雷泰 SMC6400四轴运动控制器产品简介
雷赛SMC6480锁螺丝机控制系统的应用介绍

SMC6480锁螺丝机控制系统的应用介绍深圳市雷赛智能控制股份有限公司刘玉平赵向前摘要:编程是自动化设备开发过程中非常重要的一部分,目前有很多种流行的自动化设备开发语言,各种语言的编程难易程度、功能特点均不尽相同,而G代码因其易学易用、编程方便等优点已被广泛应用与数控机床以及其他自动化设备中。
SMC6480运动控制器与传统PLC运动控制系统相比在编程灵活性、插补性能及成本控制方面具有极大优势,不但具有PLC的I/O逻辑控制功能,而且不需要任何扩展模块即可实现高精度高速度直线插补、圆弧插补、螺旋插补等轨迹控制。
本文通过一个自动锁螺丝机运动控制系统的案例,详细介绍了使用SMC6480运动控制器通过G代码编程控制锁螺丝动作并自动检测各种IO信号的方法。
关键词:运动控制器、G代码、锁螺丝一、运动控制器简介SMC6480运动控制器是雷赛智能自主研发的基于10/100M以太网的通用型独立式运动控制器,可支持多个控制器和PC机组成运动控制系统;也可脱机独立运行,应用于各种需要独立运行的场合。
本控制器基于嵌入式处理器和FPGA的硬件结构,插补算法、脉冲信号的产生及加速和减速控制、I/O信号的检测处理,均由硬件和固件实现,确保了运动控制高速、高精度及系统稳定。
该系列控制器可控制4个步进或伺服电机,具有最高5MHz脉冲频率、四轴直线插补、两轴圆弧插补、连续曲线插补、S形曲线速度控制等高级功能。
通过简单的编程即可开发出稳定可靠的高性能连续轨迹运动控制系统。
二、全自动锁螺丝机图1、图2是某公司开发的两款全自动锁螺丝机,核心控制单元均采用SMC6480控制器,使用G代码编程控制整个锁螺丝的过程,其单轴锁螺丝的动作流程如图3所示。
图1 多轴式全自动锁螺丝机图2 单轴式全自动锁螺丝机图3 单轴锁螺丝机流程图3中,红色虚线框中的动作流程都是通过IO口实现的,例如气缸是否到位、送料机是否OK等都是通过输入口检测的,而气缸的动作、风批的启停等都是通过输出口控制的。
SMC6480硬件使用手册1.0

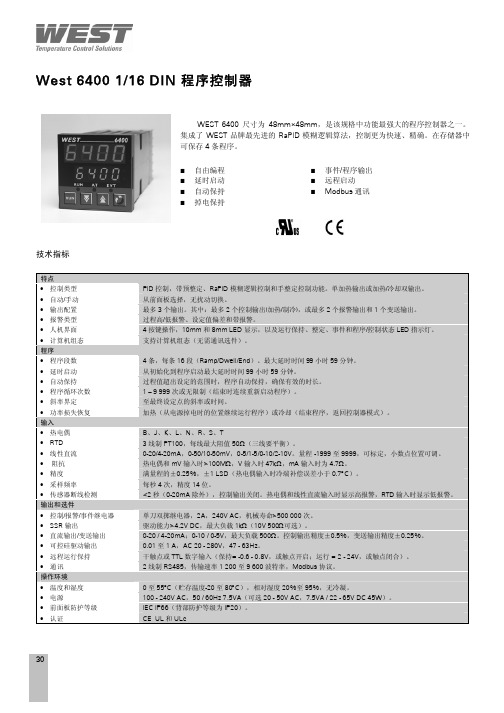
West 6400 1 16DIN程序控制器 说明书
4
DC 0-5V
5
DC 4-20mA
7
可控硅驱动
8
特殊要求
空
无特殊要求
S14
10V DC SSR 输出
(需要先选择 SSR 输出代码)
选件和电源
00
无选件/100-240V AC 电源
02
无选件/24-48V AC 或 DC 电源
10
RS485/100-240V AC 电源
12
RS485/24-48V AC 或 DC 电源
B、J、K、L、N、R、S、T 3 线制 PT100,每线最大阻值 50Ω(三线要平衡)。 0 - 20 / 4 - 20mA,0 - 50 / 10 - 50mV,0 - 5 / 1 - 5 / 0 - 10 / 2 - 10V。量程 -1999 至 9999,可标定,小数点位置 可调。 热电偶和 mV 输入时>100MΩ,V 输入时 47kΩ,mA 输入时为 4.7Ω。 满量程的±0.25%,±1 LSD(热电偶输入时冷端补偿误差小于 0.7°C)。 每秒 4 次,精度 14 位。 <2 秒(0-20mA 除外),控制输出关闭。热电偶和线性直流输入时显示高报警,RTD 输入时显示低报警。
5
DC 0-5V(变送输出)
7
DC 4-20mA(变送输出)
雷泰红外说明书

雷泰红外说明书(总16页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除技术参数光学参数* 95%能量时,CF=近焦,SF=标准焦距最小焦距时的最小光点尺寸* 最小的光点尺寸直径=最小焦距/最小的D:S 一般参数电气参数仪器特点Marathon FA?红外测温仪技术参数:1、温度测量范围: 250℃到 3000℃(482°F to 5432°F)2、光学分辨率最高可达 100:13、特别适用于现场安装空间狭小的安装条件4、精度高,测量值的± 0.3%5、更快速响应时间 10 毫秒,可选到10秒6、提供模拟量和数字量输出技术参数Marathon FA 红外测温仪介绍雷泰马拉松 FA 系列红外测温仪使用光纤技术可克服测量过程中各种极端的环境条件。
FA 系列红外测温仪由电子盒和光纤探头、光缆组成,探测器和信号处理部分集成在一电子盒中,此电子盒可远距离放置,光纤探头和光缆可安装在强电磁场中的环境中,并且可耐的最高环温达200℃。
雷泰马拉松 FA 系列光纤测温仪的测温范围为250℃到 3000℃(482°F to 5432°F) ,FA 光纤探头由耐用光缆将光学探头连接到电路盒上,电路盒包括:探测器、电子线路、内置用户接口、LED 显示及连接电缆的接线端子。
FA1 和FA2 系列尤其适用于目标不能接近的、恶劣的工业环境,安装空间狭小的现场测温应用。
雷泰 FA 系列单色光纤式测温仪的固定焦距的光学探头包括一个小的不锈钢圆柱形外壳和透镜,其可承受的环境温度高达200℃,并且符合NEMA-4的标准。
雷泰 FA 系列的光纤探头可装一空气吹扫器以防止透镜被污染,光缆由金属套保护,并由VITON 保护套所密封,以防止水和油的流入,这种装配可使光缆以很小的半径弯曲以便其方便地穿过狭小的空间。
雷泰 FA 系列单色光纤式测温仪还提供可在PC 上使用的WINDOWS下的马拉松软件,以实现远程进行参数设置、数据读取、数据的图形显示及RS485的多点网络配置。
SMC6480控制器软件手册

2
SMC6480 软件手册 1.0 版
cnc smc4说明书

cnc smc4说明书1.概述SMC系列多回转型阀门电动装置(以下称电动装置)用于驱动控制阀瓣直线运动的闸阀、截止阀、隔膜阀等多回转阀门。
SMC系列中的部分机座产品也可以同BA伞齿轮减速器或直齿轮减速器组合,形成SMC/BA等组合式多回转电动装置。
当SMC系列产品与HBC蜗轮减速器或JA行星减速器组合后则成为组合式部分回转电动装置,它用于驱动控制阀瓣旋转运动的球阀、蝶阀、旋塞阀等部分回转阀门。
SMC系列电动装置可以远距离电动操作(控制室内操作),也可根据订货要求加装现场按钮灯盒而具备现场电动操作功能。
SMC系列产品的手动机构可完成现场手动操作阀门。
本《使用说明书》适用于普通型SMC系列产品。
当电动装置具有特殊结构、特殊功能时(如防爆、高温高速、船用、低温、双速、双线、自动调节等型式)均向用户提供相应的附加说明或附页,介绍产品特殊部分的使用方法和注意事项。
由于SMC/BA、SMC/HBC、SMC/JA等组合型式电动装置的控制、调整部件均在SMC系列产品上,所以本《使用说明书》同样适用上述产品。
(图1)~(图9)所示为SMC、SMC/BA、SMC/HBC、SMC/JA普通型产品的外形主视图。
上述产品的外形和法兰连接尺寸可参见我公司有关产品样本。
所用电动装置的输出转矩、转速、转圈数、电动机功率等详见该电动装置的铭牌。
2.基本技术参数产品符合JB/T8528-1997《普通型阀门电动装置技术条件》2.1 动力电源:380V、50Hz三相正弦交流电(根据用户要求,某些规格可提供使用单相220V电源的电动机)。
2.2 外壳防护等级:SMC-04、03 IP67SMC-00~5 IP652.3 使用环境温度:-20℃~40℃;-20℃~60℃(根据用户订货要求)2.4 环境相对湿度:﹤90%(25℃时)2.5 海拔高度:﹤1000m2.6 短时工作:时间定额为10、15、30min(根据电动机负载情况而定)2.7 无强烈振动工况。
四轴飞行器飞行参数介绍

四轴飞行器飞行参数Predator四轴航拍飞行器:飞行器电池7000mAh 锂电池重量(含电池和桨)1150g悬停精度(可安全飞行状态)垂直:0.8m;水平:2.5m最大旋转角速度300°/s最大可倾斜角度45°最大上升/下降速度上升:6m/s;下降:2m/s最大飞行速度20m/s(不推荐)轴距400mm云台(可选) 最大工作电流静态:750mA;动态:900mA角度控制精度±0.03°可控转动范围俯仰:-90°-0°最大控制转速俯仰:90°/s相机(可选) 工作环境温度0℃-40℃有效像素1200 万最大分辨率4032×3024高清录像1080p30 和720p遥控器工作频率 2.4GHz最大通讯距离(开阔室外)CE:400m;FCC:800m接收灵敏度(1%PER) -93dBm等效全向辐射功率(EIRP) CE:25mw;FCC:100mw工作电流/电压87mA@12V电池AA电池4只APP 移动设备系统版本要求Android 系统版本4.0 及以上支持的移动设备三星Galaxy S3、S4、Note 2、Note 3 或相近配置的手机功能遥控飞行获取飞行器的飞行数据及其状态瑞伯达致力于成为全球无人机飞行器领导品牌,是智能化无人机飞行器及控制系统的研制开发的专业厂商,生产并提供各行业无人机应用的解决方案。
产品线涵盖各种尺寸多旋翼飞行器、专业航拍飞行器、无人机飞行控制系统、无人机地面站控制系统、高清远距离数字图像传输系统、专业级无线遥控器、高精飞行器控制模块及各类飞行器配件。
四轴飞行器设计概述

四轴飞行器设计概述首先是机身结构设计。
四轴飞行器的机身一般由主体机架、飞行控制电路和机载设备等组成。
主体机架通常采用轻质、坚固的材料制作,如碳纤维或铝合金。
其设计应考虑到在飞行中的稳定性和机动性,尽量减少风阻并提高机体刚性。
此外,机身上还需要安装螺旋桨挡板、摄像机支架等附属设备。
其次是电力系统设计。
四轴飞行器的电力系统由电机、电调器和电池等组成。
电机是提供动力的核心部件,一般采用无刷直流电机。
电调器用于控制电机的转速和方向,根据飞行控制信号调节电机的输出功率。
电池则是供给飞行器能量的源头,常用的是锂聚合物电池,其轻量、高能量密度的特点适合飞行器的需求。
控制系统是四轴飞行器的重要组成部分。
其主要功能是稳定和控制飞行器的姿态、高度、速度等。
该系统一般包括陀螺仪、加速度计、飞行控制器等硬件设备以及相关的软件算法。
陀螺仪用于测量飞行器在三个轴向上的角速度,加速度计则用于测量飞行器的加速度。
飞行控制器是整个控制系统的核心,将传感器数据进行处理,并根据预设的飞行控制算法来实现姿态稳定和飞行控制。
设计四轴飞行器还需要考虑到通信系统、导航系统、遥控系统等。
通信系统用于与地面站进行数据传输,如视频传输、遥测数据传输等。
导航系统用于飞行器的位置和定位,一般采用全球定位系统(GPS)等技术。
遥控系统是四轴飞行器的操控手段,一般包括遥控器和接收器等设备。
最后,设计四轴飞行器还需要考虑到安全性和可靠性。
飞行器应具备防风能力,以应对恶劣天气条件下的飞行。
此外,应考虑电池电量、电机温度等因素,以保证系统的安全运行。
对于关键部件如电机、电调器等,应进行质量控制和可靠性测试。
综上所述,设计四轴飞行器需要从机身结构、电力系统、控制系统等多个方面进行综合考虑。
在实际设计中,还需要根据具体应用需求和性能要求进行详细设计和优化。
随着科技的不断发展,四轴飞行器的设计将进一步完善,提升其飞行性能和应用范围。
雷赛6000系列运动控制器硬件手册V2.0

雷赛6000系列四轴运动控制器硬件手册Version 2.0©Copyright 2011 Shenzhen Leadshine Technology Co.,Ltd.All Rights Reserved.版权说明本手册版权归深圳市雷赛智能控制股份有限公司所有,未经雷赛公司书面许可,任何人不得翻印、翻译和抄袭本手册中的任何内容。
涉及雷赛6000系列控制器软件的详尽资料以及每个函数的介绍和范例,请参阅6000系列控制器软件手册。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,雷泰公司保留对本资料的最终解释权!内容如有更改,恕不另行通知!调试机器要注意安全!用户必须在机器中设计有效的安全保护装置,在软件中加入出错处理程序。
否则所造成的损失,雷泰公司没有义务或责任对此负责。
目录第一章概述 (4)1.1产品简介 (4)1.2技术指标 (5)1.3典型应用 (5)1.4订货代码 (6)第二章各接口及引脚定义 (7)2.1运动控制器接口分布 (7)2.2接口定义 (8)2.3控制器电源 (15)2.4U盘 (15)第三章接口电路 (16)3.1控制电机的指令脉冲接口电路 (16)3.2原点开关信号接口电路 (17)3.3限位开关信号接口电路 (17)3.4急停信号接口电路 (18)3.5通用数字输入信号接口电路 (18)3.6通用数字输出信号接口电路 (19)3.7ACC37-7480接线板接口电路 (22)3.8PWM输出信号 (24)3.9DA输出信号 (25)第四章运动控制器与典型外设的连接 (27)4.1 与步进电机驱动器连接 (27)4.2 与交流伺服电机驱动器连接 (28)4.3 与接近开关的连接 (28)4.4 与光电开关的连接 (29)4.5 与中间继电器的连接 (29)4.6 疑难问题及解决 (30)第五章运动控制器的安装尺寸 (31)5.1 SMC6480安装尺寸 (31)5.2 SMC6490、PMC6496安装尺寸 (31)第一章概述1.1 产品简介雷赛6000系列运动控制器是雷赛公司自主研发的基于10/100M以太网的通用型运动控制器,可支持多个控制器和PC组成控制网络,网络中控制器的数量没有限制;也可应用于各种需要独立运行的场合。
雷泰 SMC6400四轴运动控制器产品简介

Y轴编码器接口 X轴编码器接口
X7 U轴控制信号插座
X6 Z轴控制信号插座
X9 ZU轴通用输入/输出信号插座
X8 XY轴通用输入/输出信号插座
X4 X轴控制信号插座
X5 Y轴控制信号插座
X3紧急停止插座
H1 5V指示灯 X1 24V插座 X2 36V插座 X10 OUT[24:17]插座
110 mm
RS232接口
手轮接口 EL模式开关
JP1/JP2保 留系统用
JP3:OUT[24:17]上电初 始电平选择跳线座 短路:输出低电平 开路:输出高电平
U轴编码器接口 Z轴编码器接口
USB接口
U盘接口
USB灯 U盘灯
3.3
灯
1.8 灯
5V电源接口
180 mm
图 6 SMC6400 控制板插座分布图
图 3 G 代码编辑、轨迹模拟界面
5
SMC6400 简明手册 2.3 控制器的参数设置
SMC6400 控制器参数须在 Motion6000 管理软件上设置,如:控制电机的脉冲形式、手动 操作时各电机的速度和加速度、回原点的速度和回原点方式、限位开关参数设置、伺服电机 控制信号的设置、手轮参数的设置,等等;参见图 4。配置或修改好参数后,通过 USB 通讯 线或 U 盘下载至控制器;关电重启控制器后即可使用新的参数。
在 SMC6400 控制器的文本显示器上也可以设置、修改部分参数。
图 4 控制器参数设置主要界面
6
SMC6400 简明手册 2.4 文本显示器的功能
作为独立运行的SMC6400控制器,其人机界面主要是文本显示器,其显示屏可显示4行字 符,每行可显示24个英文字符或12个汉字;其面板上还有22个按键。
SMC600系列(BASIC版)用户手册20160405

Version 1.0
2015.10.27
© Copyright 2015 Leadshine Technology Co., Ltd. All Rights Reserved.
版权说明
本手册版权归属深圳市雷赛智能控制股份有限公司,未经本公司书面许可,任何人不得翻 印、翻译和抄袭本手册中的任何内容。 雷赛智能控制股份有限公司保留对本手册的最终解释权。
本手册中的信息资料仅供参考。由于我们能力有限,虽然尽力避免,但本手册中的内容仍 可能包含一些错误。对此我们深感抱歉,也希望您能谅解!如您愿意将发现的错误告知我们, 使我们能逐渐完善自己的工作,我们不胜感激!
调试机器要注意安全! 用户须在机器中设有效的安全保护装置, 并在软件中加 入出错处理程序。否则所造成的损失,雷赛公司不承担相应责任。
技术支持热线:0755-26417593
网址:
SMC600 系列运动控制器用户手册 V1.0
修订版次
修改日期 版本 修订内容 修订人
技术支持热线:0755-26417593
网址:
1
SMC600 系列运动控制器用户手册 V1.0
技术支持热线:0755-26417593 网址: 2
SMC600 系列运动控制器用户手册 V1.0
第 5 章 调试................................................................................................................................ 57 5.1 调试前准备 ................................................................................................................... 57 5.2 调试软件简介................................................................................................................ 58 5.3 调试软件使用 ............................................................................................................. 59 第 6 章 开发................................................................................................................................ 68 6.1 脱机运行模式编程 ..................................................................................................... 68 6.2 在线运行模式编程 ..................................................................................................... 70 附 录.......................................................................................................................................... 81 附录 1 SMC600 系列控制器接口端子说明 .................................................................... 81 附录 2 ACC25_EX 接线板尺寸及接口端子说明 ........................................................... 84 附录 3 常用 IO 输出设备连接电路 ................................................................................. 85 附录 4 常用电机连接电路 ............................................................................................... 87 附录 5 常见问题解决方法 ............................................................................................... 89
SMC6400B使用手册200942710010534[1]
![SMC6400B使用手册200942710010534[1]](https://img.taocdn.com/s3/m/7b649ce7524de518964b7dc1.png)
本手册版权归深圳市雷泰控制技术有限公司所有,未经雷泰 公司书面许可,任何人不得翻印、翻译和抄袭本手册中的任何内 容。 本手册中的信息资料仅供参考。 由于改进设计和功能等原因, 雷泰公司保留对本资料的最终解释权。内容如有更改,恕不另行 通知。
调试机器要注意安全!用户必须在机器中设计有效的安全保护装置,在 软件中加入出错处理程序。否则所造成的损失,雷泰公司没有义务或责任对 此负责。
SC400控制系统用户说明书
Version 1.4
深圳 市雷泰 控制技 术有 限公司
S HE NZ HE N LE AD TE CH C ON TR OL T EC HN OL OG Y CO ., L TD
-1-
©Copyright 2007 Leadtech Control Technology Co.,Ltd. All Rig h ts Re se r ve d . 版 权 说 明2 1.3 1.4 第二章 2.1
录
概述................................................................................................................................ - 1 产品概述......................................................................................................................... - 1 技术特性..................................................................................................
ams5545g标准

AM5545G是TCS6400彩色运动控制器的型号,是一种通用、多功能、可编程的专用彩色运动控制器,能够同时控制16个彩色运动控制器。
它采用8位CMOS技术,内置8KB的程序存储器,并可外接256KB的程序存储器,最大程序存储容量可达264KB。
它具有两个32位CPU 和一个64位图形处理单元,可实现复杂运动控制和图形处理功能。
此外,它还具有多种接口,如I2C、SPI、UART等,可与各种外部设备进行通信。
AM5545G标准是TCS6400彩色运动控制器的技术规范和标准,它规定了AM5545G的功能、性能、接口等方面的要求和规范。
该标准是TCS6400彩色运动控制器系列的标准之一,适用于各种需要彩色运动控制的应用场景。
需要注意的是,AM5545G标准是一个技术规范和标准,不同国家和地区可能会有不同的标准和要求。
因此,在使用AM5545G标准时,需要根据当地的标准和要求进行测试和评估。
ST-6400说明书

1 5 0±0 . 5
2 4 4±0 . 5 水平安装定位孔
232±0. 5 镶嵌式安装开孔尺寸
图2 控制器的安装尺寸
2.3 端子排的电气连接
2.3.1 连接注意事项
1、 为 了 防止强 电 对弱电 信 号线的 干 扰,张 力 传感 器 和接近 开 关的信 号 线与电 源 线、动 力 线要远 离。绝对不能将他们捆扎在一起或平行铺设。
Tension Controller
ST-6400
目录
第一章 产品概述………………………………………………………………… 1
1.1 概述……………………………………………………………………………………… 1 1.2 功能特点………………………………………………………………………………… 1 1.3 面板图及按键操作说明………………………………………………………………… 1
1.3 面板图及按键操作说明
15.LED显示 器 16.单位 指示灯
1 7.单位 选择键
自动控制:跟踪 测量 值 :24 . 9 K g 设定 值 :25 . 0 K g 输出 值 :39 . 5 %
1 .LCD显示 器 2.状态 翻页 键
18.电 源 开 关
9. 输出允 许/禁 止 键 ( 长 按2 s以 上 )
Tension Controller
ST-6400
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
名称
L C D显 示 屏 状态翻页键 输 出A指 示 灯 输 出A指 示 灯 “手动”指示灯 “自动”指示灯 锁键指示灯 报警指示灯 输 出 允 许/禁 止 手 动/自 动 切 换 键 +/- 键 ▲/▼ 键 S e t键 E s c键 L E D显 示 器 单位指示灯 单位选择键 电源开关
DMC2410硬件手册v1.1
PCI总线
PCI总线 控制芯片 同时启停STA、STP 专用运动控制
芯片
外部输入+24V
非隔离
隔离
非隔离
脉冲/方向、 通用输出
PUL/DIR、 OUTPUT
通用输入 机械接口 伺服接口 编码器
INPUT
±EL、 ±SD、 ORG
INP、ALM、ERC、 SEVON、RDY
第七章 疑难解决 ......................................... 33
第八章 抗干扰措施........................................ 35
第九章 DMC2410 规格参数 ................................ 36
z 功能强大的 MOTION2410 测试软件
1.3 主要技术指标
z 每轴最大输出脉冲频率 5MHZ z 任意两轴圆弧插补功能 z 梯形/S 形对称或非对称速度曲线运动 z 运动中可改变目标位置和速度 z 四轴高速位置信息锁存输入 z 数字 IO 口最多可达 32 进 28 出 z 每轴编码器输入脉冲频率最大 4MHZ z 同一计算机系统中最多支持 8 块卡 z 支持手轮和 JOG 功能 z DMC2410 DLL 函 数 库 适 用 于 WINDOWS
雷赛公司引进美国 MOTION ENGINEERING 公司的先进技术,为 DMC2410 设计了一套易 学易用、功能丰富的运动函数库,大大缩短了用户应用软件开发、调试时间。随卡免费提供的 MOTION2410 软件,不但可以演示和测试 DMC2410 的绝大多数控制功能,而且还可方便客户 测试控制卡及电机控制系统硬件。
YMC400运动控制器

YMC400运动控制器
产品图片:
我们把内部装有电源、驱动器、控制板卡和显示屏的的控制箱体称为运动控制器,也称为控制器。
YMC400系列运动控制器有其相应的上位机控制软件,用户可以通过控制器按键或上位机软件对相应的设备进行运动控制。
显示屏和按键装在控制箱的前面板上,后面板为电源和相关电机的接插口。
如果您所购买的YMC400系列的运动控制器所控制的设备上的电机不大于两相混合式57步进电机,所用机箱的尺寸是340mmX388mmX150mm。
功能特点:
1、可控制四轴步进电机或伺服电机。
2、有相关操作按键和显示屏,可以脱机控制。
3、可在操作面板对转脉当量、运行速度和运行距离、信号电平、反向间隙等参数进行设置。
4、可外接摇杆进行运动操作,通过摇杆运行的位置数据可在显示屏和上位机软件上同步显示。
5、有通用I/O接口,8个输出、8个输入,可用软件通过I/O接口对外围设备进行控制。
6、液晶屏显示。
7、可通过串口用上位机软件来设置相关参数、控制相关设备运动。
8、可四轴同动,XY两轴圆弧插补。
9、可通过运动控制软件实现程序段的运动,运动句间可设定停顿时间。
10、可以在软件上对各轴相关参数进行设置并可保存相关设置到软件和板卡,用上位机软件时,也可以读取控制板卡上的相关参数。
11、上位机软件自动运行程序时,即可用相对坐标方式也可用绝对坐标方式。
12、有相应的函数库,方便用户开发自己的运动控制软件。
13、有相应的串口指令资料,客户也可用串口发16进制指令进行控制。
14、上位机软件在Windows XP、Win7系统中均可使用。
li-6400中文使用手册

通用型运动控制器GT-400-SX、GT-400-SV
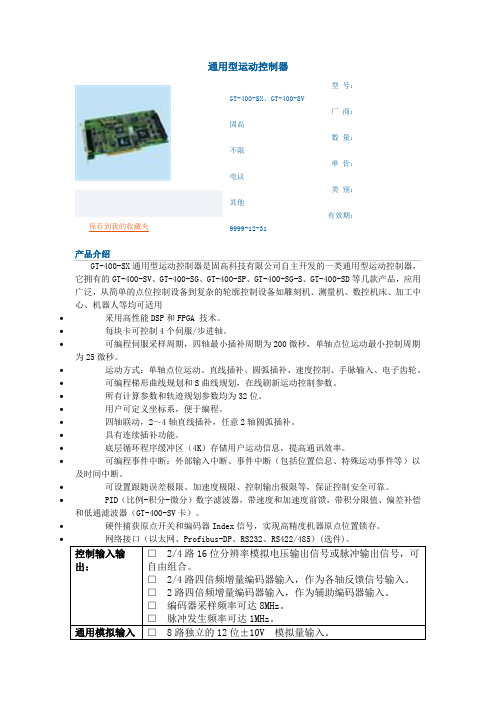
通用型运动控制器∙∙保存到我的收藏夹型号:GT-400-SX、GT-400-SV厂商:固高数量:不限单价:电议类别:其他有效期:9999-12-31产品介绍GT-400-SX通用型运动控制器是固高科技有限公司自主开发的一类通用型运动控制器,它拥有的GT-400-SV、GT-400-SG、GT-400-SP、GT-400-SG-S、GT-400-SD等几款产品,应用广泛,从简单的点位控制设备到复杂的轮廓控制设备如雕刻机、测量机、数控机床、加工中心、机器人等均可适用∙采用高性能DSP和FPGA 技术。
∙每块卡可控制4个伺服/步进轴。
∙可编程伺服采样周期,四轴最小插补周期为200微秒,单轴点位运动最小控制周期为25微秒。
∙运动方式:单轴点位运动、直线插补、圆弧插补、速度控制、手脉输入、电子齿轮。
∙可编程梯形曲线规划和S曲线规划,在线刷新运动控制参数。
∙所有计算参数和轨迹规划参数均为32位。
∙用户可定义坐标系,便于编程。
∙四轴联动,2~4轴直线插补,任意2轴圆弧插补。
∙具有连续插补功能。
∙底层循环程序缓冲区(4K)存储用户运动信息,提高通讯效率。
∙可编程事件中断:外部输入中断、事件中断(包括位置信息、特殊运动事件等)以及时间中断。
∙可设置跟随误差极限、加速度极限、控制输出极限等,保证控制安全可靠。
∙PID(比例-积分-微分)数字滤波器,带速度和加速度前馈,带积分限值、偏差补偿和低通滤波器(GT-400-SV卡)。
∙硬件捕获原点开关和编码器Index信号,实现高精度机器原点位置锁存。
∙网络接口(以太网、Profibus-DP、RS232、RS422/485)(选件)。
控制输入输出:□ 2/4路16位分辨率模拟电压输出信号或脉冲输出信号,可自由组合。
□ 2/4路四倍频增量编码器输入,作为各轴反馈信号输入。
□ 2路四倍频增量编码器输入,作为辅助编码器输入。
□编码器采样频率可达8MHz。
□脉冲发生频率可达1MHz。
SHC6400独立工作式高级4轴控制器

SHC6400独立工作式高级4轴控制器
佚名
【期刊名称】《伺服控制》
【年(卷),期】2008(000)012
【摘要】高性能的独立工作式运动控制器以32位 RISC 为核心,控制4轴步进电机、伺服电机完成各种功能强大的单轴、多轴运动,既可以脱离 PC 机独立工作,也可以通过 U 盘或 USB 接口与 PC 机交换信息。
G 代码编程采用 ISO 国标标准 G 代码编程,易学易用。
既可以在文本显示器、触摸屏上直接编写 G 代码,也可以在PC 机上编程,然后通过 USB 通讯
【总页数】1页(P50-50)
【正文语种】中文
【中图分类】TP273
【相关文献】
1.具有内置式独立C轴分度装置的新型滑枕式镗铣头 [J], 江崇民
2.一种独立型可编程三轴运动控制器 [J], 董春;刘琨;富历新
3.用于步进电机控制的独立式四轴运动控制器 [J], 富历新;董春;朱勇
4.嵌入式四轴运动控制器的设计 [J], 赵宵凯;方益民;徐海林
5.改进粒子群整定涵道式倾转两轴旋翼机横滚PID控制器 [J], 薛秦锷;闫兆武;庄淡盛;蔡亮
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 3 G 代码编辑、轨迹模拟界面
5
SMC6400 简明手册 2.3 控制器的参数设置
SMC6400 控制器参数须在 Motion6000 管理软件上设置,如:控制电机的脉冲形式、手动 操作时各电机的速度和加速度、回原点的速度和回原点方式、限位开关参数设置、伺服电机 控制信号的设置、手轮参数的设置,等等;参见图 4。配置或修改好参数后,通过 USB 通讯 线或 U 盘下载至控制器;关电重启控制器后即可使用新的参数。
· 电子产品自动化加工、装配、测试 · 激光切割、雕铣、打标设备 · 生物医学取样和处理设备 · 专用数控机床
· 半导体、LCD自动加工、检测 · 机器视觉及测量自动化 · 工业机器人
2
1.4 控制器应用程序的开发
SMC6400 简明手册
1.4.1 编程方式
使用本控制器开发控制系统软件,用户需要做如下工作: 1. 使用 Motion6000 管理软件编写数控加工代码,并编译下载到控制器; 2. 设置系统参数。
序。
编码器
SMC6400 控制器的人机界面为基于标准
触摸屏
Modbus 协议的文本显示器,也可以采用触摸
屏等其它人机界面设备。
SMC6400 控制器也可以工作在主从结构
U盘
伺服电机
直流电源
的控制系统中:主机为 PC 机,从机为 SMC6400
数字输出
运动控制器。PC 机通过 USB 端口和 SMC6400
该指令让控制器不断查询输入端口,直到 Sn 指定的外设号状态为关为止。
Nm 必需。m 为程序跳转目标指令的序号。 Cn 可选。n 为从序号为 Nm 的指令到 M90 前一条指令段的循环次数。
Nm 的书写格式必须和目的指令序号的书写格 式相同。
该指令让控制器查询 Sm 指定输入设备号的状
Sm 必需。m 为指定输入设备号。
4. 程序举例……………………….. 12
4.1 电机往复运动程序…………………. 12 4.2 连续插补运动程序…………………. 13
5. SMC6400 主从结构运行方式…….. 14 6. SMC6400 技术指标…………….. 15 7. 订货信息……………………….. 16
不需要PC机就可以独立工作!
参数定义
说明
Xm 可选。指定 X 轴从当前位置移动到坐标 m 处。 该指令使所选轴以固定速度点位 Yn 可选。指定 Y 轴从当前位置移动到坐标 n 处。 运动。可以单轴运动,也可多轴 Zp 可选。指定 Z 轴从当前位置移动到坐标 p 处。 同时运动,但运动轨迹不一定是 Uq 可选。指定 U 轴从当前位置移动到坐标 q 处。 一条直线。
输出、自动升降速的处理、原点和限位等信
号的检测处理等等,均在独立的硬件中处理, 确保控制器运动控制性能优越、工作稳定可
USB 通讯
步进电机
靠。 SMC6400 控制器配套提供 Motion6000 管
文本显示器
理软件。利用该软件可以采用 ISO G 代码指
令编写控制器的控制程序,用户不必学习
或
VB、VC 等语言即可开发自动化设备的控制程
G03 逆圆插补 G03 Xm Yn Zp Uq Rr Fs
同上
同上
G04 延时
G05
等待电机 停止
G08 加速
G04 Pt G05 X Y Z U
G08
Pt 必需。t 表示延时时间的长度, 精度为 0.01 秒。
X 可选。表示等待 X 轴电机停止。 Y 可选。表示等待 Y 轴电机停止。 Z 可选。表示等待 Z 轴电机停止。 U 可选。表示等待 U 轴电机停止。
图 2 Motion6400 管理软件部分界面
3
SMC6400 简明手册
2. SMC6400 的编程与操作
2.1 数控加工代码
SMC6400控制器采用ISO-1056-1975E标准的ISO数控代码,主要G、M指令代码列表如下:
1.准备功能 G 指令:
指令 指令名 G0Zp Uq
2.1 数控加工代码……………………….. 4 2.2 数控代码的仿真、编译与下载…….. 5 2.3 控制器的参数设置…………………… 6 2.4 文本显示器的功能………………… 7
3. SMC6400 接口定义与连线………. 8
3.1 SMC6400 接口分布………………….. 8 3.2 控制板接口信号定义………………. 9 3.3 驱动板接口信号定义………………. 9 3.4 运动平台限位、原点信号…………. 11 3.5 SMC6400 与步进电机驱动器的连线…. 11 3.6 SMC6400 与伺服电机的连接……….. 12
4
2.辅助功能 M 代码
SMC6400 简明手册
指令 指令名 M00 程序停止
M02 程序结束
M80 开外设
M81 关外设
M82 等待外设开
M83 等待外设关
M90
程序循环 跳转
M95 外设开跳转
M96 外设关跳转
语法
M00
参数定义
M02 M80 Un
Un 必需。n 为指定外设编号。
说明
执行该指令后,程序暂停,允许操作者手动调 节 XYZU 平台位置,当重按“启动”键后,便 可继续执行后续程序。
该指令让控制器不断查询电机的 状态,等待指定的电机停止。该 指令一般在 G00、G10 和 G12 之后 使用。
该指令不能单独使用,只能写在 G01、G02、G03 代码的尾部,表示 电机开始运动阶段有加速过程。
G09 减速
G09
G10 回原点
G12
移至曲线 起点
G10 X Y Z U G12
X 可选。表示 X 轴回原点。 Y 可选。表示 Y 轴回原点。 Z 可选。表示 Z 轴回原点。 U 可选。表示 U 轴回原点。
SMC6400 独立式 4 轴运动控制器
简 明 手 册 V0.0版
目录
1. SMC6400 概述…………………… 2
1.1 产品简介……………………………. 2 1.2 运动控制系统结构…………………. 2 1.3 应用领域……………………………. 2 1.4 控制器应用程序的开发……………. 3
2. SMC6400 的编程与操作………….. 4
控制器通讯,并通过调用其 DLL 运动函数库
数字输入
实现对 SMC6400 的控制。
1.2 运动控制系统结构
图 1 由 SMC6400 运动控制器组成的运动控制系统
由 SMC6400 运动控制器组成运动控制系统结构图如图 1 所示。从图中可见,其控制对象 种类多、输入输出端口齐全、系统简单紧凑。
1.3 应用领域
G02
顺圆插补
G02 Xm Yn Zp Uq Rr Fs
Xm Yn Zp Uq 必需选择 2 项,以设定做圆弧插补 二轴及圆弧的终点坐标。 Rr 必需。r 表示圆弧的半径。若圆弧的圆心角大 于 180 度时,r 一定要取负值。 Fs 可选。
该指令控制平台运动的轨迹为一 段顺时针二轴圆弧。该指令尾部 不加 G08、G09,则平台匀速运动, 若该指令尾部加 G08、G09,则平 台运动有加、减速过程。
不需要学习VB、VC语言, 就可以编程!
特点
² 可脱离PC机独立式运动控制器,也可通过 U盘、USB通讯线和PC机交换数据
² 可直接使用G代码编程,也可用VC、VB 调用函数库编程
² 可控制4轴步进电机或数字式伺服电机 ² 脉冲输出频率高达9MHz ² 6种脉冲/方向输出模式: Pulse/DIR、
1.4.2 使用手册
为了将用户的学习和使用难度减至最小,雷赛研发人员精心编写了一套硬件、软件使用 手册。手册图文并茂、深入浅出,配合大量的原理说明和编程实例使用户可以在极短时间内 熟练掌握该控制器的功能和使用方法。
1.4.3 Motion6000 管理软件
Motion6000 管理软件是一个功能丰富的 PC 机应用软件,通过 USB 端口和 SMC6400 控制 通讯。使用这个软件,用户可以完成编写数控代码、下载或上传代码、设置控制器系统参数、 测试各电机及 I/O 端口等工作,参见图 2。
在 SMC6400 控制器的文本显示器上也可以设置、修改部分参数。
图 4 控制器参数设置主要界面
6
SMC6400 简明手册 2.4 文本显示器的功能
作为独立运行的SMC6400控制器,其人机界面主要是文本显示器,其显示屏可显示4行字 符,每行可显示24个英文字符或12个汉字;其面板上还有22个按键。
态,若为开,程序跳转至序号为 Nn 的指令处;
Nn 必需。n 指定程序跳转目的指令序号。 否则,控制器继续往下执行程序。Nn 的书写格
式必须和目的指令序号的书写格式相同。
该指令让控制器查询 Sm 指定输入设备号的状
Sm 必需。m 为指定输入设备号。
态,若为关,程序跳转至序号为 Nn 的指令处;
Nn 必需。n 指定程序跳转目的指令序号。 否则,控制器继续往下执行程序。Nn 的书写格
式必须和目的指令序号的书写格式相同。
2.2 数控代码的仿真、编译与下载
用户可在 Motion6000 管理软件中编辑数控代码、模拟加工轨迹、编译数控代码;然后通 过 USB 通讯线或 U 盘将程序下载至 SMC6400 控制器。图 3 为数控代码编辑、模拟界面。
对于简单控制动作,也可以直接在文本显示器上输入和编辑数控加工文件。
SMC6400 简明手册
1. SMC6400 概述
1.1 产品简介
SMC6400 控制器是独立式 4 轴运动控制器,既可以脱离 PC 机独立工作,也可以和 PC 机
组成主从结构控制系统。
SMC6400 控制器硬件构架采用了嵌入式
微处理器和 FPGA 技术。运动控制的所有功