的数据采集与管理系统,实时监测和分析注塑机的工作状态和参数,实现远程控制和故障预警,提高注塑机的生产管理和效率。
三、注塑机伺服改造方案的优势1.提高生产效率:伺服系统具有快速响应和高精度控制的特点,可实现快速、准确的注塑过程,提高注塑机的生产效率。
2.节能降耗:伺服系统采用变频控制,只在需要时才提供所需的动力,减少能耗;同时,通过对液压系统进行优化设计和改造,进一步降低能耗,达到节能的效果。
3.提高产品质量:伺服系统的高精度控制和稳定性能,可提高注塑产品的一致性和成型质量,减少废品率。
4.降低维护成本:伺服系统的结构简单,故障率低,减少了维护和修理的成本。
5.数据化管理:通过建立数据采集与管理系统,实现对注塑机的实时监测和分析,提高生产管理效率,减少生产故障和停机时间。
四、注塑机伺服改造方案的应用范围结语:通过注塑机伺服改造方案的实施,可以提高注塑机的生产效率、降低能耗和减少废品率,使得企业在激烈的市场竞争中能够获得更大的竞争优势。
伺服压力机的工作原理
伺服压力机的工作原理
伺服压力机的工作原理是通过伺服系统控制液压系统的工作来实现对压力的精确控制。
具体工作原理如下:
1. 伺服系统:伺服系统由伺服电机和伺服控制器组成。
伺服电机是一种精密的电动机,能够根据控制信号精确地控制运动。
伺服控制器负责接收控制信号,并根据反馈信号调整伺服电机的输出。
2. 液压系统:液压系统由液压泵、液压缸和液压阀组成。
液压泵负责将油液从油箱吸入,并通过液压阀控制油液的流向和流量。
液压缸是伺服压力机的执行机构,根据液压系统的控制压力进行运动。
3. 控制方式:伺服控制器根据预设的压力值生成控制信号,并通过控制阀控制液压泵的流量,使液压系统的压力达到预设的压力值。
当设定值和反馈值有偏差时,伺服控制器会根据反馈信号进行修正,调整控制信号的输出,使压力保持在设定值附近。
4. 压力调节:伺服压力机的压力可以通过调整伺服控制器中的参数来实现。
通常可以通过设定比例增益、积分增益和微分增益等参数来调节压力的稳定性和响应速度。
总的来说,伺服压力机通过伺服系统控制液压系统的工作,使得压力能够精确地
控制,并能根据需求进行调节,从而实现各种材料的成型和加工。
电动注塑机与油压型注塑机的百科全书

电动注塑机与油压型注塑机的百科全书电动/油压注塑机的的由来及发展史电动注塑机(Electric injection molding machine)于1982年首先由德国Battenfeld公司发布;1983年由日精树脂(Nissei)公司率先商品化,当时的产品型号为MM5;在1984年日本塑料工业展览会上,法那克公司、东洋机械金属公司和新泻铁工所分别展出了AUTOSHOT系列、TU系列和MD系列的电动式注塑机。
什么是电动注塑机了,所谓电动式注塑机是指使用交流伺服电动机,配以滚珠丝杠、齿形带以及齿轮等元器件来驱动各个机构的注塑机,其最根本的特点是所有驱动模块全为电动式,而非传统的液压式。
也就是说,在整套设备中没有液压统,也没有任何液压元部件。
电动式注塑机的应用相当广泛,从一般民用和工业用品如汽机车零件、化妆品用容器、家庭用容器、精密齿轮等。
全电动式注塑机是电动式注塑机的主要机型,其注塑装置中的各机构(注射、塑化、计量和移座等)及合模装置的各机构(开合模、锁模、顶出等)全部采用电动机驱动。
与油压式注塑机相比,具有以下优点。
电动注塑机械原理1、开模、锁模、顶针等动作采用高精度丝杠螺母,传动精度0.01mm。
2、直线导轨,将传统往复滑动引导转变为滚动引导,提高定位精度,降低机械造价并且大幅度节省电力,可长时间维持高精度。
3、采用新型测力传感器,准确控制背压取得稳定的精密注塑。
4、同步带轮及同步带,结构简单,安装方便,传动精度高,噪声低。
5、采用集中式润滑,容积式比例分配器,保证每点润滑充分。
注塑油压机也称是一种利用液体静压力来加工金属、塑料、橡胶、木材、粉末等制品的机械。
它常用于压制工艺和压制成形工艺,据需要是多种多样的。
如按传递压强的液体种类来分,有油压机和水压机两大类。
液压传动:它是以液压油为工作介质,通过动力元件(油泵)将原动机的机械能变为液压油的压力能,再通过控制元件,然后借助执行元件(油缸或油马达)将压力能转换为机械能,驱动负载实现直线或回转运动,且通过对控制元件遥控操纵和对流量的调节,调定执行元件的力和速度。
注塑机伺服原理

注塑机伺服原理
注塑机伺服原理可简述如下:
注塑机的伺服系统是指通过电子控制技术,将注塑机的驱动系统转变为伺服系统,通过伺服电机来控制机械运动,实现对注塑过程的精确控制。
具体来说,伺服系统主要包括伺服电机、编码器、伺服控制器和执行器等组成。
1. 伺服电机:注塑机采用交流伺服电机或直流伺服电机,通过控制电流和电压来控制电机的转速和转矩。
伺服电机具有较高的响应速度和精度,能够根据控制信号实时调整运动状态。
2. 编码器:编码器是用来测量电机转子位置和速度的装置,将电机的转动信息转换为数字脉冲信号。
通过编码器的反馈信号,伺服控制器可以实时监测电机的位置和运动状态,从而实现精确的控制和调整。
3. 伺服控制器:伺服控制器是注塑机伺服系统的核心部件,主要负责接收控制指令、处理反馈信号,生成控制信号,控制伺服电机的转速、位置和转矩等参数。
伺服控制器通常采用高性能的数字信号处理器(DSP)或单片机来实现。
4. 执行器:执行器是指将伺服电机的输出力矩传递给注塑机机构的装置,通常是通过传动装置(如螺杆、油泵等)将电机的旋转转动转换为线性位移或液压压力,实现对注塑过程的精确控制。
在注塑过程中,伺服系统通过实时监测和调整电机转速、位置和转矩等参数,可以精确控制注塑机的工作过程,例如控制模具的开合速度、保持压力和注射速度等,从而达到优化注塑产品质量、提高生产效率和节约能源的目的。
注塑机专用伺服驱动器使用说明书

HZ: 频率单位 RMP:转速单位
A: 电流单位 %:百分数
V: 电压单位
4.2 数码显示区
5 位 LED 显示,可显示设定频率、输出频率,各种监视数据以及报警代码等。 键盘按钮说明:
按键 MODE ENTER
名称 模式键 确认键
功能 一级菜单进入或退出 逐级进入菜单画面、设定参数确认
∧ ∨ << >> RUN STOP/RESET
0:非油压控制方 式
电 机 温 度 保 护 , 支 持 PTC130 , PTC150 等 最高通讯速度 1Mbps 由控制板上的 J8 跳线选择是否连 接终端匹配电阻 由控制板上的 J5 跳线选择是否连 接终端匹配电阻(预留功能) 输出范围:0mA~20mA 或者 0~10V 由控制板上 J10 选择输出模式 输出范围:0mA~20mA 或者 0~10V 2. 由控制板上 J11 选择输出模式 触点驱动能力: 1. AC250V, 3A 2. DC30V,1A
3.2.4 旋转变压器端子 CN1 信号
编号 1 2 3 4 5 9
颜色 红 蓝 白 棕 黄 绿
名称 EXC /EXC SIN SINLO COS COSLO
功能 激励信号
SIN 反馈信号
COS 反馈信号
3.3 跳线功能说明
跳线 序号
J1 J2 J6 J7 J8
J9
跳线位置
功能说明
跳线位置
功能说明
112A
20A 26A 34A 38A 46A 62A 76A 92A 113A
一个电机 PTC 保输入端子 五个数字量输入端子,可兼容 NPN,PNP 输入方式 三个模拟量输入端子,其中 AI1,AI2 只能输入电压信号,AI3 可输入电压或者电 流信号 三个继电器输出端子,一个 NO/NC 可选,两个 NO 两个模拟量输出端子,分别可选 0mA~20mA 或者 0~10V CAN 通讯端子 RS485 通讯端子(预留) 10V 电源输出 13V 电源输出 显示参数 9 个按键, 2000m 以下 室内,避免阳光直射,无腐蚀,易燃性气体,无油雾,水蒸汽等 -10℃~40℃ 小于 0.6g -20℃~60℃
注塑机伺服电机改造案例
注塑机伺服电机改造案例:某公司注塑机伺服电机节能改造➢项目背景1.改造前用能系统状况某模塑公司主要生产彩电,彩电外壳生产主要设备为1600T 注塑机,单台每小时平均耗电量为103千瓦时。
2.改造前用能系统存在的问题经前期调研,发现其生产设备注塑机设备存在不节能现象,改造前电机系统功耗极大,具有降耗的潜力。
➢技术方案1.技术原理(1)叙述采用的节能技术的原理(提供技术原理图);(2)叙述采用节能技术及原因;(3)叙述电能替代技术的关键能效指标(设备效率、能效比或产品单耗);(4)叙述该技术使用条件和技术优势。
节能技术的原理:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降,可以达到精确定位、加速减速优化、直接驱动等目的,可节约近40%能量。
技术原理图采用节能技术及原因:节能:与传统的定量泵系统相比,伺服油泵控制系统结合了伺服电机快速的无极调速特性和液压油泵自主调节特性,带来巨大的节能潜力。
高效:可以通过提高电机转速增加油泵的输出量,提高整机运行速度;响应时间最短可至20ms,提高液压系统的响应速度。
精密:快速响应速度保证了开、合模精度,射胶精度可达0.1mm;配合精度模具,可以达到0.3%的注塑精度。
静音:在PID算法模块控制下,可以实现静音运行。
适用条件和技术优势:广泛应用于玩具、电气、汽配、仪表等塑料制造行业。
伺服控制系统是根据注塑机在具体运行过程中所需控制的压力和速度参量来专门设计的。
采用压力,流量双闭环控制,液压系统按照实际需要的压力,流量来供油,克服了普通定量泵系统高压溢流产生的高能耗。
在预塑,合模,射胶等高流量工作阶段电机按照设定的转速工作,在保压,冷却等低流量工作阶段降低了电机的转速,从而降低了油泵电机的能耗。
2.技术方案(1)节能改造方案:本项目采用稀土永磁电机+齿轮(螺杆)泵+伺服电机驱动器+压力流量传感器对原普通异步电机+叶片泵进行改造。
注塑机专用伺服系统说明书_V1.01

注塑机专用伺服系统说明书版本:V1.01修订记录目录目录................................................................................................................................................................................................ - 3 -第 1 章.............................................................................................................................................................................................. - 4 -产品的确认及规格型号 .................................................................................................................................................................... - 4 -1.1产品到货时的确认............................................................................................................................................................ - 4 -1.1.1伺服电机 ............................................................................................................................................................... - 4 -1.1.2伺服驱动器............................................................................................................................................................ - 6 -第 2 章.............................................................................................................................................................................................. - 7 -产品技术规格和选型 ........................................................................................................................................................................ - 7 -2.2 产品各部分的名称............................................................................................................................................................ - 8 -2.2.1 伺服电机 ............................................................................................................................................................... - 8 -2.2.2伺服驱动器............................................................................................................................................................ - 9 -2.3 伺服驱动器主要参数 ........................................................................................................................................................ - 9 -2.4 伺服电机主要参数.......................................................................................................................................................... - 10 -第 3 章............................................................................................................................................................................................ - 11 -安装.......................................................................................................................................................................................... - 11 -3.1 驱动器的安装.................................................................................................................................................................. - 11 -3.2 电机的安装...................................................................................................................................................................... - 12 -3.3 标准接线图...................................................................................................................................................................... - 13 -3.4 输入信号名称及其功能 .................................................................................................................................................. - 14 -3.5 泄放电阻的安装.............................................................................................................................................................. - 15 -第 4 章............................................................................................................................................................................................ - 16 -伺服泵调试...................................................................................................................................................................................... - 16 -4.1基本操作.......................................................................................................................................................................... - 16 -4.1.1 面板操作器的功能.............................................................................................................................................. - 16 -4.1.2清除伺服报警...................................................................................................................................................... - 16 -4.1.3 基本模式的切换 (17)4.1.4 参数设定模式操作 (17)4.1.5 监视模式操作 (18)4.2应用操作 (20)4.2.1 显示报警历史数据的操作 (20)4.2.2 恢复参数出厂值的操作 (21)4.2.3点动(JOG)运行模式的操作 (21)4.2.4模拟指令偏移的自动调整 (22)4.2.5 模拟指令偏移的手动调整 (23)4.3 伺服泵使用前的注意事项 (24)4.4 伺服泵控制参数介绍 (25)4.4.1 基本功能参数设置 (25)4.4.1 伺服泵控制框图 (26)4.4.2 速度控制参数设置 (26)4.4.3 压力控制参数设置 (27)4.4.4 其它参数设置 (29)4.5 调试步骤 (30)4.6 调试中常见现象报警及排除 (31)附录 1 (32)报警显示一览表 (32)附录 2 (34)力士乐泵规格和技术条件 (34)第 1 章产品的确认及规格型号1.1 产品到货时的确认确认项目参考产品型号是否与订货型号相符? 检查伺服电机、伺服驱动器的铭牌的“型号”栏进行确认(参照图示)。
液压注塑机伺服泵控制节能技术研究
液压注塑机伺服泵控制节能技术研究摘要:介绍一种注塑机新型的液压泵伺服驱动及控制新技术,采用交流永磁同步伺服电机驱动液压油泵作为注塑机的驱动级控制系统,实现注塑机节能、动态响应快、压力控制稳定、低速性能优良等性能提升。
通过实际试验和应用,新的驱动控制技术对于实现注塑机的节能技术进步和控制精度提高具有重要作用。
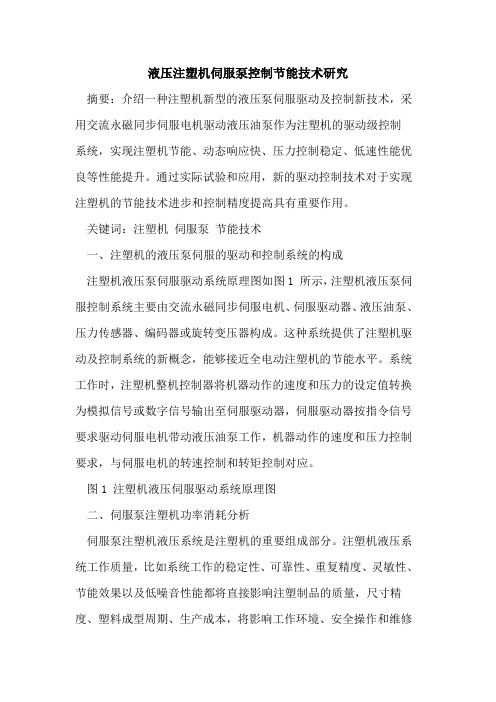
关键词:注塑机伺服泵节能技术一、注塑机的液压泵伺服的驱动和控制系统的构成注塑机液压泵伺服驱动系统原理图如图1 所示,注塑机液压泵伺服控制系统主要由交流永磁同步伺服电机、伺服驱动器、液压油泵、压力传感器、编码器或旋转变压器构成。
这种系统提供了注塑机驱动及控制系统的新概念,能够接近全电动注塑机的节能水平。
系统工作时,注塑机整机控制器将机器动作的速度和压力的设定值转换为模拟信号或数字信号输出至伺服驱动器,伺服驱动器按指令信号要求驱动伺服电机带动液压油泵工作,机器动作的速度和压力控制要求,与伺服电机的转速控制和转矩控制对应。
图1 注塑机液压伺服驱动系统原理图二、伺服泵注塑机功率消耗分析伺服泵注塑机液压系统是注塑机的重要组成部分。
注塑机液压系统工作质量,比如系统工作的稳定性、可靠性、重复精度、灵敏性、节能效果以及低噪音性能都将直接影响注塑制品的质量,尺寸精度、塑料成型周期、生产成本,将影响工作环境、安全操作和维修工作。
伺服泵注塑机液压系统具有高精度、高灵敏度、低噪音、省能化、比例、伺服控制和微处理器等特点。
伺服泵注塑机液压控制系统在每一个注塑周期中系统的压力和流量是按照工艺要求而变化的,即在液压系统系统压力执行每一个具体程序时,如执行元件的驱动力和速度都有具体要求,因此,液压系统压力和流量必须与之相适应。
伺服泵注塑机液压系统的能耗输出总功率是一定的,但由于执行每一个程序时所需要消耗的功率不同,注塑机在一个周期中的功率消耗情况如图 2所示。
由图 2所示合模和开模系统所需油压较低,且时间较短,一般为一个工作周期的 40%~60%,时间的长短与加工工件有关,间歇期更短,这也与加工工件的情况有关,有时可以间歇期而连续加工。
注塑机用伺服系统节能改造方案
7、 如果磁极位置识别完电机运转正常,停机将 FA30=1,测试注塑机手 动和自动动作是否正常。
8、 停电接好 OP3 使能信号线,重新上电测试手动和自动动作是否正常。 9、 特殊情况下会出现电机动力线相序错误的情况。驱动器侧跟电机的 对应关系有 UVW、UWV、VUW、VWU、WUV、WVU 六种请分别测试。 正常状态下的接法是 UVW 一一对应 10、 必要时可检测或更换电机编码器线,然后进行 6 步骤测试。
2、伺服系统容量的选择 在选配伺服系统容量前,应实测一下注塑机在各个工序过程中,系统的流量以及压力,
了解系统会用到的最大流量和压力,作为选择伺服系统容量的依据。要根据用户的流量、压 力要求,来选择合适的内齿轮啮合泵。伺服电机可以允许在 2 倍过载下进行 20%时间间隔 的周期持续性工作,而且在弱磁状态下也可以达到足够的输出转矩,所以采用伺服系统可以 达到 2000 多转/分钟的电机转速。这样选择内齿轮泵时,可以参考泵的最大转速范围来设计 系统流量。提高了泵的转速,在某些情况下可选择较低排量的油泵就能够满足客户需求。欧 瑞伺服系统是采用伺服驱动器和伺服电机一一搭配的关系,可根据油泵的转速和转矩要求来 选择合适的伺服电机。欧瑞伺服系统具有超强的过载能力,在最高电机转速范围内,可根据 油泵最大使用转矩不大于 2 倍电机额定转矩来选择伺服系统。
在同样的油泵和同样的系统压力下,油泵的输出功率跟电机转速、转矩完全成正比例。 传统注塑机使用额定转速 1500 转的 4 极电机,输出转速不可调节。如果改成可控制的伺服 系统,可以完全根据系统当前的流量要求进行速度控制,根据当前的压力要求控制转矩输出。 比如:注塑机系统使用 64cc 的油泵,系统最大压力要求 175bar,此时传统油泵的输出功率 约为 28kw。改用伺服系统,如果在熔胶动作下系统要求 50%的系统压力和 50%的熔胶速度, 此时的输出功率就会变为 7KW 左右,省电 75%。
伺服注塑机工作原理

伺服注塑机工作原理
伺服注塑机是一种利用伺服电机驱动的注塑机,其工作原理是将熔融的塑料注入模具腔内,然后通过模具的高压和高温使得塑料熔融和固化,最终得到制品。
伺服注塑机的工作过程主要包括以下几个步骤:
1. 塑料加料:首先将塑料颗粒加载到注塑机的料斗中。
然后通过一个螺杆将颗粒送入加热筒中。
2. 熔融和注射:加热筒中会将塑料颗粒加热并熔化成为熔融状态。
当熔融塑料达到一定程度后,伺服电机将推动螺杆前进,将熔融塑料推入模具腔内。
3. 压力和冷却:当熔融塑料进入模具腔内后,给予注射系统高压,使得塑料充填模具腔内的每个角落。
然后通过冷却系统使塑料迅速冷却固化。
4. 开启模具:在注射过程完成后,模具就会打开,然后通过机械装置将制品从模具中取出。
整个工作过程中,伺服电机起着关键作用。
它可以根据不同的工艺需求调整螺杆的后退和前进速度,从而控制注塑机的注塑量、注塑速度和注塑压力。
这样就能够更加精确地控制制品的质量和尺寸。
伺服注塑机相比传统的液压注塑机,具有诸多优势。
例如,它
们具有更高的精确度、更快的响应速度、更高的能效,以及更低的噪音和污染。
因此,在现代注塑加工行业中,伺服注塑机已经成为一种越来越受欢迎的设备。
注塑机伺服系统节能改造的应用案例所产生的效益分析
注塑机伺服系统节能改造的应用案例所产生的效益分析注塑机是一种用于制造塑料制品的设备,其功耗通常较高。
为了降低注塑机的能耗,提高生产效率和降低生产成本,可以进行注塑机伺服系统的节能改造。
本文将通过分析一个注塑机伺服系统节能改造的应用案例,来探讨改造后所产生的效益。
1.案例背景注塑企业拥有多台老旧注塑机,这些机器的能耗较高,产能较低,经营成本较高。
为了提高生产效率和降低生产成本,企业决定对这些机器进行伺服系统的节能改造。
2.改造方案改造方案包括更换伺服电机和安装伺服控制系统。
伺服电机具有高效、节能的特点,可以提高注塑机的能效。
伺服控制系统通过精确的控制注塑机的运行速度和压力,可以提高生产效率和产品质量。
3.1能耗降低改造后的注塑机采用了高效的伺服电机和伺服控制系统,相比于老旧机器,能耗降低了30%以上。
这意味着企业在生产过程中节约了大量的电力消耗,有效降低了生产成本。
3.2生产效率提高伺服控制系统可以实现精确的注塑控制,注塑过程更加稳定和可控。
改造后的注塑机的生产效率提高了15%以上,生产周期缩短,产能增加。
企业可以在同等时间内生产更多的产品,提高了市场竞争力。
3.3产品质量提升伺服控制系统可以提供更准确的运行速度和压力控制,从而使产品的尺寸和外观更加稳定和一致。
改造后的注塑机的产品质量得到了显著提升,缺陷率降低,减少了不合格品的数量,提高了产品的合格率和客户满意度。
3.4维护成本降低伺服电机具有较长的使用寿命和可靠性,其维护成本较低。
同时,伺服控制系统可以实时监测注塑机的运行状态和故障信息,提前预警和排除故障。
企业在维护和维修方面节省了大量的人力和物力成本。
综上所述,注塑机伺服系统节能改造后所产生的效益主要包括能耗降低、生产效率提高、产品质量提升和维护成本降低。
这些效益的实现可以有效降低企业的运营成本,提高生产效益,增强市场竞争力。
因此,注塑机伺服系统节能改造是一个可行且有效的方法。
企业在进行改造时需要考虑其具体情况和需求,并寻求专业的设备供应商和技术支持,以确保改造效果的最大化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Technology Innovation
Application - Innovation
利用强大的Open field Network的系统制作的便利性 系统维修的便利性 Cost - Innovation 作为Motion control Total Solution企业,可提供整套系统 长久的生产know-how,强化了多种型号的价格竞争力 通过专业的专用系统,节减了费用
Copyright (c) 2007, MECAPION, All Right Reserved.
Gen II.
使用PC环境基础的高速控制器 采用Network专用控制platform,确保了系统的简洁性。 的应用确保了实时高速master功能和高信赖性,并实现了cost-down 同步控制的实现确保了高容量电动注塑控制器技术
不断的技术升华!! 专业的技术开发 将成为注塑成型Control市场的 Partner。
System architecture – Gen II.
PCNC OP一体型PC (Windows XP) 800X600, TFT, Touch, Pan-less x86 CPU CNC Kernel Soft PLC Field Bus Servo Ether CAT with CAN Open * V3S + Ether CAT Option board
Performance - Innovation 注塑专用控制器的开发,使之更具专业化 确保注塑机专用大型电机的技术力 通过作为专用机而进行的长时间的field TEST的开发,确保了系统的稳定性 接线的减少,从而减少了故障率
Copyright (c) 2007, MECAPION, All Right Reserved.
Copyright (c) 2007, MECAPION, All Right Reserved.
System architecture – Gen I.
RS232C
HMI
MXT400 controller
Remote I/O
Temperature controller
Ejector AC Servo Motor Tool clamping AC Servo Moture controller
Distributed I/O Module. 与MXT400用选项相同. 3rd Party slave Ejector AC Servo Motor Tool clamping AC Servo Motor Plasticizing AC Servo Motor Injection AC Servo Motor ※ 为提高性能,上述产品外型可做变更.
HMI
Editor
MXT400
•内 • • • • • 存 : FLASH – 8M NVRAM – 1M SDRAM – 128M 通信端口 : RS232C (Modbus) USB, Ethernet Device Net (Mastering) 程序容量 : 10K Step 程序语言 : Ladder diagram (Relay电路) 停电检测及启动时自我诊断功能 Multi tasking PLC Engine: Start, High-scan, Low-scan
Copyright (c) 2007, MECAPION, All Right Reserved.
Specifications-H/W Parts
HMI
• 输入电源 : 单相 AC 100V~264V • 通信规格 : RS232 通信接头(D sub - 9 Pin) – 1Ch SD内存界面槽 – 1Ch USB Host接头(支持USB)– 1Ch USB Slave接头 – 1Ch Ethernet接头(10Base-T) – 1Ch • LCD Screen Size : 10.4” (TFT Color) • 分辨率(Resolution) : 800 X 600 • 工作温度 : 0 ~ +50℃ • Key输入 : 69 Matrix Key Button • LED输出 : 13EA Button显示状态 • OS: Windows CE 5.0 • Windows 基础开发程序
System architecture – Gen III.
[ 有利于节俭能量的油压注塑机上使用的伺服电机型油压泵的构造]
-. 伺服系统( 11Kw / 15kw / 22kw ) + 油压泵 -. 适用注塑机吨数 : 80ton 11Kw / 100ton, 130ton 15Kw / 170ton 22Kw(18Kw) -. 油压式注塑机 代替油压泵,比现在的油压泵节俭50%的能量
第1油出口
Coupling
Bracket
伺服电机
第2油出口
油入口
[伺服电机型油压泵构造]
Copyright (c) 2007, MECAPION, All Right Reserved.
Index
Preview Technologies Technology innovation Change – About System System Architecture – Gen I System Feature & Specifications – Gen I System Architecture – Gen II System Feature & Specifications – Gen II Cost Comparison Contact Us
支持 、mastering的High-Speed Controller 内置Motion control功能的伺服系统 辅助压力、增压、填补时的压力控制上的SERVO Driver的应用 系统一体化专用HMI系统 连接 ,不会出现拖延而可直接附加驱动的I/O Module 4-Ch isolated Temperature controller 便利的Ladder Editor和HMI Screen Editor 革新的价格竞争力
的技术革命
确保Encoder 设计、制作技术 确保SERVO motor 、SERVO driver的设计、制作技术 确保Motion control的Total Solution 确保多种network技术 确保高功能、低价控制技术
Copyright (c) 2007, MECAPION, All Right Reserved.
• • • • • • • • • • • • •
额定输入 : DC24V, 300mA 输入Type : J,K Thermo-couple 控制温度范围 : 0~800℃, 输入信道数 : 4CH 温度控制程度 : ± 0.1% 输入电流检测 : 0~50A , Heater 单线检测 额定输出 : 4Ch- Open Collector NPN output 输出电压 : 0/24VDC 输出负荷(max) : 600 Ω 输出形态 :PWM (Resolution: 1msec, Cycle : 1sec) 状态输出 : LED(运转,上限,下限)/CH, 支持控制方式 : ON/OFF, NN (Auto Tuning) 支持Device-Net通信 : UCMM 连接方式
Copyright (c) 2007, MECAPION, All Right Reserved.
Preview
变化的注塑成型机市场的多种Needs与 的技术力一起。 费用低、功能强大的专用Total Solution!! HIGH Performance
Total Solution Encoder / SERVO Motor / SERVO Driver / Motion Controller / HMI
Copyright (c) 2007, MECAPION, All Right Reserved.
SERVO Motor
• 额定输出(以150t为准) : 低压 11kW/7.5kW/3.5kW/11kW 高压 15kW/7.5kW/3.5kW/11kW • 额定转速 : 1500~2000rpm • Encoder 规格 : 4096 pulse/rev absolute • 针对0.03kW~37kW / AC 220V 3相 (以下详细规格参照manual)
Copyright (c) 2007, MECAPION, All Right Reserved.
Temperature controller
Specifications-H/W Parts
SERVO Driver
• • • • • • • • •
输入电压 : AC 220V 通信端口 : Device Net 5pin Male 通信协议 : Device Net 显示灯 : 7segment LED 显示伺服运转状态 4 LED – 显示通信状态 2 LED – 显示伺服状态 模拟输入(2CH) – Load cell feedback & General Internal position control function included Direct pressure control function Programmable up to 8 user motion program 针对0.03kW~37kW / AC 220V 3相
Change ( About System )
Gen I.
使用专用注塑控制Control Unit 专用HMI构成和Software User Customizing 的实现 利用 Open field Network技术,确保了接线量的减少和通用性 为了确保控制的精密性,采用了注塑机专用SERVO Driver,从而构成分散控制系统