电液比例速度控制系统设计及特性研究
电液控制系统

电液系统摘要:电液系统具有相应快速、控制灵活等优点而广泛应用于现代工业中,对促进工业发展具有重要的作用。
本文从电液控制系统的建模以及电液元件(伺服阀、比例阀)研究状况、电液系统的未来发展趋势三方面进行了阐述.关键词:电液系统;建模;比例阀;伺服阀;发展趋势1前言18世纪欧洲工业革命时期,多种液压机械装置特别是液压阀得到开发和利用,19世纪液压技术取得进展,包括采用油作为工作流体和采用电来驱动方向控制阀,20世纪50—60年代是电液元件和技术发展的高峰期,在军事应用中得到广泛应用[1]。
液压技术是以液体为工作介质,实现能量传递、转换、分配及控制的一门技术。
液压系统因其响应快、功率体积比较大、抗负载刚度大以及传递运动平稳等优点而广泛应用于冶金、化工、机械制造、航空航天、武器装备等领域[2]。
随着液压技术与微电子技术、传感器技术、计算机控制等技术的结合,电液技术成为现代工程控制中不可或缺的重要技术手段和环节。
电液技术既有电气系统快速响应和控制灵活的优点,又有液压系统输出功率大和抗冲击性好等优点[3]。
韩俊伟对电液伺服系统的发展历史、研究现状和系统集成技术的应用进行了全面阐述,通过介绍电液伺服系统在力学环境模拟实验系统中的应用,分析了电液伺服系统的集成设计,比较了我国在电液伺服系统技术研究中的优劣势,指出电液伺服系统的未来发展趋势与挑战[4]。
许梁等从电液元件、电液控制系统、现代电液控制策略三方面对电液系统进行了阐述,指出了电液发展趋势[5]。
陈刚等从电液元件、电液控制系统、计算机在电液系统中应用、现代控制理论的电液技术方面对电液系统进行了阐述,对于现代控制理论的电液技术,从PID调节、状态反馈控制、自适应控制、变结构控制、模糊逻辑控制、神经网络控制进行了探究[6].本文从电液系统的建模、电液元件(比例阀、伺服阀)、发展趋势研究进行综述.2系统的建模伺服系统是一个由多个环节构成的复杂的动力学系统,而且是一种典型的非线性时变系统。
电液比例流量阀控制复合变量泵的特性研究

出 。模 拟 信 号 可 以用 人 说 话 的 声 音 图像 等 信 息 ,抽 样 器 可 以 用冲激脉冲得到 , 处 理后 出来 的信 号就 是 0和 1的数 字 信 号 。 比如 我 们 对 上 面 图进 行 脉 冲 编 码 调 制 可 得 到 数 字 信 号 。在 按
分析可见 , 2 P S K信 号采 用相 干解 调法 解 调 时 , 较好地克服 了
2 2 P S K数字 调 制及解 调
与模拟通信 相比, 数字通信具有许多优 良的特性 。( 1 ) 数 字传输抗干扰能力强, 尤其在 中继时 , 数字信 号可 以再生而消 除噪声的积 累; ( 2 ) 传输差错可 以控制 , 从而改善 了传输质量;
刘艺美等: 基于 2 P S K无线载波 通信 系统的研 究 制数字基带信号的 1 和 0二进制移相键控信 号的时域表达式为
I C O S (  ̄ C t , 发送概率为P ’ 【 ” l — C O S O 3 C t , 发送概率为1 - 尸
由 上 式 可看 出 , 当发送二进制符号 1 时, 已调 信 号 e 2 p s k ( t ) 取 0 。 相位 , 发 送 二 进 制 符 号 0时 ,e ( I 】 取 1 8 0 。 相 位 。若 用 表 示 第 n个符 号 的 绝对 相 位 , 则 有
( 1 ) 2 P S K 数字 调 制 。 在 二进 制数 字 调 制 中, 当正 弦载 波 的相
参考文献 :
n] 王兴亮擞 字通信原理与技术( 第二版) , 西安电子科技大学
基于PWM控制技术的电液比例阀的研究

基于PWM控制技术的电液比例阀的研究当前进入新的科学技术发展时期,电子技术以及与其相关的信号检测、处理、传输等技术得以提升。
一般而言,在传统掘进机通过电液比例技术结合放大器驱动器以及控制方式,通过通信协议予以完成。
然而在现实中,程序运行和信息校验过程较为复杂,占用大量运行时间,导致比例阀稳定性差,由此引发故障。
为了提升系统运行效果,PWM(脉冲宽度调制)电液比例控制技术被引入。
该技术将输入的信号进行编码,获得对外驱动的控制信令信号,通过数字控制来提升整体稳定性。
为了实现优化控制,依托编码程序控制来对输入的信令来进行跟踪补偿,结合PID控制器来进行调节,对其电磁阀的响应速度、控制精度和开口大小进行优化控制,从而实现系统稳态性能、动态性能等进行很高程度的加强[1]。
1电液比例阀及驱动及其发展现状1.1 电液比例阀及驱动概念作为当前最为先进的控制技术,比例控制电液控制的主要组成为比例电液阀,其实现电子和液压之间的连接,从而能够对复杂指令的处理,以实现稳态可攻至信号的输出,实现优化控制[2]。
比例电液阀从硬件结构看,是一个液压元件,产生与控制阀芯位置成比例的磁力,并通过类似于比例阀芯电磁阀的信令信号来控制载量和压力的响应。
通常,普通液压阀只能控制预定义液体流量的压力和流量。
在这一类控制设备的运行中,采用普通液压阀是难以对控制载量和压力的响应进行自适应调节的[3]。
1.2 电液比例阀及驱动发展现状PWM驱动器广泛应用于自动控制、电气工程等领域。
安装可靠的驱动器对控制系统非常重要[4]。
目前,大多数电动比例阀制造商都配备了一种特殊的驱动装置——比例放大器。
该机械部件会在断电的过程中出现比例设置放大器驱动阀负载,这导致两端的应力尖头释放非常高。
由开关组成的PWM驱动器的优缺点不仅关系到设备本身,也关系到负载性质等因素,电源电路稳定性等。
在该电路中,负载驱动器的比例PWM阀是一个感应负载,穿过电路的线路包含感应散射。
电液伺服系统的建模与控制研究

电液伺服系统的建模与控制研究引言:电液伺服系统(Electro-Hydraulic Servo System)是一种广泛应用于机械领域的控制系统,其通过电气信号控制液压元件,实现对物体位置、速度和力的精确控制。
随着工业自动化技术的不断发展,电液伺服系统在工业生产中的重要性越来越突出。
本文将从电液伺服系统的建模与控制两个方面展开研究,深入探讨其原理和应用。
一、电液伺服系统的建模电液伺服系统的建模是研究其工作原理和特性的基础。
建模是将实际系统转化为数学模型,通过模型分析和仿真研究系统的性能。
电液伺服系统的建模过程涉及到液压传动、机械传动、电气传动以及控制算法等多个方面。
1. 液压传动的建模液压传动是电液伺服系统中最关键的部分,其负责将电信号转化为液压信号,并通过液压元件传递给执行机构。
液压元件包括液压泵、阀门、缸筒等。
液压泵将液体加压,并通过阀门控制液体的流动。
液压缸通过泵送的压力作用,实现对物体位置、速度和力的控制。
液压传动的建模需要考虑压力、流量、阀门开度等方面的变化,利用流体力学和控制理论进行数学描述。
2. 机械传动的建模机械传动是将液压力转化为机械力,实现力的传递和位置的控制。
机械传动包括齿轮传动、皮带传动、曲柄机构等,其目的是将液压系统提供的力矩和转速传递给负载。
机械传动的建模需要考虑传动效率、摩擦损耗等因素,通过机械动力学和力学原理进行数学描述。
3. 电气传动的建模电气传动是将输入信号转化为电气信号,并通过电子元件和电机来实现力和速度的控制。
电气传动包括信号转换、功率放大、速度控制等。
常见的电气传动元件有电阻、电容、电感等,电机则是实现力和速度控制的核心部件。
电气传动的建模需要考虑电路理论和电机原理,通过电路分析和电机模型进行数学描述。
4. 控制算法的建模控制算法是电液伺服系统中实现控制和调节的关键。
常见的控制算法有比例控制、PID控制、模糊控制等。
控制算法的建模需要考虑系统的动态特性和控制目标,通过控制理论和信号处理进行数学描述。
基于PWM控制技术的电液比例阀的研究
L I Guang - bin , ZHANG Xue - mei , ZHAO Guang , L IU Zhi - hai (Shandong University of Science and Technology , Qingdao 266510 , China)
电液比例控制的核心是控制电液比例阀的电 流 。模拟式控制功率输出极到比例阀线圈的电流是 连续电流 ,电子功率器件功耗大 ,需加装散热装置 。
而 PWM 控制功率输出极为开关型结构 , 功耗小 , PWM 信号中包含了同频率的脉动量 ,无需另加颤振 信号 ,抗干扰 、抗污染能力强 ,滞后时间短 、重复精度 高 。由于采用数控形式 ,与计算机或微机的连接方 便 ,可实现程序控制 。 1 电液比例阀的结构控制器特点
比例阀的结构简图如图 1 所示 ,是一个三通阀 。 2 个比例电磁铁分别控制阀芯 2 个方向的运动 ,两 端分别有对中复位弹簧 。在有些使用场合时也可当 二通阀用作阀口 ,并对称地分为 2 组 ,在轴线方向相 对错开一定的距离 ,既保持了较高的分辨率 ,又获得 了较大的控制流量输出 。比例电磁铁能根据电流的
t = kT + Th 和 t = ( k + 1) T ( k = 0 ,1 ,2 …) 时刻
的电流值分别为
I + d I = UΠRL + ( I - d I - UΠRL ) e - DTΠτ I - d I = ( I + d I) e - T(1 - D)Πτ
解得
I
=
2
U RL
(1 -
文章编号 :100320794 (2006) 1120116203
浅谈乳化液混合器
电液比例泵控试验系统控制特性研究

t f t e s s e a e a ay e n h o i o h y t m r n l z d a d t e c mp u d c n r l ta e y b s d o r p r in lf w( c o n o to r t g a e n p o o t a l s o o Q)a d p o o — n r p r
第 3 期 21 O O年 6月
雷 达 科 学 与 技 术
R adar Sc i ence nd echnol a T ogy
Vo18 N o 3 . . J e2 0 un 01
电液 比例 泵 控 试 验 系 统 控 制 特 性 研 究
彭 国朋 。周 建 华
( 京 电子 技 术 研 究 所 ,江苏 南 京 2 0 3 ) 南 1 0 9 摘 要 : 据 雷 达 天 线 车 液 压 系统 的 工 作 特 点 , 建 了一 套 电 液 比例 泵 控 试 验 系统 , 对 系 统 的 工 况 根 搭 并
PENG o p n Gu — e g,ZHOU in h a Ja — u
( n i gRee rh I si t o e to isT c n lg Na j n sa c n t ue f El r n c e h oo y,Na jn l 0 9 h n ) t c n ig 2 0 3 ,C ia Ab ta t Ac o d n o t eo e a i g c a a t rs i o h d a l y t m o a a n e n e il ,a sr c : c r i g t h p r t h r c e i t f ehy r u i s s e f rr d ra t n a v h ce n n c t c
基于C240运动控制器的电液伺服系统控制的研究
的影响 [] 流体传 动与控制 , 1 ,1. J. 2 1() 0
[ ] 张伟. 4 基于冷连 轧过 程的虚 拟轧制关键技 术研究 [ . D] 秦
皇岛 : 山大学 ,04 3 4 . 燕 2 0 .5— 8
[ ] 王琳 , 5 曹瑞 涛 , 长印. 冯 蓄能器 的基本 参数确定 及其 特性
F ENG o,TONG ix Ta Zh —ue,W ANG Gua g li n —e
( 西安建筑科技大学 机 电工程学 院陕西 西安
7 05 ) 10 5
摘
要 : 对 液压 电磁 比例 方 向阀存 在死 区的特性 影 响控制 稳 定性和 动 态性 , 比例 方向 阀的特 性进 行 针 对
了实验测 定 , 到 了比例 方向 阀较 准确 的特性 曲线 。根 据 实验 曲线 对测试 结 果进行 了分析 , 出了一 种利 用 得 提 实测 的 阀的特 性 曲线作 为控 制补 偿 曲线 , 并基 于 某公 司运 动控 制 器 C 4 2 0的 电液 比例 方 向控 制 的调 节 方 法 。
差调 节 的 闭环控 制方 式 。 本 文研 究 了一种 基 于 运 动控 制 器 C 4 20的液 压伺
向时都会出现大的滞后性和冲击 , 这样就导致给定输
出与执 行 速 度 之 间 的 关 系 并 不 是 线 形 的 ( 图 2所 如
示) 。一 旦我 们还 以控 制 线 性 电气 轴 的模 型来 控 制 非 线性 液 压轴 , 速度 会非 常不 稳定 , 而且 位置 闭环会 不 停
度控制 , 达到了较高的控制精度和响应速度。 1 电液伺 服 系统 简介 电液伺服 系统 以其 响应速度 快 ( 相对 于机 械系 统 ) 负载 刚度 大 、 、 控制 功 率 大 等 独特 的优 点 在工 业 控
三位四通电液比例阀控缸动力机构的数学建模
+
ξ 2
( 1)
s +1
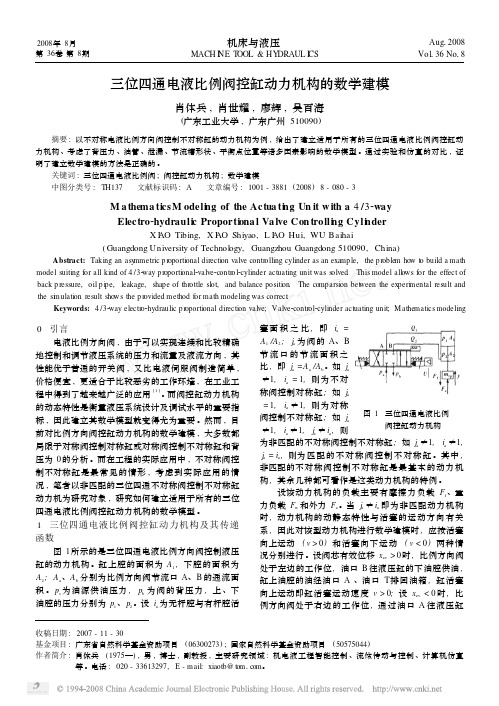
式中 : Cd 为比例阀节流口的流量系数 ; pL0为系统平衡点的负载压力 ; ρ 为油液的密度 ; w b0为动力机构位于平衡点时节流口 B 的面积 梯度 ( m ) 。 ( 1 ) 面积梯度的计算 比例方向阀的节流口一般由在圆周方向均匀分布 的几个节流槽组成 。面积梯度与阀芯节流槽的形状有 关 , 常见的比例方向阀节流槽的形状有三角形 、矩形 和半圆形等几种 。 节流口 B 的面积梯度为 9A b ( 6) w b0 = = nb w i 9xev x = x 其中 : xev0为动力机构的平衡点的有效阀芯位移 , nb 为节流口 B 的节流槽的数目 , w i 为节流槽的面积梯 度。 当节流槽为矩形时 , 其面积梯度 w i 为常数 , 计 算公式为
Abstract: Taking an asymmetric p roportional direction valve controlling cylinder as an examp le, the p roblem how to build a math model suiting for all kind of 4 /3 2 way p roportional2valve 2control2cylinder actuating unit was solved. back p ressure, oil p ipe, leakage, shape of throttle slot, and balance position. the sim ulation result show s the p rovided method for math modeling was correct . Keywords: 4 /3 2 way electro 2hydraulic p roportional direction valve; Valve 2control2cylinder actuating unit; M athematics modeling This model allow s for the effect of The comparsion betw een the experi m ental result and
《电液比例阀用电磁铁输出特性的理论分析及试验研究》范文

《电液比例阀用电磁铁输出特性的理论分析及试验研究》篇一一、引言电液比例阀作为液压传动系统中的重要组成部分,其性能的优劣直接关系到整个系统的稳定性和可靠性。
电磁铁作为电液比例阀的核心部件,其输出特性对阀的响应速度、精度和稳定性有着重要影响。
因此,对电液比例阀用电磁铁的输出特性进行理论分析和试验研究具有重要的现实意义。
本文首先对电磁铁的工作原理和输出特性进行理论分析,然后通过实验研究其性能,为电液比例阀的设计和优化提供理论依据。
二、电磁铁的工作原理及输出特性理论分析1. 电磁铁的工作原理电磁铁主要由铁芯、线圈和电路板等部分组成。
当线圈中通入电流时,会产生磁场,磁场与铁芯相互作用,使铁芯产生磁化,从而产生吸力。
通过控制电流的大小和方向,可以控制电磁铁的吸力和动作状态。
2. 电磁铁的输出特性电磁铁的输出特性主要包括输出力、响应速度和稳定性等。
输出力与线圈中的电流大小、铁芯的材质和尺寸等因素有关;响应速度与电路板的控制性能、线圈的电阻和电感等因素有关;稳定性则受到电磁铁的制造工艺和材料性能的影响。
三、试验研究1. 试验设备及方法本实验采用电液比例阀用电磁铁作为研究对象,通过改变电流大小和方向,观察电磁铁的输出特性和动作状态。
实验设备包括电磁铁、电源、传感器、数据采集器等。
实验方法包括静态测试和动态测试两种。
2. 静态测试静态测试主要用于测量电磁铁的输出力与电流之间的关系。
在一定的温度和压力条件下,改变线圈中的电流大小,通过传感器测量电磁铁的输出力,并记录数据。
通过分析数据,可以得到电磁铁的输出力与电流之间的线性关系,为后续的动态测试提供基础。
3. 动态测试动态测试主要用于测量电磁铁的响应速度和稳定性。
在电路板的控制下,改变电流的大小和方向,观察电磁铁的动作状态,并使用数据采集器记录相关数据。
通过分析数据,可以得到电磁铁的响应速度、动作时间和稳定性等性能指标。
四、实验结果及分析1. 实验结果通过实验测试,我们得到了电液比例阀用电磁铁的输出力与电流之间的关系曲线,以及响应速度和稳定性等性能指标数据。
大流量插装式比例节流阀的特性研究

学特性 , 应用仿真软件 S i m u l a i t o n X建立 比例节 流阀
仿 真模 型 , 其 中包括 主 阀 的建模 、 先 导 阀 的建 模 、 电子
图2 工作 原理 图
控制部分的建模 , 动力 源泵 和加载 阀。仿真模型如 图 4 a 所示 。采用 P r o / E软件对研究对象建立三维模型 , 通过 S i m u l a i t o n X中与 P r o / E的接 口导人仿真模型 , 如
关键 词 : 电闭环 ; 比例 节流 阀 ; S i m u l a t i o n X 中图分 类号 : T H1 3 7 . 5 2 2 文献 标 志码 : B 文章 编号 : 1 0 0 0 - 4 8 5 8 ( 2 0 1 3 ) 0 7 - 0 0 8 9 - 0 3
引 言
图4 b所示 。首先 分析 其稳 态负 载特性 、 稳 态控 制 特和
移, 先 导流量 增 大时控 制 腔压力 也 随之增 大 , 直至 主 阀 受 力平 衡 。即 当先导 阀芯 所受 弹簧 力 和 电磁 力相 平衡 时, 主 阀稳 定在 某一平 衡 点上 , 主 阀芯位 移按 照 电输入 信号 成 比例进 行调 节 。在 电磁 铁 取 消 控 制 时 , 先 导 阀
围大 , 可抑 制 除负 载压力 变 化外 的干扰 , 具 有很 好 的控
1 . 阀套 2 . 阀芯 3 . 先导阀 4 . 盖板
5 . 比例 电磁铁 6 . 位移传感器
图 1 插装式节流 阀结构简 图
工作 原 理如 图 2所 示 , 在不操 作 电磁 铁 的情 况 下 ,
制精度和动态响应特性 , 反馈增益调节方便 , 而且在电 闭环通道出现故 障时在开环控制下能继 续工作 , 仍 可 连续控制阀的开 口量 , 提高 了系统 的可靠性。P I D调 节用来改善其稳动态特性 。
雷达天线车电液比例泵控系统控制特性分析与仿真研究

须提高效 率 , 达到节 能环保 的 目的。
地 面雷达 机动 性要 求越 来 越 高 , 得雷 达天 线 使
车 系统机构 动作 越来 越 多且 复 杂化 , 比例 泵控 技 术 能够很好 的满足 雷达 天 线车 液 压 系统 不 同压 力 、 不 同流量 的多动作 需求 , 力 损失 小 , 率 高 , 节能 压 效 是
d ra tn a v h c a ne n e i1
1 引言
现代工 业 的发 展 , 对环保 节 能技 术 的大量 需求 已成必 然趋势 , 而液压传 动技术是 工业 自动化 、 能 智 化必不 可少 的重要 组 成部 分 , 因而对 液 压技 术 提 出 了更高 的要 求 , 了要 解决 泄漏及 寿命 问题外 , 除 还必
Pe g Gu p n n oe g
( aj gR s rhIstt o l t n sTc nl y N ni e ac ntue fEe r i e o g , n e i co c h o
n 10 3 g2 0 1 )
Absr c :On t e b sso o to h r ce itc a ay i fe e to h d a i r p rin lpu o to y tm o ta t h a i fc n r lc aa trsi n lsso lcr ・ y rul p o o t a mp c n r ls se fra c o
雷 达天线 车 电液 比例 泵控 系统控 制 特性 分 析 与仿 真研 究
彭 国朋
( 南京 电子技 术研 究所 南京 20 1 ) 10 3
【 摘要】 通过对雷达天线车电液 比例泵控 系统控制特性的分析 , 设计 了一种基于神经 网络的 自适应
中型挖掘机正流量控制特性的分析与改进

械 工 程 师,0 7 ( . 20 ,) 4 【 孔 德 文 , 克 利 , 宁 生 , 液压 挖 掘 机【 . 京 : 学 工 业 出 5 ] 赵 徐 等. M】 北 化
版 社 .O 7 2o.
到挖装 机 中。 参 考 文 献
[】 康 宝 生 . 道 挖 装 机 的 使 用 管 理 与 国 产 开 发 [. 筑 机 械 化 2 ; 3 0 4
002) 3 0 4
要 : 析 了 双 执 行 机 构 的 正流 量 控 制 原 理 , 分 重点 从 三个 方 面对 正 流 量 控 制 特 性 进 行 了 研究 : 先 分 析 了挖 掘 机 调 速 区 间 , 用 了 能 首 采
满 足 精 调 特 性 和 快 速 特 性 的双 折 线 式 调 速 曲 线 , 以此 曲线 作 为 调 速 特性 的 设 计 目标 ; 者从 调 速 区 的 大 小 、 调 特 性 和快 速特 性 三 方 再 精
是 液压 系统 与 电控 系 统 ( 要 由压 力传 感 器 、 制 器 、 主 控 电液 比例 阀组成 ) 体化 。正 流量 电液 系统 一方 面可 以 一
对 多 样化 工 况 作 出准 确判 断 .按 预 定方 案进 行 合理 的 实 时半智 能 或 智能 控 制 ;另 一方 面 可使 正 流量 控 制本 身 的诸 多 优点 ( 能性 好 、 节 响应 速 度快 、 动 死 区小 等 ) 起
基于PWM控制技术的电液比例阀的研究_李光彬
文章编号:1003-0794(2006)11-0114-03基于PWM 控制技术的电液比例阀的研究李光彬,张雪梅,赵 光,刘志海(山东科技大学,山东青岛266510)摘要:介绍了基于PW M(Pulse Width Modulation)技术控制的电液比例阀的特点和原理。
分析了占空比D 与平均电流I 之间的关系,并对一基于PW M 控制的电液比例阀的流量特性曲线进行了分析。
提出了通过改进PW M 技术以改善液压控制系统的动态性能,提高控制精度的一般方法。
关键词:电液比例阀;PW M 控制;占空比;平均电流中图号:TH137152文献标志码:AResearch of Electronic -hydraulic Proportional Valve Based onPW M Control TechnologyLI Guang -bin ,ZHANG Xue -mei ,ZHAO Guang ,LIU Zhi -hai (Shandong Universi ty of Science and Technology ,Qi ngdao 266510,China)Abstract :The characteristic and principle of electronic-hydraulic proportional valve based on PW M (Pulse Width Modulation)control technology is introduced.The relations between duty ratio (D )and average current (I )is discussed,and it analyzes the flow characteristic curve of electronic-hydraulic proportional valve based on PW M(Pulse Width Modulation)control technology.In order to improve the dynamic characteristic and pre -cision of hydraulic control system,it puts for ward the common method by developing PW M technology.Key words :electronic-hydraulic proportional valve;PW M control;duty ratio,average current 0 引言电液比例阀是在传统的液压阀基础上采用廉价而可靠的螺管式比例电磁铁进行控制,构成比例溢流阀、比例流量阀、比例方向阀等。
浅谈电液控制技术的研究现状与发展趋势
浅谈电液控制技术的研究现状与发展趋势摘要:液压控制系统是在液压传动系统和自动控制技术与理论控制的基础上发展起来的,它包括机械-液压控制系统,电气-液压控制系统和气动-液压控制系统等多种类型。
电液控制系统是电气-液压控制系统的简称,是指以电液伺服阀,电液比例阀或数字控制阀作为电液控制元件的阀控液压系统和以电液伺服或比例变量泵为动力元件的泵控液压系统,它是液压控制中的主流系统。
关键词:液压控制自动控制研究现状发展趋势一、背景电液控制技术是液压技术的一个重要分支,主要表现为电液伺服控制技术和电液比例控制技术。
液压控制技术的快速发展始于18世纪欧洲工业革命时期,在此期间,包括液压阀在内的多种液压机械装置得到很好的开发和利用。
19 世纪初液压技术取得了一些重大的进展,其中包括采用油作为工作流体及首次用电来驱动方向控制阀等[2] 。
第二次世界大战期间及战后,电液技术的发展加快,主要是为了满足军事装备的需求。
到了20世纪50~60 年代,电液元件和技术达到了发展的高峰期,电液伺服阀控制技术在军事应用中大显身手,特别是在航空航天上的应用。
50至60年代早期,电液控制技术在非军事工业中得到了越来越多的应用,最主要的是机床工业,其次是工程机械。
在以后几十年中,电液控制技术的工业应用又进一步扩展到工业机器人控制、塑料加工、地质和矿藏探测、燃气或蒸汽涡轮控制及可移动设备的自动化等领域。
70年代,随着集成电路的问世及其后微处理器的诞生,基于集成电路的控制电子器件和装置广泛应用于电液控制技术领域。
二、相关技术电液伺服系统是一种由电信号处理装置和液压动力机构组成的反馈控制系统。
最常见的有电液位置伺服系统、电液力(或力矩)控制系统。
液压伺服系统以其响应速度快、负载刚度大、控制功率大等独特的优点在工业控制中得到了广泛的应用,其相关技术如下:1.电液比例控制技术电液比例控制技术是适应开发一种可靠、价廉、控制精度和响应特性均能满足工程技术实际需要的电液控制技术的要求,从60 年代末迅速发展起来的[7] 。
基于钢板弹簧疲劳检测的新型汽车结构试验台电液比例控制系统动态特性研究
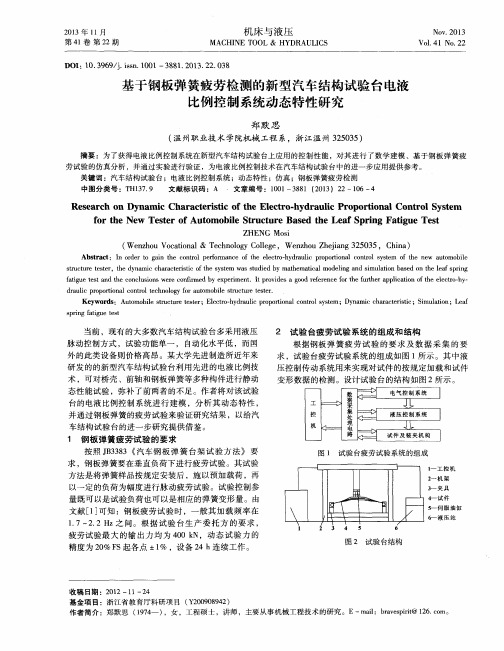
脉动控制方式 ,试 验功能单一 ,自动化水平低 ,而 国 外 的此类设备则价格高 昂。某大学先进制造所近年来 研发 的的新 型汽车结构试验 台利用先进 的电液 比例技 术 ,可对桥壳 、前 轴和钢板 弹簧 等多种构件进行静动 态性能试验 ,弥补了前两者的不 足。作 者将对该试验 台的电液 比例控制 系统进行 建模 ,分 析其 动态特 性 , 并通过钢板 弹簧 的疲劳试验来验证研究结果 ,以给汽 车结构试验台的进一步研究 提供借 鉴。
f o r t h e Ne w Te s t e r o f Au t o mo b i l e S t r u c t u r e Ba s e d t he Le a f S p r i n g Fa t i g u e Te s t
ZHENG Mo s i
基 于 钢板 弹 簧 疲 劳检 测 的新 型 汽 车 结构 试验 台 电液 比例 控制 系统动 态 特性 研 究
郑 默 思
( 温州职 业技 术 学院机械 工 程 系,浙 江温 州 3 2 5 0 3 5 )
摘要 :为了获得电液 比例控制系统在新型汽车结构试验 台上应用 的控 制性能 ,对其 进行 了数学建 模 、基于 钢板弹簧 疲
2 0 1 3年 1 1 月
机床与液压
MACHI NE T OOL & HYDRAULI CS
NO V . 2 01 3 Vo 1 . 4l No . 2 2
第4 1 卷 第2 2期
D OI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 2 2 . 0 3 8
劳试验 的仿真分析 ,并通过实验进行验证 ,为 电液 比例控制技术在 汽车结构试验 台中的进 一步应用提供参考 。
电液比例阀的研究综述及发展趋势

文章编号: 1005—0329(2008)08—0032—06技术进展电液比例阀的研究综述及发展趋势张 弓,于兰英,吴文海,柯 坚(西南交通大学,四川成都 610031)摘 要: 电液比例阀是电液比例控制技术的核心元件,它按照输入电信号指令,连续成比例地控制液压系统的压力、流量或方向等参数。
综述了比例压力阀和比例流量阀国内外的研究进展,并且对比例阀未来的发展趋势进行了展望。
关键词: 电液比例阀;比例压力阀;比例流量阀;综述中图分类号: TH137.52 文献标识码: ARev i ew and D evelop m en t Trend of Electro2hydrauli c Proporti ona l Va lveZHANG Gong,Y U Lan2ying,WU W en2hai,KE J ian(South west J iaot ong University,Chengdu610031,China)Abstract: Electr o2hydraulic p r oporti onal valve is the key component in electr o2hydraulic p r oporti onal contr ol technique,accord2 ing t o the input electric signal,the para meters such as p ressure,fl ow and directi on of hydraulic system are contr olled continuous2 ly and p r oporti onally.An over revie w of the p r oporti onal p ressure valve and p r oporti onal fl ow valve at home and abr oad is su mma2 rized.Finally,the devel poment trend of p r oporti onal valve is discussed.Key words: electr o2hydraulic p r oporti onal valve;p r oporti onal p ressure valve;p r oporti onal fl ow valve;revie w1 前言电液比例阀,是电液比例控制技术的核心和主要功率放大元件,代表了流体控制技术的发展方向[1]。
《机械制造》2011年总目次
| 蛹轰 ◆ t 专 导
|
嶙 入
基于 A RM 的 四足 机 器 人 分 层 控 制 系 统 … … … … … … … … … … … … … 彭 为 蒋 蓁 种 仿 人 机 械 手 的正 运 动 学 分析 … … 任 燕 宏 韩 致 信
一
董金 秋 ( -) 1 4 严 镭 ( .) 1 6 基 于 U 的 冲 床 机 械 手 动 力 学 仿 真 … 郭 建 设 孙 广 标 张 云 鹏 等 ( .) G 1 9 H 型 风 轮 气 动 载 荷 的 计 算 研 究 … 沈 寿 林 葛俊 旭 粱 鹏 等 ( . ) 11 3 基 于 Fun 的 泵 的 液 压 结 构 流 体 let 分 析 … … … … … … . … … … . 三 武 蒋 益 飞 毛 龙 等 ( . ) … .王 11 7 基 于 A AMS的摇 摆 式 输 送 机 运 动 学 与动 力 学 D 分析 … …………… …………… 蒙伟安 穆塔里夫 ・ 赫迈德(. ) 阿 11 9
王建江 先
…
i  ̄ P ) : AMES m 估 盲
…
…
脯 百
…
.
…
…
… …余 鸿 李 涛 . … .江 萋 奠 苎- 机 马静 彭凯 (9 等 . 8) 1
… … … … … … … … … …
机 造4 第5 期 械制 9 6 8
21 /2 0 1 1
a
设 计 … … … … … … … … … … … 代 元 军 陆 亦工 孙 玉 新 等 ( .2 71 ) 4 自由 度 简 易 焊 接 机 械 手结 构 稳定 性 分析 … 黄 荣 肖 勇 ( .6 71 )
超 细 粉 碎 分 级 机 二 次 进 风 口结 构对 分级 性 能影 响 的 数 值 模 拟 … … … … … … … … … … 侯 运 丰 卢 周 丽 叶 旺盛 (.9 71 ) 脉 冲 器 电 磁 阀 的 优 化 设计 … … … 史宏 江 周 智 勇 李 铁 军 等 (.2 72 )
高速开关阀先导驱动高水基大流量比例调速阀的设计与仿真

高速开关阀先导驱动高水基大流量比例调速阀的设计与仿真李永安;朱明亮;王宏伟;付翔
【期刊名称】《液压与气动》
【年(卷),期】2024(48)2
【摘要】在智能综采工作面生产工程中,液压支架在移架和推溜的过程中经常会遭遇不稳定负载,传统开关式的电液控制元件无法对推溜油缸进行速度调控,导致推溜油缸位置控制困难,影响了刮板机的调直度,从而制约了智能综采装备的应用效率。
针对这一问题,考虑到煤矿乳化液介质低黏度、润滑性差等特征,设计了一种高速开关阀作为先导阀的高水基高压大流量比例调速阀,建立了阀的数学模型,根据调速阀的内部结构及工作原理建立其AMESim仿真模型,对影响节流阀阀芯位置闭环控制特性、调速阀压差-流量特性进行仿真分析。
仿真表明,A型先导液桥对主阀芯的响应具有更好的性能,主阀下控制腔容积、复位弹簧刚度对阀芯的响应速度、稳定性有一定影响。
总体而言,调速阀具有较好的流量调节刚度,功能和性能达到了预期设计要求。
【总页数】8页(P60-67)
【作者】李永安;朱明亮;王宏伟;付翔
【作者单位】山西省煤矿智能装备工程研究中心;太原理工大学机械与运载工程学院;智能采矿装备技术全国重点实验室;太原理工大学矿业工程学院
【正文语种】中文
【中图分类】TH137.7
【相关文献】
1.新型大流量高水基电液比例换向阀的设计和研究
2.基于先导高速开关阀控比例阀的仿真研究
3.带有高速开关阀的先导式电/气比例阀仿真分析
4.基于系统的高水基先导阀压力流量特性建模与仿真
5.奏好课堂精彩教学的“序曲”——小学高年级基于小说文体意识的预习单指导
因版权原因,仅展示原文概要,查看原文内容请购买。
先导式电液比例溢流阀的动态特性研究

上。 只要 先导 油 的压力 不 足 以使 先 导 阀芯打 开 , 主阀 芯 上下 腔 的压力 就 相 等 , 而 主 阀 芯保 持 关 闭状 态 。当 从
系统 压力 超 过 比例 电磁 铁 的设 定值 , 先导 阀芯 开启 。 主
{ } { * . } + 手} { } } } {} —* — 剞一 * * * *
事 流体传动 与控 制( 液压 ) 工程机械 、 、 在线 状态监 测与故 障诊 断方 面的教学与科研工作 。
* * * “一 {÷ * { ÷
及压 力分 布有直 接 的关 系 ; ( )在挡板 位置 能 量 耗 散最 大 , 能 量 损 失最 大 2 是
主 阀流场 的可视化 仿真 [ ] 武汉 科 技大 学学 报 ,0 0 J. 21 ,
( ) 3 7— 0 . 3 :0 3 9
[ ] 王福军. 4 计算 流体动力 学分析 [ . 京 : 华大学 出版 M] 北 清
社 ,0 4 20.
[ ] 韩 占忠 , Fun 流体 工程仿 真计算 实例 与应 用 [ . 5 等. let M]
阀 芯上部 的压 力 由于 阻尼孔 R 的作 用而 下 降 , 致 主 导 阀芯 开启 , 现溢 流作 用 。 实
1 9、 1 压 缩 容 积 、 1.
28油箱 、.
3 主阀芯 .
4 主 阀芯 质 量 .
5 先导 阀芯 . 1. O 固定阻尼孔
6 位移传感器 .
7 先导 阀芯质量 . 1. 3 固定阻尼孑 L R1
处 理 , 现 复杂 的控制功 能 。 同时 它具有 抗 污染 、 实 响应 较 快 的优 点 。在 液 压 控 制 工 程 中获 得 越 来 越 广 泛 的
比例液压位置控制系统的设计与分析

随着现代工 业 的飞速发 展 ,电液 比例技 术 已广 泛应用 于精度 要求较 高 的机械 加工 、冶金 和装备 制造等 行业. 在这些行 业 中 ,很 多液压 设备 都需要 实现精 确 的位 置 控制 ,以获 得精 密 的 工件 和完 成 精 细 的工作 ,
[] 吴 昌海 ,谢 乐 添 .比例 液 压 技 术 在 2 进 梁改 进 中 的应 用 口] 2 步 .液 压气 动 与 密封 ,2 1 , (2 :4 — 5. 00 1 ) 9 0 [] 王 春 行 . 液 压 控 制 系 统 [ . 北 京 :机械 工 业 出版 社 ,2 1. 3 M] 01 [] 刘 保 杰 ,强 宝 民 ,权 辉 . 电液 比例 位 置 控 制 系 统 建模 与仿 真 f] 液压 气 动 与 密 封 ,2 1 , (1 :4 — 4 4 J. 01 1) 5 8
f c i nd pe f r a c . un ton a ro m n e
Ke o d :p op r i n;hy r ulc osto on r l y t m y W r s r o to d a i ;p ii n c t o ;s s e
( 稿 人 马 文 龙 ,责 任 编 辑 审
一
械设备 上工作 部件 的运动方 向 ,而且 可对其作 用力 和运动速度 进行 无级调 节. 此外 ,还可 以对相应 的时问 过程 ( 例如在一 段时 间 内流 量 、 速度 或减速 度的变化 等) 加 进行 连续调 节.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电液比例速度控制系统的设计及特性研究
【摘要】作为工业自动化领域的一项关键性技术,流体传动及控制技术同时在机电一体化技术中占据着重要地位,此技术一大极具发展前景的分支就是电液比例控制技术,本文将对电液比例速度控制系统设计及特性进行分析和阐述。
【关键词】电液比例速度控制系统;设计;流体传动及控制技术0.引言
随着工业自动化进程的推进,流体传动及控制技术取得相应发展,并逐渐成为机电一体化技术的重要组成部分,其中一项极具发展前景的分支就是电液比例控制技术。
当前利用电液比例阀组建闭环控制系统还处于初期探索阶段,相关的设计理论有待进一步完善,对电液比例速度控制系统进行研究具有重要的理论及实践意义。
流体传动及控制技术已经成为工业自动化的重要技术,是机电一体化技术的核心组成之一。
而电液比例控制是该门技术中最具生命力的一个分支。
比例元件对介质清洁度要求不高,价廉,所提供的静、动态响应能够满足大部分工业领域的使用要求,在某些方面已经毫不逊色于伺服阀。
比例控制技术具有广阔的工业应用前景。
但,目前在实际工程应用中使用电液比例阀构建闭环控制系统的还不多,其设计理论不够完善,有待进一步的探索,因此,对这种比例闭环控制系统的研究有重要的理论价值和实践意义。
本论文以铜电解阳极自动生产线中的主要设备——铣耳机作为研究对象,在分
析铣耳机组各构成部件的基础上,首先重点分析了铣耳机的关键零件——铣刀的几何参数、结构及切削性能,并进行了实验。
1.电液比例速度控制系统设计及特性分析
本文主要以液压机电液比例速度控制系统为研究对象。
所谓液压机,即借助液体压力实现能量的传递,进而完成相关压力加工工艺的机床。
随着技术的不断进步以及一系列新工艺的相继问世,液压机在金属及非金属成形方面得到广泛应用。
压制速度是液压机的一项关键性参数,压制速度控制方式及精度是对液压机做出评判的关键指标,对产品质量以及效率具有重要影响。
以相关技术参数及液压机制动动作顺序作为电液比例速度控制
系统设计的主要依据。
通过调节伺服比例阀主阀芯开度,会对液压缸位移的改变产生一定的影响,并且与压制速度的高低之间具有一定的联系。
液压缸中安装有位移传感器,其主要作用在于对位移信号进行检测,将位移信号转换为速度信号,将其与预先设定的信号加以对比,在此基础上借助计算机进行一定的处理,伺服比例阀放大器主要是借助模拟量输出通道加以驱动的,这样液压缸中所进入的流量将会有所改变,最终确保能够按照预期速度完成压制。
在系统工作流程当中,考虑到流量、行程以及压力等方面因素,在具体的设计环节选择恒功率变量柱塞泵作为系统的主驱动泵。
在所有性能当中,最关键的一项当属产生足够大吨位压力以实现产品在工艺方面的需求,鉴于此,本研究以25mpa为系统工作压力。
在工作流程当中,产品质量与保压之间具有直接关联,为确保系统
压力的精准度,避免系统出现较大幅度的振动以及液压冲击现象对系统稳定性及准确性产生负面影响,并确保产品质量符合相关标准,笔者在此所设计的保压回路是由单向阀予以控制,卸压回路则是由顺序阀及液压单向阀共同进行控制,相关动作顺序对应的信号主要是借助计算机进行收集,并以所收集到的动作顺序信号为基础,构建起相应的闭环控制系统,这样,可以有效避免在具体工作过程当中,液压机进行相关动作顺序换接时产生较大幅度的振动,产品质量也得到可靠保障。
电液比例速度控制系统具体的工作顺序为:第一,初始化。
接通电源,启动系统动力装置以及恒功率变量柱塞泵,通过对二位二通电磁换向阀1dt以及5dt进行调整,就会得到与之相对应的工作压力,从而确保系统在压力方面的要求得以满足,并且为相关工艺要求的实现奠定基础;第二,快进,在伺服比例阀电磁铁2dt一端接通电源的情况下,对电压进行适当的调整,以确保阀芯开口维持在适当的程度。
通过伺服阀,压力油可以进入液压缸中的无杆腔,并对活塞杆产生一定的作用,进而使其保持快进状态;第三,慢进,安装在液压缸中的位移传感器会在活塞杆到达既定位置的时候获取相应的位移信号,借助计算机对位移信号进行转换,以确保将2dt 端的电压值维持在适当的范围中,活塞杆此时将处于慢进状态,从而有效防止由于快进所导致的振动机冲击等问题的出现;第四,工进,压力值会在活塞杆与加工零件接触的时候,会在短时间出现大幅度上升,压力值的这种改变会及时被压力传感器检测到,借助计
算机进行处理,将2dt一端的压力予以一定程度的上调,以确保系统可以维持在工进的状态;第五,保压,随着活塞杆的不断下行,在其触及到事先设定好的第二个位移点的时候,相应的位移信号将会被位移传感器所获取,并发送至计算机系统,并对2dt电压进行调整,这样系统将维持保压状态,并以事先所设定的程序对保压时间予以控制;第六,卸压,当所设定的保压时间结束后,系统便自动进入到卸压环节,与此同时,1dt处于断电状态,而3dt端将会处于通电状态,二位二通电磁换向阀、液控单向阀以及节流调速阀会联合发挥一定的调节作用,在其影响下,无杆腔将会进入到卸压状态;第七,快退,活塞杆继续下行, 3dt端所对应的电压值将会出现一定程度的提升,与此同时,1dt端以及4dt也会继续保持通电状态,活塞杆会处于快退状态;第八,活塞杆达到最初位置并处于静止状态。
2.结语
比例元件成本较低,在介质清洁度方面没有特殊要求,并且可以很好的满足工业领域对静态及动态响应的需求,在工业领域拥有较为乐观的发展前景。
电液比例速度控制系统的研究具有重要的理论及实践指导意义。
【参考文献】
[1]袁锐波.电液比例施力控制系统的设计及动态特性研究.昆明理工大学,发表时间:2001.06.30
[2]贺鹏.电液比例速度控制系统的设计及特性研究.昆明理工
大学,发表时间:2002.03.01.
[3]史维祥.流体传动及控制的现状及新发展.流体传动与控制,2003,(01).
[4]余兵.液压提升机电液集成系统及其控制策略研究.湖南科技大学,发表时间:2007.04.01.
[5]葛玉柱.矿用架空乘人装置液压传动系统研究[d].中南大学, 2010.
[6]翟大鹏.大型履带式起重机双卷扬同步控制系统研究[d].吉林大学,2011.。