卧式车床尾座结构设计
车床尾座设计说明书
摘要本次课程设计针对车床尾座套筒工艺规程进行设计,涉及套筒的选材、确定毛坯和机械加工余量及工序尺寸与公差、拟定工艺路线、选择工艺设备;并进行切削用量和时间定额的计算,填写机械加工工艺过程卡和机械加工工序卡片。
为了保证加工质量,提高生产效率,对关键工序进行夹具设计。
本文对夹具的工作原理、作用、分类和组成做了简单概述;着重分析了工序特点和要求,根据结果确定定位方案,设计定位元件、夹紧机构、对刀元件和夹具体。
因此,保证了加工精度和设计质量。
关键词:车床尾座套筒;工艺规程设计;夹具设计;生产规划目录第1章绪论 (1)1.1车床尾座套筒加工技术现状及发展方向 (1)1.2本课题研究的目的、意义 (2)1.3课题的主要内容 (3)第2章车床尾座套筒的机械加工工艺规程设计 (5)2.1车床尾座套筒的工艺分析及生产类型的确定 (5)2.1.1车床尾座套筒概述 (5)2.1.2车床尾座套筒零件的技术要求 (5)2.1.3确定车床尾座套筒的生产类型和工艺特征分析 (6)2.2车床尾座套筒的材料和毛坯确定 (7)2.2.1车床尾座套筒毛坯材料、加工方法及技术要求 (7)2.2.2车床尾座套筒毛坯的尺寸公差和机械加工余量 (8)2.2.3绘制车床尾座套筒毛坯简图 (9)2.3拟定车床尾座套筒工艺路线 (9)2.3.1定位基准的选择 (9)2.3.2表面加工方法的确定 (9)2.3.3加工阶段的划分 (10)2.3.4加工工艺路线方案确定 (10)2.4机床设备及工艺装备的选用 (11)2.4.1机床设备的选用 (11)2.4.2工艺装备的选用 (12)2.5加工余量、工序尺寸及其公差的确定 (13)2.6确定切削用量及时间定额 (14)2.6.1切削用量的计算 (14)2.6.2时间定额的确定 (16)2.7填写工艺文件 (17)2.8工艺分析 (19)第3章机床夹具设计 (21)3.1机床夹具设计概述 (21)3.1.1夹具的主要工作原理 (21)3.1.2夹具的作用 (21)3.1.3机床夹具的分类 (21)3.1.4专用机床夹具的组成 (22)3.2车床夹具设计 (22)3.2.1问题的提出 (22)3.2.2定位方案及定位元件选择和设计 (22)3.2.3确定夹紧方式、设计夹紧机构 (24)3.2.4设计对刀元件、连接元件及夹具体 (24)3.2.5绘制夹具总图及零件图 (25)3.2.6夹具的使用说明及注意点 (25)3.2.7夹具的其他设计方案 (25)3.3磨床夹具设计 (26)3.3.1问题的提出 (26)3.3.2定位方案及定位元件选择和设计 (26)3.3.3连接元件及夹具体 (27)3.3.4绘制夹具总图及零件图 (28)3.3.5夹具的使用说明及注意点 (28)3.4快速可调铣床夹具设计 (29)3.4.1问题的提出 (29)3.4.2定位方案及定位元件选择和设计 (29)3.4.3确定夹紧方式、设计夹紧机构 (30)3.4.4设计对刀元件、连接元件及夹具体 (30)3.4.5绘制夹具总图及零件图 (30)3.4.6夹具的使用说明及注意点 (31)第4章结论 (32)参考文献 (33)第1章绪论1.1车床尾座套筒加工技术现状及发展方向(1)国内研究现状车床尾座套筒现在已经有很多可以供参考的工艺规程,但大多工艺规程过于笼统,要找到较为详细的加工工艺规程和加工过程中所用的夹具很困难。
卧式车床尾座结构设计
摘要本课题研究的主要目的是设计出与C6611卧式车床相匹配的尾座结构。
为了完成本课题的设计,首先是搜集和分析资料。
主要包括国内外对卧式车床尾座结构的研究现状;同等卧式车床尾座的图纸和资料以及进给与夹紧系统的基本资料;其次是初步确定尾座的总体布局。
包括进给系统与夹紧机构的布置及合理选用该结构应用的标准件。
最后主要是关于尾座相关方面的设计计算及技术要求。
目前,传统的卧式车床尾座中没有变速机构。
当钻削大直径孔时,由于切削力过大,操作工人通常采用加长力臂的方法来扳动手轮。
而且耗时又耗力,还会增加企业成本。
因此,本课题研究所要达到的预期效果是在C6611车床加工过程中,当需要使用尾座时,可以降低工人的劳动强度,降低企业成本,提高生产效率。
关键词:卧式车床;尾座;进给机构;夹紧机构;齿轮变速箱ABSTRACTThe main purpose of this research is to design the general purpose centre lathes tailstock matching the C6611.To complete the design of this project, before the first is to collect and analyze data, including domestic and international research about the tailstock;the blueprint and data of the same lathe tailstock and the basic information of the feed mechanisms and clamp mechanisms;Secondly,make sure the overall layout of the tailstock initially, including the layout of feed system and the clamping mechanism and the rational use of standard parts of the structure. Finally, the main aspect is the related design calculations about tailstock and technical requirements.Currently,there is no gear box in the traditional general purpose centre lathes . When drilling large diameter holes, because the cutting force is too large, the workers flip the hand wheel with extending the moment of force.And it not only consume times and labor but also increase business costs. Therefore,the expected results of studying this subject is when needing the tailstock in the working process, it can reduce labor intensity and business costs ,increase productivity.key word: general purpose centre lathes; tailstock; feed system; clamping mechanism; gear box目录摘要.................................................................................................... .I ABSTRACT (I)1前言 (4)1.1选题目的和义 (4)1.2当今机床的技术发展趋势 (4)1.4设计的主要研究内容 (4)2尾座部分的设计 (6)2.1总体布局 (6)2.2尾座体的设计 (7)2.3尾座顶尖的设计 (7)2.4支撑件的设计 (8)2.5套筒移动的进给机构 (9)2.6导轨设计 (9)2.7操纵机构设计 (8)2.8尾座的结构工艺性 (10)2.9尾架的变速设计 (11)2.10套筒加紧机构的设计 (12)2.11装配结构的工艺性 (12)3尾座相关的设计计算与强度校核 (13)3.1挠度的计算 (13)3.2转角的计算 (14)3.3钻削力的计算与功率 (14)3.4主要零件强度校核 (15)3.4.1键的强度校核 (15)3.4.2齿根弯曲疲劳强度计算 (16)3.4.3齿面接触疲劳强度算 (17)3.4.4压板处螺栓直径的校核 (17)3.5蜗杆传动效率计算........................................................... (18)4尾座精度的设计 (19)4.2尾座与机床形位公差的确定 (19)4.3底面及立导向面形位公差的确定 (19)5结论 (20)参考文献 (21)致谢 (22)1.前言1.1选题目的和意义金属切削机床是用切削的方法将金属毛坯加工成机器零件的机器。
普通卧式车床CA6140主要结构技术参数

普通卧式车床CA6140主要结构技术参数
一、机床床身
二、主轴箱
主轴箱是普通卧式车床CA6140的核心部件,包括主轴、轴承、传动装置和润滑装置等。
主轴采用优质合金钢制造,经过热处理,具有高强度和耐磨性。
轴承选用精密支撑轴承,能够承受较大的径向和轴向负荷。
传动装置采用齿轮传动和变速器,可实现多种转速的调整。
润滑装置通过油泵和管路,为主轴箱提供充足的润滑油。
三、刀塔
四、刀架
五、尾座
尾座是普通卧式车床CA6140的辅助设备,用于支撑和定位长而细的工件,以防止工件在加工过程中的偏移和振动。
尾座的运动有进给装置和伺服电机控制,具有良好的稳定性和可靠性。
六、润滑系统
1. 最大加工直径:400mm
2. 最大加工长度:1000mm
3. 主轴转速范围:10-2000rpm
4. 主轴孔径:55mm
5. 刀架行程:220mm
6. 刀架快进速度:4m/min
7. X轴行程:240mm
8. Z轴行程:1000mm
9. X、Z轴快速移动速度:4m/min
10. 重复定位精度:0.01mm
11. 主电机功率:7.5kw
综上所述,普通卧式车床CA6140主要由机床床身、主轴箱、刀塔、刀架、尾座和润滑系统等部分组成,它具有结构合理、精度高、稳定可靠等特点,适用于各种中小型工件的加工。
车床尾座套筒加工工艺规程设计

四、机械加工工艺过程
4. 3 热处理
调质28~32HRC 一般习惯将淬火加高温回火相结合的热处理称为调质处理。 作用:调质处理后得到回火索氏体组织,它的机械性能均 比相同硬度的正火索氏体组织为优,为后续加工作准备。
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4. 4 .1 半精车
车床尾座套筒加工工艺规程设计
三、分析零件图
3.3 其他结构
Ф6的孔是排气 孔,位置精度和尺 寸精度要求精度不 高。
Ф30的内孔是用 来安装手轮丝杆的, 因此有配合精度要 求。
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.1制造毛坯
下料: 棒料Ф80mm×165mm 锻造: 锻造尺寸Ф60mm×285mm 热处理:正火
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.5 精车
夹左端外圆, 中心架托右端外圆, 找正外圆,车mm孔 至mm,深44.5mm, 车Ф34mm×1.7mm槽, 保证3.5mm和1.7mm
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.5 精车
倒头,夹右端外圆中心架左端外圆,找正外圆,车莫 氏4号内锥孔,至大端尺寸为mm,车左端头Ф36mm×60°
四、机械加工工艺过程
4.8 钻孔、修毛刺
钻Ф6mm孔, 其中心距右端面为 25mm
钳工:修毛刺
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.9 热处理
左端莫氏4号锥孔及160mm长的外圆部分,高频感 应加热淬火45~50HRC
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.10 研磨
普通车床尾座设计毕业设计
2.3 尾座组成部分的作用1.顶尖:顶住工件,用来定位和支撑工件。
2.套筒固定手柄:定位尾座体套筒的位置。
3.套筒:支撑工件,在套筒中可以装不同的道具如钻头、铰刀、圆板牙等刀具来加工零件。
4.丝杠:用来连接套筒的,可以使套筒伸长和收缩。
5.6.尾座固定手柄:固定尾座,防止在加工时尾座后移,影响加工质量。
7手轮:主要用来转动丝杠。
8.底板:用来固定丝杠9滑座:与导轨相配合,它的两个燕尾槽可以使丝扛在导轨上滑动。
2.4 CA6140的基本操作1.手动沿床身导轨纵向移动尾座至合适的位置,逆时针方向扳动尾座固定手柄,将尾座固定。
注意移动尾座时用力不要过大2.逆时针方向移动套筒固定手柄,摇动手轮,使套筒作进、退移动。
顺时针方向转动套筒固定手柄,将套筒固定在选定的固定位置。
3.搽净套筒内孔和顶尖柄椎,安装顶尖后松开套筒固定手柄,摇动手轮使套筒后退出顶尖。
2.5 尾座部分的设计尾座是卧式车床的重要组件,其主要作用是为轴类零件定心,同时具有辅助支撑和加紧的功能。
CA6140卧式车床采用的是整体式结构,整体式结构尾座由尾座体、套筒、芯轴结构、尾座和套筒移动结构、尾座和套筒加紧与放松结构等组成。
芯轴结构选用高精度的进口轴承,动、静刚度好、精度高。
套筒和尾座的移动均为机动,套筒和尾座的夹紧,放松均采用蝶形弹簧夹紧。
放松结构夹紧力足够大、安全可靠、人工操作简单、方便、效率高。
其优点在于:(1)刚度好,抗震性能好,精度高精度保持性好。
整体式尾座将分体式尾座上、下体合为一个尾座整体,采用整体式箱形结构设计,经有限元分析、计算,通过对尾座内部筋板的合理布局,提高了尾座的刚度和固有频率,尾座采用高强度低应力铸铁铸造,经良好的时效处理,热变形小,在承受最大工件重量和最大额定切削力的情况下。
尾座体变形小,抗震性能好,满足卧式车床精度检验标准的要求。
(2)结构更加简单、优化、合理。
整体式尾座将分体式尾座上、下体的装配环节。
加工、装配工艺性更好,节约了加工、装配总费用,降低了尾座的总重量和总成本。
绪论车床尾座结构PPT课件

1.1互换性及其意义
互换性在日常生活中随处可见。
举例:机器上的螺钉、灯泡,自行车、缝纫机、钟表上 的零部件,损坏后可以更换。
机
机器人
械 示装配前 不挑
空中客车A380
例装配时钟 不表调整或修配缝纫机 缺一不可
制造装业配生后产中,满经足常要使求用产要品的求零部件具有互换性
1.1互换性及其意义
2.互换性分类:
对没有国家标准而又需要在全国某个行业对没有国家标准而又需要在全国某个行业范围内统一的技术要求可制定范围内统一的技术要求可制定行业标准对没有国家标准和行业标准而又需要在某对没有国家标准和行业标准而又需要在某个范围内统一的技术要求可制定个范围内统一的技术要求可制定地方标准或地方标准或企业标准企业标准国际标准区域标准国家标准专业标准地方标准企业标准在机械设计中常常需要确定很多参数而这些在机械设计中常常需要确定很多参数而这些参数往往不是孤立的一旦选定这个数值就会按参数往往不是孤立的一旦选定这个数值就会按照一定规律向一切有关的参数传播
加工误差与公差的关系
设计者要正确地确定公差,并在图样上标注。在满足 功能要求的条件下,公差尽量规定得大些,以提高技术经 济效益。
问题:加工误差与公差的区别与联系 区别:误差是在加工过程中产生的,
公差是由设计人员确定的。 联系:公差是误差的最大允许值。
0.2.2标准和标准化
现代化工业生产的特点是规模大,协作单位 多,互换性要求高,为了正确协调各生产部门和准 确衔接各生产环节,必须有一种协调手段,使分散 的局部的生产部门和生产环节保持必要的技术统一, 成为一个有机的整体,以实现互换性生产。
测量是将被测量与作为计量单位的标准量进行比较,以确定被测 量的具体数值的过程。
意义:检测不仅用来评定产品质量,而且用于分析产生不合格品 的原因,及时调整生产,监督工艺过程,预防废品产生。检测是机械 制造的“眼睛”。产品质量的提高,除设计和加工精度的提高外,往 往更有赖于检测精度的提高。
数控卧式车床CK6136液压尾座设计
数控卧式车床CK6136液压尾座设计摘要:本课题研究的主要目的是设计出与CK6136卧式数控车床相匹配的液压尾座系统,本课题将以其尾座为研究对象,设计出符合该车床的液压尾座。
为了完成本课题的设计,在设计之前的准备工作必须做好,首先是搜集和分析资料,主要包括国内外数控机床的发展现状;液压技术和液压传动系统的基本资料;同等机床液压尾座的图纸和资料等。
其次是初步确定液压尾座的总体布局,包括配置形式、液压系统的布置及选择液压能源及相应的配套元件等。
最后主要是关于尾座的设计计算。
CK6136数控机床变档卡紧及尾座顶紧的控制方式基本上是手工控制,在通常的加工过程中,需先用手工控制的方式完成变档和卡紧工作,然后再进行装夹,在装夹完毕后还需要使用手工控制的方式完成尾座的顶紧工作。
由此可知,在数控机床的加工作效率效率并不高,而且工人劳动强度大,耗时又耗力,还会增加企业成本。
因此,本课题研究所要达到的预期效果是在CK6136数控车床加工过程中,当需要使用尾座时,使用本课题所设计的尾座可以提高加工过程的机械化和自动化水平,提高生产效率,降低工人的劳动强度,降低企业成本。
关键词:数控机床尾座液压系统液压缸设计校核The design of CK6136 CNC machine Tailstock Hydraulic systemAbstract:The main purpose of the research is based on CK6136 CNC machine tools to design requirements, designed to match its hydraulic Tailstock to meet the rotation accuracy, rigidity, temperature rise, and so on seismic requirements, to enhance the overall performance of machine tools.To accomplish this design, I collected and analysed the information before the design, including domestic and international development of CNC machine tools; hydraulic system of hydraulic technology and the basic information; equal hydraulic machine Tailstock the drawings and information . Then is tentatively determined the overall layout of hydraulic Tailstock, including the allocation of form, layout and the hydraulic system of hydraulic energy, and select the appropriate matching components, such as. This was followed by the main Tailstock the design and calculation.CK6136 CNC machine tools changed file cards bear and Tailstock top tight is basically manual control, in the conventional process, the change required manual card file and clamping a tight and then again after the fixture also need to use a manual Tailstock The top tight. Therefore, in the process of CNC machine tools in efficiency is not high, workers in labor intensity and great. Therefore, the issue of the Institute to achieve the desired results in the CK6136 CNC lathe processing, when the need to use Tailstock, the use of this issue by the Tailstock design can improve the process of mechanization and automation level, increase production efficiency and reduce Workers in the labor intensity.Key words:Numerically-controlled machine;Tailstock;Hydraulic system;Hydraulic cylinder inside diameter;Design;Examination引言液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。
车床尾架设计说明书

车床尾架设计说明书江苏工业学院课程设计说明书车床尾架底座夹具设计序言第一章工艺规程设计1.1 CA6140车床尾架座的功用、要求功能:车床尾架底座是车床架与导轨的连接过渡件,起到了支承尾架的作用,并使尾架在导轨上顺利滑动。
尾座可沿床身小导轨作纵向移动,旋紧尾座中部的六角螺母,可将尾座紧固在床身任意位置上。
要求: 1.车床尾架底座应有足够的定位精度;2.尾座能在导轨上迅速而顺利地滑动; 3.定位精度能长期保持; 4.结构简单,工艺性良好。
1.2 零件的技术要求1.毛坯加工方法,砂型铸造;2.毛坯的材料为HT15-33,材料状态为正火表面热处理; 3.加工表面不应该有毛刺、裂缝等缺陷,并应清理清洁; 4.所有加工表面应光洁,不可有裂缝、压痕、毛刺、凹痕。
第 1页共 43页江苏工业学院课程设计说明书1.3设计任务1.完成车床尾架底座的零件图、毛坯图.; 2.编写车床尾架底座的加工工艺;3.绘制车床尾架底座的工艺卡; 4.设计一套专用刨床夹具; 5.设计说明书一套。
第 2页共 43页江苏工业学院课程设计说明书第二章工艺规程的制订2.1计算生产纲领,确定生产类型根据任务书,该产品的年产量为10000件,设其备品率为10%,机械加工废品率为1%,现制定该零件的机械加工工艺规程。
N=Qn(1+α%+β%)=10000×1(1+10%+1%)年/件 =11100件/年式中:N―产品的生产纲领;Qn―零件的生产纲领(件/年);α―该零件备件的百分率;β―该零件废品的百分率。
该零件的年产量为11100件,现已知该产品属于中型机械,根据《机械制造工艺设计简明手册》中表1.1-2生产类型与生产纲领的关系,可确定其生产类型为大批量生产。
2.2审查零件图样的工艺性车床尾架底座的零件图样的视图正确、完整,尺寸、公差及技术要求齐全。
由于底座雨导轨相配合起导向作用,并保证尾架中心线与主轴中心轴线有一定的平行度,其配合各面的形位精度有一定要求,分别是:1.上下底面的平行度为0.15mm,保证尾架中心线与床身导轨平行度. 2.上下底面的平面度为0.05mm,而且底座厚度以能满足机床的精度要求 3.底座上导轨面与下底面及v形槽面的垂直度0.05mm4.连接定位孔的精度位Φ20H7mm,以满足定位与连接的要求。
CA6150卧式车床尾座的改制
设 备 与维修
工jq p nta d Mai e a e Uime n ntn nc
C 65 A 10卧式车床尾座的改制
淮矿集 团地质勘探工程处机 电修配 中心 ( 安徽淮南 2 25 ) 沙 30 2 甫 胡社 昌
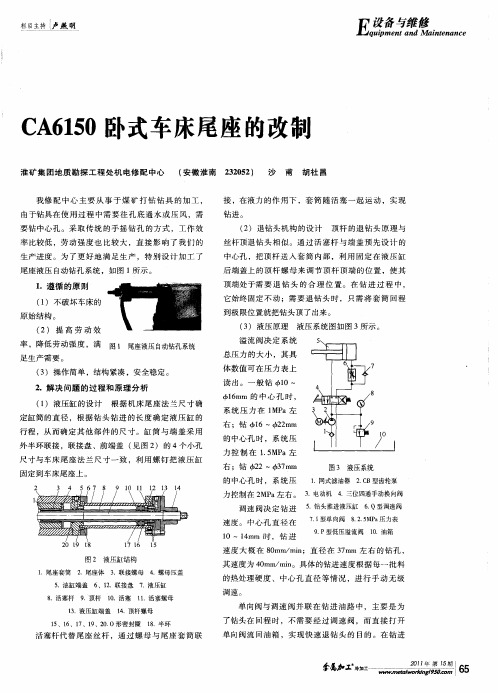
我 修 配 中心 主要 从 事 于 煤 矿 打 钻 钻 具 的 加 工 , 接 ,在液 力 的 作 用 下 ,套 筒 随 活 塞 一 起 运 动 ,实现
1 0~1 r 时 ,钻 进 4 m a
图 2 液压缸结构
l 尾 座套 筒 2 尾座 体 _ . 3 联 接螺母 . 4 .螺母 压 盖
9 P型低 压溢 流 阀 .
1.油箱 0
速 度 大 概 在 8 rm r n 径 在 3 mm 左 右 的 钻 孑 , 0 / i ;直 a a 7 L
( )液压 缸 的设 计 1 根 据 机 床 尾 座 法 兰 尺 寸 确
体数值 可在 压 力 表 上
读 出 。一 般 钻 41 , 0~
,6m 41 m 的 中 心 孔 时 ,
定 缸筒 的直 径 ,根 据 钻 头 钻进 的 长度 确 定 液 压 缸 的 行 程 ,从而 确 定 其 他 部 件 的 尺 寸 。缸 筒 与端 盖 采 用 外 半环 联接 ,联 接盘 、前端 盖 ( 图 2 的 4个 小孔 见 )
图3 液压系统
1 .网式 滤油 器 2 c . B型齿 轮泵
的 中心 孔 时 ,系统 压
.三位 四通 手动 换 向阀 力 控制 在 2 a左右 。 3 电 动机 4 MP .
调 速 阀决 定 钻 进
. 5 钻 头推 进液压 缸 6Q型调 速 阀
.
. 型单向阀 825 a ..MP 压力表 速 度 。中心 孔 直 径 在 7I
重型卧式车床尾座测力机构的设计
重型卧式车床尾座测力机构的设计刘秀芳;许磊【摘要】@@ 重型卧式车床,属于大型机床,重型与大型机床的特点是承载工件重量和切削力都比较大,工件重量均超过10t以上,最重的工件达200t,切削力的范围一般在20~300kN之间.因此,重型卧式车床,在工件装卡上尤为重要,工件装卡和工件顶紧是保证机床正常切削加工的首要条件,工件加工的尺寸精度和形位公差以及工件的表面粗糙度都和工件的装卡质量及工件的顶紧力适量有直接关系,同时机床本身必须具备良好的动、静刚度和良好旋转精度等条件.【期刊名称】《齐齐哈尔大学学报(自然科学版)》【年(卷),期】2011(027)004【总页数】1页(P72)【作者】刘秀芳;许磊【作者单位】齐齐哈尔第一机床厂专用设备厂,黑龙江齐齐哈尔,16105;齐齐哈尔第一机床厂专用设备厂,黑龙江齐齐哈尔,16105【正文语种】中文重型卧式车床,属于大型机床,重型与大型机床的特点是承载工件重量和切削力都比较大,工件重量均超过10 t以上,最重的工件达200 t,切削力的范围一般在20~300 kN之间。
因此,重型卧式车床,在工件装卡上尤为重要,工件装卡和工件顶紧是保证机床正常切削加工的首要条件,工件加工的尺寸精度和形位公差以及工件的表面粗糙度都和工件的装卡质量及工件的顶紧力适量有直接关系,同时机床本身必须具备良好的动、静刚度和良好旋转精度等条件。
工件由机床的床头箱顶尖与尾座顶尖将工件顶起,从而起定心定位作用。
保证工件与机床床头箱主轴中心和尾座主轴中心重合,工件旋转是通过床头箱主传动系统与卡盘夹紧工件而实现,工件旋转后可进行工件的粗、精加工。
尾座根据工件的重量,选尾座顶紧工件的顶紧力,选取的顶紧力必须适合本工件的旋转与工件的安全稳定。
若顶尖顶紧力太大,容易损坏尾座机构上的零件;若尾座顶尖顶紧力太小,又容易引起工件脱落,发生安全事故。
怎样才能直观地反映出根据不同工件重量,选择合适的顶紧力,是需要解决的一个难题。
CA6140车床结构[1]
![CA6140车床结构[1]](https://img.taocdn.com/s3/m/dc902bc6c0c708a1284ac850ad02de80d5d80656.png)
CA6150型车床主轴结构 1-主轴 ; 2、9-锁紧螺母; 3-双列短圆柱滚子轴承; 4、 6-套筒; 5、10-锁紧盘; 7-推力球轴承; 8-角接触 球轴承;
④双向摩擦式离合器
作用:①实现主轴正反转;②超载时摩擦片打滑起 过载保护作用
双向片式摩擦离合器 1-双联齿轮;2-外摩擦片;3-内摩擦片; 4-调整销; 5-销;6-元宝销; 7-拉杆; 8-压套;9-螺母;10、11 –止推片
(2)丝杠 用来车削螺纹。 (3)光杠 用来传动动力,带动床鞍、中滑板, 使车刀作纵向或横向的进给运动。
4.溜板部分
刀架
用来装夹车刀
小滑板
作纵向移动
中滑板
作横向移动
床鞍
作纵向移动
溜箱
变换箱外手柄位置,在光杠或丝杠 的传动下,可使车刀按要求方向作 进给运动
5.尾座
用来安装顶尖、支顶较长工件,它还可 以安装其它切削刀具,如钻头、绞刀等
三.车削加工的主要工艺类型
车削加工是机械加工方法中应用 最为广泛的方法之一,是加工轴类、 盘套类零件的主要方法。应用车削 加工方法可以加工各种回转体内外 表面,如内外圆柱面、圆锥面、成 形回转表面等。
四.注意事项
1.要求每台机床都具有防护设施。 2.摇动滑板时要集中注意力,做模 拟切削运动。 3.倒顺电气开关不准连接,确保安 全。 4.变换车速时,应停车进行。 5.车床运转操作时,转速要慢,注 意防止左右前后碰撞,以免发生事故。
一.CA6150车床基本结构
CA6150型卧式车床属通用的中型 车床。其外型及组成部件如图所示。其 主要组成部件可概括为“三箱刀架尾座 床身”。
CA6150车床外形图 1-主轴箱;2-刀架;3-尾座;4-床身;5、9-床腿; 6-光杠;7-丝杠;8-溜板箱;10-进给箱;11-挂轮
任务四CA6140型卧式车床尾座部件机械装调
任务四CA6140型卧式车床尾座部件机械装调【知识点】1.车床尾座部件结构及工作原理。
2.车床尾座部件拆装工艺和调整方法。
【能力目标】1.能够根据车床尾座部件装配图制定尾座部件的拆装工艺。
2.能够完成车床尾座部件的拆装与调试。
3.能够完成车床尾座部件精度的检测及调整。
一、任务描述对车床尾座部件进行机械装配与调试并达到国家标准精度要求。
二、任务分析车床尾座的主要功用是用顶尖支承长工件,也可以安装钻头、铰刀等孔加工刀具进行孔加工,所以其装调质量直接影响长工件等的加工精度。
本任务是在掌握车床尾座部件的结构、装配与调试的方法、装调工具的使用及相关国家标准的基础上,完成车床尾座部件装调。
三、结构认知图27是CA6140型卧式车床的尾座结构图。
尾座体2安装在底板16 上,整个尾座装在床身尾座导轨上,其纵向位置可根据工件长短来调整。
位置调定后用快速紧固手柄8通过偏心轴及拉杆11将尾座夹紧在床身导轨上。
有时为了使尾座紧固得更牢固可靠些,可拧紧螺母10,使其通过螺栓13用压板14将尾座牢固地夹紧在床身上。
后顶尖1安装在尾座套筒3的锥孔中,尾座套筒3装在尾座体2的孔中,并由平键17导向,所以它只能轴向移动,不能转动。
摇动手轮9可使尾座套筒实现轴向移动。
可用手柄4转动螺杆18以拉紧套筒19和20,从而将尾座套筒3锁紧。
如需卸下顶尖,应先将锁紧手柄4旋松,再转动手轮9,使套筒3后退,直到螺杆5的左端顶住后顶尖,将后顶尖从锥孔中顶出。
调整螺钉21和23用于调整尾座体2的横向位置(尾座体可沿尾座底板16横向导轨作横向移动),满足用偏移尾座法车削圆锥的需要,或调整后顶尖中心线在水平面内的位置,使它与主轴中心线重合。
月一H图27 CA6140车床尾座部件简图后顶尖;2-尾座体;3-尾座套筒;4-手柄;5、18-螺杆;6-螺母;7-支承盖;8-快速紧固手柄;9-手轮;10-六角螺母;1拉杆;12-杠杆;13-T形螺栓;14-压板;15-螺栓;16-尾座底板;17-平键;19、20-套筒;21、23-调整螺钉;22-T形螺母四、任务实施尾座的关键部件是套筒。
重型卧式车床尾座设计

动分析 等 提供 了理 论指 导 ,对 其 他 类 似 机 构 的动力 学 建模具 有 借鉴 意义 。
参 考 文 献
[1]高峰 ,郭为忠 ,宋清玉 ,等.重型制造装备 国内外研究 与发ห้องสมุดไป่ตู้展 [J].机 械 工 程 学 报 ,2010,46(19):92—107.
[2]张营杰 ,卫凌云 ,牛勇 ,等.锻 造操作 机发 展现 状与研 究方 向[J]. 锻压装备与制造技术 ,2012(2):11—13.
43l8 —4323.
[12]韩雅楠 ,李 刚 ,罗晓明,等.基于 Simpack的重载操作机刚柔耦合动 力 学分析 [J].动力学与控 制学报 ,2010,8(3):267—272.
[13]陈峰华 .ADAMS 2012虚拟样机技 术从人 门到精通 [M].北 京 :清 华 大 学 出 版 社 ,2013.
关键 词 :尾座 ;传 动 ;气 动 马达 ;自动 润滑 ;设计 分 析 中图分 类号 :TH122 文献 标识码 :B
Design and analysis of heavy horizontal lathe tailstock
W ANG Lei
(Qiqihar Heavy CNC Equipment Co.,Ltd.,Qiqihar 161005,CHN)
m ent.
K eywords:tailstock;transmission; air motor; automatic lubrication; design and analysis
尾 座是 重型 卧式 车 床 最 为 关 键 的部 件 之 一 ,尾 座 要求 工件 转动 平稳 ,这 就 要 求 尾 座 内部 传 动 振 动 小 且 的作用 是辅 助顶 紧 工件 ,甚 至 卡 紧工件 ,在工 件转 动 时 具有 大 的顶 紧力 ;笔 者介 绍 的重 型卧 式 车床 尾 座是 一
卧式车床的结构简介

卧式车床的结构简介1.卧式车床的型号卧式车床用C61×××来表示,其中C棗机床分类号,表示车床类机床;61棗组系代号,表示卧式。
其它表示车床的有关参数和改进号。
图1 C6132普通车床的外形2.卧式车床各部分的名称和用途C6132普通车床的外形如图1所示。
(1)主轴箱主轴箱用来支承主轴,并使其作各种速度旋转运动;主轴是空心的,便于穿过长的工件;在主轴的前端可以利用锥孔安装顶尖,也可利用主轴前端圆锥面安装卡盘和拨盘,以便装夹工件。
(2)变速箱变速箱用来改变主轴的转速。
主要由传动轴和变速齿轮组成。
通过操纵变速箱和主轴箱外面的变速手柄棗改变齿轮或离合器的位置,可使主轴获得12种不同的速度。
主轴的反转是通过电动机的反转来实现的。
(3)挂轮箱挂轮箱用来搭配不同齿数的齿轮,以获得不同的进给量。
主要用于车削不同种类的螺纹。
(4)进给箱进给箱用来改变进给量。
主轴经挂轮箱传入进给箱的运动,通过移动变速手柄来改变进给箱中滑动齿轮的啮合位置,便可使光杆或丝杆获得不同的转速。
(5)溜板箱溜板箱用来使光杠和丝杠的转动改变为刀架的自动进给运动。
光杠用于一般的车削,丝杠只用于车螺纹。
溜板箱中设有互锁机构,使两者不能同时使用。
(6)刀架刀架用来夹持车刀并使其作纵向、横向或斜向进给运动。
它由以下几个部分组成(见图2):图2 刀架1)床鞍。
它与溜板箱连接,可沿床身导轨作纵向移动,其上面有横向导轨。
2)中滑板。
可沿床鞍上的导轨作横向移动。
3)转盘。
它与中滑板用螺钉紧固,松开螺钉便可在水平面内扳转任意角度。
4)小滑板。
它可沿转盘上面的导轨作短距离移动;当将转盘偏转若干角度后,可使小滑板作斜向进给,以便车锥面。
5)方刀架它固定在小滑板上,可同时装夹四把车刀;松开锁紧手柄,即可转动方刀架,把所需要的车刀更换到工作位置上。
图3 尾座1—顶尖 2—套筒锁紧手柄 3—顶尖套筒 4—丝杆5—螺母 6—尾座锁紧手柄 7—手轮 8—尾座体 9—底座7)尾座尾座用于安装后顶尖以支持工件,或安装钻头、铰刀等刀具进行孔加工。
C630型卧式车床组成图解
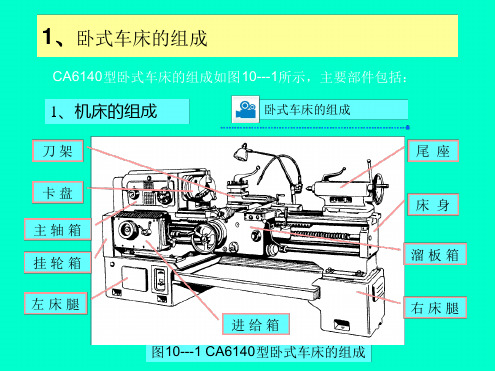
CA6140型卧式车床的组成如图10---1所示,主要部件包括:
1、机床的组成
卧式车床的组成
刀架
尾座
卡盘 主轴箱 挂轮箱
床身 溜板箱
左床腿
进给箱 图10---1 CA6140型卧式车床的组成
右床腿
2、C630型车床主轴部件
如图所示为C630型车床主轴部件。它是车床的关键部分, 在工作时承受很大的切削力。
l一卡环 2一滚动轴承 3一主轴 4一大齿轮 5一螺母 6一垫圈7 一开口垫圈 8一推力球轴承9一轴承座 10一圆锥滚子轴承11一衬套 12一盖板
13一圆螺母14一法兰 15一调整螺母16—调整套
CA6140车床尾座的组成
l一后顶尖 2一尾座体 3一尾座套筒 4--手柄 5一丝杠 6一螺母 7一支承盖 8一快速紧固手柄 9一手轮 10一六角螺母
相对位置或尺寸以达到装配 精度。此法有可动调整法和 固定调整法两种,适用于除 必须采用分组装配的精密配 件以外的各种装配场合。
a)可动调整法b)固定调整法
? 1l一拉杆 ? 12一杠杆 ? 13一T形螺栓 ? 14--压板 ? 15一螺栓 ? 16一尾座底板 ? 17一定向键 ? 18一螺杆 ? 19、20一套简 ? 21、23一调整螺钉 ? 22--T形螺母
4、车床的操作手柄
2
1
7
9
8
15
14
13
3 12
4 11
5
6
10
1、2——主轴变速手柄; 3、4——进给运动变速手柄; 5——更换丝 杠和光杠的手柄; 6——下溜板手动手柄;7——中溜板手动手柄;8—
交换齿轮
换向机构
进给箱 (进给运动)
普通车床尾座设计毕业设计

普通车床尾座设计毕业设计一、引言普通车床尾座是车床的主要部件之一,起着支撑、固定工件的作用。
在车床加工中,尾座的设计对于工件的加工质量以及操作的便利性有着重要影响。
本文将针对普通车床尾座的设计进行探讨,包括设计原理、设计要求、设计步骤等等。
二、设计原理1.稳定性原理:尾座的稳定性是确保工件在车削过程中保持位置稳定性的关键。
设计时需要考虑尾座的结构强度、重心位置、支撑方式等因素,以保证工件的稳定性。
2.刚性原理:尾座的刚性是指尾座对于外力的抵抗能力。
在设计中应考虑尾座所能承受的最大力矩以及所使用的材料的强度,确保尾座能够承受工件的加工过程中产生的力矩。
3.可调性原理:尾座的可调性是确保工件能够按需求进行精确加工的重要因素。
设计时需要考虑尾座的调整方式、调整精确度以及调整范围等因素,以满足不同工件加工的需求。
三、设计要求在进行普通车床尾座的设计时,需要满足以下几个基本要求:1.结构简单:尽量保持尾座结构简单、紧凑,以便于操作和维护。
2.稳定可靠:要保证尾座在工件加工过程中能够始终保持稳定,不产生晃动或者滑动,以确保工件加工质量。
3.可调性好:尾座应具备一定的调整范围,方便根据工件的尺寸进行调整,以满足不同工件加工需求。
4.耐磨性强:由于尾座与工件直接接触,因此需要具备一定的耐磨性,以提高尾座的使用寿命。
四、设计步骤1.确定工件加工要求:根据实际加工需求,确定工件的尺寸、材料和加工方式等。
2.初步设计:根据工件的加工要求和车床的类型,进行初步设计,包括尾座的结构形式和材料选取等。
3.尺寸校核:根据尾座的设计草图,进行尺寸校核,确保尾座的结构满足强度和刚度的要求。
4.制作细化设计图纸:根据尺寸校核结果,进行制作细化设计图纸,包括尾座的各个部件的尺寸和连接方式等。
5.制造加工:根据设计图纸进行尾座的制造加工,包括材料的选择、切割、加工以及装配等。
6.试制和测试:在完成尾座的制造后,进行试制和测试,检验尾座的性能和调整精度是否满足设计要求。
500mm卧式车床总体设计及尾座设计

500mm卧式车床总体设计及尾座设计专业:机械设计制造及其自动化08-3 姓名:杨晨阳学号:08010302指导老师:胡世军教授摘要机床作为工作母机和维修工具,早已成为各个领域不可或缺的必要设备,随着人类社会的飞速发展与进步,各种材料与新技术的不断涌现,各个领域不断提出新的要求。
面对如此的形式,机床制造着和设计者应不断努力跟踪时代的步伐。
Bb本次设计是对C6150卧式车床总体设计及尾座设计。
尾座由上下两体组成,上体装有套筒.、主轴、丝杠、套筒移动机构;下体内装有尾座移动机构、止退机构等。
关键词:车床尾座设计AbstractThe engine bed as the machine tool and the s ervice , already become each industry domaine indispensable essential equipment . Along with human’s rapid devolpment and the progres ,each new material and new technology is emerging ,every ares have new needs , Facing the situation ,the engine bed manufacture designer should diligently track crmceasingly .The design is mainly aims at design C6150 and its tailstockm . The tailstock is made up of two body and lower body , upper body is equipped with sleeve 、spindle 、manual and traverse of the sleeve .lower body is made up of tailstock 、wihdraw prevention mechanism and so on .Key words : Engine bed 、Tailstock 、Design .1.前言1.1 车床的功能简介500mm卧式车床为普通精度的车床。
绪论-车床尾座结构

优化车床尾座结构可以提高加工精度、减少振动、降低热误差,从而提高产品 质量和生产效率。此外,优化尾座结构还可以降低能耗和减少对操作工人的健 康影响。
国内外研究现状和发展趋势
01
国内研究现状
国内对于车床尾座结构的研究起步较晚,但近年来取得了一定的进展。
一些学者和企业开始关注尾座结构的优化,并取得了一些研究成果。
01
02
03
支撑工件
车床尾座的主要功能是支 撑工件,确保工件在加工 过程中的稳定性和精度。
定位和夹紧
尾座通过夹紧机构对工件 进行定位和夹紧,确保工 件在加工过程中不会发生 移动或振动。
调节加工精度
尾座的位置和角度可以调 节,以适应不同长度和直 径的工件,并提高加工精 度。
车床尾座的结构组成
底座
尾座的底座是整个结构的支撑部 分,通常采用铸铁或钢板焊接而 成,具有足够的刚性和稳定性。
滑动机构
滑动机构包括滑板、滑块和导 轨等部分,用于实现尾座的水 平和垂直移动。
夹紧机构
夹紧机构通常由气动或液压系 统驱动,用于对工件进行夹紧 。
调节机构
调节机构通常由丝杠和螺母等 组成,用于调节尾座的位置和
角度。
车床尾座的工作原理
定位
加工
工件放置在尾座的夹紧机构中,通过 夹紧机构对工件进行定位。
在加工过程中,尾座支撑并固定工件, 确保工件在加工过程中保持稳定,提 高加工精度和效率。
在生产中,尾座的具体应用取决于工件的类型和加工要求。例如,在车削长轴类零 件时,尾座可以提供必要的支撑,以防止工件发生弯曲或振动。
除了支撑作用外,尾座还可以用于安装顶尖等工具,进一步扩展了其在生产中的应 用范围。
尾座的发展趋势和未来展望
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本课题研究的主要目的是设计出与C6611卧式车床相匹配的尾座结构。
为了完成本课题的设计,首先是搜集和分析资料。
主要包括国内外对卧式车床尾座结构的研究现状;同等卧式车床尾座的图纸和资料以及进给与夹紧系统的基本资料;其次是初步确定尾座的总体布局。
包括进给系统与夹紧机构的布置及合理选用该结构应用的标准件。
最后主要是关于尾座相关方面的设计计算及技术要求。
目前,传统的卧式车床尾座中没有变速机构。
当钻削大直径孔时,由于切削力过大,操作工人通常采用加长力臂的方法来扳动手轮。
而且耗时又耗力,还会增加企业成本。
因此,本课题研究所要达到的预期效果是在C6611车床加工过程中,当需要使用尾座时,可以降低工人的劳动强度,降低企业成本,提高生产效率。
关键词:卧式车床;尾座;进给机构;夹紧机构;齿轮变速箱ABSTRACTThe main purpose of this research is to design the general purpose centre lathes tailstock matching the C6611.To complete the design of this project, before the first is to collect and analyze data, including domestic and international research about the tailstock;the blueprint and data of the same lathe tailstock and the basic information of the feed mechanisms and clamp mechanisms;Secondly,make sure the overall layout of the tailstock initially, including the layout of feed system and the clamping mechanism and the rational use of standard parts of the structure. Finally, the main aspect is the related design calculations about tailstock and technical requirements.Currently,there is no gear box in the traditional general purpose centre lathes . When drilling large diameter holes, because the cutting force is too large, the workers flip the hand wheel with extending the moment of force.And it not only consume times and labor but also increase business costs. Therefore,the expected results of studying this subject is when needing the tailstock in the working process, it can reduce labor intensity and business costs ,increase productivity.key word: general purpose centre lathes; tailstock; feed system; clamping mechanism; gear box目录摘要.................................................................................................... .I ABSTRACT (I)1前言 (4)1.1选题目的和义 (4)1.2当今机床的技术发展趋势 (4)1.4设计的主要研究内容 (4)2尾座部分的设计 (6)2.1总体布局 (6)2.2尾座体的设计 (7)2.3尾座顶尖的设计 (7)2.4支撑件的设计 (8)2.5套筒移动的进给机构 (9)2.6导轨设计 (9)2.7操纵机构设计 (8)2.8尾座的结构工艺性 (10)2.9尾架的变速设计 (11)2.10套筒加紧机构的设计 (12)2.11装配结构的工艺性 (12)3尾座相关的设计计算与强度校核 (13)3.1挠度的计算 (13)3.2转角的计算 (14)3.3钻削力的计算与功率 (14)3.4主要零件强度校核 (15)3.4.1键的强度校核 (15)3.4.2齿根弯曲疲劳强度计算 (16)3.4.3齿面接触疲劳强度算 (17)3.4.4压板处螺栓直径的校核 (17)3.5蜗杆传动效率计算........................................................... (18)4尾座精度的设计 (19)4.2尾座与机床形位公差的确定 (19)4.3底面及立导向面形位公差的确定 (19)5结论 (20)参考文献 (21)致谢 (22)1.前言1.1选题目的和意义金属切削机床是用切削的方法将金属毛坯加工成机器零件的机器。
它是用来制造机器的机器,所以又称为“工业母机”或“工具机”,习惯上简称为机床。
金属切削机床是用来加工机器零件的主要设备,约占机器总制造量的40%—60%。
机械制造工业肩负着为国民经济各部门提供现代化技术设备的任务,是国民经济各部门赖以发展的基础,而机床工业则是机械制造上业的基础,一个国家机床上业的技术水平在很大程度上标志着这个国家的上业生产能力和科学技术水平。
所以,金属切削机床在国民经济现代化建设中起着重要的作用。
目前我国批量生产的产品均为由传统的电器液压控制的通用机床,特点是性能良好,基本机械机构合理,但控制和驱动方式落后,仍然属于中、低档产品,机床加工精度能满足各类零件的精加工要求。
而目前国内机床行业的数控机床主要有仿制产品和技术引进产品两大类,仿制产品一般是结构原理与国外机床相同,只是在局部功能与外形尺寸上有一此较大的变动。
而技术引进产品则多数采用了国外进口的数控系统,测量仪器及轴承、滚珠、丝杠等配套件。
所以我国的机床产业今后的努力方向应为加快技术创新,优化组织结构,调整产业结构,提高产品技术档次和质量,努力开发高技术含量和高附加值的相床产品。
今天,为了和最新技术的发展保持同步,机床行业必须不断发展,不断提高和改进元件和系统的性能,以满足日益变化的市场需求。
与世界上主要的工业国家相比,我国的机床工业还是相当落后的,标准化的工作有待于继续做好,优质化的工作须形成声势,智能化的工作则刚刚在准备起步,为此必须急起直追,才能迎头赶上。
可以预见,为满足国民经济发展需要,机床行业也将继续获得飞速的发展,它在各个工业部门中的应用越来越广泛。
在这样一种背景下,我的课题选择为卧式车床尾座结构的设计,用以提高生产效率,产品质量,降低工人劳动强度及降低企业成本。
此外,力求完成课题之余,熟悉国内外机床行业的现状及发展趋势,增强对如何发展民族机床产业的感性认识。
1.2当今机床的技术发展趋势(1)高速高效仍是当今机床的主要发展趋势日本的一些机床制造厂家以金属切除率(cm3/min)来作为其产品的高效标志之一,在评判机床进给速度时也引入了加速度这个概念,因为现代化生产要求不仅机床进给速度快,而且响应变化率也要求高,即需要评估由静止状态至峰值之间的加速度变化情况,如沈阳的B}W60卧式加工心,其加速度为1g,德国DMG公司的85 V立式加工心,最大快进速度为120m/ min,加速度为2 g.国外的加工中心,主轴转速均已达12000r/min—20000r/ min,快速行程为40 m/ min —60 m/ min,换刀时间为1. 5s—3s。
如意大利FIDIA公司的664高速铣床,主轴转速为24000 r/ min;德国Roders公司的RFM760高速铣床,转速高达42000 r/ min,国产数控机床的主转速也普遍提高,如我国沈阳和意大利FIDIA公司的合作产品DIGIT 165高速铣床,转速可达40000 r/ min,上海明精机床有限公司推出的电主轴数控机床H M—077/ 25T和HY—009,其主轴转速也分别达到10000 r/ min和5000 r/ min。
机床高效的另一个标志是复合加工,德国WFL公司的M ILL—T U RN,是一种集车、铣、镗、钻和测量功能于一身的高效率机床。
它既可加工盘类、圆柱类、曲轴类零件,又可加上半类及箱体类零件,其装在刀架滑座上的主轴箱,既可自动换刀进行铣削加工,又可装夹车刀直线进给。
该机床为6轴控制,瑞士MIKRON公司的M ulLisLep 复合加工系统,是组合机床效率与加工心柔性的完美结合。
根据零件对象,其加上单位可以任意组合,在每个单元中都有2个盘状刀具库,当其中一个与主轴换刀时,另一个就寻找下一个刀位,机床配有回转工作台,实现五轴五面加工。
(2)环保机床是21世纪机床的发展重点之一。
当今世界,保护环境,建立可持续发展的生态环境日益受到全世界的重现,日本就已提出今后机床业发展的重点是开发节能和环保机床,日前,该国已拔出专款来研究机床无切削液的课题,日立精机新近推出一种V S50立式加工中心,该产品标记是“ECO. ECO",即环保性和经济性(Ccologyand Economy)。
该机床的滚动体直线导轨,将适量的润滑脂封入润滑块上,可以使其实现长期润滑,这样每年将可省油 (润滑油)100L,对节能和环保很有益处。
V S50还可进行干切削加工,即采用油雾冷却方式,这样每年可省切削液150L,大大降低了对环境的污染及处理废油的成本。
据日本Horkos公司介绍,他们的干切削技术,重点在于改善了刀具和工件材料之间的摩擦性能。
在刀具上常镀M0或一些二硫化物,选用含S和Si的材料,可改善工件材料的机械性能,如日本大为公司(OKUMA)的MA系列机床,已逐步采用干切削技术,使润滑减少20%;并采用油水分离装置使油被分离出来,以防止冷却液的腐蚀,同时采用了油雾,粉尘回收装置使大气污染减少到最低程度。
该系列产品在停止主运行时,液压装置,冷却电机及电磁阀等,都自动切断,从而使机床用电减少。
1.3设计的主要研究内容(1)根据普通卧式车床C6611的整体结构要求,设计出与其相符合的尾座,使其满足精度等众多要求,比如直线度,平面度,垂直度等精度要求。