产品包装记录表
包装换产清场记录表

包装换产清场记录表
1.把产品清空,并擦拭干净所有工作表面。
2. 清除所有的工具和设备。
3. 检查设备和工具是否完好,如果有需要更换或修理的,请及时处理。
4. 关闭液压系统和电力系统,确保设备处于安全状态。
5. 关闭所有的水、气、电和其他供应设备。
包装换产:
1. 准备新的包装材料,检查它们的质量,确保它们符合要求。
2. 更换所有的包装材料和容器。
3. 更换包装工具和设备,确保它们符合要求。
4. 对新的包装流程进行试运行,确保它们能够正常地进行。
5. 根据需要调整包装工艺参数,并记录更改。
换产后清场:
1. 清空已使用的包装材料,并妥善处理垃圾。
2. 擦拭干净所有工作表面和设备。
3. 关闭液压系统和电力系统,确保设备处于安全状态。
4. 关闭所有的水、气、电和其他供应设备。
5. 检查工具和设备是否完好,如果需要进行维修或更换,请及时处理。
说明:
1. 在记录表上填写日期、换产前清场、包装换产和换产后清场
的详细步骤和操作记录。
2. 若有不符合项或问题发生,请在记录表上详细记录,并及时进行整改或处理。
3. 记录表应保存至少3个月,并可供生产部门审核和查看。
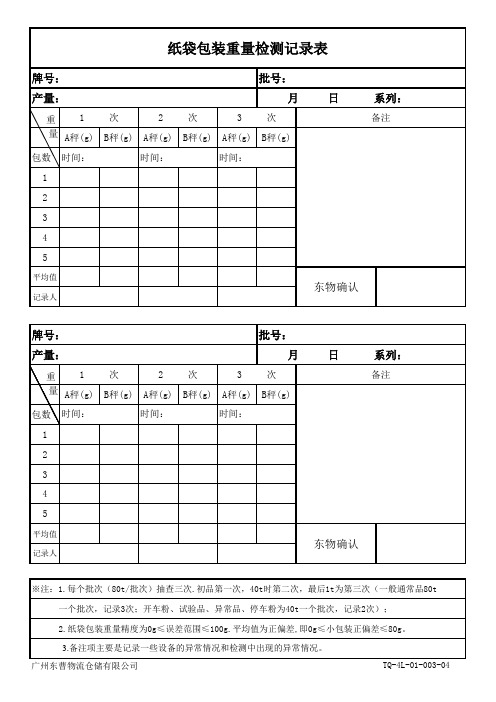
纸袋包装重量检测记录表
包数 时间:
时间:
时间:
1
2
3
4
5
平均值
记录人
日
பைடு நூலகம்
系列:
备注
东物确认
※注:1.每个批次(80t/批次)抽查三次.初品第一次,40t时第二次,最后1t为第三次(一般通常品80t
一个批次,记录3次;开车粉、试验品、异常品、停车粉为40t一个批次,记录2次);
2.纸袋包装重量精度为0g≤误差范围≤100g.平均值为正偏差,即0g≤小包装正偏差≤80g。
纸袋包装重量检测记录表
牌号: 产量:
批号: 月
重
1
次
2
次
3次
量 A秤(g) B秤(g) A秤(g) B秤(g) A秤(g) B秤(g)
包数 时间:
时间:
时间:
1
2
3
4
5
平均值
记录人
日
系列:
备注
东物确认
牌号: 产量:
批号: 月
重
1
次
2次
3次
量 A秤(g) B秤(g) A秤(g) B秤(g) A秤(g) B秤(g)
3.备注项主要是记录一些设备的异常情况和检测中出现的异常情况。 广州东曹物流仓储有限公司
TQ-4L-01-003-04
包装检查确认记录表

检查项目及基准:
抽真空前检项目1:包装袋内:数量、包装方式、放置位置方式、干燥剂数量(新机种初回量产时全检,正常流品时抽检)
抽真空后检项目2:箱内包装:包装袋真空是否有漏气现象
封箱后检查项目3:箱子外观:明显破损不可、污明显者不可、色泽明显差距者不可、印刷错误不可。
项目4:卷标贴付状态:位置不可贴错、位置不可明显偏差、不可欠品
项目5:箱卷标、箱No.卷标内容:品名须正确、版本须符合、管理区分编号须符合、文字印刷以可判读为原则。
项目6:封箱状态:胶带是否贴付正常、不可有箱盖子明显浮高现象。
项目7:客户专用卷标:依客户要求式样(有客户特别要求时)
检查方式:全数检查,不合格包装退回制造处理。
(。
包装质量自检记录表
备注
质检员:
检测日期:
合格∨不合格×
粘箱质量检测记录表
产品名称:
记录编号:
JX2010
客户名称:
生产编号:
JX2010
产品类别:
纸板规格:
检测内容
检测情况
粘合剂品种须符合工艺要求,涂胶符合工艺要求或均匀适量,无胶水内溢或外渗现象
粘合牢固,粘箱30分钟干燥后撕开,能撕烂85%纤维
纸箱无粘花、粘连、粘烂的现象。
粘箱对线,保证纸箱成型后粘合边无超边现象,粘合纸箱形成的开槽尺寸
纸箱粘合成型后,摇盖合拢的离缝≤3mm。
备
注
质检员:
检测日期:
合格∨不合格×
纸箱钉箱质量检测记录表
产品名称:
记录编号:
JX2010
客户名称:
生产编号:
JX2010
产品类别:
纸板规格:
检测内容
检测情况
箱钉不允许有锈斑、剥层、龟裂。
箱钉外平内扣牢固,无叠钉、翘钉。
箱钉排列整齐,距离均匀,双钉钉距<80mm,单排钉钉距<60mm,误差不超过10mm。
钉排偏斜<5mm,钉箱对线,无超边现象,边缘缩进≤3mm。
双钉之间距离4~8mm,头尾双钉距底及面压痕边线6~20mm。
备
注
质检员:
检测日期:
合格∨不合格×
纸箱全检记录表
产品名称:
记录编号:
瓦楞纸板的长、宽应小于彩面长、宽,余量应控制在5mm以内
备
注
质检员:
检测日期:
合格∨不合格×
彩箱模切质量检测记录表
产品名称:
记录编号:
JX2010
纸箱包装堆码搬运质量检测记录表
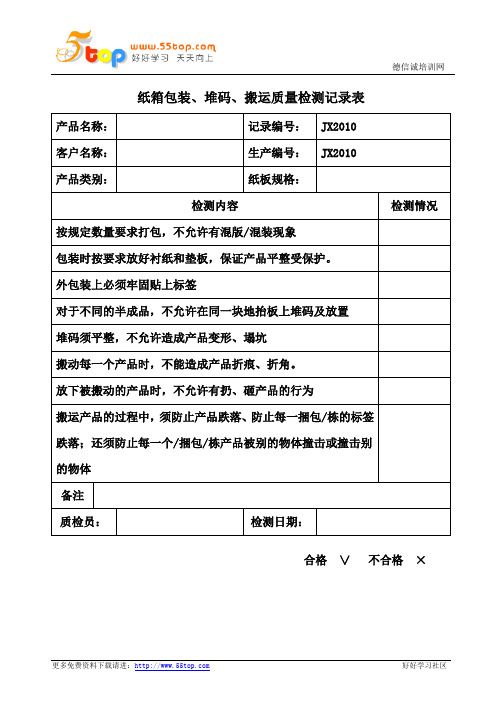
放下被搬动的产品时,不允许有扔、砸产品的行为
搬运产品的过程中,须防止产品跌落撞击别的物体
备注
质检员:
检测日期:
合格∨不合格×
纸箱包装、堆码、搬运质量检测记录表
产品名称:
记录编号:
JX2010
客户名称:
生产编号:
JX2010
产品类别:
纸板规格:
检测内容
检测情况
按规定数量要求打包,不允许有混版/混装现象
包装时按要求放好衬纸和垫板,保证产品平整受保护。
外包装上必须牢固贴上标签
对于不同的半成品,不允许在同一块地抬板上堆码及放置
堆码须平整,不允许造成产品变形、塌坑
包装巡检记录表

OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG
其它9:30 - 11:30
12:30 - 14:30型号
型号1、产品是否摆放整齐无误
巡检内容(合格在OK栏打√,不合格
在NG栏填写好数量)7:30 - 9:30包装一线包装二线
包装一线包装二线型号14:30 - 16:3017:30 - 19:3019:30 - 21:00型号型号型号2、产品外观检查有无明显划伤碰伤
3、外观检查
5、程序正确、显示正常
7、产品是否擦拭干净无脏污
8、商标使用正确无误、无印刷不良
IPQC: 车间主管: 品质主管:车间: 生产班组: 日期: 年 月 日
包装巡检记录表
工序捡电控通电贴商标17、是否有过秤、看重量18、胶带使用正确无误19、印章正确无误20、打包成品摆放整齐21、各工序操作人员是否按工艺操作
9、粘贴平整、无明显气泡
10、条码使用正确无误11、无印刷不良粘贴平整14、有无按清单正确配置16、纸箱方向正确有无倒装封箱
打包
4、良品与不良品是否标识清楚区分开
不良处理记录:
12、条码记录准确无误贴条
码
擦拭电控装箱
放配
件
15、配件有无多放或漏放13、纸箱使用正确无误6、外观检查
包装一线包装二线包装一线包装二线包装一线包装二线包装一线包装二线。
包装饮用水生产记录表格

原辅材料验货记录单编码:YM-JL-001 版本:A/01序号名称规格型号数量进货厂家生产厂家验货方式验货结论处理结果收货人产品销售台账编码:YM-JL-002 版本:A/01序号产品名称生产批号、生产日期检验结论数量销售日期销往地区及企业名称合格证编号备注原辅材料供方评价登记表编码:YM-JL-003 版本:A/01序号原辅料名称供方名称供方地址营业执照生产许可质检报告编号生产日期供货时间备注关键工序质量控制点要求编码:YM-JL-004 版本:A/01工序名称质量控制点质量要求控制措施生产班次负责人质量控制运行情况异常情况记录处置措施处置结果备注包装材料使用记录编码:YM-JL-005 版本:A/01序号产品名称原辅料名称使用量产品产量生产批号检验结论检验报告编码备注计量器具检定台账编码:YM-JL-006 版本:A/01序号计量器具名称规格型号精度等级生产厂家生产日期购置日期台件数量使用场所负责人检定周期检定有效截止日期完好状态生产-检验设备管理台帐编码: YM-JL-007 版本:A/01序号设备名称规格型号生产厂家生产日期购置日期数量使用场所负责人检修周期检修时间完好状态清毒剂、清洗剂使用记录编码: YM-JL-008 版本A/01序号试剂名称有效期限配制浓度使用场所使用班次使用量使用时间负责人备注质量管理考核记录编码: YM-JL-009 版本:A/01序号考核内容考核依据考核类型考核时间不合格项考核负责人整改要求整改期限整改措施整改效果验收时间包装材料使用记录编码:YM-JL-0010 版本:A/01序号产品名称包装材料名称生产厂家生产日期生产批号检验证书编号检验结论使用量备注主要负责人员、工程技术人员一览表编码:YM-JL-0011 版本:A/01序号姓名性别年龄身份证号职务职称文化程度专业资格证及编号备注桶装水生产记录表编码:YM-JL-0012 版本:A/01日期开停机时间(hh:mm) 生产时长加工成品量质检结果原料消耗量原库存量现库存量负责人签字桶盖封口袋产品销售记录表编码: YM-JL-0013 版本:A/01日期产品名称销售数量(件) 售价经销(代销)单位质检结果原库存量(件) 现库存量(件) 销售人员签名不合格物料通知单编码: YM-JL-0014 版本:A/01产品名称规格数量供货/生产单位责任人质量单位执行标准序号检验指标标准要求实测值检验结论标识隔离备注检验员: 复核: 检验时间:生产记录编码:YM-JL-0015 版本:A/01产品名称批号规格生产日期工序名称工艺参数过程控制操作人签名异常处理备注制水工序多介质清洗时间反洗5分钟☐是☐否正洗10分钟☐是☐否活性炭清洗时间反洗5分钟☐是☐否正洗10分钟☐是☐否纳滤电导率≤20μs/cm☐是☐否臭氧浓度浓度 4.5㎎/L ☐是☐否吹瓶灌装工序高压≥25MPa☐是☐否低压≥5MPa☐是☐否底模温度8-10℃☐是☐否侧模温度15-18℃☐是☐否加热炉温度90-110℃☐是☐否瓶胚数量(单位:瓶)瓶盖数量(单位:瓶)灌装数量(单位:瓶)贴标打码贴标端正无褶皱、漏贴☐是☐否打码批号准确,字迹清晰,端正☐是☐否标签领用量(单位:张)灯检水质透亮,目测瓶内无可见异物☐是☐否无高盖、斜盖、瓶盖防盗圈断裂;无瓶颈拉伸不直、发青发白、底部不平;打码批号准确,字迹清晰端正☐是☐否纸包低压空气压力≥6MPa☐是☐否胶箱温度160-170℃☐是☐否保温管温度155-165℃☐是☐否喷枪温度160-170℃☐是☐否纸箱领用量(套)备注质量监督员车间负责人不合格物料评审处置表编码: YM-JL-0016 版本:A/01产品名称产品规格购进或生产日期检验人检验单号责任部门不合格品描述:原因分析:部门负责人: 年月日处置方案:返工○ 退换○ 作废○处理结论:负责人: 年月日处置实际情况:验证情况:质量监督员:年月日不合格物料评审处置表编码: YM-JL-0016 版本:A/01产品名称产品规格购进或生产日期检验人检验单号责任部门不合格品描述:原因分析:部门负责人: 年月日处置方案:返工○ 退换○ 作废○处理结论:负责人: 年月日处置实际情况:验证情况:质量监督员:年月日质量工作会议记录编码:YM-JL-0017 版本:A/01 会议名称主持人会议时间会议地点参加人员主要内容质量工作会议记录编码:YM-JL-0017 版本:A/01 会议名称主持人会议时间会议地点参加人员主要内容技术文件发放及回收记录编码:YM-JL-0019 版本:A/01文件发放文件回收发放日期发放单位(人) 文件名称签收人回收日期归还单位(人) 文件名称归还人不合格品纠正记录编码: YM-JL-0020 版本:A/01不合格项目:不合格原因:纠正措施实施人:年月日纠正后的效果:检查人:年月日不合格品纠正记录编码: YM-JL-0020 版本:A/01不合格项目:不合格原因:纠正措施实施人:年月日纠正后的效果:检查人:年月日生产人员伤病调离通知单编码:YM-JL-0021 版本:A/01姓名性别调离时间年月日伤病情况:批准人: 年月日返回岗位时间: 年月日伤病痊愈情况:批准人: 年月日生产人员伤病调离通知单编码:YM-JL-0021 版本:A/01姓名性别调离时间年月日伤病情况:批准人: 年月日返回岗位时间: 年月日伤病痊愈情况:批准人: 年月日生产人员伤病调离通知单编码:YM-JL-0021 版本:A/01姓名性别调离时间年月日伤病情况:批准人: 年月日返回岗位时间: 年月日伤病痊愈情况:批准人: 年月日培训记录编码:YM-JL-0022 版本:A/01 培训主题培训日期授课人课时参加人数培训记录培训目的培训对象培训内容实施情况记录人记录日期备注培训记录编码:YM-JL-0022 版本:A/01 培训主题培训日期授课人课时参加人数培训记录培训目的培训对象培训内容实施情况记录人记录日期备注设备维修记录编码:YM-JL-0023 版本:A/01 设备名称设备编号型号规格使用部门故障发生的时间和现象(计划内不须填写此栏):申请人:年月日检修情况记录:检修结果:备注检修人:日期:确认(部门负责人):日期:设备维修记录编码:YM-JL-0023 版本:A/01 设备名称设备编号型号规格使用部门故障发生的时间和现象(计划内不须填写此栏):申请人:年月日检修情况记录:检修结果:备注检修人:日期:确认(部门负责人):日期:消毒剂入库、领用记录编码:YM-JL-0024 版本:A/01消毒剂名称出、入库日期入库数量出库数量领用人保管人库存数量备注设备、设施及地面卫生清洗消毒记录编码: YM-JL-0025 版本:A/01生产日期消毒对象消毒时间消毒数量消毒液(浓度) 配比:(消毒剂:水) 消毒方法操作人员备注消毒方法:浸泡、喷洒、擦洗消毒液配制记录编码: YM-JL-0026 版本:A/01生产日期配制消毒对象配制时间配制人备注消毒剂(ml/g) 水(L)比例(消毒剂:水) 消毒液浓度(ml)工作服消毒记录编码:YM-JL-0027 版本:A/01日期数量(件) 紫外灯消毒起止时间备注仪器使用情况记录编码:YM-JL-0028 版本:A/01仪器名称型号年月日检测品种检测项目使用前仪器情况使用后仪器情况使用人仪器维护保养记录编码: YM-JL-0029 版本:A/01 年仪器名称型号保养人备注月日维护保养方法内蒙古伊玛山泉制水有限责任公司报告单编码YM-JL-0030 检字号检品名称规格检验日期批号检验目的报告日期供样单位检验依据检验结果:结论检验人:复核人:内蒙古伊玛山泉制水有限责任公司报告单编码YM-JL-0030 检字号检品名称规格检验日期批号检验目的报告日期供样单位检验依据检验结果:结论检验人:复核人:内蒙古伊玛山泉制水有限责任公司报告单编码YM-JL-0030 检字号检品名称规格检验日期批号检验目的报告日期供样单位检验依据检验结果:结论检验人:复核人:溶液、试液配置记录编码:YM-JL-0031 版本:A/01名称配制数量配制方法配制者日期溶液、试液配置记录编码:YM-JL-0031 版本:A/01名称配制数量配制方法配制者日期溶液、试液配置记录编码:YM-JL-0031 版本:A/01名称配制数量配制方法配制者日期生物培养箱使用记录编码:YM-JL-0037 版本:A/01日期设备状态有无样品温度记录人备注高压灭菌锅使用记录编码:YM-JL-0038 版本:A/01日期灭菌物品灭菌时间压力使用人微生物限度检查室清洁、消毒记录编码:YM-JL-0039 版本:A/01日期清洁剂清洁方法消毒剂消毒剂浓度消毒方法清洁消毒人传递窗清洁记录编码:YM-JL-0041 版本:A/01日期传递窗名称消毒剂清洁剂清洁理由清洁用具清洁方法清洁人备注进入微生物指标检查室器皿、用具清洁消毒记录编码:YM-JL-0042 版本:A/01日期名称清洁剂清洁方法消毒方法温度消毒时间清洁消毒人备注抽样单编码:YM-JL-0043 版本:A/01产品名称样品编号生产日期生产班组抽样数量抽样基数抽样日期抽样人抽样单编码:YM-JL-0043 版本:A/01产品名称样品编号生产日期生产班组抽样数量抽样基数抽样日期抽样人抽样单编码:YM-JL-0043 版本:A/01产品名称样品编号生产日期生产班组抽样数量抽样基数抽样日期抽样人抽样单编码:YM-JL-0043 版本:A/01产品名称样品编号生产日期生产班组抽样数量抽样基数抽样日期抽样人抽样单编码:YM-JL-0043 版本:A/01产品名称样品编号生产日期生产班组抽样数量抽样基数抽样日期抽样人抽样单编码:YM-JL-0043 版本:A/01产品名称样品编号生产日期生产班组抽样数量抽样基数抽样日期抽样人物资采购计划单编码:YM-JL-0044 版本:A/01物资名称数量规格、型号申请部门批准人批准日期执行情况合同号净含量检验原始记录编码: YM-JL-0047 版本:A/01编号生产日期及班次检验日期产品名称规格生产数量净含量是否符合标准检验员总重(克) 皮重(克) 净含量(克) 标明净含量(L) 偏差+/-洁净室悬浮粒子检测记录编码:YM-JL-0051 版本:A/01测试部门测试日期测试状态静压差相对湿度温度检测依据房间名称净化级别面积㎡采样点粒径μm记录器数据记录器数据平均值的均值粒/2.83L粒子浓度(粒/m3)UCL 标准(粒/m3)1 2 3 均值1 2 3 均值<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000<10 2≥0.5≤3520000≥5≤29000结果判断:检查人:复核人:臭和味、肉眼可见物(状态)检查原始记录编码:YM-JL-0052 版本:A/01 样品名称批号样品编号规格数量检验日期温度相对湿度报告日期检验依据□ GB/T5750操作步骤量取100ml水样,置于250ml锥形瓶中,振摇后从瓶口嗅水的气味,用适当词句描述,并按照等级记录其强度,见表1。