单元制动器生产线说明2015
城轨车辆制动单元智能检修线的研发
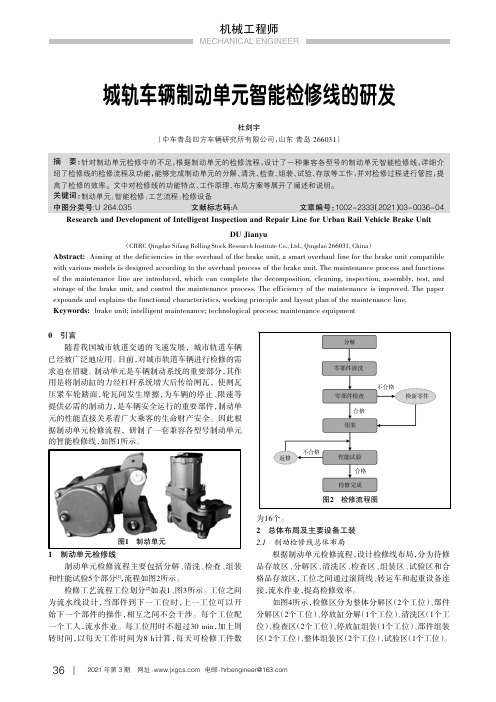
城轨车辆制动单元智能检修线的研发杜剑宇(中车青岛四方车辆研究所有限公司,山东青岛266031)摘要:针对制动单元检修中的不足,根据制动单元的检修流程,设计了一种兼容各型号的制动单元智能检修线,详细介绍了检修线的检修流程及功能,能够完成制动单元的分解、清洗、检查、组装、试验、存放等工作,并对检修过程进行管控,提高了检修的效率。
文中对检修线的功能特点、工作原理、布局方案等展开了阐述和说明。
关键词:制动单元;智能检修;工艺流程;检修设备中图分类号:U264.035文献标志码:A文章编号:1002-2333(2021)03-0036-04 Research and Development of Intelligent Inspection and Repair Line for Urban Rail Vehicle Brake UnitDU Jianyu(CRRC Qingdao Sifang Rolling Stock Research Institute Co.,Ltd.,Qingdao266031,China)Abstract:Aiming at the deficiencies in the overhaul of the brake unit,a smart overhaul line for the brake unit compatible with various models is designed according to the overhaul process of the brake unit.The maintenance process and functions of the maintenance line are introduced,which can complete the decomposition,cleaning,inspection,assembly,test,and storage of the brake unit,and control the maintenance process.The efficiency of the maintenance is improved.The paper expounds and explains the functional characteristics,working principle and layout plan of the maintenance line. Keywords:brake unit;intelligent maintenance;technological process;maintenance equipment0引言随着我国城市轨道交通的飞速发展,城市轨道车辆已经被广泛地应用。
DF_(8B)型机车单元制动器瓦托支座脱落的原因及对策

DF_(8B)型机车单元制动器瓦托支座脱落的原因及对策孙钦友
【期刊名称】《铁道机车车辆工人》
【年(卷),期】2002()2
【总页数】1页(P15-15)
【关键词】铁路;DF8B型;单元制动器;制动装置;内燃机车;瓦托支座开焊脱落现象;原因分析;对策
【作者】孙钦友
【作者单位】徐州北机务段技术科
【正文语种】中文
【中图分类】U262.6
【相关文献】
1.DF8B型机车单元制动器瓦托支座脱落的原因及对策 [J], 孙钦友
2.某型机车单元制动器闸瓦托转轴螺钉松弛原因分析及改进措施 [J], 王国明
3.DF_(8B)型机车柴油机低手柄位振动的原因及对策 [J], 赵波;徐勇焕
4.DF_(8B)型机车运行中频繁无显示卸载原因分析及对策 [J], 张金星;陈文应
5.DF_(8B)型机车抱轴瓦碾瓦原因分析及解决措施 [J], 舒广宇
因版权原因,仅展示原文概要,查看原文内容请购买。
德力西变频器说明书操作手册-制动单元
NC1 和 NC2 是内部的故障保护触点输出,默认为常闭状 态。当制动单元内部出现过热等故障时,内部触点会自动断开。
第6页
CDI-BR 系列能耗制动单元
2.3 主回路配线规格
配线时必须使用绝缘等级和截面都满足标准的电缆。
第3页
CDI-BR 系列能耗制动单元 峰值电流是指制动单元工作时允许通过的最大电流,该电 流所持续的时间最长不应超过 20 秒。 最小电阻是指制动单元所允许配接的最小制动电阻值。实 际所用的制动电阻必须根据设备的容量和所需的制动力矩进行 选取,且不应小于制动单元最小电阻的值。
1.2 产品技术规格
项目 电源
ACTIVE 制动单元制动时,此灯亮 620~700 电压等级指示
3.3 功能码说明
功能码 P0.00 P0.01 P0.02 P0.03 P0.04 P0.05 P0.06 P0.07 P0.08 P0.09 P0.10 P0.11 P0.12 P0.13 P0.14
名称 电压校正系数 制动开启电压 制动使用率 故障试恢复次数 故障试恢复时间 故障继电器动作选择 故障纪录 1 故障纪录 2 故障纪录 3 故障纪录 4 直流电压值 运行时间(H) 运行时间(M) 运行时间(S) 故障纪录清除
键位 MODE △、▽、>> ENTER STOP
功能说明 切换参数修改方式与当前电压显示状态 选择参数代码。 进入参数修改页面以及确定参数修改 在制动单元报故障后恢复至运行状态
3.2 状态指示区
第8页
CDI-BR 系列能耗制动单元
ACTIVE 700 690 680 670 660 650 640 630 620
单元制动器ppt课件
3、基础制动装置重量大,机械杠杆结构复杂,使制
动效率降低。
4、随着速度的提高,基础制动产生较高的噪音,以
至于污染环境。
5、动力转向架,由于电机及较多设备的安装,使转
向架设计、制动装置的布置较为困难,并影响转向架力
学性能。
.
踏面制动单元基本结构特性:
1、力的放大机构采用楔角放大原理,使制动单元重量轻、体积小、 输出力大且范围广。
.
手动缓解位
闸瓦更换方法:
更换闸瓦时需手动调整闸瓦托的进退。用扳手逆时针转动位于 箱体后部的调整套筒六方,即可使闸瓦托后退,实现更换闸瓦的操 作。更换完毕后,顺时针调整套六方,使闸瓦间隙恢复到无磨损时 的正常值范围6~8mm,机车即可投入运行。
倾角调整机构:
在制动力作用下,闸瓦托的圆柱型曲 面绕球向块转动以适应闸瓦与踏面的吻合, 同时在压簧作用下保持顶角的锁定。
2、单向间隙调整器对弹性变形的不调整性,确保闸瓦与车轮踏面 的有效间隙。
3、弧形滑块式和支点移动式径向活动闸瓦托结构,能自动保持均 匀闸瓦间隙,防止闸瓦偏磨。
4、弹簧停车制动单元具有快速缓解特性。 5、可装用带左、右手制动的制动单元,满足不同机车车辆的运用
要求。 6、采用全密封结构。制动缸鞲鞴皮碗采用Y型骨架自封结构,安装
方便,可延长检修周期。
.
JDYZ-5型踏面制动单元的主要技术参数:
制动缸直径 最大制动闸瓦行程 最大闸瓦间隙调整能力 闸瓦一次调整量 制动缸鞲鞴最大行程
177.8mm 18mm 125mm 10mm 72mm
闸瓦与车轮踏面正常间隙 踏面制动单元的制动倍率 停车制动缓解工作压力
.
6~8mm
3.6 450kPa
元应能正常制动与缓解。 5、辅修时,检查制动单元间隙调整器的动作是否正常。 6、辅修时,检查弹簧停车制动器动作是否正常。
浅谈单元制动器不缓解原因及对策

浅谈单元制动器不缓解原因及对策作者:郝建毅来源:《山东工业技术》2015年第08期摘要:在机车运行中,经常发生单元制动器不缓解,影响机车正常运用的事情。
本文针对SS4G电力机车单元制动器不缓解的原因进行分析,并对此类事故的发生提出应对措施和对策,避免事故的发生,保证机车的正常运用,更好地为运输服务。
关键词:单元制动器;不缓解;对策在机车运行中,为了提高机车运行安全性,使机车处于最佳制动状态,就必须经常调整其闸瓦与车轮踏面间的间隙,而SS4G电力机车通过单元制动器来实现自动调整闸瓦间隙。
但是在单元制动器使用过程中经常发生单缸抱闸,造成动轮迟缓,严重影响着机车的正常运用,威胁着安全生产。
针对这个问题,下面对单元制动器及发生故障的原因做一分析,且做出解决问题的对策。
1 单元制动器的介绍(附图一)1.1 单元制动器结构和工作原理SS4G型机车基础制动装置采用独立箱式单元制动器,每台转向架第一根轴后、第二根轴前左右两侧车轮处设置一个制动器。
该制动器采用2.85×7英寸,每个转向架设置四个,当机车制动缸压力为450KPa时,每块闸瓦的压力为25.56KN,制动率为22.22%。
(1)单元制动器的组成,SS4G电力机车的单元制动器主要由制动缸、传动杠杆、闸瓦间隙自动调整器、闸瓦托和闸瓦等部件组成。
其特点是将制动单元各部件分别安装在制动器箱体内外,其内安装制动缸、制动传动装置和闸瓦间隙调整装置,其外安装闸瓦托和闸瓦托吊杆。
(2)制动器作用原理:当制动缸充风时,活塞带动活塞杆左移(活塞同时压缩圆锥缓解弹簧),推制动杠杆下端并以上螺销为支点向左摆动,制动杠杆带动与它相连的滑套,使传动螺母与传动螺杆推动闸瓦托,使闸瓦压在车轮踏面上实现制动作用。
当制动缸排风时,活塞和活塞杆在缓解弹簧的推动下,使上述各传动部件作反向运动,闸瓦离开踏面而缓解。
(3)闸瓦间隙自动调整。
闸瓦与车轮踏面设计正常间隙尺寸为6-9mm。
在运用过程中,由于闸瓦磨耗等原因,闸瓦与车轮踏面之间的间隙越来越大。
某型机车单元制动器C5修故障研究及改进措施
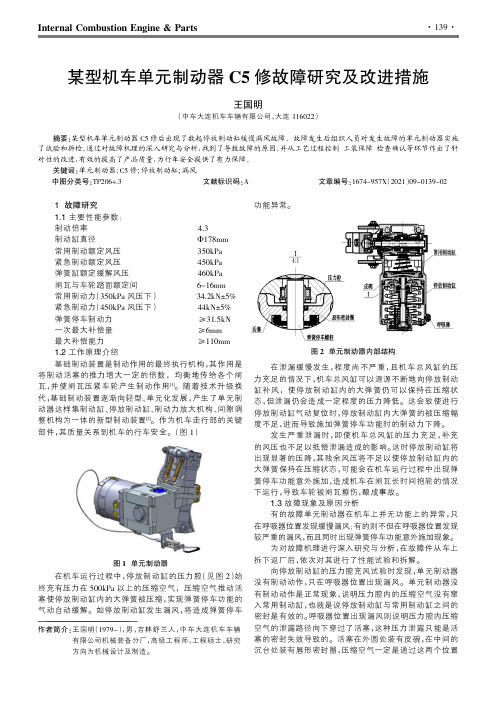
在机车运行过程中,停放制动缸的压力腔(见图终充有压力在500kPa以上的压缩空气,压缩空气推动活塞使停放制动缸内的大弹簧被压缩,实现弹簧停车功能的气动自动缓解。
如停放制动缸发生漏风,将造成弹簧停车在泄漏缓慢发生,程度尚不严重,且机车总风缸的压力充足的情况下,机车总风缸可以源源不断地向停放制动缸补风,使停放制动缸内的大弹簧仍可以保持在压缩状态,但泄漏仍会造成一定程度的压力降低。
这会致使进行停放制动缸气动复位时,停放制动缸内大弹簧的被压缩幅度不足,进而导致施加弹簧停车功能时的制动力下降。
发生严重泄漏时,即使机车总风缸的压力充足,补充的风压也不足以抵偿泄漏造成的影响。
这时停放制动缸将出现显著的压降,其残余风压将不足以使停放制动缸内的大弹簧保持在压缩状态,可能会在机车运行过程中出现弹簧停车功能意外施加,造成机车在闸瓦长时间抱轮的情况下运行,导致车轮被闸瓦擦伤,酿成事故。
1.3故障现象及原因分析有的故障单元制动器在机车上并无功能上的异常,只在呼吸器位置发现缓慢漏风;有的则不但在呼吸器位置发现较严重的漏风,而且同时出现弹簧停车功能意外施加现象。
图2单元制动器内部结构————————————————:王国明(1979-),男,吉林舒兰人,中车大连机车车辆有限公司机械装备分厂,高级工程师,工程硕士,方向为机械设计及制造。
图1单元制动器图5唇形密封圈安装方式改进如前所述,唇形密封圈采用手工压装,要求通过按压唇形密封圈骨架的上端面(图4,A 1-A 2所示环形端面)将唇形密封圈装入活塞的沉台内。
而组装时操作人员手上沾有油脂,极个别情况下可能会手滑按到主唇上(图4,B 1-B 2改进措施针对唇形密封圈安装不正和开裂破损的改进措施设计唇形密封圈专用压装工装,保证在唇形密封圈压装过程中主唇位置得到可靠保护,压装力完全施加在骨架的上端面。
通过压装工装的导向定位功能,控制压装力均确保安装到位,不发生偏斜。
同时加强压装后质量的检查确认。
制动单元中文说明书

3 故障诊断及对策 ……………………………………………………………… 10 3.1 常见故障分析……………………………………………………………… 10 3.2 制动单元的保护及复位…………………………………………………… 10
DBKU 系列直流制动单元 使用手册
安装尺寸及配线 9
(4)控制回路线必须尽量远离主回路线。
导线线规推荐表(mm2):
型号
主回路线规(mm2)
控制回路线规(mm2)
DBKU-4T0450
10
1.5
DBKU-4T0900
25
1.5
注:该线规是在制动单元制动使用率在 10%以下时铜芯电缆的推荐值。
2.3.7 接线注意事项
DBKU 系列直流制动单元 使用手册
2.3.4.2 单个制动单元与其他品牌变频器接线示意图
安装尺寸及配线 7
变频器 24V
制动单元 POW
CM
ENA
E P+ P-
OC HO EBR RUN
E
PB
P+ P+ P-
制动电阻
图 2-2
图 2-2 为与使用其他品牌变频器配合时,单台制动单元与变频器、制动电阻的接线示意图。其 中 CM 为 24V 公共端。
产品介绍 1
1. 产品介绍 1.1 DBKU 系列能耗式制动单元简介
工作原理:当变频器拖动电机减速、反转时,由于电机能量反馈,会导致变频器内部直流 母线电压升高。为防止变频器过压保护终止运行,在直流母线电压达到保护点之前,制动单元自 动接通耗能电路,通过制动电阻以热能方式释放能量,从而抑制电压持续升高。
单元制动器

单元制动器一、概述为了适应列车速度、载重的需要,提高机车车辆技术装备水平,目前城市轨道车辆和大型养路机械的基础制动装置普遍采用了单元制动器。
单元制动器是集制动缸、力的放大机构及间隙调整器为一体的装置,它对减轻车辆重量、均匀分配制动力、改善转向架动力学性能及减少维护量等有明显作用。
目前应用于城市轨道车辆和大型养路机械中的单元制动器主要有三种,分别是四川江山铁路配件公司的JSP 型、株洲九方制动设备公司的JDYZ型和铁科院机车车辆研究所的XFD型。
三种单元制动器的生产厂家不同,但其结构原理、操作方法和维护保养基本一致,本课件以JSP 型为例对单元制动器进行介绍。
二、单元制动器的结构组成及工作原理(一)单元制动器的外型JSP-1型单元制动器JSP-2型单元制动器1-缸体;2-制动皮碗及楔角机构;3-塔式复原弹簧; 7-调整螺杆;8-小调整螺杆;9-停车制动主弹簧;4-固定轴承;5-滚动轴承;6-间隙调整器;10-停车制动皮碗;11-调整螺母;12-于动缓解(二)单元制动器的内部结构3压编空气t55 6*图1 JSP-1型单元制动器9 8图2 JSP-2型单元制动器•••装置; 13-中间隔板; 14-棘轮机构;15-调整六方o固定轴承I-皮碗(三)单元制动器的工作原理1、行车制动;;;;1制动缸压缩空气经P口进入缸体,制动缸皮碗及楔角机构下移,推动滚动轴承向前移动,同时间隙调整器前移,从而推出调整螺杆带动闸瓦托、闸瓦压紧车轮踏面,实现车辆的制动功能,如图1所示。
2、行车制动缓解I I I I 1 I I強蠢制动缸压缩空气从P口排出,制动皮碗及楔角机构在复原弹簧的作用下上移,滚动轴承和间隙调整器后退,带动调整螺杆后退,从而实现了车辆的缓解。
3、停车制动停车制动皮碗下方的压缩空气排出,停车制动皮碗在主弹簧作用力下迅速下移,同时带动小调整螺杆下移,小调整螺经过中间隔板的通孔推动制动皮碗及楔角机构下移,从而产生停车制动作用,如图3所示。
JDYZ-5紧凑型单元制动器闸瓦偏磨分析及改进措施
JDYZ-5紧凑型单元制动器闸瓦偏磨分析及改进措施谢建平; 陈治亚; 杨坤; 王珏【期刊名称】《《铁道科学与工程学报》》【年(卷),期】2019(016)009【总页数】5页(P2312-2316)【关键词】单元制动器; 闸瓦偏磨; 改进措施【作者】谢建平; 陈治亚; 杨坤; 王珏【作者单位】中南大学交通运输工程学院湖南长沙410075; 长沙市轨道交通运营有限公司湖南长沙410000【正文语种】中文【中图分类】U270JDYZ-5紧凑型单元制动器集成了空气制动和弹簧蓄能停放制动的功能,它既为行车提供紧急制动力,又可以蓄能提供停放制动力。
DGY470型轨道车主要担当牵引任务,使用次数多、制动频繁,加之地铁线路情况复杂,导致闸瓦偏磨现象多发,而且多次更换闸瓦后依旧存在闸瓦偏磨包边的情况,这将大大降低闸瓦和轮对的使用寿命,严重情况下会影响车辆的制动性能,影响车辆运行安全。
国内针对闸瓦偏磨现象开展了很多研究,取得了相对可观的研究成果。
王业鹏[1]针对DF7G型机车闸瓦偏磨问题进行研究;刘小利[2]通过对东风4机车闸瓦制动装置结构原理分析闸瓦偏磨的成因,并提出改进措施;冯中立[3]从机构学角度分析车辆工程转向架制动装置闸瓦的偏磨问题;卢碧红等[4]对闸瓦制动单元的力学模型进行理论分析,采用仿真技术RecurDyn理论[5]研究闸瓦偏磨及改善效果的问题,发现对称性结构设计是闸瓦偏磨的主要原因;孙可心等[6]运用解析法求得瞬时闸瓦上下压力比与闸瓦上下端磨耗量的关系;罗迎等[7-8]通过磨损面积扩散率针对闸瓦磨损寿命的影响进行研究;上述研究主要集中在闸瓦的材料和设计结构,并未对实际应用中的缺陷整改给出有效解决措施。
为此,本文结合某地铁实际情况,寻找闸瓦偏磨的成因,并提出控制措施,通过对比试验,检验改造效果。
JDYZ-5紧凑型单元制动器是用于机车及车辆的基础单元制动装置,主要由闸瓦及闸瓦托、间隙调整器、箱体组件以及制动缸组件4部分组成,如图1所示。
制动器生产线精益生产的应用

一
l l 0 一
( 责任编辑 伍 彬)
( 上接第 9 O页 )
【 2 】 刘树华. 精益生产【 M】 . 北京: 机械工业 出版社, 2 0 1 0 . 【 3 ] 大野耐一. 丰 田生产 方式【 M】 . 北京,生产线实现 了柔性化生产 ,在前制
差时,应及时采取措施进行必要的调整,如调整垫板 、调整 安全器底板垂直度来消除焊后变形的影响;用锉 刀调整安全 器与底板的止 口配合 ;调整底板水平位置,使得齿轮与齿条 啮合理想等 。如噪声无法排除必须更换严重磨损的零件或将
了解测试 原理的用户往往认为这样的超负荷运转会对防坠安
全器造成 破坏 性的影响 ,所 以在检定后的安装使用 中一旦 出 现异 响就会怀 疑是测试 试验造成 了机器损坏 。 通 过对问题防坠器 的现场检查和拆解 ,我们发现 了造成
员应加强理论学 习和工作实践 ,严格按照使用规程和说明书 操作设备 。检验部 门和生产厂家在检验标定过程中应 同时对 其进行维修保养 ,包括清洁制动带表面 ,打磨锥鼓表面 ,更
换失效 的零部件 ,清理安全器 内部的积水、积油、杂物和锈
齿轮 轴与轴瓦间的 间隙过大造成 的。在试验 台上试验 时动作 速 度往往偏离正常值 ,与 吊笼上行时承受负载一样 ,此 时防
测量和制 动性 能的测量 ,在制动性能的测量中可 以采用试验
其次是检 查各组导轮、齿轮 齿条的工作情 况,用塞尺检查导 轮工作面与导轨间隙是否保持在 0 . 5 m m左右,齿轮 与齿条 的 侧隙是否满足 0 . 5 m m  ̄0 . 7 m m的要求 , 检查 齿面磨痕和变形情 况来确定是否更换齿条;然后是检查注油情况和上 下行接触
TJJW 044-2014 交流传动机车单元制动器暂行技术条件

x
图 1
一次调整量、缓解间隙试验示意图
3
TJ/JW 044-2014 8.3.1.3
缓解间隙试验
缓解间隙测试应在闸瓦托组成推出 30
mm......80 rnrn 范围内进行,按 8. 3. 1. 2 测得的 13 与 12 的差值即
为缓解间隙。当闸瓦托组成推出量小于 30 mm 或大于 80 rnrn 时,测得的数据不作为判别依据。
I
1 6 技术要求. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 7 制造要求. ... .... . .. . . . . .. ..... .. .. ..... ...... . . . .... .. . .. .. . .. .. . .. . .. . ., . ..... ... 2
总调整量试验示意图
8. 3. 1.5
停放制动缸缓解试验
向单元制动器的停放制动缸充入设计缓解压力的压缩空气,单元制动器应缓解。
8.3. 1.6
停放制动缸制动试验
将单元制动器停放制动缸内的压缩空气排空,单元制动器应产生制动作用。
8.3. 1.7
停放制动缸手动缓解试验
将单元制动器停放制动缸内的压缩空气排空,单元制动器产生制动作用后,拉动手动缓解装置,单
7
7. 1 7. 2 7. 3
制造要求 单元制动器应按经规定程序批准的图样及本标准的规定制造。 同一规格、型号的机车单元制动器各零部件应具有互换性。
O'ZBEKISTON型机车单元制动器的技术难点及解决方案

的转角。 当前踏面制动所采用闸瓦普遍为非抱轮缘结构,
曲线制动时靠 闸瓦相对轮对踏 面的滑移抵消 轮对 相对构
OZ E IT N型机车是株洲 电力机车厂为满 足乌兹 B KSO
别克斯坦国铁要求而研制的大功率客货两用交流传动电 力 机车 。乌兹别克斯 坦 国铁路况普遍 为老线路 、 多曲线 。
aep tfrad v er l l i h et trsl rv a ti u i bae i q af d f n ig r ur n o p r u o r i t oy aa s .T e eut poe t t hs n rk s u ie o r nn e i met ft e w ah ly s s s h t li ru q e y
标 书要求该车转 向架 采用 3 o B 制式 , 轨距 1 2 I 轴重 0I 5 T m、 2 ; 3t基础制 动采用 双侧 踏面制 动 , 闸瓦指定 使用 符合俄 罗斯标 准 G S 04 O T32 9的抱 轮缘铸铁 闸瓦 , 单块闸 瓦质量
收稿 日期 : 0 6 0 — 1 20 — 3 0
维普资讯
第2 9卷
第 3期
电力机 车与城轨 车辆
Ee tc L c moie & Mas rn i e i/s lcr o o t s i v s Ta st hce V
V0 . 9 No 3 12 .
20 0 6年 5月 2 日 0
H h-a UZ ijn .
( S h z0 l tcLcmov o,t.Z uh u 4 2 0 , hn ) C RZ uhuEe r oo t e .Ld. h zo 10 1 C i ci i C a
2015奔驰GLA220全车维修手册42-20驻车制动器

AR42.20-P-0600NKB拆卸/安装电动驻车制动器伺服马达24.9.13车型117, 156, 176, 242, 246P42.20-2597-09图示为车型 2461固定支架4电气连接器M76/2右侧电动驻车制动器促动马达2螺栓5密封圈3电线M76/1左侧电动驻车制动器促动马达后轴制动钳号码名称车型 117车型 156BA42.10-P-1005-12J螺钉/螺栓 - 连接促动马达到制动钳Nm1212后轴制动钳号码名称车型 176, 246车型 242 BA42.10-P-1005-12J螺钉/螺栓 - 连接促动马达到制动钳Nm1212型号117, 156, 166, 172, 176, 242, 246, 292图示为车型 1721护盖2电气连接器3固定卡S76/15电动驻车制动器开关P42.20-2585-06110 589 03 59 00安装楔车型117, 156, 176, 242, 246图示为车型 2461螺栓2保险丝3杆N128电动驻车制动器控制单元P54.21-3260-04车型 1173杆4螺母N128电动驻车制动器控制单元P42.20-2643-05AR42.20-P-1000NKB机械松开电动驻车制动器24.9.13车型117, 156, 176, 242, 2461芯轴2制动钳P42.20-2598-02AR42.20-P-0600NKB拆卸/安装电动驻车制动器伺服马达24.9.13车型117, 156, 176, 242, 246P42.20-2597-09图示为车型 2461固定支架4电气连接器M76/2右侧电动驻车制动器促动马达2螺栓5密封圈3电线M76/1左侧电动驻车制动器促动马达后轴制动钳号码名称车型 117车型 156BA42.10-P-1005-12J螺钉/螺栓 - 连接促动马达到制动钳Nm1212后轴制动钳号码名称车型 176, 246车型 242 BA42.10-P-1005-12J螺钉/螺栓 - 连接促动马达到制动钳Nm1212GF42.20-P-0999KN功能说明目录, 电动驻车制动器22.11.13车型117, 156, 176, 242, 246电动驻车制动器, 功能GF42.20-P-0001KN电动驻车制动器的系统部件概述GF42.20-P-9998KNGF42.20-P-0001KN电动驻车制动器, 功能9.3.15车型117, 156, 176, 242, 246类型 1 的框图 (电动车辆除外)A1仪表盘A1e10驻车制动指示灯A1e11驻车制动指示灯A1p13多功能显示屏A85s1左前车门旋钮B37油门踏板传感器E3左后灯组E4右后灯组E21中央制动灯L6/1左前轴转速传感器L6/2右前轴转速传感器L6/3左后轴转速传感器L6/4右后轴转速传感器M14/7s1行李箱盖/掀开式尾门旋钮M76/1左侧电动驻车制动器促动马达M76/2右侧电动驻车制动器促动马达N2/10辅助防护系统控制单元N3/9共轨喷射系统柴油机 (CDI)控制单元 (适用于柴油发动机)N3/10电控多端顺序燃料喷注/点火系统P42.20-2565-76 (ME-SFI) [ME] 控制单元(适用于汽油发动机)N10信号采集及促动控制模组 (SAM)控制单元N30/4电控车辆稳定行驶系统 (ESP)控制单元N69/1左前车门控制单元N73电子点火开关控制单元N80转向柱管模块控制单元N128电动驻车制动器控制单元S16/13直接选档 (DIRECT SELECT)换档杆 (装配变速箱 724.0)S68/3驾驶员座椅安全带锁扣防护系统开关S76/15电动驻车制动器开关X11/4诊断连接器Y3/14n4双离合器变速箱完全集成式变速箱控制单元 (装配 7速双离合器变速箱 (7G-DCT)/代码 (429))CAN B车内控制器区域网络 (CAN)CAN C传动系统控制器区域网络 (CAN)CAN D诊断控制器区域网络 (CAN)CAN E底盘控制器区域网络 (CAN)类型 2 的框图 (电动车辆除外)A1仪表盘A1e10驻车制动指示灯A1e11驻车制动指示灯A1p13多功能显示屏A85s1左前车门旋钮B37油门踏板传感器E3左后灯组E4右后灯组E21中央制动灯L6/1左前轴转速传感器L6/2右前轴转速传感器L6/3左后轴转速传感器L6/4右后轴转速传感器M14/7s1行李箱盖/掀开式尾门旋钮M76/1左侧电动驻车制动器促动马达M76/2右侧电动驻车制动器促动马达N2/10辅助防护系统控制单元N3/9共轨喷射系统柴油机 (CDI)控制单元 (适用于柴油发动机)N3/10电控多端顺序燃料喷注/点火系统P42.20-2678-76 (ME-SFI) [ME] 控制单元(适用于汽油发动机)N10信号采集及促动控制模组 (SAM)控制单元N30/4电控车辆稳定行驶系统 (ESP)控制单元N69/1左前车门控制单元N73电子点火开关控制单元N80转向柱管模块控制单元N128电动驻车制动器控制单元S16/13直接选档 (DIRECT SELECT)换档杆 (装配变速箱 724.0)S68/3驾驶员座椅安全带锁扣防护系统开关S76/15电动驻车制动器开关X11/4诊断连接器Y3/14n4双离合器变速箱完全集成式变速箱控制单元 (装配 7速双离合器变速箱 (7G-DCT)/代码 (429))CAN B车内控制器区域网络 (CAN)CAN C传动系统控制器区域网络 (CAN)CAN D诊断控制器区域网络 (CAN)CAN E1底盘控制器区域网络 (CAN) 1CAN E2底盘控制器区域网络 (CAN) 2框图 (电动车辆)A1仪表盘A1e10驻车制动指示灯A1e11驻车制动指示灯A1p13多功能显示屏A85s1左前车门旋钮B37油门踏板传感器E3左后灯组E4右后灯组E21中央制动灯L6/1左前轴转速传感器L6/2右前轴转速传感器L6/3左后轴转速传感器L6/4右后轴转速传感器M14/7s1行李箱盖/掀开式尾门旋钮M76/1左侧电动驻车制动器促动马达M76/2右侧电动驻车制动器促动马达N2/10辅助防护系统控制单元N10信号采集及促动控制模组 (SAM)控制单元N30/4电控车辆稳定行驶系统 (ESP) P42.20-2654-76控制单元N69/1左前车门控制单元N73电子点火开关控制单元N80转向柱管模块控制单元N127传动系统控制单元N128电动驻车制动器控制单元S16/13直接选档 (DIRECT SELECT)换档杆S68/3驾驶员座椅安全带锁扣防护系统开关S76/15电动驻车制动器开关X11/4诊断连接器CAN B车内控制器区域网络 (CAN)CAN D诊断控制器区域网络 (CAN)CAN E底盘控制器区域网络 (CAN)对于截至 2016 年款的车辆, 只有一种底盘控制器区域网络 (CAN),电动驻车制动器开关有故障的车辆的电动驻车制动器自动松开/与设备规格无关.接合的功能顺序 (仅适用于装配手动变速箱的车辆)对于始自 2016 年款的车辆, 根据安装设备规格的不同, 为确保车辆在电动驻车制动器开关故障的情况下仍然可以起动,有两种底盘控制器区域网络 (CAN) 类型.接收到来自电控车辆稳定行驶系统 (ESP) 控制单元的松开信号后,类型 1会自动松开电动驻车制动器 (带舒适驾驶功能).如果车辆没有任何类型 2 中列出的设备代码, 则与截至 2016 一旦后轴车轮存在足够大的驱动力矩,年款的情况相同, 只有一种底盘控制器区域网络 (CAN) 类型.车辆会沿行驶方向由静止开始加速.类型 2相关控制单元的信号通道与舒适驾驶功能的信号通道相同;如果车辆有以下任一设备代码, 则有两种底盘控制器区域网络 (CAN) 但是起步过程中也预计到一定程度的舒适性降低 (例如起动反冲). (底盘控制器区域网络 (CAN) 1, 底盘控制器区域网络 (CAN) 2):为防止车辆在上坡和下坡时溜车, 车辆停止 (电路 15 断开)代码 218 (后视摄像头)后会自动拉紧电动驻车制动器.代码 234 (盲点辅助系统)紧急制动的附加功能要求代码 459 (带调节减震的钢悬挂)•车速 v > 4 公里/小时代码 475 (轮胎压力监测器)紧急制动的功能顺序代码 476 (车道保持辅助系统)如果在驾驶时操作并按住电动驻车制动器开关,代码 513 (速度限制辅助系统)则电动驻车制动器控制单元将制动请求传送至底盘控制器区域网络代码 614 (复式氙气大灯组)(CAN) (类型 1) 或底盘控制器区域网络 (CAN) 1 (类型 2).代码 615 (带主动式弯道照明的复式氙气大灯)以下控制单元接收该请求:代码 618 (复式氙气大灯)•电控车辆稳定行驶系统 (ESP) 控制单元代码 621 (智能照明系统 (左舵驾驶))•仪表盘代码 622 (智能照明系统)•信号采集及促动控制模组 (SAM) 控制单元代码 631 (静态 LED 大灯 (左舵驾驶))当前, 车辆通过行车制动器进行制动. 信号采集及促动控制模组 (SAM) 代码 632 (静态 LED 大灯 (右舵驾驶))控制单元促动制动灯操纵机构. 仪表盘在多功能显示屏上发出信息电动驻车制动器 (EFB) 的功能要求, 概述"松开驻车制动器" (Release parking brake), 并响起警告音.•"电路 15R 接通" 状态如果电控车辆稳定行驶系统 (ESP®) 发生故障,电动驻车制动器 (EFB), 概述则仅通过电动驻车制动器控制单元进行制动电动驻车制动器使车辆即使在驾驶员不在场的情况下仍可固定在斜坡上,(通过促动后轴行车制动器处的左侧和右侧电动驻车制动器促动马达). 自动锁止的机械效果使制动位置的制动零部件保持断电状态.为此, 电动驻车制动器控制单元评估后轮转速以防止后轮锁止. 此外, 电动驻车制动器控制单元促动左侧电动驻车制动器促动马达和右侧电动制动灯促动请求也是由电动驻车制动器控制单元发出.驻车制动器促动马达.滚筒式制动试验台的附加功能要求根据行驶条件, 通过电动驻车制动器开关手动或自动启动.•根据电动驻车制动器 (EPB) 的工作情况, 前轮 "静止", 后轮缓慢转动 (制动器试验台)•驾驶员的请求转换为促动马达中相应张紧力的增大或减小.接合行车制动器后, 必须进行测试•电动驻车制动器 (EFB) 包括以下子功能:发动机运转••松开电动驻车制动器的功能顺序 (手动, 换档杆位置 "N" (适用于自动变速箱)测功机测试模式的功能顺序通过电动驻车制动器开关)滚筒式测功机测试模式集成在电动驻车制动器控制单元中,•自动松开电动驻车制动器的功能顺序 (舒适驾驶)用于在制动器试验台上测试电动驻车制动器 (EFB).•电动驻车制动器开关有故障的车辆的电动驻车制动器自动松开/如果车辆在制动试验台上并且试验台的滚子已启用, 接合的功能顺序 (仅适用于装配手动变速箱的车辆)则电动驻车制动器控制单元会根据后轮与前轮的转速差自动检测该情况, •紧急制动的功能顺序然后切换至滚筒式测功机模式.•测功机测试模式的功能顺序当滚筒式测功机测试模式启用时,•儿童安全门锁的功能顺序检查人员可促动电动驻车制动器开关数次以逐步增大电动驻车制动器的•功能顺序 - 显示概念/声讯信号张紧力, 直至后轴车轮在相应较高的张紧力下抬出制动器试验台的滚子.松开电动驻车制动器的功能顺序 (手动, 通过电动驻车制动器开关)通过在制动器试验台上检查车辆可以评估以下变量/数值:松开驻车制动器所需要的 "电路 15R 接通"•滚动阻力状态由电子点火开关控制单元传送至底盘控制器区域网络 (CAN) (类型•制动力1) 或底盘控制器区域网络 (CAN) 1 (类型 2).•右后车轮和左后车轮之间的制动力偏差值通过促动电动驻车制动器开关松开驻车制动器.•锁止倾向的开始电动驻车制动器控制单元直接读取电动驻车制动控制器开关的状态.儿童安全门锁的功能要求一旦电动驻车制动器控制单元同时促动左侧和右侧电动驻车制动器促动•马达, 并且电动驻车制动器 (EFB) 已完全松开, 其会向驻车制动指示灯 "电路 15R 断开" 的状态•(红色) 传送一个信号. 随后, 仪表盘中的驻车制动指示灯 (红色) 熄灭.遥控钥匙已拔下儿童安全门锁的功能顺序电动驻车制动器开关必须促动足够长的时间以检测到解除信号.在点火钥匙已拔下或 "电路 15R 断开"装配自动变速箱的车辆 (舒适型)的情况下按下电动驻车制动器开关不会使电动驻车制动器控制单元促动自动松开电动驻车制动器的附加功能要求左侧和右侧电动驻车制动器促动马达.如果满足下列情况, 则电动驻车制动器松开:这样可以防止对电动驻车制动器进行无意识的停用操作,•发动机运转同时也可作为附加保护防止车辆在上坡或下坡时溜车.•换档杆位置 "D" 或 "R" 接合显示概念/声讯信号的功能要求•行李箱盖/掀开式尾门关闭 (在换档杆位置 "R" 或倒档接合的情况下)••驾驶员座椅安全带已系紧电路 30功能顺序 - 显示概念/声讯信号•驾驶员促动油门踏板以下显示工具可用于显示电动驻车制动器的功能和状况:未系紧驾驶员座椅安全带时, 如果满足下列条件,•驻车制动指示灯 (红色)则电动驻车制动器松开:•驻车制动警告灯 (黄色)•驾驶员车门关闭•通过仪表盘中的多功能显示屏显示的各种状态/警告信息•档位从换档杆位置 "P" 换出•声讯警告•车速超过 3 公里/小时根据当前电动驻车制动器的操作情况促动不同的显示信息和声讯信号.自动松开电动驻车制动器的功能顺序 (舒适驾驶)一旦前轴车轮存在足够大的驱动力矩, 以克服路面倾斜的坡度阻力,会立即执行 "自动松开驻车制动器" 功能.来自各控制单元的以下信号通过各控制器区域网络 (CAN)总线传送至电动驻车制动器控制单元:•油门踏板位置 (通过油门踏板传感器),传动系统运行和发动机运转状态, 来自共轨喷射系统柴油机 (CDI)控制单元 (适用于柴油发动机) 或电控多端顺序燃料喷注/点火系统(ME-SFI) [ME] 控制单元 (适用于汽油发动机) 或传动系统控制单元(适用于电动车辆), 通过底盘控制器区域网络 (CAN) (类型 1)或底盘控制器区域网络 (CAN) 1 (类型 2)•当前换档杆位置, 来自直接选档 (DIRECT SELECT) 换档杆,传送至转向柱管模块控制单元, 通过底盘控制器区域网络 (CAN)(类型 1) 或底盘控制器区域网络 (CAN) 1 (类型 2)•道路坡度 (车辆静止时), 来自电控车辆稳定行驶系统 (ESP)控制单元, 通过底盘控制器区域网络 (CAN) (类型 1)或底盘控制器区域网络 (CAN) 1 (类型 2)•总变速箱传动比 (电动车辆除外),来自双离合器变速箱完全集成式变速箱控制单元(装配双离合器变速箱 (7G-DCT)/代码 (429)),通过传动系统控制器区域网络 (CAN) 和底盘控制器区域网络 (CAN)(类型 1) 或底盘控制器区域网络 (CAN) 1 (类型 2)(带共轨喷射系统柴油机 (CDI) 控制单元 (适用于柴油发动机)或电控多端顺序燃料喷注/点火系统 (ME-SFI) [ME] 控制单元(适用于汽油发动机) 接口)驾驶员车门状态信息 (来自左前车门控制单元) 通过车内控制器区域网络(CAN) 传送至信号采集及促动控制模组 (SAM) 控制单元. 行李箱盖/掀开式尾门的状态信息由信号采集及促动控制模组 (SAM)控制单元直接读取. 信号采集及促动控制模组 (SAM)控制单元将所有信息传送至电控车辆稳定行驶系统 (ESP)控制单元以进行评估. 电控车辆稳定行驶系统 (ESP)控制单元将该信息连同来自车速的所需信号一起传送至底盘控制器区域网络 (CAN) (类型 1) 或底盘控制器区域网络 (CAN) 1 (类型 2).电动驻车制动器控制单元由相应的控制器区域网络 (CAN)信息唤醒并且通过促动两个后部制动钳上的集成式促动马达松开驻车制动器. 如果由于故障而未松开电动驻车制动器,则仪表盘会通过多功能显示屏输出 "松开驻车制动器" (Release parkingbrake) 信息, 并伴有声讯警告.故障状况显示促动显示屏声讯信号多功能显示屏中的信息电动驻车制动器被促动持续驻车制动指示灯 (红色)––电动驻车制动器故障 (存在永久性故障, 需要维修)持续/闪烁驻车制动警告灯–驻车制动 "P"(黄色)/驻车制动指示灯参见用户手册!(红色)(Parking brake "P"See operator'smanual!)电动驻车制动器故障, 电动驻车制动器停止运作闪烁驻车制动警告灯 (黄色)–驻车制动器停止运作!(Parking brakeinoperative!)"P"儿童安全门锁模式下, 电动驻车制动器尝试松开, 持续驻车制动指示灯 (红色)–驻车制动! (Parking点火开关必须打开 (电路 15R 接通)brake!)"P"要松开,请打开点火开关! (Torelease switch onignition!)未满足自动松开的情况闪烁驻车制动指示灯 (红色)间歇性发出哔哔声驻车制动! (Parking或brake!)用驻车制动器进行紧急制动"P"松开制动器! (Releasebrake!)电动驻车制动器的电气功能原理图PE42.20-P-2050-97IAAPE42.20-Q-2050-97IAB 电动驻车制动器的系统部件概述GF42.20-P-9998KN文件编号:pe42.20-p-2050-97iaa 文件标题:电动驻车制动器的电气功能原理图代码:款式:位置:116G 端子15R ,状态1022K 行李箱盖/尾门旋钮,状态1024G 行李箱盖/尾门旋钮,状态1023D 行李箱盖/尾门旋钮,状态1112E传动系统运行准备就绪,信号13制动灯,请求13制动灯,请求13制动灯,请求13制动灯,请求13制动灯,请求1415D测功机模式,状态15ESP ®,状态1624B 乘员保护系统安全带锁扣开关,状态1629B 乘员保护系统安全带锁扣开关,状态1712C 驻车制动器指示灯,促动1811C 驻车制动器警告灯,促动1915C 仪表盘,信息1917B 仪表盘,信息213G 驻车制动器开关,状态215C 驻车制动器开关,状态2012E 发动机运行,信号2113G 换档杆位置,状态315C 应急制动,信号322C应急制动,信号3应急制动,信号3应急制动,信号416E 车轮转速,信号421B 车轮转速,信号517G 诊断,通信524H 诊断,通信521F 诊断,通信524F 诊断,通信526F 诊断,通信66D 油门踏板传感器,信号613E 油门踏板传感器,信号76F 行驶档位,状态713E 行驶档位,状态814H 电动驻车制动器促动马达,促动816H电动驻车制动器促动马达,促动文件编号:pe42.20-p-2050-97iaa 文件标题:电动驻车制动器的电气功能原理图代码:款式:位置:924K 车门旋转锁销开关,状态923G 车门旋转锁销开关,状态923C 车门旋转锁销开关,状态929K 车门旋转锁销开关,状态A114A 仪表盘A1e1012C 驻车制动器指示灯A1e1111C 驻车制动器警告灯A1p1317C 多功能显示屏A85s131K 左侧前车门旋转锁销开关B374E 油门踏板传感器CAN B 25K 车内控制器区域网络(CAN )CAN B 23H 车内控制器区域网络(CAN )CAN C 5G 驱动装置控制器区域网络(CAN )CAN D 25F 诊断控制器区域网络(CAN )CAN E 11E 底盘控制器区域网络(CAN )CAN E 14D 底盘控制器区域网络(CAN )CAN E 19F 底盘控制器区域网络(CAN )CAN E 19E 底盘控制器区域网络(CAN )CAN E 23E 底盘控制器区域网络(CAN )CAN E 25B 底盘控制器区域网络(CAN )CAN E 11F 底盘控制器区域网络(CAN )Code 4291F 双离合器变速箱E2120J 中间制动灯E318J 左后照明单元E419J 右后照明单元L6/120B 前轴左侧转速传感器L6/220B 前轴右侧转速传感器L6/320B 后轴左侧转速传感器L6/420B 后轴右侧转速传感器M14/7s120K 行李箱盖/尾门旋钮M76/115H 左侧电动驻车制动器促动电机M76/214H 右侧电动驻车制动器促动电机N1023K 信号采集及促动控制模组(SAM )控制单元N1278A 传动系统控制单元N12815E 电动驻车制动器控制单元N2/1027B 辅助防护装置控制单元N3/108D 发动机电子设备(ME )控制单元N3/98F 共轨柴油喷射(CDI )控制单元N30/422A电控车辆稳定行驶系统的控制单元文件编号:pe42.20-p-2050-97iaa 文件标题:电动驻车制动器的电气功能原理图代码:款式:位置:N69/128K 左侧前车门控制单元N7323F 电子点火开关控制单元N807H 转向柱管模块控制单元S16/138H 直接选档(DIRECT SELECT )换档杆S68/330B 驾驶员侧乘员保护系统安全带锁开关扣S76/1511H 电控驻车制动器开关U20026A 适用于242.890U746F 适用于柴油发动机U756C 适用于汽油发动机X11/428F 诊断连接器Y3/14n42F双离合器变速箱全集成化变速箱控制单元© Daimler AG ,16-10-24,G/04/16, pe42.20-p-2050-97iaa, 电动驻车制动器的电气功能原理图第1页,共2页车型 117, 156, 176, 242, 246 始自2016年款 代码218除外 (倒车摄像机) 代码234除外 (盲点辅助) 代码459除外 (带可调式减震装置的钢制悬挂系统) 代码475除外 (轮胎压力监控) 代码476除外 (车道保持辅助系统) 代码513除外 (速度限制辅助) 代码614除外 (复式氙气大灯) 代码615除外 ...7828167611414235211917181920Y3/14n4N3/9CAN CS76/15PE 07.16-P-2101IAAM76/2M76/1PE 42.20-P-2101IAACode 429B37CAN EPE 07.08-P-2101IAA U74N3/10U75N128CAN EPE 54.30-P-2101IAA A1CAN ECAN E15PE 27.19-P-2105IAACAN ES16/13N80P A1e11A1e10PA1p13E4E31313PE 08.20-P-2001IAAN127U2002F1LK23456JHG78109111213141516EDC1BA6543211109871615141312191718191817© Daimler AG ,16-10-24,G/04/16, pe42.20-p-2050-97iaa, 电动驻车制动器的电气功能原理图第2页,共2页车型 117, 156, 176, 242, 246 始自2016年款 代码218除外 (倒车摄像机) 代码234除外 (盲点辅助) 代码459除外 (带可调式减震装置的钢制悬挂系统) 代码475除外 (轮胎压力监控) 代码476除外 (车道保持辅助系统) 代码513除外 (速度限制辅助) 代码614除外 (复式氙气大灯) 代码615除外 ...91059105559310416169L6/4CAN DCAN E M14/7s1PE 54.21-P-2127IAACAN BN10313CAN B PE 54.21-P-2104IAA PE 72.29-P-2108IAAN69/1139********1415CAN E13CAN EN733PE 42.45-P-2101IAA L6/2L6/3L6/1N30/4CAN EX11/452134867PE 91.60-P-2105IAAN2/10S68/3PE 54.21-P-2104IAAA85s1E21E41313F1920212223242526PE 42.20-P-2050-97IAA 2728293031LKJHG2119202625242322EDC3130292728BA文件编号:pe42.20-p-2101-97iaa 文件标题:电动驻车制动器控制单元的电路图代码:款式:位置:A032L 颜色标记的说明CAN E 22K 底盘控制器区域网络(CAN )CAN E128K 底盘控制器区域网络(CAN )1Code 21825F 倒车摄像机Code 23425G 死角辅助Code 45925G 带可调式减震装置的钢制悬挂系统Code 47625G 自动行车道识别Code 51325G 交通标志辅助系统Code 61425H 双氙气大灯照明灯单元Code 61525H 带内置弯道灯的双氙气大灯照明灯单元Code 61825H 双氙气大灯Code 62125H 智能照明系统(靠左驾驶)Code 62225J 智能照明系统(靠右驾驶)Code 63125J LED 静态大灯,靠左行驶Code 63225J LED 静态大灯,靠右行驶F343L 汽车内部空间保险丝盒F34f734L 保险丝73F34f742L 保险丝74F34f935L 保险丝 93M76/117L 左侧电动驻车制动器促动电机M76/215L 右侧电动驻车制动器促动电机N108L 信号采集及促动控制模组(SAM )控制单元N1284A 电动驻车制动器控制单元N12812A 电动驻车制动器控制单元N12820A 电动驻车制动器控制单元S76/1512L 电控驻车制动器开关U129G 适用于左座驾驶型车辆U139G 适用于右座驾驶型车辆U28119G 不带代码 (234) 盲点辅助系统时适用U4419F 不带代码 (218) 后视摄像头时适用U49319G 适用于卤素规格的照明灯单元U73419G 适用于无代码 (476) 自动车道识别U73619G 不带代码 (513) 速度限制辅助系统时适用U78719H 不带代码 (459) 带可调式减震装置的钢制悬挂系统时适用W15/110G 右侧脚坑A 柱接地点W15/210G 左侧脚坑接地点W75E 右侧轮罩行李箱接地点W7/15E 右侧尾灯的行李箱接地点X30/3022L底盘控制器区域网络(CAN E )电位分配器电气插接器文件编号:pe42.20-p-2101-97iaa 文件标题:电动驻车制动器控制单元的电路图代码:款式:位置:X30/7428L 底盘控制器区域网络1(CAN E1)电位分配器电气连接器X62/3216E 后轴电气插接器,左侧分配器X62/3314E 后轴电气插接器,右侧分配器Z51/6z211F端子58d 车内结点© Daimler AG ,16-10-24,G/04/16, pe42.20-p-2101-97iaa, 电动驻车制动器控制单元的电路图第1页,共2页型号 117, 156, 176, 242, 246'f73f74f93(W15/1)(U13)X62/32PE 54.15-P-2107IAE30F34305S5PE 54.15-P-2107IAA P2436IP231PE 54.21-P-2127IAEN10S76/15M76/2M NC7152U12W15/2614378W7W7/113 115 22 28 30N12830_M76/2 30_M76/1153131Z51/6z2120118212326X62/33110 9110 19 9 18 12 27NCSW_6SW_1SW_3SW_4N128MOTMOTU44231M76/1NCMU736U787U493U281U73401/09/15 1092914 MOTMOTF1LK23456JHG78109111213141516E DC1BA65432111098716151413121917181918170,35 GYBU1,0 GYBU 4,0 RD 4,0 RDGN 4,0 BN 4,0 BN 0,5 BKGY0,5 GNYE0,5 GNGY0,5 GNBK0,5 GNBU4,0 BNBK4,0 RDBK4,0 BNYE4,0 RDYE0,35 BN0,5 BN 0,35 GNYE 0,35 GNGY 0,35 GNBK 0,35 GNBU© Daimler AG ,16-10-24,G/04/16, pe42.20-p-2101-97iaa, 电动驻车制动器控制单元的电路图第2页,共2页型号 117, 156, 176, 242, 246'Code 632A0Code 218U44CAN_E1_HCAN_E_H CAN_E_LX30/30PE 00.19-P-2195IAA CAN E 812U736U78731/08/15U493U281U734Code 618Code 631 18Code 621Code 622Code 476Code 614Code 615Code 513Code 234Code 459PE 00.19-P-2195IAB X30/74CAN E1CAN_E1_L21/09/1501/09/151617N128F1920212223242526PE 42.20-P-2101-97IAA 272829303132LKJHG2120192625242322EDC313029282732BA0,35 GNWH0,5 GN0,5 GNWH2,5 RDYE0,35 GN0,35 GNWH 0,35 GNGF42.20-P-9998KN电动驻车制动器的系统部件概述19.3.14车型117, 156, 176, 242, 246P42.20-2566-79车型 246 的视图A1仪表盘L6/3左后轴转速传感器N73电子点火开关控制单元A1e10驻车制动指示灯L6/4右后轴转速传感器N80转向柱管模块控制单元A1e11驻车制动指示灯M14/7s1行李箱盖/掀开式尾门旋钮N127传动系统控制单元(适用于电动车辆)A1p13多功能显示屏M76/1左侧电动驻车制动器促动马达N128电动驻车制动器控制单元A85s1左前车门旋钮M76/2右侧电动驻车制动器促动马达S16/13直接选档 (DIRECT SELECT)换档杆 (装配变速箱 724.0或电动车辆)B37油门踏板传感器N2/10辅助防护系统控制单元S68/3驾驶员座椅安全带锁扣防护系统开关E3左后灯组N3/9共轨喷射系统柴油机 (CDI) S76/15电动驻车制动器开关控制单元 (柴油发动机)E4右后灯组N3/10电控多端顺序燃料喷注/点火系统X11/4诊断连接器(ME-SFI) (ME) 控制单元(汽油发动机)E21中央制动灯N10信号采集及促动控制模组 (SAM) Y3/14n4双离合器变速箱完全集成式变速控制单元箱控制单元(装配双离合器变速箱/代码 (429)) L6/1左前轴转速传感器N30/4电控车辆稳定行驶系统 (ESP)控制单元L6/2右前轴转速传感器N69/1左前车门控制单元仪表盘,部件说明A1, A1e10, A1e11, A1p13GF54.30-P-6000KN辅助防护装置控制单元, 部件说明N2/10GF91.60-P-4080KN共轨喷射系统柴油机 (CDI) 车型 117, 176, 246 装配发动机651GF07.16-P-6000OLB控制单元的部件说明N3/9车型 176, 246 装配发动机607GF07.16-P-6000ORA电控多端顺序燃料喷注/点火系统 (ME-SFI) 车型 117, 176, 246 装配发动机270.9GF07.61-P-6000MT (ME) 控制单元的部件说明N3/10车型 242 装配发动机270.9GF07.61-P-6000MTC带代码924 (单燃料式天然气驱动装置)信号采集及促动控制模组 (SAM) 控制单元, N10GF54.21-P-4157KN 部件说明电控车辆稳定行驶系统 (ESP) N30/4GF42.45-P-5119KN 控制单元的部件说明左前车门控制单元的部件说明N69/1GF72.29-P-6001KN 电子点火开关控制单元的部件说明N73GF80.57-P-6001KN 转向柱模块控制单元,部件说明车型 117, 176, 242, 246GF54.21-P-6051KNN80传动系统控制单元部件描述车型 242.890 装配发动机780.990GF54.21-P-2141KNN127电动驻车制动器控制单元, 部件说明N128GF42.20-P-5005KN 双离合器变速箱全集成化变速箱控制系统控制车型 117, 176, 242, 246 装配变速箱724.0GF27.60-P-5170SIA 单元部件描述Y3/14n4功能说明目录, 电动驻车制动器GF42.20-P-0999KN。
TJJW 044-2014 交流传动机车单元制动器暂行技术条件.

TB/ T 3145一2007 界定的术语和定义适用于本文件。
4 分类
单元制动器分为带停放制动和不带停放制动两种类型。
5 应用环境
单元制动器在下列使用条件下应能正常工作 :
a) 环境温度为-40 .C........+50 'C; 环境温度为-50 'C 时 ,单元制动器满足基本功能要求: b) 最湿月月平均最大相对湿度不大于 95 % (该月月平均温度最低为 25 'C) ; c) 风、雪、风砂、冰雹、强烈日光辐射、侵蚀性空气、盐雾和臭氧的自然环境条件。
10 RAMS 要求 ..... .... ....... . ..... . ... . . . . .. . . ..... . .. .. .......... . ............. .. ... 6
11 标志、包装、运输和储存......... .. .. .. . ..... . .... .. . ..... . . .... . . . ........ .... ...... 6
TJ/JW 044-2014
交流传动机车单元制动器 暂行技术条件
TJ/JW 044- 2014
目次
前言. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 11
l 范围. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1 2 规范性引用文件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1 3 术语和定义. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 4 分类. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 5 应用环境....... . ...... . ....... ... ....... ... ..... .............. . .......... . I …… … …………….... 1 6 技术要求. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 7 制造要求. ... .... . .. . . . . .. ..... .. .. ..... ...... . . . .... .. . .. .. . .. .. . .. . .. . ., . ..... ... 2 8 试验方法.... .. .. ... .. . .... . ... ... ... . . . .... . . ...... . ....... ..... . .. . .. . . ... ....... 2 9 检验规则.... .. ......... ..... ........ . ... . .. . .. ..... . . ..... . ....... .... . . . ...... ... 5
单元制动器生产线说明2015
单元制动器⽣产线说明2015设计⽂件单元制动器组装⽣产流⽔线⽅案(草案)长沙润伟机电科技有限责任公司2015年8⽉⽬录⽬录1概述 (1)2单元制动器⽣产车间现状 (1)3⽣产线设计需求 (2)3.1⽣产线⼯序范围 (2)3.2⽣产线规划⾯积 (2)3.3产能要求 (2)3.4组装流⽔线设置 (2)3.5⽣产流⽔线信息化要求 (2)4单元制动器⽣产线⽅案说明 (2)4.1单元制动器⽣产线概述 (2)4.2适⽤环境 (3)4.3执⾏标准 (3)4.4单元制动器⽣产⼯艺流程 (5)4.5⽣产线⼯艺布置 (5)4.5.1规划区域描述 (5)4.5.2DF8B单元制动器部件组装区 (6)4.5.3DF8B单元制动器总组装区 (7)4.5.4ZYZD系统单元制动器部件组装区 (8)4.5.5ZYZD系统单元制动器总组装区 (9)4.5.6单元制动器试验区 (10)4.6单元制动器⽣产线组成清单 (11)4.6.1单元制动器组装流⽔线 (12)4.6.2配件输送线 (12)4.6.3⼯位⼯作台 (13)4.6.4组合梁式起重机 (13)4.6.5换位组装⼯装 (13)4.6.6蓄能缸组装⼯装 (14)4.6.7通⽤压⼊⼯装 (14)4.7MES系统 (14)4.7.1信息系统的作⽤ (15)4.7.2信息系统主要功能模块 (15)4.7.3信息化⽣产流⽔线⼯位案例 (16)4.8相关业绩 (16)4.8.1单元制动器流⽔线 (16)1概述我公司设计的单元制动器⽣产线⽤于完成XXXX电⽓有限公司ZYZD-1、ZYZD-2、ZYZD-3和DF8B型踏⾯单元制动器组装、试验和存放等⽣产过程。
单元制动器⽣产线为半⾃动化⽣产线,采⽤⾃动化输送线输送配件,⽣产线管理采⽤制造执⾏系统(MES)系统,通过与现有ERP系统的⽆缝对接,使物料、⼯艺、⼈员、⽣产计划等信息与车间制造执⾏系统(MES)实现实时交互,车间信息系统把⽣产结果⾃动反馈回ERP。
制动器自动化生产车间布局与优化设计

2.2企业车间作业单位组成
序号
作业单位名称
用途
建筑面积(m*m)
结构形式
01
原材料库
备料
30*25
砖混
02
铸造车间
铸造
25*25
框架
03
锻造车间
锻造
25*30
框架
04
机加工车间
车、铣、钻削
35*30
框架
05
热处理车间
热处理
20*20
框架
根据在实习期间的一个观察和调查,做出车间的作业单位如下表2-1所示
为企业的精神企业文化体系。
正是在这种文化的熏陶下,Y公司一直把质量作为企业的立足之本,把品质作为维系客户的纽带,坚持“质量第一、过程受控于品质、用户至上、持续改进赢市场”的质量方针,突出市场导向,注重全方位、全过程质量控制,以更好地质量、更多的满意、树立和巩固企业产品形象和品牌形象。公司现有员工420人,约有固定资产7000万元,年总产值约为1.3亿。Y公司共有12个车间:原材料库、铸造车间、锻造车间、机加工车间、热处理车间、精密车间、半成品库、组装车间、检查室、成品库、设备维修车间、办公服务楼12个生产及辅助生产单位。公司秉承“诚信为本,服务至上”的原则,逐步成为西南小有名气的企业。
客户需求,即液压制动器产品需求预测分析,结合自2009年实际生产情况和对未来数字间的预测进行综合分析,通过数据收集,客户调查,经验分析等进行合理、有意义的分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计文件单元制动器组装生产流水线方案(草案)长沙润伟机电科技有限责任公司2015年8月更改记录版本更改内容更改原因编制审核批准日期V1.0 新建文档目录目录1概述 (1)2单元制动器生产车间现状 (1)3生产线设计需求 (2)3.1生产线工序范围 (2)3.2生产线规划面积 (2)3.3产能要求 (2)3.4组装流水线设置 (2)3.5生产流水线信息化要求 (2)4单元制动器生产线方案说明 (2)4.1单元制动器生产线概述 (2)4.2适用环境 (3)4.3执行标准 (3)4.4单元制动器生产工艺流程 (5)4.5生产线工艺布置 (5)4.5.1规划区域描述 (5)4.5.2DF8B单元制动器部件组装区 (6)4.5.3DF8B单元制动器总组装区 (7)4.5.4ZYZD系统单元制动器部件组装区 (8)4.5.5ZYZD系统单元制动器总组装区 (9)4.5.6单元制动器试验区 (10)4.6单元制动器生产线组成清单 (11)4.6.1单元制动器组装流水线 (12)4.6.2配件输送线 (12)4.6.3工位工作台 (13)4.6.4组合梁式起重机 (13)4.6.5换位组装工装 (13)4.6.6蓄能缸组装工装 (14)4.6.7通用压入工装 (14)4.7MES系统 (14)4.7.1信息系统的作用 (15)4.7.2信息系统主要功能模块 (15)4.7.3信息化生产流水线工位案例 (16)4.8相关业绩 (16)4.8.1单元制动器流水线 (16)1概述我公司设计的单元制动器生产线用于完成XXXX电气有限公司ZYZD-1、ZYZD-2、ZYZD-3和DF8B型踏面单元制动器组装、试验和存放等生产过程。
单元制动器生产线为半自动化生产线,采用自动化输送线输送配件,生产线管理采用制造执行系统(MES)系统,通过与现有ERP系统的无缝对接,使物料、工艺、人员、生产计划等信息与车间制造执行系统(MES)实现实时交互,车间信息系统把生产结果自动反馈回ERP。
通过MES信息终端实现电子工艺指导,使生产人员按照规定的工艺要求进行标准化操作,提高产品质量,做到精益生产,增强核心竞争力。
2单元制动器生产车间现状单元制动器生产车间配置的组装工装和试验设备比较陈旧,组装和试验效率低,过程质量主要靠工人控制,缺乏系统和信息化设备管控,试验设备精度低,自动化程度低,测试项目不全面,关键测试项点均需要人工判断,试验结果需要人工填写。
表一:单元制动器生产车间设备配置表序号设备名称图片设备现状备注1 单元制动器试验台设备气路系统采用手动调压方式,调压精度差操作繁琐;气压检测采用机械式压力表形式检测精度低操作繁琐(该表为1.6级);位移检测为手动量取精度低操作繁琐;力检测采用液压转换方式精度低;设备无测控系统,需要手动填写试验报表;2 单元制动器总组装工装制动器总组装过程中仅设置有一个总装工位,所有总装过程工序均要在此工位完成,要求组装工人熟练所有工序要领,操作难度大,容易出错;集中组装无法配置压力机等辅助工装,组装效率低;下一工位不方便检验上一工位组装质量,组装过程质量无法保证;3生产线设计需求根XXXX电气公司进行充分沟通了解后,总结以下单元制动器生产线要求。
3.1生产线工序范围生产线工序范围包括从单元制动器配件出库到产品试验合格后存放,主要包括:配件的缓存、配件配送、部件组装、部件缓存、部件配送、部件试验、总组装、产品性能试验、不合格品返修、完工检查、成品存放等。
3.2生产线规划面积生产线规划区占地512.4㎡(长42米X宽12.2米),一侧靠近仓库规划区域。
如图1所示。
图1:单元制动器生产线规划区域3.3产能要求单条组装流水线能够满足12只/天产能要求(按8小时每天计算、包括带停放和不带停放单元制动器)。
生产车间设置两条流水线。
3.4组装流水线设置考虑DF8B型单元制动器和ZYZD型单元制动器安装方式和结构型式有很大区别,且该两种制动器后期有更大产能要求,考虑车间布置两条制动器组装流水线分别为DF8B型单元制动器组装流水线和ZYZD系列单元制动器组装流水线。
3.5生产流水线信息化要求能通过扫描条形码记录生产主要部件,记录操作人员、操作时间,通过安装在工位上的信息终端对操作人员进行工艺指导和提示,可对每个工位的部件用量进行统计,提前通知仓库物料配送人员,可对当月当天的产量进行统计,并能实时统计产品合格率,计划完成率,能对试验数据进行SPC分析,找出产品生产质量趋势,还可实时把生产动态反馈回ERP系统。
4单元制动器生产线方案说明4.1单元制动器生产线概述我公司设计的单元制动器生产线用于完成XXXX电气有限公司ZYZD-1、ZYZD-2、ZYZD-3和DF8B型踏面单元制动器组装、试验等生产过程。
设计满足日组装12套单元制动器产能要求(按8小时每天计算、包括带停放和不带停放单元制动器)。
图2:单元制动器生产线三维效果图4.2适用环境场地面积:长×宽=42m×12m环境温度:-10℃~+50℃海拔高度:≤1500m相对湿度:≤95%电源:AC380V/50Hz/80KVA/3P+N+PE压缩气源:≥600KPa(相关设备配置增压装置)气源容量:≥800L/min本生产线所有设备均按普通厂房内使用设计,对于厂房供电全部提供AC380V动力电即可,每处电源点布线均要求为三相五线,要求提供独立接地,可采用预埋或是空中桥架形式配置相关设备动力源,对于气源保证压力和流量即可。
4.3执行标准序标准号资料和标准名称一参考资料1 T91QSJ11-JZ-0013 单元制动器组装工艺卡片2 T91Q000-JZ-0003 ZYZD单元制动器组装工艺文件3 TB/T 3145-2007 机车单元制动器4 TB/T 3106-2005 铁道车辆单元制动缸二安全相关1 GB 12348-90 工业企业厂界噪声标准2 GB16754 机械安全急停设计原则3 GB/T15706 机械安全基本概念与设计通则4 GB16855.1 机械安全控制系统有关安全部件三机械设计、制造及安装执行的标准1 GB700-88 碳素结构钢2 GB699-88 优质碳素结构钢3 GB707-88 热轧槽钢4 GB709-88 热轧钢板5 GB1804-79 公差与配合6 GB1184-80 形位公差7 GBJ17-88 钢结构设计规范8 GB4457-84 机械制图标准9 GB3505-83 GB1031-83 GB131-83 表面粗糙度10 GB/T14092.5 机械产品环境条件工业腐蚀11 GB/T14093.1 机械产品环境技术要求湿热环境用12 GB/T6464 金属及其覆盖层大气腐蚀试验现场试验的一般要求13 GB/T14093.4 机械产品环境技术要求工业腐蚀环境用14 GB/T6807 钢铁工件涂漆前磷处理技术条件四电气控制系统设计、制造及安装执行的标准1 GB4728 电气图用图形符号2 GB1497 低压电气基本标准3 GB6988 电气制图4 GB/T75 电机基本技术要求5 GB4949.2 低压电器外壳防护等级6 JGJ/T16 民用建筑电气设计规范7 GB4720 电控设备第一部分:低压电器电控设备8 GB50054 低压配电设计规范9 GB50055 通用用电设备配电设计规范10 GB4720 低压电器电控设备11 GB50150 电气装置安装工程电气设备交接试验标准五软件设计执行标准1 GB8567-88 计算机软件产品开发文件编制指南2 GB/T12504-90 计算机软件质量保证计划规范3 GB/T12505-90 计算机软件配置管理计划规范4 0137HB/Z178-90 计算机软件验收基本要求5 0137HB/Z180-90 计算机软件质量特性评价方法6 GB/T14393-93 计算机软件可靠性和可维护性序号名称检修工艺流程备注1 DF8B单元制动器库房配料→DF8B单元制动器部件组装和检验→总装工位配料→单元制动器总装→性能试验→合格品存放(不合格返修)2 ZYZD单元制动器库房配料→DF8B单元制动器部件组装和检验→总装工位配料→单元制动器总装→性能试验→合格品存放(不合格返修)生产线规划区占地512.4㎡(长42米X宽12.2米),按照物流路线设置有DF8B单元制动器部件组装区、DF8B单元制动器总组装区、ZYZD系统单元制动器部件组装区、ZYZD系统单元制动器总组装区、单元制动器试验区、合格品存放区和工人休息室。
按产品分主要由ZYZD型单元制动器组装流水线和DF8B型单元制动器组装流水线组成。
生产线主要由部件组装工位、配件输送线、总组装流水线、组合梁式起重机、单元制动器试验台、MES系统等组成。
生产线实现单元制动器工位节拍化生产,在流水线上完成单元制动器从部件组装到总组装的作业。
通过流水线标准作业达到提高质量、提高效率、降低成本的目标。
生产线工艺布置如下图:图3:单元制动器生产线工艺布置图4.5.1规划区域描述序号工位区域区域功能说明相关设备配置备注1 DF8B单元制动器部件组装区设置4套部件组装工位,完成调整螺母套组成、间隙调整机构、螺杆组装和皮碗组装;通用压入工装、专用工装工具、部件组装工作台、转运小车和部件存放托盘。
2 DF8B单元制动器总组装区设置7个组装工位,并配置部件输送线,完成DF8B单元制动器总组装要求配件输送线、DF8B单元制动器总组装线、DF8B单元制动器工位小车、专用工装工具、部件存放托盘。
3 ZYZD系统单元制动器部件组装区设置4套部件组装工位,完成调整螺母套组成、间隙调整机构、螺杆组装、皮碗和停放缸等组装;通用压入工装、停放缸压入工装、专用工装工具、部件组装工作台、转运小车和部件存放托盘。
4 ZYZD系统单元制动器总组装区设置7个组装工位,并配置部件输送线,完成ZYZD单元制动器总组装要求配件输送线、ZYZD单元制动器总组装线、ZYZD单元制动器工位小车、专用工装工具、部件存放托盘。
5 单元制动器试验区配置一套单元制动器性能试验台完成DF8B和ZYZD单元制动器出厂性能试验单元制动器性能试验台、组合梁式起重机、单元制动器存放架、单元制动器返工工作台、货架6 合格品存放区合格的单元制动器存放单元制动器存放架、手动搬运车7 工人休息室生产线工人休息和质量人员文件整理休息座椅、办公电脑、文件柜、MES服务器4.5.2DF8B单元制动器部件组装区DF8B单元制动器部件组装区占地面积约为38.5m2 (长8.5米、宽4.5米),配置有4个部件组装工位,分别为间隙调整器部件组装台、调节螺母部件组装台、丝杆部件组装台和备用工作台,每个工位都安装有MES系统终端。