深冷制氮设备富氧空气的回收利用[1]
深冷制氮设备富氧空气的回收利用(朱银在)

深冷制氮设备富氧空气的回收利用朱银在空压车间深冷制氮设备富氧空气的回收利用摘要:针对石油化工企业污水处理、富氧助燃和PTA氧化等工艺对富氧空气的需求,分析了回收深冷制氮设备所产生富氧空气的可行性。
以KDN-3000型深冷制氮设备为例对回收方案进行了探讨,提出了工艺控制路线,进行了效益分析,最后提出石化企业对富氧空气回收利用的意义。
关键词:制氮设备富氧空气回收利用随着我厂的发展和科学技术的进步,对能源的充分利用提高经济效益显得十分重要。
作为我厂公用工程之一的深冷制氮装置向炼油和化纤提供保安氮气,伴随产生的副产品——富氧空气(氧含量30~35%),作为废气放掉。
如果能有效地利用这部分富氧空气用于污水处理或者用于其它装置工艺用气,将会产生一定的经济和社会效益。
文章以KDN-3000深冷制氮设备为例,提出回收富氧空气的两种方案。
1 KDN-3000型制氮设备运行情况深冷制氮设备是把压缩空气在-170℃的低温下通过精馏提取高纯氮气,因该工艺技术是生产单一产品,有大量的富氧空气没有利用放入大气。
KDN-3000型空分设备加工空气能力为10000~12000m3/h,产氮量为3000~3500m3/h,同时产生7000~8500m3/h的富氧空气。
据长期化验分析,所产生的富氧空气中氧含量在30~35%。
该套空分设备于2000年3月投入生产,运行情况良好。
1.1 分子筛纯化系统流程与控制空分纯化系统由2台纯化器和2台加热炉组成,纯化器内填装分子筛。
压缩空气经冷却降温后进入到纯化器内利用分子筛选择吸附的特点,除去空气中的H2O、CO2、C2H2等对空分有害的杂质后进入到冷箱,空气经换热冷却液化在空分塔内精馏分离,塔顶抽出氮气,塔底为富氧液空(35%O2),富氧液空经节流降压后,与氮气换热成气态,进膨胀机对外做功,压力降至0.02MPa左右,复热至10℃左右出冷箱。
纯化器工作8小时后,需要加热再生,利用一部分的富氧空气作为再生气,把分子筛内的杂质带出排入大气。
深冷制氧工艺流程

深冷制氧工艺流程深冷制氧工艺流程是指使用低温方法将空气中的氧气从其他气体中分离出来的过程。
下面是深冷制氧工艺流程的一般步骤。
首先,将空气通过压缩机进行压缩。
压缩机将空气压缩成高压气体,使其容积减小。
压缩机一般采用螺杆式或往复式,既能满足空气的压缩要求,又能确保系统的稳定运行。
接下来,将压缩后的气体通过净化系统进行净化。
在净化系统中,气体首先经过过滤器,去除其中的固体颗粒和液滴。
然后,气体通过活性炭吸附器,去除其中的有机物和异味。
最后,气体通过冷却器,将其中的水分、二氧化碳等成分冷凝并除去。
净化后的气体进入蓄气罐,以便在后续的步骤中提供稳定的供气。
蓄气罐通常是一个大型的压力容器,能够储存足够数量的气体,以满足制氧过程中的需求。
然后,将净化后的气体通过蓄气罐输送到低温分离装置。
低温分离装置一般包括制冷机组、换热器和分离列等设备。
在低温分离装置中,气体首先经过制冷机组冷却至低温状态,然后通过换热器和分离列进行分离。
在分离列中,气体经过多级分离的过程,逐渐分离出氧气和氮气等组分。
由于氧气的沸点较低,约为-183°C,而氮气的沸点为-196°C,因此通过适当的温度控制,可以实现氧气和氮气的分离。
分离出的氧气经过净化处理后,即可供给各种需要氧气的工业和医疗设备使用。
经过净化处理的氧气质量较高,能够满足各种应用的需求。
分离列的尾气中主要含有氮气,一部分氮气经过适当的净化处理后可以被回收利用,而另一部分则可以进行排放或其他处理方式。
总之,深冷制氧工艺流程通过压缩、净化和分离等步骤,将空气中的氧气从其他气体中分离出来,提供高质量的氧气供给各种需求。
这种工艺流程不仅应用广泛,而且能够实现高效、安全、环保的制氧过程。
浅论深冷技术空气分离系统的应用

浅论深冷技术空气分离系统的应用摘要:在我国工业高速发展的今天,对高纯度气体需求量急剧增加,应用范围也越来越广泛,尤其是化工工业和金属工业以及材料工业。
过去几十年在发达国家空气分离产品是主要的化学制品。
其中氮和氩的产量增加了50~60%。
在深冷技术流程方面做出了突破性的改进,使得生产氧,氮,氩的能耗降低,纯净度和生产量提高。
新的制氧技术,集中使用在与煤气化综合循环发电一体化上。
小规模生产氮和氧已采用非低温分离技术。
计算机模拟方法有助于对高效率生产氧、氮的吸附流程的开发。
研制出了许多新型薄膜材料和膜分离制氮流程。
深冷技术在我国发展已经成熟,被应用于大规模生产,生产出的氧气纯度高,成本低,所以该技术应用广泛。
本文基于深冷技术的基本原理,建立了空气分离系统流程、并对深冷技术在我国发展的趋势以及现状进行简单分析。
关键词:深冷技术,空气分离,氧气,氮气,应用分析1 深冷技术行业的发展以及现状分析相对于西方工业技术高度发达国家我国深冷技术行业发展比较晚,早在1902年工业强国德国设计制造出世界第一台工业化利用深冷技术实现空气分离的设备,这就标志着本行业在发达国家已有百余年的发展历程。
而我国直至20 世纪50年代末期才开始小批量试制小型深冷空分设备,其差距非常大。
并且在市场经济体制不完善、宏观经济增长相对缓慢的背景下,我国深冷技术行业至 20 世纪 70 年代末期始终未得到快速发展。
20世纪80 年代以后,我国工业化进程大幅加速、基础建设投资快速增长,从而推动本行业进入高速发展期。
由于该阶段本行业的发展动力主要来自钢铁、有色金属等下游行业对于氧、氮、氩等工业气体的需求,因此我国深冷技术设备厂商纷纷将空气分离作为深冷技术研发的主攻领域。
经过多年的努力,我国深冷空分设备的设计、制造能力显著提升,目前已能够跻身世界先进行列。
2深冷技术的空气分离概述:空分的含义可以理解为利用物理和化学方法把空气中的各种混合物分离开,然后在萃取高纯度的氧,氮,氩以及其他稀有气体的过程称为空气分离。
深冷空气分离法在制氧系统中的应用探析

深冷空气分离法在制氧系统中的应用探析摘要:地球生物和人类的发展与氧气息息相关,随着社会的进步和经济的快速发展,氧气的地位和作用日趋重要,其需求量也越来越大。
特别是在现代工业和医药产业中,氧气的应用愈加广泛,地位更加突出。
因此,研究节能、环保、安全、高效、高纯度的制氧技术。
已经成为氧气制造企业关注的重点,本文研究了深冷空气分离法在制氧系统中的应用,对氧气的制造与提取有一定的现实指导意义。
关键词:深冷空气分离法;制氧系统1 深冷空气分离法概述空气是多种气体的混合物,主要由氧、氮和氩、氖、氦、氪、氙等稀有气体组成,还包括二氧化碳和水蒸气等可变组成部分。
对空气进行分离的目的是从空气中分离出氧气,氮气或提取氦气、氩气等稀有气体,这些气体用途很广,所以空气分离装置在冶金、化工、石油、机械、采矿、食品、医药、军事等工业部门有着广泛的应用,空气分离法一般有深度冷冻、吸附、膜分离等方法。
其中深度冷冻法简称深冷法。
深冷分离法又称低温精馏法,是以空气为原料,经过压缩、净化、用热交换使空气液化成液氧、液氮和液态稀有气体的混合物,并利用液态气体沸点不同的特性,通过精馏,使各种气体分离来获得氮气、氧气和稀有气体。
深冷法一般分为两步:先制冷,再精馏,1.制冷,制冷的目的是通过不同的深度冷冻循环装置使空气液化,一般是利用膨肌机进行制冷,有些装置则设置高压空气节流阀进行节流制冷,为系统提供所需冷量。
2.精馏,精精馏是一种分离混合物中各组分的过程,利用混合物中各组分挥发度不同,从塔底加热物料,产生上升蒸汽与塔顶冷凝下来的回流液在塔盘或填料上充分地进行逆流接触,发生传热和传质过程,易挥发组分汽化进入气相,难挥发组分冷凝进入液相,如此反复多次,使混合物各组分得到分离的方法,空分的精馏塔一般采用双级精馏塔,它是由上塔,下塔和塔间的冷凝蒸发器组成,有些装置设有粗氩塔,为了获得更高纯度的氧气产品。
采用双级精馏塔的优点是使产品有较高的提取率,并能同时取得高纯氧和高纯氮,通过精馏,空气在双级精馏塔中进行分离,在下塔顶部产出液氮,在冷凝蒸发器中产出液氧。
论深冷空分制氮装置产能不足隐患分析及处置

论深冷空分制氮装置产能不足隐患分析及处置摘要:深冷空分制氮装置(KDON-300/3000型)在2018年大检修开工运行后,出现分馏塔主热交换器空气进口与进分馏塔下塔空气压差高,产品氮气、再生气出塔温度与进塔空气温度温差大,产品氮气产量低等问题。
为解决空分装置运行产能不足的瓶颈问题,以稳定塔内循环冷量平衡,降低冷量损失,提高产品氮气产量,确保空分装置平稳达标运行为目标,制定方案,采取了有效的措施,解决了装置氮气产能不足影响主体装置氮气供给的隐患问题,保障了装置的长周期稳定运行。
关键词:深冷空分产能不足隐患分析1深冷空分制氮装置工艺原理及流程1.1工艺原理空气中其它组成成份,如氢、二氧化碳、碳氢化合物的含量在一定范围内变化,而水蒸汽含量则随着温度和温度而变化。
空气的精馏就是利用空气的各种组份具有不同的挥发性,即在同一温度下各组份的蒸汽压不同,将液态空气进行多次的部份蒸发与部份冷凝,从而达到分离各组份的目的。
当处于冷凝温度的氧、氮混合气穿过比它温度低的氧、氮混合液体时,气相与液相之间就发生热、质交换,气体中的部份冷凝成液体并放出冷凝潜热,液体则因吸收热量而部份蒸发。
因沸点的差异,氧、氮、氩的蒸发顺序为:氮>氩>氧,冷凝顺序为:氧>氩>氮。
在本系统中,该过程是在塔板上进行的,当气体自下而上地在逐块塔板上通过时,低沸点组份的浓度不断增加,只要塔板足够多,在塔的顶部即可获得高纯度的低沸点组份。
同理,当液体自上而下地在逐块塔板上通过时,高沸点组份的浓度不断增加,通过了一定数量的筛板后,在塔的底部就可获得高纯度的高沸点组份。
1.2工艺流程说明1.2.1 KDON-300/3000型空分装置(1)原料空气经自洁式空气过滤去除灰尘和机械杂质,在离心压缩机中被压缩至0.9MPa(G),经GAYL—9400/9型预冷系统将空气冷却,空气温度下降到5~8℃,进入HXK-9000/90型分子筛纯化系统,去除H2O、CO2、C2H2等碳氢化合物,分子筛吸附器两台交替使用,一台吸附工作,另一台解析再生,工作周期为16小时,再生气为出分馏塔的废气。
深冷空分制氮流程

深冷空分制氮流程深冷空分制氮是一种超酷的制氮方法呢!一、深冷空分制氮的基本原理。
深冷空分制氮呀,就是利用空气中氮气和氧气等气体的沸点不同来把它们分开。
就像一群小伙伴,有的活泼好动(沸点低),有的比较沉稳(沸点高),我们就通过温度这个魔法棒,让它们在不同的温度下各就各位。
氮气的沸点比氧气低,当我们把空气冷却到超低温的时候,氮气就会先变成气体跑出来,这样就可以收集到比较纯净的氮气啦。
这个过程就像是一场神奇的分离游戏,把空气中的各种成分按照我们的需求分开来。
二、深冷空分制氮的设备构成。
1. 空气压缩机。
这个可是制氮流程里的大力士呢!它的任务就是把空气压缩起来,就像把空气装进一个小小的盒子里,让空气变得更加紧凑。
这样做是为了让后面的冷却过程更容易进行。
空气压缩机就像一个勤劳的搬运工,把空气从外界搬运到制氮的“魔法车间”里,而且把它变得有力量,准备接受下一轮的“改造”。
2. 预冷系统。
预冷系统就像是一个温柔的冷却小助手。
在空气进入超低温环境之前,先给它降降温,让它慢慢适应变冷的过程。
这个过程就像是我们在冬天出门之前,先在屋子里适应一下冷空气,不然一下子到很冷的地方会受不了的呢。
预冷系统能有效地去除空气中的水分,避免在后面超低温的时候水变成冰,造成设备堵塞等麻烦事。
3. 纯化系统。
纯化系统可是个严格的把关者哦。
空气中有很多杂质,像灰尘呀、二氧化碳之类的。
纯化系统就会把这些杂质都给揪出来,只让纯净的空气进入到下一个环节。
它就像一个超级过滤器,只允许那些对制氮有用的空气成分通过,保证最后制出来的氮气质量超级棒。
4. 分馏塔。
分馏塔是整个深冷空分制氮的核心“魔法城堡”。
在这里,经过前面一系列处理的空气被进一步冷却到超低温,然后根据氮气和氧气沸点的差异,进行精确的分离。
氮气从分馏塔的特定位置被提取出来,就像从宝藏堆里找到了我们最想要的那颗宝石。
分馏塔就像一个充满奥秘的迷宫,不同的气体在里面按照规则各奔东西。
三、深冷空分制氮的操作流程。
制氮机富氧尾气回收再利用改造方案
制氮机富氧尾气回收再利用改造方案
1、燃烧是燃料快速氧化并发出光和热的过程,富氧燃烧是指助燃用的氧化剂中的氧浓度高于空气中的氧浓度。
2、富氧燃烧对所有燃料(包括气体、液体、固体)在绝大多数工业锅炉均适用。
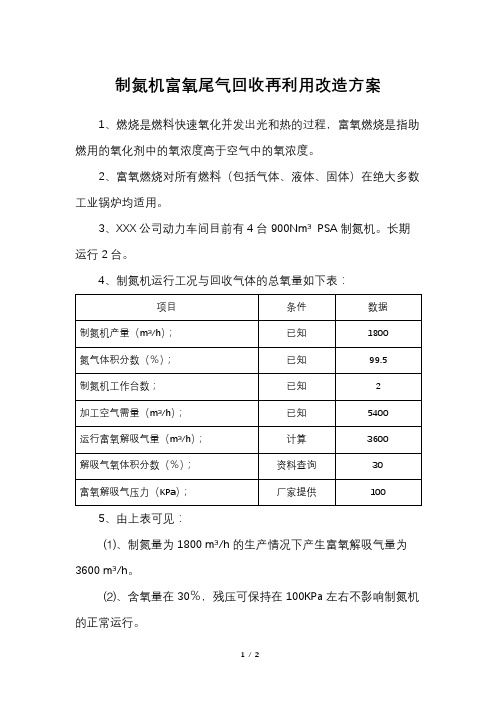
3、XXX公司动力车间目前有4台900Nm³PSA制氮机。
长期运行2台。
4、制氮机运行工况与回收气体的总氧量如下表:
5、由上表可见:
⑴、制氮量为1800 m³/h的生产情况下产生富氧解吸气量为3600 m³/h。
⑵、含氧量在30%,残压可保持在100KPa左右不影响制氮机的正常运行。
6、制氮机富氧尾气回收方案:
⑴、制氮机富氧尾气经过过滤→净化→吸附→解吸→排放的过程,是洁净的,不需要再预处理。
⑵、可以利用尾气残压进行管道输送,不增加加压设备。
⑶、经了解XXX厂的燃烧配风量预计在20000 m³/h左右,远远大于富氧解吸气量。
⑷、设计把XXX公司制氮机尾气排放管通过DN400管道连接,直接输送到刚玉燃烧配风机各吸风口。
⑸、此管线不安装阀门,不能阻碍制氮机排气。
7、具体成本分析如下表:
8、富氧尾气利用需一次性投入DN400的管线安装费用。
9、预计12万/百米(含土建、支架)。
10、计算综合氧含量22.3%,如匹配部分烧嘴使用氧含量27%后助燃效果要明显一些。
11、系统整体运行成本不会增加。
VOCs深冷冷凝回收工艺原理及问题

VOCs治理系统采用的冷凝技术,是在不同结构的换热器中,将VOCs有机气体与通过不同方法制取得到的冷负荷进行换热,降低有机气体的温度,使有机气体在低温下产生相变,从气态到液态,得到液态回收物。
我们所说的不同冷凝方法,主要指取得冷负荷的不同的方法。
常用的方法主要有机械制冷、液氮制冷,运用较多的是机械制冷方法,液氮制冷方法因成本方面原因,目前运用推广速度受到影响。
其他制冷方法还有膨胀制冷、余热制冷,但VOCs的排放工况不大适应这两种方法的运行工况,因此膨胀制冷和余热制冷方法的推广受到限制。
在VOCs治理方法中还有一种称为“压缩冷凝”的方法,实际属于“机械制冷”与加压结合的方法,也由于VOCs排放工况的原因,推广难度很大。
机械制冷工作原理是热力学第二定律。
它是通过消耗机械能改变制冷剂的状态,在制冷剂循环状态变化过程,将热量从温度低的环境(或物体)传递(转换)给温度高的物体(或物质),从而使温度高的物质(如有机气体)减低温度,相态发生变化(从气态变为液态),达到将VOCs气体(如油气或其他气态有机物)变为液态,实现净化或回收的目的。
机械制冷的主要配置为“四大件”,即,制冷压缩机、蒸发器、节流器(膨胀阀或毛细管)、冷凝器(有风冷和水冷)机械制冷,也称为循环制冷,是指制冷剂循环过程制取冷负荷。
基本原理就是循环图,如下:在VOCs治理系统(包括油气回收系统)中,“四大件”及原理示意图:冷凝法运用,在VOCs治理系统,包括油气回收处理装置,都设计为撬装结构,四大件都集成安装在撬块上,如下图:膨胀制冷就是利用透平膨胀机作为制冷工具,制取冷量,给VOCs治理设备(油气回收处理装置)提供冷量,完成对有机废气的净化治理和回收处理。
膨胀机的工作原理:透平膨胀机是空气分离设备及天然气(石油气)液化分离设备和低温粉碎设备等获取冷量所必需的关键部机,是保证整套设备稳定运行的心心脏。
其主要原理是利用有一定压力的气体在透平膨胀机内进行绝热膨胀对外做功而消耗气体本身的内能,从而使气体自身强烈地冷却而达到制冷的目的。
深冷制氮设备富氧空气的回收利用
1 KD -00型 制 氮 设 备 运 行 情 况 u N 30 J
K N3 0 D - 0型 制 氮 设 备 加 工 空 气 量 为 10 0~ 0 00
100 3h 2 0 m / ,氮 产 量 为 3 0 0 0~3 0 r / ,同 时 产 生 5 0n h 3
制 氮设 备 分子 筛纯 化 系统 为有 热再生 ,每 8小 时 分 子 筛 吸 附 器 就 需 要 切 换 1次 ,加 热 再 生 。 K N 30 D . 0型制 氮 设 备 分 子 筛 纯 化 系 统 运 行 1 周 0 个 期 再生气 量 与 温度 随时 间 的变 化 曲线 如 图 2所示 。
P. C ia) R. hn
Ab ta t To me tt e rq ie n sfo swa e te t n , o y e — c o u to n sr c : e h e u rme t rm e g r ame t x g n r h c mb sin a d i A xd to n p to h mi a o i ain i erc e ,把 分子 筛 内 的杂质
带 出 ;另 一 部 分 富 氧 空 气 直 接 排 空 。K N3 0 D .0 0型
制 氮 设备 分 子 筛 纯 化 系统 部 分 工 艺 流 程 如 图 1 所
示 。再生 气量 的大 小 由 V11 2 5阀调 节 。 1 2 分 子筛 纯 化系统 运 行分析 .
随着 中 国石化 股份 公 司洛 阳分公 司 的发展 和科 学技 术 的进步 ,对 能源 的充 分利 用及 提高 经济 效益 显得 十分 重要 。作 为公 用工 程之 一 的制 氮设 备 向炼
油和化 纤 生 产 提 供 保 安 氮 气 ,伴 随 产 生 的 副 产 品
制氮机富氧尾气回收再利用改造方案
制氮机富氧尾气回收再利用改造方案1.方案概述:制氮机在工业生产中广泛应用,通过空气压缩和分离来产生高纯度氮气。
在这个过程中,产生了一定量的富氧尾气。
传统上,这些尾气会被直接排放到大气中,造成能源的浪费和环境的污染。
本方案的目标是将这些富氧尾气进行回收再利用,以提高能源利用效率和环境保护水平。
2.方案流程:2.1尾气收集:在制氮机排气管道上设置收集装置,将富氧尾气引导到尾气处理系统中。
2.2尾气处理:尾气处理系统包括除尘、脱硅、脱氮和脱水等处理环节。
其中,除尘环节去除尾气中的颗粒物;脱硅环节去除尾气中的二氧化硅;脱氮环节去除尾气中的氮气;脱水环节去除尾气中的水分。
2.3分离:处理后的尾气经过分离装置,将富氧部分分离出来,形成高纯度的富氧气体。
2.4再利用:富氧气体可用于其他工艺中,比如加强燃烧过程,提高燃烧效率和热值。
另外,富氧气体还可用于医疗、植物培育和其他各种领域。
3.方案改造要点:3.1系统引流设计:合理设计尾气收集装置和管道,确保尾气能够顺利输送到处理系统中,避免二次污染和能源损失。
3.2处理设备优化选型:选择适合富氧尾气处理的设备和技术,确保高效去除污染物和水分,实现高纯度的分离效果。
3.3设备运行自动化:通过自动控制系统,实现对尾气处理设备的精确控制和监测,提高处理效率和稳定性。
3.4安全措施加强:增加相关安全设备和控制措施,确保连续运行期间的安全性,防止事故发生。
4.方案优势:4.1能源节约:将富氧尾气回收再利用,可以减少制氮机的能源消耗,提高能源利用效率。
4.2环境友好:通过去除尾气中的污染物和水分,减少了对大气的污染,保护了环境。
4.3经济效益:富氧气体的再利用可以用于其他工艺中,提高生产效率,降低生产成本。
4.4可持续发展:制氮机富氧尾气回收再利用改造方案符合可持续发展的理念,将资源循环利用,减少对自然资源的依赖。
综上所述,制氮机富氧尾气回收再利用改造方案是一种有效的节能环保措施。
氮气发生器的废气利用与资源回收

氮气发生器的废气利用与资源回收氮气发生器是一种广泛应用于工业生产、实验室和医疗领域的设备,用于产生高纯度的氮气。
然而,在氮气产生过程中,也会产生大量的废气。
如何对这些废气进行有效利用和资源回收,成为了当前研究和应用的重要课题。
废气来自氮气发生器的排放,主要由余氧、水蒸气和少量的杂质组成。
由于废气中含有丰富的氧气和水分,因此可以通过恰当的处理方法,实现废气的再利用和资源回收。
以下是几种常见的废气利用和资源回收的方法:第一种方法是通过冷凝技术将废气中的水蒸气回收。
水蒸气是氮气发生器中产生的主要废气成分之一,通常含有一定的湿度。
通过使用冷凝技术,可以将废气中的水蒸气冷凝成液体水,再进行后续处理。
这样不仅能够减少废气的湿度,还可以回收可用的水资源。
第二种方法是通过氧气分离技术将废气中的氧气回收。
氮气发生器产生的废气中含有较高浓度的氧气,通过使用分离膜或吸附剂,可以将废气中的氧气分离出来。
分离出的氧气可以用于其他工艺过程或供应给氧气需求较大的设备,实现废气资源的再利用。
第三种方法是通过过滤技术将废气中的杂质去除。
氮气发生器废气中可能含有一些杂质,如颗粒物、油污等。
通过使用过滤器或吸附剂,可以将废气中的杂质去除,提高氮气的纯度。
同时,被去除的杂质也可以被回收利用,如油污可以进行处理后再利用。
除了以上的废气利用方法外,还可以将废气中的氮气部分收集起来进行回收。
尽管废气中的氮气浓度相对较低,但通过采用适当的技术,如膜分离、吸附等,可以将废气中的氮气提取出来。
提取出的氮气可以再次经过净化和处理,使其达到符合生产或实验需要的高纯度氮气要求。
此外,在进行废气利用和资源回收时,需要注意以下几点:首先,要充分考虑技术的可行性和经济性。
选择适当的废气处理技术,需要综合考虑其处理效果、设备成本、能耗等因素。
只有在技术成熟和经济合理的前提下,才能实现废气资源的有效利用和回收。
其次,要确保废气处理过程不会对环境造成二次污染。
废气处理过程中可能会产生一些副产物或废物,如废水、废液等。
深冷制氮的工作原理

深冷制氮的工作原理深冷制氮是一种利用冷凝原理来将空气中氮气分离出来的技术。
其工作原理基于氮气的沸点比空气中其他组分(如氧气)的沸点低的特性。
下面将详细介绍深冷制氮的工作原理。
1.压缩空气:首先,从大气中收集空气并通过压缩机将其压缩成高压气体。
这样做是为了提高空气的密度,使其更容易进入后续的分离阶段。
2.预冷处理:在进入深冷制氮装置之前,高压气体需要经过预冷处理。
预冷处理的目的是降低气体的温度,以减少后续的制冷负荷。
在预冷过程中,高压气体通过换热器被冷却,并通过减压阀放松。
3.气体冷却:经过预冷处理后,气体进入制冷阶段。
深冷制氮通常采用的制冷方法是循环制冷,其中循环制冷剂被压缩并通过不同的传热器。
气体会在这些传热器中被冷却,其温度逐渐降低。
4.制冷循环:在制冷循环中,制冷剂被压缩并通过膨胀阀进行放松,使其温度和压力降低。
冷却剂流经一个蒸发器,从而从气体中吸收热量并进一步降低气体的温度。
这种循环使气体持续冷却,并最终达到制定的低温。
5.分离阶段:一旦气体冷却到合适的温度,它进入分离阶段。
在分离阶段,通过使用例如螺杆泵或各种过滤器等设备,将气体完全分离。
这些设备可以根据分子大小、分子量或液体形成的临界温度来选择性地分离气体中的氮气。
6.液化氮气的收集:当氮气分离出来后,它会以液体的形式通过凝结来收集。
氮气液体会被储存在高压容器中,以确保其保持液态状态。
这种液态氮气可以用于各种工业和科学应用,例如低温实验、液氮冷冻等。
总结:深冷制氮是一种利用冷凝原理将空气中的氮气分离出来的技术。
其工作原理基于氮气的沸点比其他组分(如氧气)低,并通过压缩、冷却、分离和液化等步骤将氮气从空气中分离出来。
这种技术在许多领域都有广泛的应用,可以生产高纯度的液态氮气用于科学研究和工业过程中。
深冷制氮空分富氧空气的回收利用探究

深冷制氮空分富氧空气的回收利用探究摘要:在工业中,氮气发生器广泛应用于石化、液化、冶金、食品、医药和电子等行业。
制氮机氮产品可用作工具气体、工业原料和制冷剂,是工业生产所必需的公共设备。
制氮机主要采用低温空气分离、膜分离和分子筛压力吸附三种技术。
深冷空气分离方法采用空气中氧和氮沸点的不同原理,应用低温压缩、冷却和蒸馏原理生产液氮和液氧。
本发明的优点是低温液氮和液氧可以大规模生产;缺点是投资规模大,通常用于钢铁和化工行业,氮、氧需求量大。
膜分离方法是以空气为原料,在一定的压力下,氧、氮以不同的速度进入膜释放氧、氮。
此方法具有结构简单、阀门未切换和体积小等优点。
但是,由于膜材料主要依赖进口,目前价格昂贵,扩散率低,因此主要应用于小流量的特殊场合,例如移动式制氮机。
本文主要分析了深冷氮气分离中富氧空气的回收利用。
关键词:深冷制氮;富氧空气;回收利用引言氮气化学性质稳定,熔点和沸点低。
它经常用作密封气体、保护气体和冷却气体,也广泛用于石油化工生产和其他工业。
随着工业化的加强,公共生产对氮的需求逐年增加。
虽然以往的制氮方法正在实施,但制氮过程的节能环保也引起了人们的关注。
在低温制氮工艺中,富氧空气是最有价值的补充,回收利用已成为制氮工艺优化和创新的中心。
1、常规分子筛变压吸附制氮工艺压缩机压缩空气时,压力会增加到设计压力。
第一次脱水后,过滤空气中的碳氢化合物污染等杂质,然后第二次脱水干燥后,油进入塔内,除去油,进入气藏。
干燥的空气分为两部分。
一部分用于干燥塔的再生,另一部分进入分子筛吸附塔。
空气中的氧气被分子筛的选择性吸附特性吸收,剩馀的氮进入氮气池。
这一过程需要两个阶段:干燥和脱水。
脱水的第一步是降低脱水温度,从空气中除去大部分的气态水,实现完全脱水。
氟利昂冰箱用于生产低温,与低温制冷剂热交换降低了空气温度。
在一定的压力下,当温度低于空气的露点时,空气中的气水变成液体,空气中的气水部分可以从氟利昂冰箱中取出。
【CN209721580U】采用深冷分离工艺的富氧尾气用氢气回收装置【专利】
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920348500.2(22)申请日 2019.03.19(73)专利权人 宜昌市得心实用气体有限公司地址 443208 湖北省宜昌市枝江市白洋镇善溪冲大道(72)发明人 李雅剑 (74)专利代理机构 宜昌市三峡专利事务所42103代理人 成钢(51)Int.Cl.C01B 3/50(2006.01)(54)实用新型名称采用深冷分离工艺的富氧尾气用氢气回收装置(57)摘要一种采用深冷分离工艺的富氧尾气用氢气回收装置,它包括收集罐、活塞、自重阀和伸缩机构,通过活塞与收集罐配合,自重阀与收集罐内的活塞本体配合,伸缩机构位于收集罐外与活塞杆连接,富氧尾气从收集罐下部进入,氢气从氢气通道进入收集罐上部,通过伸缩机构拉动活塞向上运动、自重阀闭合氢气通道,氢气从氢气排气管排出被收集,本实用新型克服了原深冷加工过程中辅助设备分离富含氧气尾气中氢气直接排放造成浪费,易燃性容易引起火灾事故,存在安全隐患的问题,具有结构简单,氢气收集效率高,节约资源,不易引起火灾事故,安全可靠,操作简单方便的特点。
权利要求书1页 说明书6页 附图5页CN 209721580 U 2019.12.03C N 209721580U权 利 要 求 书1/1页CN 209721580 U1.一种采用深冷分离工艺的富氧尾气用氢气回收装置,其特征是:它包括收集罐(1)、活塞(2)、自重阀(3)和伸缩机构(4);所述活塞(2)的活塞本体(21)位于收集罐(1)内与其滑动配合,与活塞杆(22)配合的活塞杆轴套(23)与收集罐(1)上侧面连接,自重阀(3)与活塞本体(21)配合与收集罐(1)抵触开启氢气通道(24),伸缩机构(4)位于收集罐(1)外部与活塞杆(22)连接推动其伸缩。
2.根据权利要求1所述的采用深冷分离工艺的富氧尾气用氢气回收装置,其特征是:所述收集罐(1)为上下两端封闭的圆筒中空结构,上下两端分别设置氢气排气管(11)和尾气进气管(12)。
氮气利用
李永连
建议人所在部门
氧压车间
日期
2009年11月1日
建议题目
关于制氧站深冷制氧系统氮气利用的建议
建议的主要内容
氧压车间的深冷制氧系统自2004年11月投人生产,深冷制氧系统氮气一直没有得到有效利用,每小时产氮气600立方,产出的氮气都是排空处理。为了让资源能够达到合理利用,我建议对深冷制氧系统氮气回收利用,把回收来的氮气用来用做电熔车间打包机和湿法系统吹渣用。具体改造方案如下:
申请单位意见:
主任工程师审查签字:年月日
594×30×0.38=6771.6元。
(2)据统计常压、电熔螺杆空压机维修费每年为30000元,制氧氧压机为2000元,则每月可以节约维修费:(25000-2000)÷12=1917元。
劳资科审核
现场核实
分公考核
合理化建议表
云南永昌铅锌股份有限公司科技科技活动立项申报表
表一
课题名称
制氧氮气利用的攻关
所需的投入估算
方案一投入:
1、投入一个3个立方的缓冲罐,价格为:12000元;
2、直径50无缝钢管1000米,价格为:40000元;
方案一投入合计:62000元。
方案二投入:
1、投入一个3个立方的缓冲罐,价格为:12000元;
2、直径50无缝钢管1000米,价格为:40000元;
3、投入一个10立方的氮气储罐,价格为:40000元;
方案一:
现在整个湿法系统吹渣用的氮气是常压车间125KW螺杆空压机的压缩空气,电熔用的是11KW小螺杆空气压缩机。而深冷制氧系统氮气没有利用。在制氧站安装一个3个立方的缓冲罐,把空分塔出来的氮气接到缓冲罐。管道从制氧氧压机出口用直径50无缝钢管架设到常压车间螺杆空压机储罐,用来供常压、氧压、净化使用;另外一条从电熔车间旁路边管道焊接一个三通连接到电熔车间储罐,用来供打包机使用。各车间使用氮气时和制氧站联系,开启氧压机压缩,电熔和常压车间螺杆空压机储罐的压力在0.5-0.8MPa,压力达到0.8MPa时停止氧压机运行,当压力低于0.4MPa时开启氧压机。
关于空分富氧排放气回收利用的设想

关于空分富氧排放气回收利用的设想
潘丰
【期刊名称】《高桥石化》
【年(卷),期】2008(023)005
【摘要】空分专业现在共有三套空分设备,总生产生产能力为9500m3/h的高纯氮。
空分制氮是利用深冷原理,通过空气中不同组分的沸点不同来分离出空气中的氮气。
在部分氮气被分离出后,剩余的空气(富氧气)就被排放到大气中,造成了一定的能源浪费。
三套设备一同正常运行时共需要0.9MPa压缩空气
27500m3/h,其中被分离出的氮气总量为9500m3/h,剩余的空气损耗掉一部分后都被排放到大气中。
大约要排放到0.9MPa压力下14000m3/11,含氧量为40%左右的富氧气。
【总页数】1页(P50)
【作者】潘丰
【作者单位】热电事业部
【正文语种】中文
【中图分类】TQ116.11
【相关文献】
1.配套高炉富氧用低纯度深冷空分与常规深冷空分的能耗比较
2.膜法空分富氧技术在高原抗缺氧防护中的应用
3.膜法空分富氧技术在高原抗缺氧防护中的应用
4.空
分富氧吸附剂LiLSX的制备及其应用研究5.深冷制氮空分富氧空气的回收利用探究
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2006206208;修回日期:2006208213作者简介:朱银在(1970— ),男,工程师,现任中石化洛阳分公司空压车间生产副主任,从事生产技术管理工作。
深冷制氮设备富氧空气的回收利用朱银在,孟庆超,潘地培(中国石化股份公司洛阳分公司空压车间,河南省洛阳市 471012) 摘要:针对石油化工企业污水处理、富氧助燃和PT A 氧化等工艺对富氧空气的需求,分析了回收深冷制氮设备所产生富氧空气的可行性。
以K DN 23000型制氮设备为例对回收方案进行了探讨,提出了工艺控制路线,进行了效益分析,最后提出石化企业对富氧空气回收利用的意义。
关键词:制氮设备;富氧空气;回收利用中图分类号:T Q116111 文献标识码:BR ecovery of oxygen 2rich air in cryogenic nitrogen 2producing deviceZhu Y in 2zai ,Meng Qing 2chao ,Pan Di 2pei(Air Compression Factory ,Luoyang Filiale o f China Petrochemical Corporation ,Luoyang 471012,Henan ,P 1R 1China )Abstract :T o meet the requirements from sewage treatment ,oxygen 2rich combustion and PT A oxidation in petrochemical enterprises ,the feasibility of recovering oxygen 2rich air from cry ogenic nitrogen 2producing device is analyzed.A case project of K DN 23000type nitrogen 2producing device is discussed to propose technique control scheme ,followed by benefit analysis.The significance of recovering oxygen 2rich air for petrochemical enterprise is als o summarized.K eyw ords :Nitrogen 2producing device ;Oxygen 2rich air ;Recovery 随着中国石化股份公司洛阳分公司的发展和科学技术的进步,对能源的充分利用及提高经济效益显得十分重要。
作为公用工程之一的制氮设备向炼油和化纤生产提供保安氮气,伴随产生的副产品———富氧空气,除部分用作分子筛再生气外,其余作为废气放掉。
如果能有效利用这部分富氧空气用于污水处理或者作为其他装置工艺用气,将会产生很好的经济和社会效益。
文章以K DN 23000型制氮设备为例,提出回收富氧空气的两种方案。
1 K DN 23000型制氮设备运行情况[1]K DN 23000型制氮设备加工空气量为10000~12000m 3/h ,氮产量为3000~3500m 3/h ,同时产生约8500m 3/h 的富氧空气。
所产生的富氧空气中氧含量在33%~36%。
该套制氮设备于2000年3月投入生产,运行情况良好。
111 分子筛纯化系统流程分子筛纯化系统由2台分子筛吸附器和2台加热炉组成,吸附器内装填13X 型分子筛。
分子筛吸附器工作8小时后,需要加热再生。
将制氮设备的一部分富氧空气作为再生气,把分子筛内的杂质带出;另一部分富氧空气直接排空。
K DN 23000型制氮设备分子筛纯化系统部分工艺流程如图1所示。
再生气量的大小由V1215阀调节。
112 分子筛纯化系统运行分析制氮设备分子筛纯化系统为有热再生,每8小时分子筛吸附器就需要切换1次,加热再生。
K DN 23000型制氮设备分子筛纯化系统运行1个周期再生气量与温度随时间的变化曲线如图2所示。
图1 K DN23000型制氮设备分子筛纯化系统部分工艺流程图图2 分子筛吸附器再生气量与温度随时间变化曲线图 图2中再生气量在流程中对应的由FI21201计量,出加热器温度由TIS21204(或TIS21205)测量,分子筛吸附器出口温度由TI21203测量。
从图2可以看出,用来再生分子筛的富氧空气量为4700~5000m3/h,再生气出加热器温度在0—4小时时间段内为165℃左右,在4—8小时时间段内加热器停止工作,温度降为10℃。
分子筛吸附器出口空气温度在0—5小时时间段内由-12℃逐渐上升至150℃,在5—8小时时间段内逐渐降至12℃。
在8小时内,其中的一台分子筛吸附器加热再生好转入到工作状态,另一台开始再生,再生气量和温度的变化与前半周期相同。
从以上分析来看,用于分子筛吸附器加热再生的富氧空气温度呈周期性变化,在分子筛吸附器切换时富氧空气量也会有较大幅度的波动。
2 富氧空气集输方案富氧空气的压力只有01015~0102MPa (G,下同),由于制氮设备与用户相距较远,需要采取相应的集输设施。
集输设施有提压、新增气柜和集气包等。
从投资、占地面积、经济性及不影响制氮设备正常生产等方面考虑,认为采用集气包方案较为合适。
该方案先将富氧空气引入一集气包,然后由压缩机输送到用户。
K DN 23000型制氮设备富氧空气约8500m 3/h ,其中约5000m 3/h 用于给分子筛吸附器加热再生,温度在-12℃~150℃之间呈周期性变化,另外3500m 3/h 的富氧空气温度在10℃左右。
根据实际需求量提出两个富氧空气的集输方案:①只收集温度稳定的3500m3/h 富氧空气;②收集全部8500m 3/h富氧空气。
211 回收温度稳定的富氧空气(方案一)把不用来再生分子筛的富氧空气与用来再生的富氧空气分开,只回收3500m 3/h 的富氧空气。
富氧空气在膨胀机做功后排放压力为01015~0102MPa ,收集富氧空气将造成该压力的升高或降低,升高会影响制氮设备的正常运行,降低可能会使再生气量减少,使电加热器烧毁,同时也会影响分子筛的再生效果。
为了保证制氮设备的稳定运行,需要设计一套完善的自控方案。
回收流程如图3所示。
图3 回收温度稳定富氧空气集输控制图V1215—原再生气流量调节阀(压力高放空) V1216—再生气流量调节阀(压力低关小)V1217—集气包低压自保阀(压力低打开) V1218—压缩机出口压力高放空阀 图3中把原流程中的V1214阀设为常闭状态,在正常生产过程中用V1215阀和V1216阀自动控制富氧空气出制氮设备的压力,使其稳定在01015~0102MPa 。
控制过程如下:把PIC 21216压力设定值设为01015~0102MPa ,PIC 21215压力设定值略高于PIC 21216。
在分子筛吸附器正常工作过程中再生气量比较稳定,用V1216阀控制再生气量,压力低时关小。
当分子筛吸附器切换时,去分子筛吸附器的富氧空气会切断,用V1215阀来调节放空量,压力高打开,防止后路不畅通,造成憋压。
这样既不影响制氮设备的正常运行,又保证了进分子筛吸附器再生气流量,也不影响分子筛吸附器的正常工作和再生。
把收集起来的富氧空气用压缩机加压后送往用户,当富氧空气不足时,会使集气包气量不足,入口形成负压。
所以集气包应设计为耐压真空罐,防止被抽瘪;同时用V1217阀控制自循环量以避免集气包压力过低。
当集气包压力低时,V1217阀打开;压缩机出口压力过高时,由V1218阀自动控制放空量。
212 全部回收富氧空气(方案二)据现场所测,用于再生的富氧空气与放空的富氧空气混合后,最高温度可以达到50℃~60℃。
也就是说,混合后的富氧空气温度在10℃~60℃之间波动,这对集输设施的要求更高,需要把混合后的温度降至压缩机能够承受的温度,回收流程如图4所示。
控制过程如下:仍利用V1215阀和V1216阀自动控制富氧空气出制氮设备的压力在01015~0102MPa 。
用于再生的富氧空气在V1216阀之后并入,与放空的富氧空气混合后,进入到冷却器,温度降低到常温再进入集气包,经压缩机加压后送用户。
为了防止集输后路出现故障,增设出分子筛吸附器富氧空气放空调节阀V1219,用此阀保证分子筛吸附器后路畅通。
图4 全部回收富氧空气集输控制图V1219—分子筛吸附器富氧空气放空调节阀(压力高打开)213 两种集输方案的比较方案一是部分回收,放空的富氧空气温度稳定,重视自控系统就可以达到集输的目的,但是回收的量只占总富氧空气的1/3。
方案二是全部回收,是在方案一的基础上进行了改进,对制氮设备和分子筛纯化系统的安全运行不会产生较大的影响,但是因为所集输的富氧空气温度周期性变化,为了使压缩机有一个良好的工作状态,增加了1台冷却器,投资比方案一大,但是从能源利用角度来看,其价值更高。
另外方案二所回收的富氧空气中水分、二氧化碳和乙炔含量增加,使用时需要考虑用户对富氧空气的工艺要求。
利用方案一回收的富氧空气可以用于化工行业各用户。
利用方案二回收的富氧空气可以用于对氧含量有要求而对其中水分、二氧化碳和乙炔含量无要求的用户,如洛阳分公司的污水处理、富氧助燃场所(如锅炉、热电站等)。
3 控制系统的改进K DN23000型制氮设备控制系统采用的是H oney Well公司的Plant Scape SC ADA/S9000集散控制系统。
由Plant Scape SC ADA监控与网络系统软件包和可靠的S9000回路逻辑控制器构成。
服务器数据库可提供2000个集成点,包括状态点、模拟点和累集点,可实时采集各种过程装置实时数据。
仪控系统共有4个控制柜,其中:2个用来控制4台离心式压缩机,1个用来控制K DN23000型制氮设备,1个控制变压吸附制氮设备。
因变压吸附制氮设备控制较为简单,冗余量较大,有备用的输出、输入卡件,另外在2005年检修期间对数据库进行了升级。
所以新增的集输控制部分可以组态到变压吸附制氮设备控制系统中,无需增上新的控制系统。
4 运行过程中的注意事项两种集输方案均可行,都可以保证不影响膨胀机出口压力和分子筛纯化系统的正常工作。
但是因为分子筛纯化系统每8小时切换1次,在切换过程中V1214阀要打开10分钟,这样富氧空气就会在没进入集输设施前而全部放掉,会影响压缩机的正常工作,同时也会影响下游装置的运行。
如果后路畅通,可以使V1214阀一直处于手动全关位置。
异常情况的处理:分子筛纯化系统曾经出现过加热器烧毁、电磁阀漏气球阀切换不到位等情况。
当出现这些情况时,把保证分子筛纯化系统和空分设备安全运行作为首要事情来处理,可暂时停止富氧空气的集输,与下游装置做好联系。