PLC模拟量闭环控制系统的基本原理
简述plc的基本工作原理及应用

简述PLC的基本工作原理及应用1. PLC的基本工作原理PLC(可编程逻辑控制器,Programmable Logic Controller)是一种用于自动化控制的电子设备,常用于工业控制系统中。
PLC的基本工作原理如下:1.输入信号采集:PLC通过输入模块采集外部信号,例如开关量输入、模拟量输入等。
2.信号处理:PLC将采集到的输入信号进行逻辑判断和处理,包括计数、计时、比较等操作。
3.控制逻辑:根据事先设定的控制程序和逻辑关系,PLC根据输入信号的状态执行相应的控制操作。
例如,根据传感器信号控制电机的开关状态。
4.输出控制:PLC通过输出模块控制外部执行机构的动作,例如电机、继电器等。
输出信号可以是开关量输出、模拟量输出等。
5.可编程:PLC的控制程序可以根据需要进行编写和修改,方便适应不同的自动化控制需求。
2. PLC的应用领域PLC广泛应用于各个领域的自动化控制系统中,下面列举几个主要的应用领域:2.1 工业生产自动化PLC在工业生产自动化中的应用非常广泛。
它可以控制和监测生产线上的各个设备,实现自动化生产过程。
例如,在汽车制造工厂中,PLC可以控制机器人的动作,完成车身焊接、喷涂等工序。
2.2 智能建筑控制PLC可以实现智能建筑的自动化控制,包括照明、空调、安防等系统的集成控制。
通过PLC的编程,可以实现对建筑设备的自动调节和监测,提高能源利用效率和舒适度。
2.3 交通信号控制PLC在交通信号控制系统中起着至关重要的作用。
它可以根据道路流量和信号灯状态实时调整信号灯的切换,提高交通效率和安全性。
2.4 污水处理PLC在污水处理中的应用也非常常见。
它可以监测和控制处理设备的运行状态,调节污水处理的参数,确保污水处理过程的稳定运行和高效处理。
2.5 自动化仓储与物流PLC在仓储和物流系统中用于自动化控制和管理。
它可以控制货物输送设备的运行,管理货物的存储和出库,提高仓储和物流的效率。
3. 总结PLC作为一种可编程的逻辑控制器,基于输入信号的采集、处理和输出控制实现自动化控制操作。
plc基本工作原理

plc基本工作原理PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的设备,它的基本工作原理是通过输入输出模块和中央处理器进行逻辑运算和控制输出信号,从而实现对各种工业设备的自动控制。
在工业生产中,PLC已经广泛应用于各种自动化控制系统中,其稳定可靠的工作性能和灵活的编程方式,使得它成为了工业控制领域的重要设备之一。
PLC的基本工作原理可以简单概括为输入、处理和输出三个步骤。
首先,PLC会接收来自各种传感器和开关的输入信号,这些信号可以是温度、压力、流量等各种工艺参数,也可以是按钮、开关等人机交互信号。
接收到这些输入信号后,PLC会根据预先编写的程序进行逻辑运算和数据处理,然后产生相应的输出信号,控制执行机构如电机、阀门、泵等设备,从而实现对生产过程的自动控制。
在PLC内部,中央处理器是核心部件,它负责接收输入信号、执行程序、生成输出信号等各种控制任务。
输入模块负责将外部传感器和开关的信号转换成数字信号,供中央处理器进行处理;而输出模块则负责将中央处理器生成的数字信号转换成控制执行机构的模拟信号,从而实现对设备的控制。
这样,PLC就可以实现对各种工业设备的自动控制,无需人工干预,提高了生产效率和产品质量。
PLC的编程方式通常采用类似于逻辑图的 ladder diagram(梯形图)或者类似于指令的指令表,这种编程方式直观易懂,使得工程师可以快速编写出复杂的控制程序。
此外,PLC还具有很强的抗干扰能力和稳定性,可以适应恶劣的工业环境,并且具有较高的可靠性和安全性。
总的来说,PLC的基本工作原理是通过输入输出模块和中央处理器进行逻辑运算和控制输出信号,从而实现对各种工业设备的自动控制。
它的稳定可靠的工作性能和灵活的编程方式,使得它成为了工业控制领域的重要设备之一。
在未来,随着工业自动化程度的不断提高,PLC将会发挥越来越重要的作用,为工业生产带来更多的便利和效益。
工程应用1 基于PLC的恒张力控制系统
工程应用1 基于PLC的恒张力控制系统一、项目目的1.了解电线自动化生产线张力控制系统;2.掌握电线自动化生产线恒张力控制系统工作原理;3.掌握S7-300PLC编程软件平台、STEP7的程序结构和编程方法;4.培养学生逻辑思维能力、创新能力、分析问题与解决问题能力二、硬件系统设计1. 硬件系统组成硬件系统由编程计算机(上位机)、S7-300PLC控制器(下位机)和电线生产线(被控对象)等组成,编程计算机(RS232通讯口)和S7-300PLC控制器(DP通讯接口)之间通讯采用PPI通讯方式。
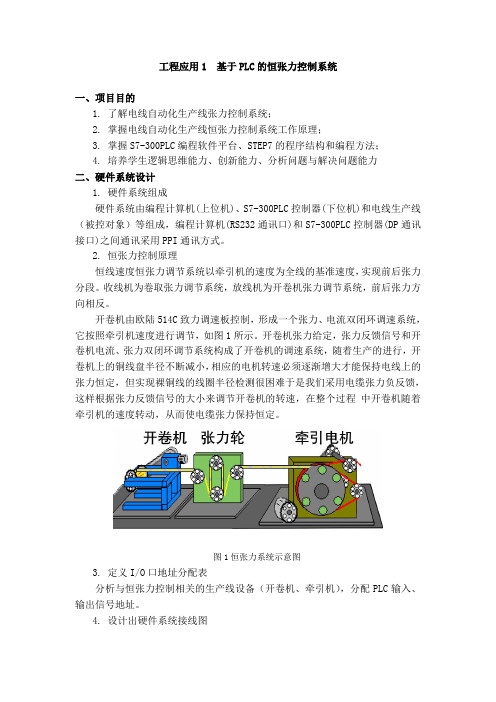
2. 恒张力控制原理恒线速度恒张力调节系统以牵引机的速度为全线的基准速度,实现前后张力分段。
收线机为卷取张力调节系统,放线机为开卷机张力调节系统,前后张力方向相反。
开卷机由欧陆514C致力调速板控制,形成一个张力、电流双闭环调速系统,它按照牵引机速度进行调节,如图1所示。
开卷机张力给定,张力反馈信号和开卷机电流、张力双闭环调节系统构成了开卷机的调速系统,随着生产的进行,开卷机上的铜线盘半径不断减小,相应的电机转速必须逐渐增大才能保持电线上的张力恒定,但实现裸铜线的线圈半径检测很困难于是我们采用电缆张力负反馈,这样根据张力反馈信号的大小来调节开卷机的转速,在整个过程中开卷机随着牵引机的速度转动,从而使电缆张力保持恒定。
图1恒张力系统示意图3.定义I/O口地址分配表分析与恒张力控制相关的生产线设备(开卷机、牵引机),分配PLC输入、输出信号地址。
4.设计出硬件系统接线图三、PLC控制程序设计1. 模拟量闭环控制系统的组成典型的PLC模拟量闭环控制系统如图2所示,图2模拟量闭环控制原理图在过程控制中,按照偏差的比例(P)、积分(I)和微分(D)进行控制的PID控制器是应用最广泛的一种自动控制器。
2. S7-300PLC实现闭环控制的方法S7-300PLC的FM355是智能化的4路通用闭环控制模块,可以用于化工和过程控制,模块带有A/D转换器和D/A转换器。
西门子S7-200 SMART PLC原理及应用教程课件第七章

在该选项卡中,需要对以下参数进行设置。
·类型 热电偶或者电压。 ·热电偶 支持的热电偶类型有B型( PtRh-PtRh)、N型(NiCrSiNiSi)、E型(Ni-Cu-Ni).R型(PtRh-Pt)、S型(PtRh-Pt)、J型(Fe-CuNi)、 T型(Cu-CuNi)、K型(NiCr-Ni、C型( W5Re-W26Re)、 TXK/XK(TXK/XK(L))。如果选电压类型,则±80 mV。 ·标尺 可选摄氏度或华氏度。 ·源参考温度 即冷端补偿温度,可选“内部参考”或者“由参数设
图7-6 模拟信号和电压信号的转换关系
由上面的转换关系可知,PLC通过读取模拟量的数值可以得到当前管道内的压力值,如 读取到的数值为15000,运算得出当前压力P=15000/27648×0.5=0.27MPa。
若压力变送器输出的是4-20mA的电压信号,则转换关系如图7-7所示。
图7-7 模拟信号和电流信号的转换关系
输入/输出类型 模拟量输入模块,8输入 模拟量输入模块,8输入 模拟量输出模块,2输出 模拟量输出模块,4输出 模拟量输入/输出模块,4输入/2输出 模拟量输入/输出模块,2输入/1输出 热电阻输入模块,2通道 热电阻输入模块,4输入 热电偶输入模块,4输入 模拟量扩展信号板,lx12位模拟量输出 模拟量扩展信号板,lx12位模拟量输入
模拟量输出的数字量对应的电压输出分别是-27648~+27648对应-10V~+10V。 O~ 20mA对应O~27648。
S7-200 SMART PLC的模拟量的组态
每个模块能同时输入/输出电流或电压信 号,对于模拟量输入/输出信号类型及量程 的选择都是通过组态软件选择。
1.模块参数
选中系统块上面的表格中相应的模拟量模块,在“模块参数”中, 可以激活“用户电源”报警。该报警是指当模拟量扩展模块外接 的:4 V直流电源供电出现故障时触发CPU的报警事件。用户电源 报警如图7-9所示。单击左边窗口的“模块参数”结点,可以设置 实时启用用户电源报警。
PLC原理及应用
产生到现在, 从PLC产生到现在,已发展到第四代产品。 产生到现在 已发展到第四代产品。 第四代PLC(1983年~现在 ) : 不仅全面使用 位 、 32 ( 第四代 年 现在) 不仅全面使用16位 位高性能微处理器,高性能位片式微处理器, 位高性能微处理器,高性能位片式微处理器,RISC(reduced instruction set computer)精简指令系统 精简指令系统CPU等高级 等高级CPU,而 精简指令系统 等高级 , 且在一台PLC中配置多个微处理器,进行多通道处理,同时 中配置多个微处理器, 且在一台 中配置多个微处理器 进行多通道处理, 生产了大量内含微处理器的智能模块,使得第四代PLC产品 生产了大量内含微处理器的智能模块,使得第四代 产品 成为具有逻辑控制功能 过程控制功能、运动控制功能、 逻辑控制功能、 成为具有逻辑控制功能、过程控制功能、运动控制功能、数 据处理功能、联网通信功能的真正名符其实的多功能控制器 的真正名符其实的多功能控制器。 据处理功能、联网通信功能的真正名符其实的多功能控制器。
1、 PLC是建立在单片机之上的产品,单片 机是一种集成电路,两者不具有可比性。
各有所长! 各有所长!
2、 单片机可以构成各种各样的应用系统,从微型、小型 到中型、大型都可,PLC是单片机应用系统的一个特例。
3、不同厂家的PLC有相同的工作原理,类似的功能和指标, 有一定的互换性,质量有保证,编程软件正朝标准化方向迈进。 这正是PLC获得广泛应用的基础。而单片机应用系统则是八仙过海, 各显神通,功能千差万别,质量参差不齐,学习、使用和维护都 很困难。
交 流 输 入
输入电路类型: 输入电路类型: 共点式 分组式 隔离式
PLC原理及应用 2011,8 PLC原理及应用 2011,
PLC在供热站自动控制系统中的应用

PLC在供热站自动控制系统中的应用摘要:在城市集中供热系统中,供热站作为热网系统的一个重要环节,直接决定供热站的控制效果。
加热站的控制效果直接决定了荣热战的能源消耗,同时也决定着采暖效果,自动控制系统的应用减轻了操作人员的劳动强度,甚至可以达到在无人值班的状态下保持运行。
关键词:PLC;供热站;自动控制系统;应用前言随着自动化及信息技术的不断提高和国家节能环保政策的实施,无人值守换热站智能控制系统凭借其高效率、高性能以及危险预报精度高等优点,已成为众多科研人员的研究热点。
为此供热站根据需要,逐步实现自动化控制系统,积极推进两化融合提升企业竞争力与管理能力。
1 PLC的用途目前PLC主要应用在4个方面:一是开关量的开环控制。
PLC的指令系统具有强大的逻辑运算能力,很容易实现定时、计数、顺序(步进)等各种逻辑控制方式。
二是模拟量闭环控制。
模拟量的闭环控制系统主要是对模拟量的输出值进行计算,通过计算来改变输入值,实现对系统的各种连续调节与控制。
三是数字量的智能控制。
控制系统具有旋转编码器和脉冲伺服装置(如步进电动机)时,可利用PLC实现接收和输出高速脉冲的功能,实现对数字量控制。
较为先进的PLC还专门开发了数字控制模块,可实现曲线插补功能,近年来推出的新型运动单元模块,还能提供数字量控制技术的编程语言。
四是数据采集与监控。
因为PLC主要用于现场控制,所以采集现场数据是十分必要的功能。
在此基础上将PLC与上位计算机或触摸屏相连接,既可以观察这些数据的数值,又能及时进行实时计算,有的PLC还具有数据记录单功能,可用一般个人电脑的存储卡插入到该单元中保存采集到的数据。
2 PLC在集中供热系统中的应用PLC在集中供热系统中的应用主要体现在以下几方面:一是通过室外温度实时调节一次网流量。
在室外安装一个温度变送器,将温度信号传入PLC控制系统中,PLC控制系统可根据预先编好的程序将循环泵的转速和室外温度联系起来,多大的温度对应多大的转速,这样就可以不用人工调节转速,而是通过PLC系统来自动、精准地调节转速,更加节约能源。
PLC实现的闭环调速控制系统
【摘要】随着电力电子技术及控制技术的发展,使得交流变频调速在工业电机拖动领域得到了广泛应用。
由于PLC的功能强大、容易使用、高可靠性,常常被用来作为现场数据的采集和设备的控制。
组态软件技术作为用户可定制功能的软件平台工具,在PC机上可开发出友好人机界面,通过PLC可以对自动化设备进行“智能”控制。
经过研究分析确定在本系统中采用通用变频器MM420,对电机进行转速调节,实现了能源的充分利用和生产的需要。
此变频器的FS型加减速功能和转矩提升功能,能很好的解决转速之间的切换。
系统中PLC完成数据的采集和对变频器、电机等设备的控制任务。
基于S7—200 PLC的编程软件STEP 7,采用模块化的程序设计方法,减少了软件的开发和维护。
利用组态软件良好的人机界面和通信能力,使工作人员可以在中央控制室的PC机上就可以方便的浏览现场的工业流程、实现变频器的参数设置、故障诊断及电机的启动和停止。
本文综述了组态软件、PLC技术、变频调速技术的概况。
分析了PLC的基本原理,变频调速的基本原理、变频器的结构及其控制算法等变频调速技术。
关键词: PLC、、变频调速、PID调节Abstract:With the development of electric power and electronic technology and control technology,AC frequency conversion velocity modulation technology is widely used in theindustry motor dragging fields.Because of the characteristics with powerful function,easy operation and high dependability,PLC is usually used for the field of data gathering andequipment control.Configuration software technology is one software platform tool that with custom-made function,friendly human-machine windows,which can be developed on the PC machine,used the PLC to intelligently control the automatic equipment.Through the rigorouse research and analysis,this system adjusts general transducer KASUGA+Mini MM420 to control the speed of motor,consequently actualizes the full use ofenergy and the need of production.The transducer’s functions of adding or decreasing speedin S form and promoting torque can solve the adjustment of speeds well.In this system,PLC is used to collect data and control equipments such as electromotor and transducer.Based on S7-200 PLC’s programming software STEP 7.which adopts the modularization method inprogramming design,can reduce the software exploitation and maintenance.By the virtue of HMI with nice configuration software and strong communication ability,the staff can conveniently browse the industry flowFig on the locale,set the parameter of the transducer,diagnose the fault,and start or stop the electromotor on the PC machine in the control-centerr00m.This paper summarizes the configurationsoftware technology,PLC technology and AC frequency conversion for speed adjustment technology.Key words:PLC,cold-rocold rolling mill,Frequency conversion velocity modulation,PID regulator目录1 绪论................................................................................................................................................. - 1 -2 S7-200 PLC的构成........................................................................................................................ - 2 -2.1S7-200CPU224型PLC的结构 (2)2.2CPU224型PLC的技术参数 (4)2.3S7-200PLC的构成 (5)2.4PLC的工作原理 (13)3 系统硬件选择............................................................................................................................... - 16 -3.1西门子S7-200型PLC (16)3.2EM235模拟量模块 (16)3.3M ICRO M ASTER420变频器 (18)3.4PID调节原理 (19)4 PLC编程设计................................................................................................................................ - 20 -4.1梯形图 (20)4.2语句表 (24)4.3功能块图 (26)结束语 (30)致谢 (31)参考文献 (32)1 绪论随着变频调速技术的应用日益广泛,应用水平的不断提高,对变频调速控制系统的精度要求也越来越高。
S7-200 SMART PLC 应用教程 教学课件 ppt 作者 廖常初 第78章

闭环控制必须保证系统是负反馈, 如果系统接成了正反馈,将会失控。 调试时断开 AO 模块与执行机构 之间的连线,在开环状态下运行 PID 控制程序。如果控制器有积分 环节,因为反馈被断开了, AO 模 块的输出会向一个方向变化。这时 如果假设接上执行机构,能减小误 差,则为负反馈,反之为正反馈。
5.闭环控制系统主要性能指标
第7章 PLC在模拟量闭环控制中的应用
7.1 闭环控制与PID控制器
7.1.1 模拟量闭环控制系统
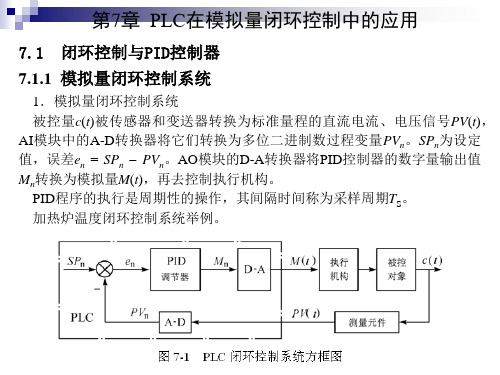
1.模拟量闭环控制系统 被控量c(t)被传感器和变送器转换为标准量程的直流电流、电压信号PV(t), AI模块中的A-D转换器将它们转换为多位二进制数过程变量 PVn。SPn为设定 值,误差en = SPn PVn。AO模块的D-A转换器将PID控制器的数字量输出值 Mn转换为模拟量M(t),再去控制执行机构。 PID程序的执行是周期性的操作,其间隔时间称为采样周期TS。 加热炉温度闭环控制系统举例。
导数的近似表达式:
数字PID控制器输出值的计算公式:
3.反作用调节 在开环状态下,PID输出值控制的执行机构的输出增加使被控量增大的是 正作用(加热炉);使被控量减小的是反作用(空调压缩机)。把PID回路 的增益KC设为负数,就可以实现PID反作用调节。
7.1.3 PID指令向导的应用
1.用PID指令向导生成PID程序 双击项目树“向导”文件夹中的“PID”,打开“PID指令向导”对话框, 完成每一步的操作后,单击“下一步>”按钮。 1)设置PID回路的编号(0~7)为0。 2)设置回路给定值范围和回路参数。比例增益为2.0,积分时间为0.03min, 微分时间为0.01min,采样时间为0.2s。 3)设置回路输入量(过程变量PV)和回路输出量的极性均为默认的单极 性,范围为默认的0~32000。 4)启用过程变量PV的上限报警功能,上限值为95%。 5)设置用来保存组态数据的120B的V存储区的起始地址为VB200。 6)采用默认的初始化子程序和中断程序的名称,选中多选框“增加PID手 动控制”。 2.回路表见表7-1。 3. PID控制的模式 不执行PID运算时为“手动”模式。
第一章模拟量控制基础知识

第一章模拟量控制基础知识控制值:为控制系统需要的输入信息.控制器:进行信息处理,向执行器发出控制信号,使控制量达到所期望的变化.执行器:执行控制输出模拟量的功能.被控制对象:被控制模拟量的载体.被控制值:被控制模拟量.1.2模拟量闭环控制系统组成传感器:检测元件,其主要功能是将非电物理量(温度,压力,流量等)转换成电量(电流,电压),送到控制器中.变送器:将传感器所转换的电量转换成统一的标准电压,电流再送到控制器中.正向通路:从输入到输出的信号通路.反馈通路:信号从输出被控制值Y通过传感器,变速器又回到输入端,而影响到控制器的输入的信号通路.3.模拟量控制系统分类定值控制系统系统输入量为一定值,要求系统的输出量也保持恒定.随动控制系统若系统的输入量的变化规律未知的时间函数(通常是随机的),要求输出量能够准确,迅速跟随输入量的变化.程序控制系统若系统的输入量不为定值,但其变化规律是预先知道和确定的,要求输出量与给定量的变化规律相同,此类系统称程序控制系统.1.3模拟量控制系统控制要求模拟量控制系统控制过程当控制系统受到扰动而稳定状态受到破坏后,能够利用系统的自身调节作用恢复到稳定状态.1. 模拟量控制系统控制要求模拟量控制系统不管是属于哪种类型,其控制要求都是一样的,即稳定性、准确性.简称稳、准、快.1.稳定性:系统的被控制量一旦受到某种干扰而偏离控制要求的期望值时,能够在一定时间后利用系统的自身调节作用被动较小地恢复到期望值.2.准确性:系统的被控制量恢复到期望值的精度.3.快速性:当控制系统受到某种原因而使输出偏离期望值时,系统的自动调节作用在多长时间里,以什么样的方式回到期望值.1.4开环控制和闭环控制开环控制(无反馈控制)1.结构简单,对干扰束手无策,无能为力.2.在模拟量控制中,开环控制用得较少.3.数字量控制中(继电控制,逻辑控制,顺序控制,程序控制等)得到了广泛地应用闭环控制(有反馈控制)反馈:输出被控制值Y被引入到器的输入端.负反馈:反馈值的极性与设定值的极性相反的反馈.偏差e:设定值与反馈值F之差,e=X-F,偏差值才是控制器的输入控制值负反馈控制的自身调节作用偏差 控制输出C当某种干扰引起Y 增大变化时,经过系统自身调节,使Y 增大得到控制.Y 增加F 增加E 减少 Y 减少 3.偏差控制偏差控制系统不能消除余差,其输出值永远不能到达设定值.静差(余差):稳定状态下输出与设定值的偏差.控制值: R n+1=Rn+ER n+1为上一次运算时的R 值Rn 为本次运算后的值为什么能消除静差每一次的控制值是上次控制值与偏差的和,随着一次一次地累加,控制值R 越来越接近设定值,直到控制值变化到输出值等于设定值为止.1.5PLC 模拟量控制系统设定值1.PLC模拟量控制系统组成模拟量转换成数字量的电路叫做”模数转换器”,简称A/D转换器.数字量转换成模拟量的电路叫做”数模转换器”,简称D/A转换器.2.PLC模拟量控制系统特点模拟量和数字量的关联模拟量虽然连续变化的,但在某个确定的时刻其值是一定的.如果我们按照一定的时间来测量模拟量的大小,并想办法把这个模拟量(10进制数)转换成相应的二进制数,送到寄存器中,而把这个由二进制数所表示的量称做数字量.这样模拟量就可以用一个在时间和取值上都是离散的数字量来代替.。
1-PLC工作原理介绍

2.2.3 I/O单元
(1)输入接口电路:采用光电耦合器,防止强电干扰。
输入端子
PLC
发光二极管
3.3k
In
1000PF
内 部 电 470 路
24V – +
+ –
直流电源
COM
发光二极管
★ 诊断故障、记忆故障信息并报警。
2.2.1 CPU单元
1.中央处理单元(CPU): (1)从程序存储器读取程序指令,编译、执行指令 (2)将各种输入信号取入 (3) 把运算结果送到输出端 (4) 响应各种外部设备的请求
PLC中所采用的CPU通常有三种 : (1)通用处理器:8086、80286、80386 (2)单片机芯片:8031、8096 (3)位片式微处理器:AMD-2900 小型PLC多采用8位微处理器或单片机作为CPU 中型PLC多采用16位微处理器或单片机作为CPU 大型PLC多采用高速位片式微处理器
PLC 的生产厂家
当今世界上 PLC 生产厂家按地域可分为 三大流派:美国、欧洲和日本。 美国和欧洲以大中型 PLC 而闻名,但产品的差异性很大,这是 由于它们是在相互隔离的情况下独立开发出来的;日本以小型 PLC 著称,它的技术是从美国引进的,因此对美国的产品有一定的继承性。 美国是 PLC 生产大国,有 100 多家 PLC 厂商,著名的有 A-B 公司、通用电气( GE )公司、莫迪康( MODICON )公司、 德州仪器( TI )公司、西屋电气公司等。 欧洲著名的 PLC 生产厂商有德国的西门子( SIEMENS )公 司、 AEG 公司,法国的 TE 公司等。 日本有许多 PLC 制造商,如:三菱、欧姆龙、松下、富士、 日立、东芝等。 我国的 PLC 生产厂家规模一般不大,主要有无锡华光电子工业 有限公司、上海香岛机电制造有限公司、杭州机床电器厂、天 津中环自动化仪表公司等。
plc控制工作原理
plc控制工作原理
PLC(可编程逻辑控制器)是一种专门设计用于工业自动化控
制系统的电子设备,其工作原理基于一个循环扫描过程。
下面将介绍PLC控制的基本原理。
首先,PLC的输入模块会收集来自各种传感器和开关的信号。
这些信号可以是开关的状态、温度、压力、位置等信息。
输入模块将这些信号转换成数字信号,并将其发送给PLC的中央
处理器。
中央处理器是PLC的核心部分,负责执行用户编写的程序。
这些程序以类似于流程图的方式编写,确定了不同输入状态下系统应该采取的行动。
中央处理器根据程序的逻辑顺序进行处理,循环地扫描输入模块的信号,并通过输出模块发送控制信号。
输出模块将中央处理器输出的控制信号转换成电流、电压或其他形式的输出信号,以控制执行器,如电动机、阀门和报警器等。
这些执行器会根据接收到的信号执行相应的操作,例如启动电机、打开阀门或触发报警。
整个PLC系统中,输入、中央处理器和输出之间通过总线连接。
总线传输输入信号、程序指令和输出信号之间的数据。
通过总线,不同模块之间的数据传输更加简单和高效。
总结而言,PLC的工作原理是通过输入模块收集传感器和开
关的信号并转换为数字信号,中央处理器执行用户编写的程序,
根据程序逻辑控制输出模块发送相应的控制信号,驱动执行器实现工业自动化控制系统的功能。
对西门子PLC的PID参数整定问题分析

120研究与探索Research and Exploration ·工艺与技术中国设备工程 2017.01 (上)结合我国目前实际情况可知,PID 控制器已经在工业控制领域得到了较为广泛的应用。
与其他控制器相比,PID 控制器具有明显的计算量少、结构经典、便于参数调整等优势。
作为PID 控制的关键,其参数整定问题直接影响PID 控制的控制质量。
因此,分析西门子PLC 的PLD 参数整定问题具有一定的现实意义。
1 西门子PID 基本控制原理西门子PID 控制器的控制原理为:参照系统误差,借助PID 参数完成控制量的计算,最终实现控制功能。
具体而言,输入通过微分(D)、比例(P)以及积分(I)获得输出结果,并将输出结果传递至执行机构,由执行机构负责对某一规定对象执行控制任务。
从西门子PID 的构成来看,其中,微分部分的作用主要是提供盘查信号的变化速率,监测偏差信号的变化状况,识别偏差信号超出正常范围的征兆,准确于偏差信号由正常值转为太大之前,引入一个有效的早期修正信号,缩短系统调节时间。
而比例部分的作用则是即时完成控制系统偏差信号的反应(呈比例)。
当偏差产生后,调节器将会立即进行动作,抑制偏差控制功能的发挥。
此外,在西门子PID 控制器中,积分部分的作用以提升系统无差度以及消除静差为主。
积分的作用有效性与积分时间常数呈负相关关系,即随着积分时间常数的不断减小,积分的消除静差作用将发挥得越来越明显。
2 西门子PLC 的PID 参数整定这里主要从以下几方面入手,对西门子PLC 的PID 参数整定进行分析和研究。
2.1 模拟量闭环控制器控制系统方面在实际运用过程中,PID 模拟量闭环控制器控制系统可产生良好的自动控制功能,其自动控制原理为:当控制系统的设定值高于反馈值参数时,系统开始产生误差,误差被输入至PID 调节器中,由调节器完成微分、比例以及积分的运算,最终得出控制信号计算结果,并将该结果输出出来,传输至执行机构中。
plc基本原理
43
输入输出方式
〄直接方式 〄刷新方式
控制方式取决于使用的CPU 组件型号
44
直接方式
45
刷新方式
〄为了对部分输入 /输出组件存储 区以直接方式存 取可使用SEG (部分刷新)指 令
46
在直接方式下
• 对应的输入 组件状态变 化后,输出 组件的状态 变化最多延 时一个扫描 时间
24
•中央处理单元
现代PLC使用的CPU主要有以下几种〆 〄 通用微处理器,如8080、6800、Z80A、8086等。通用 微处理器的价格便宜,通用性强。 〄 单片机,如8051等。单片机由于集成度高、体积小、 价格低和可扩充性好,很适合在小型PLC上使用,也 广泛地用于PLC的智能I/O模块。 〄 位片式微处理器,如AMD2900系列等。位片式微处理 器是独立于微型机的另一分支。它主要追求运算速度 快,它以4位为一片。用几个位片级联,可以组成任 意字长的微处理器。
3
一、PLC是什么〇
〄 可编程序控制器定义Programmable Logical Controller (1985年,国际电工委员会) 可编程序控制器是一种数字运算操作的电子系统,专 为工业环境下应用而设计。它采用可编程序的存储器, 用来在其内部存储执行逻辑运算、顺序控制、定时、 计数和算术运算等操作的指令,并通过数字式、模拟 式的输入和输出,控制各种机械或生产过程。 〄 PC、PLC、个人计算机、工业PC的区别〇
(2)外存储器 (3)打印机
(4)EPROM写入器
35
第四部分 PLC的工作原理
〄PLC的循环扫描工作过程
〄PLC的I/O滞后现象
〄PLC对输入点计数的频率问题
36
闭环系统的工作原理

闭环系统的工作原理
闭环系统的工作原理是指通过反馈机制,将输出信号与期望信号进行比较,并根据比较结果进行调整以实现稳定的控制过程。
其主要包括以下几个要素:
1. 传感器:闭环系统的第一步是通过传感器获取被控对象的状态信息,并将其转化为电信号或其他形式的输入信号。
传感器可以测量各种物理参数,如温度、压力、速度等。
2. 误差检测器:将传感器测量到的实际值与期望值进行比较,得到误差信号。
误差检测器可以是简单的比较器,也可以是复杂的算法,根据具体应用来确定。
3. 控制器:根据误差信号,控制器采取相应的控制策略,生成控制信号。
控制器可以是模拟电路、数字系统或使用微处理器实现的算法。
4. 执行器:执行器接收控制信号,并将其转化为物理行动,对被控对象进行调整。
执行器可以是电动机、电阻器、阀门等,根据被控对象的不同而异。
5. 反馈回路:从执行器输出的信号再经过传感器检测,形成一个反馈回路。
通过不断地测量和修正,反馈信号经过控制器的运算,使得输出信号逐渐接近期望信号。
6. 闭环控制:在闭环系统中,误差信号不断地被控制器修正,通过反馈回路的作用,使系统的输出更加稳定和准确。
闭环控
制能够抵消外界干扰和被控对象自身的变化,提高系统的控制精度和可靠性。
闭环系统的工作原理是基于反馈机制的,通过不断地纠正误差,实现对系统状态的控制。
它广泛应用于自动控制、电子设备、机械系统和生物反馈等领域。
PLC系统构成和工作原理

执行机构所需的信号,输出电路也应与控制器隔离。
二、I/O单元 接线方式
COM
X0 X1 X2 X3
共 点 式
输入输出只有一个公共端子
X4
X5
X6 X7
第二章 可编程序控制器的系统构成和工作原理
2.1.1.3 输入输出单元
二 、 I/O单元 接线方式
COM1
Y0 Y1 COM2 Y2
分 组 式
输入输出端子分为若干个组, 每组共用一个公共端子。
1.编程语言 1)梯形图
• 梯形图是一种图形编程语言,是面向过程的一 种“自然语言”,它沿用继电器的触点线圈和 串并联等术语及图形符号,同时增加了一些继 电—接触器控制系统没有的特殊功能符号。 • 梯形图语言比较形象、直观,对于熟悉继电器 控制线路的电气技术人员来说,很容易接受, 且不需要学习专门的计算机知识,所以是PLC应 用中最基本最普遍的编程语言。 • 梯形图只能用图形编程器直接编程。图2-8(a) 是一个起保停程序的梯形图。 X1 X2 Y1 Y1
(二)、软件知识: 可编程控制器的软件系统
• 可编程控制器是微型计算机在工业控制领域的重 要应用,其软件系统可以分为系统程序和用户程 序两大类。 • 系统程序即可编程控制器的操作系统,它是由 PLC生产厂家编制的,用于控制PLC本身的运行, 对用户是不透明的。 • 系统程序通常包含三个部分: • (1)系统管理程序。 • (2)用户指令解释程序。 • (3)标准程序模块和系统调用。
在现场控制中,干扰侵入PLC的主要途径之一是 通过电源,因此设计合理的电源是PLC可靠运 行的必要条件 。
5 、编程器
编程器用于用户程序的输入、编辑、调试和监视, 可以通过键盘调用和显示PLC的一些内部继电 器状态和系统参数。它经过编程器接口与CPU 联系,完成人机对话。它一般都具有下列5种 功能: 编辑功能 编程功能 监视功能 检查功能 命令功能 编程器还具有与EPROM写入器、打印机、盒式录 音机等外围设备通信的功能。
PLC的模拟量控制

PLC是一种基于微处理器的工业自动化控制装置,通过编程实现各种逻辑控制、顺序控制、定时控制 等功能。它具有结构简单、编程方便、可靠性高、抗干扰能力强等优点,广泛应用于工业自动化领域 。
PLC的基本结构和工作原理
总结词
PLC的基本结构包括输入输出接口、中央 处理单元、存储器、电源等部分,工作 原理是通过扫描输入状态,执行用户程 序,刷新输出状态来实现控制功能。
感谢您的观看
THANKS
模拟量输出模块
模拟量输出模块用于将PLC的数字信号转换为模拟信 号,以驱动执行机构或其他模拟设备。
常见的模拟量输出模块有电压输出模块、电流输出模 块和电阻输出模块等,根据需要驱动的设备选择相应
的输出模块。
模拟量输出模块具有信号驱动功能,可以提供足够的 电流或电压以驱动设备,同时具有保护功能,防止过
02
模拟量控制基础知识
模拟量的概念和特点
模拟量
在连续时间或空间中变化的物理量, 如温度、压力、速度等。
特点
连续性、非离散性、物理量之间存在 直接关系。
模拟量控制系统的组成
传感器
用于检测被控对象的物理量,并将物理量转换为电信号。
变送器
将传感器输出的电信号转换为标准信号,如4-20mA或0-10V。
PLC的编程语言和编程工具
总结词
PLC的编程语言包括指令表(IL)、梯形图(LD)、结 构化文本(ST)等,常用的编程工具有西门子的TIA Portal、三菱的GX Works等。
详细描述
PLC的编程语言有多种,其中最常用的是指令表(IL) 和梯形图(LD)。指令表是一种类似于计算机汇编语言 的文本编程语言,而梯形图则是一种图形化的编程语言, 易于理解和使用。此外,还有一些结构化文本(ST)等 编程语言可供选择。为了方便编程和调试,许多PLC厂 商都提供了各自的编程工具软件,如西门子的TIA Portal、三菱的GX Works等。这些软件提供了友好的 用户界面和丰富的功能,使得PLC的编程更加简单和高 效。
基于PLC模拟量的变频器闭环调速控制

矿井通风系统------基于PLC模拟量的变频器闭环调速控制摘要随着电力电子技术及控制技术的发展,使得交流变频调速在工业电机拖动领域得到了广泛应用。
由于PLC的功能强大、容易使用、高可靠性,常常被用来作为现场现场数据的采集和设备的控制。
本文介绍了 PLC控制变频调速系统在矿井局部通风机中的应用。
以瓦斯浓度为主控参数,通过A/D采样模块采集瓦斯浓度,送入PLC与设定值进行运算,输出再经过D/A转换控制变频器 ,来调节局部通风机电机转速实现最优控制 ,达到安全监控与节能目的。
关键字:PLC;变频器;PID控制;局部通风机;A/D转换;D/A转换AbstractWith the power electronics and control technology, making the AC variable speed motor drive in the industry has been widely applied. Since the PLC powerful, easy to use, high reliability, are often used as a field-site data collection and device control.This article describes the frequency control system PLC control local fan in the mine in the application. To gas concentration as the main control parameters through the PLC control frequency, to adjust the fan motor speed to achieve optimal local control, to security monitoring and energy conservation purposes.Keyword:PLC; inverter; PID control; local fan;A / D converter; D / A converter目录0中英文摘要 (1)1引言 (3)1.1 PLC概述 (3)1.2设计目的 (3)1.3设计内容 (3)1.4设计实现目标 (3)2系统总体方案设计 (4)2.1系统硬件配置及组成原理 (4)2.2系统接线图设计 (6)3控制系统设计 (7)3.1控制程序流程图设计 (7)3.2控制程序设计思路 (7)4系统调试及结果分析 (8)4.1系统调试步骤 (8)4.2遇到的问题以及解决方案 (9)4.3结果分析 (9)5结束语 (9)6参考文献 (10)1 引言1.1 PLC概述可编程控制器(PLC)是以计算机技术为核心的通用自动化控制装置,它的功能性强,可靠性高,编程简单,使用方便,体积小巧,近年来在工业生产中得到广泛的应用,被誉为当代工业自动化主要支柱之一。
第7章PLC在模拟量闭环控制中的应用
1 TI
t
e(t)dt TD
0
de(t dt
)
]
M
initial
2.PID控制器的数字化 上式中的积分对应于图7-7中误差曲线e(t)与坐标轴包围的面积(图中的灰 色部分)。一般用图7-7中的矩形面积之和来近似精确积分。 在误差曲线e(t)上作一条切线,该切线与 x 轴正方向的夹角 α 的正切值tgα 即为该点处误差的一阶导数de(t)/dt。
7.2.3 PID参数整定的实验
用作者编写的子程序“被控对象”来模拟PID闭环中的被控对象(见图715),被控对象的数学模型为3个串联的惯性环节,其增益为GAIN,3个惯 性环节的时间常数分别为TIM1~TIM3。DISV是系统的扰动输入值。
主程序中T37和T38组成了方波振荡器,用 来提供周期为60s、幅值为20.0%和70.0%的方 波设定值。在主程序中调用PID向导生成的子 程序PID0_CTRL。CPU按PID向导中组态的采 样 周 期 调 用 PID 中 断 程 序 PID_EXE , 在 PID_EXE中执行PID运算。PID_EXE占用了定 时中断0,模拟被控对象的中断程序INT_0使
用定时中断1。 设定值Setpoint_R是以百分数为单位的浮点
数。Auto_Manual(I0.0)为ON时为自动模式。
实际的PID控制程序不需要调用子程序“被控对象”,在主程序中只需要调 用子程序PID0_CTRL,其输入参数PV_I应为实际使用的AI模块的通道地址 (例如AIW0),其输出参数Output应为实际使用的AO模块的通道地址(例如 AQW0)。
6.变送器的选择 AI模块的电压输入端的输入阻抗很高,微小的干扰信号电流将在模块的输入 阻抗上产生很高的干扰电压。远程传送的模拟量电压信号的抗干扰能力很差。 电流输出型变送器具有恒流源的性质,恒流源的内阻很大。PLC的AI模块的 输入为电流时,输入阻抗较低,例如250。干扰信号在模块的输入阻抗上产生 的干扰电压很低,模拟量电流信号适用于远程传送。
用PLC的软件实现PID闭环控制
用PLC的软件实现PID闭环控制摘要:本文提出了在PLC控制的中小型系统中,用软件的方法去实现PID闭环控制的方法和用数字形式实现惯性滤波的动态滤波方法,给出了程序流程图。
关键词:PLC PID 调节器闭环控制1引言在工业生产中,电流、电压、温度、压力、流量、流速都是常用的主要的被控参数。
例如,在冶金工业,化工生产,电力工程,机械制造,食品加工等许多领域人们都需要对各类加热炉,热处理炉,反应炉和锅炉温度进行监测和控制。
一般用闭环控制的方式。
PID调节是经典控制理论中最典型的控制规律,在以往的模拟控制系统中得到了广泛得应用,对相应的控制对象进行控制时获得了比较满意得结果。
通常,在控制系统中有一定容量的储能元件,因此系统中常会有一定的惯性和时间上的滞后,负载的变化以及电源系统的干扰都会给控制带来影响,造成系统参数的变化,从而使控制性能改变。
采用PID调节,可对系统偏差进行比例调节,引入积分环节,对偏差进行积分,提高了系统控制精度和抗外界干扰能力。
引入微分环节,用于克服系统的惯性滞后,从而提高系统的稳定性。
这就大大提高了控制系统的性能和品质。
PCL控制模拟量,可采用PID过程控制模块,一个模块可以控制几路甚至几十路闭环回路,但这种模块价格较贵,一般用于大型复杂的控制系统。
本文介绍一种用软件方法模拟PID调节器去控制模拟量,在硬件上只需配模拟输入/输出模块(A/D,D/A)模块,这种方法适用中小型系统,投资较小。
2PID调节器的数字化我们以位置式PID控制法控制炉温为例加以说明,这是工业过程控制中应用最广泛的一种控制形式,一般都能收到令人满意的结果。
控制论告诉我们,PID控制的理想微分方程为:e(t)=r(t)-y(t)称为偏差值,可作为温度调节器的输入信号,其中r(t)为给定值,y(t)为被测变量值,k p为比例系数,Ti为积分时间常数,Td微分时间常数,P(t)为调节器的输出控电压信号。
一个典型的 PLC模拟量闭环控制系统方框图为但计算机只能处理数字信号,故上述必须加以变换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC模拟量闭环控制系统的基本原理
PLC虽然是在开关量控制的基础上发展起来的工业控制装置,但为了适应现代工业控制系统的需要,其功能在不断增强,第二代PLC就能实现模拟量控制。
当今第四代PLC已增加了许多模拟量处理的功能,完全能胜任各种较为复杂的模拟控制,除具有较强的PID控制外,还具有各种各样专用的过程控制模块等。
近年来PLC在模拟量控制系统中的应用也越来越广泛,已成功地应用于冶金、化工、机械等行业的模拟量控制系统中。
PLC模拟量闭环控制系统的基本原理
输入信号和输出信号均为模拟量的控制系统称为模拟量控制系统。
过程控制系统是指被控制量为温度、压力、流量、液位、成份等这一类慢连续变化的模拟量控制系统。
如图所示为典型的模拟量闭环控制系统结构框图。
图中,虚线部分可由PLC 的基本单元加上模拟量输入/输出扩展单元来承担。
即由PLC自动采样来自检测元件或变送器的模拟输入信号,同时将采样的信号转换为数字量,存在指定的数据寄存器中,经过PLC运算处理后输出给执行机构去执行。
因此,要将PLC应用于模拟量闭环控制系统中,首先要求PLC必须具有
A/D和D/A转换功能,能对现场的模拟量信号与PLC内部的数字量信号进行
转换;其次PLC必须具有数据处理能力,特别是应具有较强的算术运算功能,能根据控制算法对数据进行处理,以实现控制目的;同时还要求PLC有较高的运行速度和较大的用户程序存储容量。
现在的PLC一般都有A/D和D/A模块,许多PLC还设有PID功能指令,在大、中型PLC中还配有专门的PID过程控制模块。