三星贴片机培训内容表
SMT贴片机基础培训
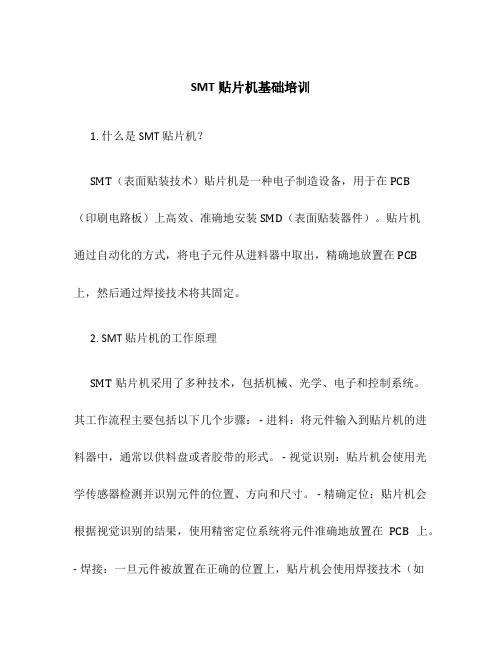
SMT贴片机基础培训1. 什么是SMT贴片机?SMT(表面贴装技术)贴片机是一种电子制造设备,用于在PCB(印刷电路板)上高效、准确地安装SMD(表面贴装器件)。
贴片机通过自动化的方式,将电子元件从进料器中取出,精确地放置在PCB 上,然后通过焊接技术将其固定。
2. SMT贴片机的工作原理SMT贴片机采用了多种技术,包括机械、光学、电子和控制系统。
其工作流程主要包括以下几个步骤: - 进料:将元件输入到贴片机的进料器中,通常以供料盘或者胶带的形式。
- 视觉识别:贴片机会使用光学传感器检测并识别元件的位置、方向和尺寸。
- 精确定位:贴片机会根据视觉识别的结果,使用精密定位系统将元件准确地放置在PCB上。
- 焊接:一旦元件被放置在正确的位置上,贴片机会使用焊接技术(如热风、热板或者紫外线照射)将其固定在PCB上。
- 退料:完成焊接之后,已安装的PCB将从贴片机上取下,为下一步工艺做准备。
3. SMT贴片机的优势使用SMT贴片机进行电子制造具有以下几个优势: - 高效率:贴片机可以自动化地完成元件的装配过程,大大提高了生产效率。
- 准确性:贴片机能够精确地将元件放置在预定位置上,保证了产品质量和一致性。
- 节省空间:使用SMT技术可以大大减小电子产品的体积,提高产品的紧凑性。
- 适应性强:贴片机可以适用于各种尺寸、形状和类型的元件,对于多样化的产品制造有很好的适应性。
- 节省成本:相较于传统的手工组装方式,使用贴片机可以大幅降低人力成本和制造成本。
4. 基础培训内容在进行SMT贴片机基础培训时,以下几个内容是必不可少的: - 贴片机的组成和结构:了解贴片机的各个组成部分,以及它们的功能和工作原理。
- SMT贴片技术:包括SMT的优势、应用场景、工艺流程等内容。
- 常见元件的识别和检查:了解并能够识别常见的SMD元件,如电阻、电容、二极管等,并学会对它们进行检查和测试。
- 贴片机的操作和维护:学习如何正确操作贴片机,包括程序设置、参数调整等,并了解贴片机的常见故障和维护方法。
SMT 培训内容 操作员

SMT 培训内容工位:操作员目录●三星贴片机结构示意图●三星贴片机操作说明●常用生产画面的解释●换料流程的介绍及注意事项●一般常见故障信息的介绍●解决一般故障的思路及解决方法●贴片机操作安全注意事项●贴片机的日常保养●5S的具体实施及达成效果三星贴片机结构示意图三星贴片机操作说明三星贴片机操作面板示意图蜂鸣器示教板面板开关功能说明:急停开关:主要用于处理紧急事故时用到,当压下它时除电脑外的电源均被切断,起到保护机器的作用准备按钮:主要用在机器的初始化,当压下它时,机器马达才有电开始按钮:主要用来启动机器正常工作的,当压下它时,机器正常运行停止按钮:主要用来停止机器正常工作的,当压下它时,机器停止运行复位按钮:主要用来将机器处于安全状态,且有关参数被清零电源隔离开关:主要用来接通或断开机器总电源电源启动开关:主要用来接通马达电源电源切断开关:主要用来切断马达电源软驱:主要用来考贝、转换文件用轨道摇柄:主要用来调节运输轨道的宽度以适应不同的PCB板蜂鸣器:当机器出现异常时发出声响用以提示操作人员示教板:主要用以对X、Y、Z的运动方便工程人员调较、编程用开机顺序后再压下关机顺序:从程序显示器中退出工作程序,当程序显示器中出现“您可以安全地关闭计算机”的,当有蜂鸣器响时,压下常用生产画面的解释当机器蜂鸣器响起时,程序显示器大多数同时会出现以下两个画面:(一)该画面显示系统出错信息,用以提醒操作员机器停机的原因(二)该画面显示机器抛料信息,用以提醒操作员几号头,几号喂料器抛料前面R:REAR后面)该画面主要用以监视机器生产程序的贴装进度,并能配合相应的面板开关进行对机器的操作控制。
程序步骤栏:显示程序循环数、座标。
速度控制滑鼠:用来控制整机贴装速度单步停止按钮:使机器在运行完一个周期后停止 关闭画面按钮:用来关闭贴装状态画面 运行模式选择栏:用来选择机器各种运行模式 连续生产按钮:用以完成未贴完元件的PCB 之用 循环步骤显示栏:显示所选步骤的范围选择步骤范围选定栏:当选择步骤范围时选择此按钮用以确认该画面主要用以监视机器的贴装状态,集中体现在对贴装头、吸嘴、喂料器的监视吸嘴贴装状态栏:显示吸嘴贴装次数,成功次数,抛料次数及抛料率等信息喂料器喂料状态栏:显示喂料器送料次数,成功次数,抛料次数及抛料率等信息数据清零按钮:用以清除贴装统计数据关闭贴装画面按钮:用以关闭贴装状态对话框贴装头贴装状态栏:显示每个贴装头贴装次数,成功次数,抛料次数及抛料率等信息一般常见故障信息的介绍Front door is opened(前门已打开)F iducial mark can’t be detected基准标记不能识别Front feeder is not locked前面喂料器未装好Pick up error when retring<Head 1>一号头在一次吸料错误PCB isn’t reached to the exit area PCB板没有到达出口位置区PCB exist on the input & wait sensor在入口或等待感应器处有PCB板Ca n’t carry away PCB from the wait sensor等待感应器处PCB板不能被输送走Emergency switch is pressed 紧急开关已压下Remove the PCB existing on the place buffer移走贴装位置处的PCB板。
培训资料SM431详细 日东内部资料

日东成都办:龙 敏
目录
三星SM431简介 三星贴片机安全事项 开机流程 关机流程 SM431软件界面 SM431程序编辑 设备保养
一、SM431简介
1、设备特点
有效消耗电力:3.1KW IC贴装精度:±50um 可操作板的尺寸:L50*W40mm-L330*W250mm 8head,head之间间距为15mm 2Gantry 3段Convey 贴装点停电恢复功能
一、SM431简介
2 、设备规格
气压:0.5-0.7Mpa 可运行温度: +10—+35 °C 推荐运行温度: 24 ± 4°C 湿度:RH30%-RH80% 电源:3相AC220 ±20V 50-60HZ
一、SM431简介
3、PCB规格
1)允许弯曲度公差:
pcb
Max.1.5mm
一、SM431简介
物料的编辑
FEEDER位置排布,一般是优化自动生成。 贴装位置编辑,一般从文件导入,可手动找点。 贴装顺序,主要检查程序有无错误。 程序优化,设定优化条件后,软件自动进行优化。 查看基板元件分布情况。
4、程序编辑
4、程序编辑
4、程序编辑
4、程序编辑
ห้องสมุดไป่ตู้
2)
PCB 7mm 25mm
Backup Table
可在PCB上面贴装元件的最大高度为:7MM 可在PCB底面贴装元件的最大高度为:25MM
一、SM431简介
3、可贴装区域
50-330 3.5mm
40-250
可贴装区域
二、SM431软件讲解
三星SM系列贴片机编程培训
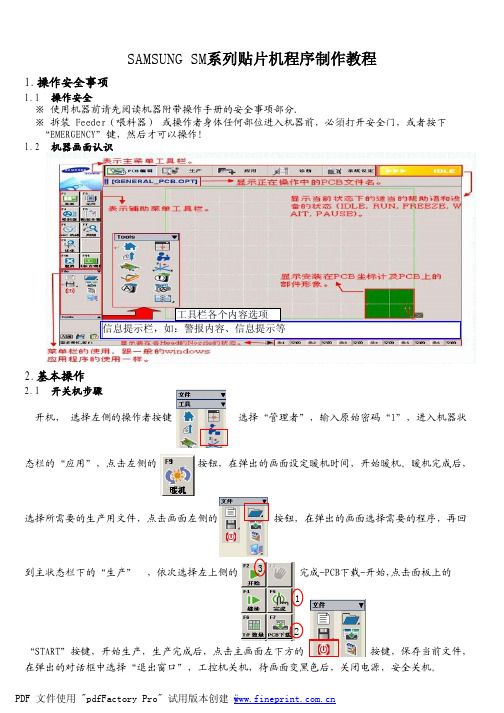
1.操作安全事项1.1 操作安全※ 使用机器前请先阅读机器附带操作手册的安全事项部分.※ 拆装 Feeder (喂料器) 或操作者身体任何部位进入机器前,必須打开安全门,或者按下 “EMERGENCY ”键,然后才可以操作!1.2 机器画面认识2.基本操作2.1 开关机步骤开机,选择左侧的操作者按键选择“管理者”,输入原始密码“1”,进入机器状态栏的“应用”,点击左侧的 按钮,在弹出的画面设定暖机时间,开始暖机。
暖机完成后,选择所需要的生产用文件,点击画面左侧的 按钮,在弹出的画面选择需要的程序,再回到主状态栏下的“生产” ,依次选择左上侧的完成-PCB 下载-开始,点击面板上的“START ”按键,开始生产,生产完成后,点击主画面左下方的 按键,保存当前文件,在弹出的对话框中选择“退出窗口”,工控机关机,待画面变黑色后,关闭电源,安全关机。
SAMSUNG SM系列贴片机程序制作教程2.2 设备回原点※ 开机进入设备操作主画面后,点击左下角的按钮,等待设备回原点后,方可进行下一步操作!※ 回原点前确认吸嘴及轨道在正常状态。
3.程序编制3.1 基板的定义1.点击主画面左侧的“基板”按钮,进入“基板定义”画面。
2.依次输入“客户名”和“板名称”,客户名的输入是为了下次方便寻找,板名称必须输入。
3.一般情况下此框内的选项不需要更改。
4.根据板的实际长宽分别输入X Y 对应的框内,并在确认轨道内无异物的情况下,调整轨道宽度。
5.此框内的各个选项无需更改,6.移动高度指设置PCB 板的顶面以"0"为基准头部移动的高度,保持默认即可。
定位类型有以下几种:7.将准备好的PCB 板放在设备轨道进口的感应器上方,点击“PCB 传入”23456878. 点击“基准标记”按钮,出现以下画面:1324563.2 元件的定义1. 点击主画面左侧“元件”按钮,出现以下画面:2. 点击上图中的“新建元件”按钮,出现下图需要设置元件信息的画面3.将元件信息设置完成后,点击上图右上角的“公共数据”按钮,进一步设置元件相关属性,如下图:在此处输入所要新建的元件名选择所要新建的元件的封装形式,电阻选择:chip-R****,电容选择:chip-C****,三极管选择:TR/TR2(根据送料方式不同选择),IC 只有两边有引脚的选择:SOP/SOP2,IC 四边有脚的选择:QFP 。
三星贴片机初级培训课程SM321
预先定位于基板的指定位置。 贴片胶成分组成: 环氧树脂63%(重量比) 无机填料30% 胺系固化剂4% 无机颜料3% 贴片胶存放环境一般为5~10℃(冰箱内),在使用前一天,可将胶置于室温下24小时后再上机使用。 1.2焊膏 焊膏是一种焊料合金粉末和焊剂的混合物。 SMT常用焊膏金属组份为:Sn63Pb37\Sn62Pb36Ag2. 焊膏的保存最好以密封形态存放在恒温、恒湿的冰箱内,保存温度为5~10 ℃。焊膏从冰箱中取出时, 应在其密封状态下,回到室温后再开封,然后放在搅拌机上充分搅拌,再加到网版上使用。
设置拼板号码
编写每一块拼板长和宽 拼板跳过设置 跳过所有拼板 不跳拼板 跳过
工作
Mark类型
Mark信息
基准标志 点定义
Mark坐标
Mark清单
Mark编号 编写Mark位置
拼板数 编写工具 移动相机
Mark形状
检查工具
得到
扫描 自动教示
Mark形状数据
X方向尺寸 Y方向尺寸 臂的尺寸
颜色 厚度 旋转角度
盘装料
显示
元件名称 包装类型 推取次数
送料角度 跳过 弃料位置
依据料架移动 依据slot移动
1前平台,2后平台 取料 两点示教
气缸动作
清除所有带壮料的站位注册
改变位置 偏差
管状
单元
送料时间
安装的位置 振动料架类型
料台前后 位置 吸取
两点教示
设置
取料
复制 粘贴
盘出
多盘喂料器型号
三星471-482贴片机培训复习过程

由 开始(F2)、停 止(F3)、 继续 生产(F4)、完成 (F5) 、T/F 数量 (F6)、PCB 下 载(F8)、生产 数据 (F9)等7个
。 子菜单组成
1、子菜单:选项设置
菜单功能: 1、生产模式的更改
正常/模拟; 2、PCB板传送速度
的调整; 3、生产速度的调整; 4、Z轴贴装速度延
6、子菜单:暖机
菜单功能: 1、设备接通电源, 进行各驱动轴的 准备运动时使用 ‘预热’子菜单。
四、诊断菜单编辑界面的认识
主菜单介绍: 诊断菜单由I/O (输入/输出), 传送装置 (Conveyor), 灯光(Light), 真空 (Vacuum), 示教盒 (Jogbox), 盘 式 (Tray), 头 (Head), Motor I/O 等8个子菜 单组成。
2、息,制作生产分 析及报告书时使
用。
3、子菜单:拷贝
菜单功能:
1、 <PCB文件之 间烤贝数据>命 令执行与<新的 > 命令的<浏 览…>类似的功 能,但它不建 立新的PCB文 件,而是把已 经有的PCB文 件的内容拷贝 在拷贝对象文 件内。
1、子菜单:I/O
菜单功能: 1、 ‘I/O’子菜单 执行设定或表示 设备的各种I/O (输入/输出)传感 器的状态的功能。 选择此按钮时显
示如左的对话框。
2、子菜单:传送装置
菜单功能: 1、 检测贴装位 置上是否有 PCB板,报基 板搬送错误时 可以在此菜单 取消错误基板。
3、子菜单:亮度
菜单功能: 1、检查安装在移
点击优化(F8) 程序将进行自 动优化。
8、子菜单:取消(F10)
菜单功能: 1、点击取消(F10)
贴片机操作工培训材料

貼片機操作工培訓材料(二)一.YAMAYA YV112 操作程序指導1.開機操作程序:1.開啟電源後,屏幕上出現黃色了畫面,按”ESC”鍵直至畫面為綠色,紅燈亮.2.按”READY”鍵,使紅燈熄滅,機器開始歸回原點.3.當機器運作停止,綠色畫面消失時,按”ENTER”兩次.4.根據技術人員的指示,選擇所需程序.2.關機操作程序:1. 當機器內的PCB打完後,按”ESC”鍵,用”“及”“鍵把光標移到“EXIT”鍵上,按”ENTER”鍵,再重復以上動作兩次,屏幕出現紅色畫面.2. 按下緊急開關,等待幾秒,按”ENTER”.3. 關掉電源.3.安全事項:1.機器運作時應蓋上機蓋,不可將身體部分伸進機器運作範圍內.2.任何情況,只可有一個人對一臺機器進行操作,維修.3.外蓋和機器內不得放雜物.4.如出現異常情況,請按下”EMERGENCY STOP”鍵,並通知隨線工程技術人員處理,不可胡亂開機作業.如:A.送料器翹起;B.PCB翹起;C.有硬物或人身體部位進入機器.4.一般錯誤排除:1.取不到料時,機器會亮黃燈,應檢查上料情況,並調整正常或補充後按”ERROR CLEAR”或在機器操作正面按”ENTER”後按”2”開始作業.2.如上料及托盤等均正常,按”ERROR CLEAR”後黃燈還亮,應立即通知技術人員.3.機器亮紅燈時,按”READY”鍵無法排除.如未確定原因,切不要開機,應立即通知技術人員處理.4.機器蓋揭開或蓋回,按”EMERGENCY STOP”都會亮紅燈.按一下”READY”後按”2”,即可開始運行.5.如出現氣壓偏低(正常壓力:4.0~6.0kg/c㎡).而導致機器報警頻繁,應按”STOP”鍵停止運行,通知技術人員檢查供氣,待氣壓恢復正常後再按”2”運行.二.KME CM82 操作程序指導:1.開機及操作:1.開啟電源後,把開機鎖匙轉到”ON”,把料盤的氣壓開關打開.將”SERVO”制轉到”ON”,再由技術人員放入磁碟及選擇程序.2.在”MAIN MENU”上按屏幕的”AUTO RUN”,按控制屏上的”UNLOCK SW”制后2秒內按“START ”鍵,機器會自我檢查.3.自我檢查完後會出現”ADJUST WIDTH”,如需調整軌道的寬度,按”OK”進行,否則按”RETURN”令機器自動運行.2.關機:1.當最後一塊PCB進入貼裝時,在屏幕上按”CYCLE STOP”鍵.2.當屏幕改變後按”RETURN TO MAIN MENU”,“MAIN MENU”會出現.3.在屏幕左下按”POWER OFF”;4.把”SERVO”制轉至”OFF”,由隨線工程技術人員取回磁碟,並把開機鎖匙轉到”OFF”.5.關掉電源.3.上料:1.平時應留意送料器上的元件是否快用完,預先準備備用物料.2.元件用完後,機器會因取不到料而亮黃燈,應先把”SEA VO”轉至”OFF”.3.按夾住送料器的夾頭按下,取出送料器.4.消除剩下的紙帶,膠帶,把新帶照舊帶的軌道穿過送料器.留意送料器頭部的齒輪要進入新帶的小孔,並可用手推動進料.5.用手推動進料至第一個元件外露于被取位置.6.剪去多余的紙帶,膠帶及清除送料器安放位置的殘料.7.把送料器底部的頂針對准安放位置的孔,放下送料器,把夾具條反向推上夾住送料器.8.觀察其安放是否平齊,並用手把送料器向兩邊動數次,看其是否堅固.9.把”SERVO”制轉至”ON”,重新開始運行.4.安全事項:1.機器運作時應蓋上機蓋,不可將身體部分伸進機器運作範圍.2.不論任何情況下,只可一人對一臺機器進行操作或維修﹑調試.3.機器上和機器內不得放雜物.4.對機器進行手動作業時,須把”SERVO”轉至”OFF”.5.如出現異常情況應立即按”EMERGENCY STOP”鍵並通知隨線技術人員.6.生產過程中注意PCB流動是否通暢,如重板,則應停機取出重板PCB,確認OK後,方可開機.7.生產過程中,飛達被打壞,機器自動緊急停止並亮紅燈,則通知工程技術人處理,不可開機.5.一般錯誤排除:1.因錯誤而停機後,排除錯誤要重新開機,按”CONTINUE”或”UNLOCK”後2秒內按”START”鍵.2.如所有控制屏上無反應,留意”PANEL SEL”鍵上的燈是否亮.如不亮,則按”PANEL SEL”至燈亮.3.生產過程中,突亮紅燈,而你不能確定原因時,切勿開機.應立即通知工程技術人員處理.4.如供氣氣壓偏低(正常氣壓>=5kg/c㎡=0.5mpa)時不可開機.以免損壞機器部件,應通知工程技術人員檢查供氣,待氣壓恢復正常後,方可開始運作.三.YAMAHA YM66S 操作程序指導:1.開機:1.檢查啟動盤是否與機器編號相符,是否在軟驅內;2.開啟電源,機器啟動完畢後出現”EMERGENCY”畫面,同時亮”紅燈”;3.按一下機器右下方控制屏上的綠色”READY”鍵,消掉紅燈.4.按”F5”,使機器清零復位.5.通知技術人員,按”3”“ 1 ““F3”選擇程序後按下F6;6.退到主菜單,按”1”進入生產菜單畫面.7.如手動調試軌道後”OK”,即可按”RUN”鍵開始運作.2.關機”1. 進入主菜單,按”3”“1”“F4”,並按”ENTER”,將程序存入磁碟﹒2. 退出至主菜單,按下” EMERGENCY STOP”﹒3.關掉右下方紅色電源開關﹒3. 安全事項及一般錯誤排除與”YV112”機型相同.。
内部使用的高速贴片机操作员培训手册
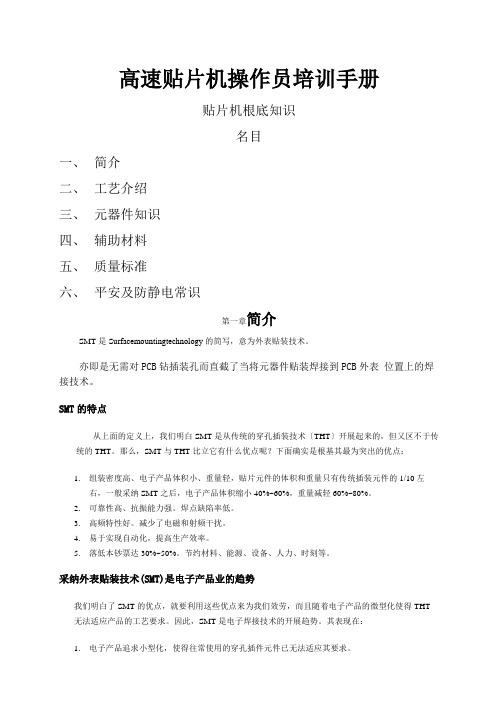
高速贴片机操作员培训手册贴片机根底知识名目一、简介二、工艺介绍三、元器件知识四、辅助材料五、质量标准六、平安及防静电常识第一章简介SMT是Surfacemountingtechnology的简写,意为外表贴装技术。
亦即是无需对PCB钻插装孔而直截了当将元器件贴装焊接到PCB外表位置上的焊接技术。
SMT的特点从上面的定义上,我们明白SMT是从传统的穿孔插装技术〔THT〕开展起来的,但又区不于传统的THT。
那么,SMT与THT比立它有什么优点呢?下面确实是根基其最为突出的优点:1.组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采纳SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
2.可靠性高、抗振能力强。
焊点缺陷率低。
3.高频特性好。
减少了电磁和射频干扰。
4.易于实现自动化,提高生产效率。
5.落低本钞票达30%~50%。
节约材料、能源、设备、人力、时刻等。
采纳外表贴装技术(SMT)是电子产品业的趋势我们明白了SMT的优点,就要利用这些优点来为我们效劳,而且随着电子产品的微型化使得THT 无法适应产品的工艺要求。
因此,SMT是电子焊接技术的开展趋势。
其表现在:1.电子产品追求小型化,使得往常使用的穿孔插件元件已无法适应其要求。
2.电子产品功能更完整,所采纳的集成电路(IC)因功能强大而引足众多,已无法做成传统的穿孔元件,特别是大规模、高集成IC,不得不采纳外表贴片元件的封装。
3.产品批量化,生产自动化,厂方要以低本钞票高产量,出产优质产品以迎合顾客需求及加强市场竞争力。
4.电子元件的开展,集成电路(IC)的开发,半导体材料的多元应用。
5.电子产品的高性能及更高焊接精度要求。
6.电子科技革命势在必行,追逐国际潮流。
SMT有关的技术组成SMT从70年代开展起来,到90年代广泛应用的电子焊接技术。
由于其涉及多学科领域,使其在开展初期较为缓慢,随着各学科领域的协调开展,SMT在90年代得到迅速开展和普及,估量在21世纪SMT将成为电子焊接技术的主流。
三星贴片机作业指导书及操作规范
三星贴片机作业指导书及操作规范三星cp40贴片机作业指导书及操Array作规范1.目的使机器正常、有效地运行。
2.适用范围适用于公司SMT车间三星Cpl40贴片机。
3.职责3.1技术员,机种之切换,ECN导入和机器的调试与周、月保养以及异常处理。
3.2操作员,日常之保养和生产中的操作。
3.3 IPQC,上料之核对和首件的确认。
4.基本作业4.1开机前准备:4.1.1认机器内无杂物,轨道上无PCB。
4.1.2确认左右Z轴Table上的料架有无上好。
4.1.3确认气压是否在0.5-0.55MPa。
4.1.4检查输入电压是否为单相220伏特交流电。
4.1.5检查面对机台右下方的开关是否在”ON”的位置。
4.1.6检查位于前方及后方的急紧开关(Emergency Stop)是否为解除。
4.1.74.2开机:4.2.1将顺时针方向打开。
4.2.2相隔5~10秒后,按下位在的Start(绿色按钮)。
(切记万好不要在打开后,直接按下Start,以免伤及硬件。
4.3.3进入主程序后,按下位在Operation Panel上的。
4.4.4拿起Teaching Box,设定Mode = Home之后,按下( ▼向下的方键),此时,机台所有的轴X、Y、Z、R以及Swing Mirror,除了轨道宽度以外,皆会做原点复归的动作,如果要做轨道复归动作,必需在Teaching Box上,选择Axis= W/Cv,按下,即可。
4.5.5暖机三到五分钟。
选择Utility Warm-Up,按下选择”START”。
4.5.6暖机完成后,按下钮来结束暖机。
4.3上料4.3.1操作员按排位表上料。
4.3.2操作员根据排料表领取所需物料。
4.3.3把物料挂在飞达尾部挂钩上。
4.3.4揭开飞达遮蔽器,将料带孔对准前进齿轮的齿上。
4.3.5从飞达胶带开口处拉出胶带,放下遮蔽器,压紧料带。
4.3.6将胶带按下、上、下的顺序套在胶带滑轮上,再将未端绕于卷带轮卷紧胶带4.3.7确认元件是否在吸嘴吸料位置,否则按下飞达压杆使其到位。
SAMSUNG贴片机培训编辑
高精度贴装技术
元件识别与定位
利用高精度相机和图像处理技术, 实现快速、准确的元件识别与定 位。
贴装高度调整
根据基板和元件的要求,精确调整 贴装头的贴装高度,确保元件贴装 平整。
贴装压力控制
合理控制贴装头的压力,以适应不 同大小和形状的元件,避免损坏或 虚焊。
高效生产管理
生产计划与调度
制定合理的生产计划,优化设备资源配置,确保高效的生产流程。
安全防护措施
定期检查设备安全装置是否完好, 如紧急停止按钮、防护罩等。
确保工作区域整洁、无杂物,避 免因杂物引起的意外伤害。
在设备运行过程中,禁止将手或 身体任何部位伸入设备内部。
紧急情况处理
一旦发生设备故障或危险情况,应立即按下紧急停止按钮,并通知专业人员处理。 在处理紧急情况时,应保持冷静、迅速采取措施,确保人员和设备安全。
建立持续改进机制,不断优化培训过程, 提高培训质量,确保学员能够获得最佳的 学习体验和效果。
谢谢观看
贴装程序优化
优化路径
通过对贴装路径的优化,提高贴装效率,减少空走和重复路 径。
参数调整
根据实际生产情况,对贴装参数进行调整,如吸嘴大小、气 压等,以适应不同元件和生产需求。
异常处理与故障排除
异常识别
及时发现贴装过程中的异常情况,如元件缺失、贴装位置不准确等。
故障排除
针对异常和故障进行排查,检查硬件和软件系统,确保贴片机的正常运行。
samsung贴片机培训编辑
目录
• 设备简介 • 基本操作与维护 • 操作流程与规范 • 高级应用与技巧 • 安全注意事项 • 培训总结与反馈
01
设备简介
设备概述
01
三星贴片机是一种高效率的表面 贴装设备,用于将电子元件自动 贴装到印刷电路板上。
三星贴片机操作规范版

三星贴片机操作规范-版————————————————————————————————作者:————————————————————————————————日期:文件制 / 修订记录制/修订日期版本页数修订页次修订记录A0 9 无新版制作B0 9 1-999B1 9 1-9 将91制订部门制作修订核准分发部门生产工程部□总经办份□生产部份□生产工程部份□品管部份□销售部份□产品发展部份□行政部份□采购部份□研发中心份□物控部份□客服部份□市场部份□财务部份□商务部份□节能事业部份1.目的1.1为了安全的使用贴片机,降低贴片机的故障率。
2.范围2.1适用于生产部SMT组3.定义3.1无4.职责4.1生产部:负责操作贴片机。
4.2生产工程部:负责制定贴片机操作规范和执行人员的操作培训。
5.作业程序5.1首先了解贴片机常用的标示,如下[图一]所示(这些标示都贴在比较明显的地方,操作贴片机时应该特别注意)。
[图一]5.2贴片机开机前的检查5.2.1确定贴片机的气压,气压应在0.5Kpa±0.025之间,如下[图二]所示。
[图二]5.2.2贴片机内部不能有工具及其它杂物。
5.2.3安装在贴片机上的飞达,不能有翘起现象,一定要安装到位。
5.2.4贴片机前后门一定要关闭。
5.2.5贴片机前后的紧急开关要保持释放状态。
5.3开机顺序5.3.1打开贴片机电源主开关,如下[图三]所示,顺时针方向旋转90度。
[图三]5.3.2贴片机会自动进入操作画面,待贴片机进入操作画面后按机器操作版面上的“READY”键,如下[图四]所示,使贴片机处于可操作状态。
[图四]5.3.3执行贴片机回原点:在Teaching Box(示教盒,简称手柄)按三下Mode(模式),使指示灯显示在Home(原点)下,再按方向键的“向下”键,如下[图五]所示。
[图五]5.3.4热机:待贴片机回原点动作完毕之后,用鼠标点主菜单上的“使用”项,如下[图六]所示,再点选“子菜单”上的F9(暖机),如下[图七]所示,会出现热机画面,如下[图八]所示,点“开始”进行热机。
贴片机培训计划
贴片机培训计划一、培训目标通过本次培训,参训人员能够熟练掌握贴片机的操作原理和技术,具备独立进行贴片机操作和故障排除能力,提高生产效率和质量。
二、培训对象公司生产车间贴片机操作人员及相关技术人员。
三、培训内容1. 贴片机的基本原理和技术知识贴片机的组成结构、工作原理、操作界面、安全注意事项等。
2. 贴片机的操作技术包括设备的开机、关机、程序的设定与修改、材料的更换等操作。
3. 贴片机的故障排除对常见的故障进行分析和解决方法的演示和讲解。
4. 贴片机维护保养贴片机的日常保养和维护方法,定期检查项目及注意事项。
四、培训方式1. 理论培训通过课堂讲授、PPT演示等方式进行贴片机的基本原理和技术知识的培训,使学员掌握基础知识。
2. 实践操作组织学员进行贴片机的实际操作,带领学员亲自操作设备,熟练掌握操作技术。
3. 故障排除演示通过实际案例进行故障排除演示,培训学员解决问题的能力。
4. 现场指导在生产车间现场指导学员进行实际操作,加深学员对操作技术和维护保养的理解和掌握。
五、培训时间安排本次培训共计3天,具体时间安排如下:第一天:上午9:00-11:00 理论培训下午13:30-16:30 实操操作第二天:上午9:00-11:00 故障排除演示下午13:30-16:30 实操操作第三天:上午9:00-11:00 现场指导下午13:30-16:30 练习和总结六、培训考核1. 学员出勤率学员须按时参加培训课程,出勤率达到100%。
2. 实际操作考核学员需要通过贴片机的实际操作,完成指定任务,熟练掌握操作技术。
3. 认知考核培训结束后进行考核测试,考核内容包括贴片机的基本原理、操作技术和故障排除等知识点。
七、培训师资本次培训的师资由公司内部技术人员担任,负责理论讲解、实操操作和现场指导。
八、培训设备公司提供贴片机设备和相关材料,保证学员能够进行实际操作练习。
九、培训资料公司提供相应的培训教材和PPT资料,供学员学习和参考。