AP MP BA EP不锈钢管的区别
AP BA EP MP管
AP管-Annealed and Pickled Pipe固溶酸洗管AP即酸洗处理Acid Pickling 利用硝酸与亚氟酸等酸性溶液来除去钢管的氧化层。
便宜快速但容易造成晶界腐蚀且内外表面较粗糙易有悬浮杂质附着。
AP从字面意思来说是酸洗表面,在洁净级产品的范畴里面来说是酸洗表面+禁油清洗MP管-Mechanically Polished Pipe机械抛光管MP: 即机械抛光 Mechanical polishing 常用于钢管表面的氧化层、孔洞与刮痕其亮度与效果则取决于加工方式的种类。
另外机械抛光后虽较美观但也会降低抗蚀性所以当用在腐蚀环境下需再经过钝化处理。
而且钢管表面常有抛光材料残留BA管-Bright Annealed Pipe光亮退火管BA即光辉退火Bright Annealing)钢管在抽制的过程中一定会需油脂润滑而晶粒也会因加工而变形。
为了避免这个油脂残留在钢管中,除了要清洗钢管外,尚可利用高温在高温退火以消除变形时,以氩气充当炉内气氛,借由氩与钢管表面的碳氧结合燃烧进一步清洁钢管的表面产生亮面的效果故这种利用纯氩气退火加热并快速冷却以亮化光面的方式叫光辉退火虽然利用此种方式来亮化表面可保钢管充分干净无任何外来污染。
但这种表面的明亮度若与其他抛光方式相较机械、化学、电解会有交雾面的感觉。
当然其效果也与氩气的含量与加热的次数有关。
EP管-ElectroPolished Pipe电解抛光管EP即电解抛光Electro Polishing)电解抛光是利用阳极处理的方式借由电化学的原理适当地调整电压、电流、酸液组成、以及抛光时间不但可使表面达到明亮、顺滑、洁净的效果更可提升表面的抗蚀性故是最佳的亮化表面方法当然其成本与技术也提高。
不过因为电解抛光会凸显钢管表面的原始状态所以若钢管表面有严重刮伤、孔洞酸洗(Ra≤2.5μm)、机械抛光(Ra≤0.4μm)、光亮退火(Ra≤0.3μm)、电解抛光(Ra≤0.2μm)。
特殊管路EP-AP-BA区别
无锡创达自动化科技有限公司
Ra & Rmax 定义
Ra之定义:
1 Ra L
Y
L
0
f ( x ) dx
L:测定长度 x:粗度曲线之中心线
Y轴:纵倍率方向 Y=f(x) :粗度曲线
X L
Ra 取样长度
Ra范围 0.006~0.02 0.02~0.1 0.1~2.0 2.0~10.0 10.0~80.0 测量长度(mm) 0.4 1.25 4 12.5 40
无锡创达自动化科技有限公司
Rmax定义: 于粗度曲线取二平行直线,测定其量测范围间两平行直线之最大高度。 Rmax=Rp+Rv
Y
Rmax Rp
L
Rmax之量測長度
Rmax之範圍 0.025~0.10 0.10~0.50 0.50~10.0 10.0~50.0 50.0~200.0 量測長度(mm) 0.4 1.25 4 12.5 40
无锡创达自动化科技有限公司
管材品质检查
管內外目视检查
检查率 : 100% 检查項目:管內不得有水痕,是否脏污或研磨不均,或电解不良、变色
表面粗度量检测
检查率 : 10% 检查项目: Ra / Rmax < 规定值
白布实验
通管检查率 : 100% 检查项目: 通过管內白布不得脏污,或油脂残留
纯水阻抗测定
无锡创达自动化科技有限公司
EP(Electro-Polished)
电解抛光 通过电化学抛光,可以极大的提高表面形态及 及结构,使表层面积得到极大的程度的减少。 表面是一层封闭的、厚厚的氧化铬膜,能量接 近合金的正常水平,同事介质数量也会降为最 少。 微电子、光电子和生物制药等行业对传输敏感 或腐蚀性介质的高纯、洁净管道系统一般都采 用光亮烧钝(BA)、电解抛光(EP)产品。
EPBAAP管道洁净等级含义完整版

E P B A A P管道洁净等级含义集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]不锈钢管不锈钢管EP、BA&AP管材等级EP级(Ele Ctrolytic Polished)电解抛光BA级(Bright-annealed )光辉退火AP级(Annealed and Pickled )酸洗钝化管材选用尺寸英制规格:1/8"、1/4"、3/8"、1/2"、3/4"......4"公制规格:3mm、6mm、8mm、10mm、12mm具体使用场合:石油化工、微电子、光电子、医药、食品、高纯度流体配管(超高纯度气体、纯水、疫苗-----)等。
不锈钢管材入门handsets 发表于: 2007-4-05 17:40 来源:管材认识一.管件A. 依材质分类管材可分为:(1) SUS 304(2) SUS 316(3) SUS316L较低的含碳量过于自动焊接(orbital welding),因钢材在高温熔合过程中碳的析出较少,可确保材质不脆化(参考表1-1)。
B.依规格分类(参考表1-2)(1)日规(JIS):PIPE SIZE(2)美规(ASTM):TUBE SIZE其中须注意(i)1”之尺寸在PIPE SIZE=25A,其外径OD为34.4mm,在TUBE SIZE其OD为 25.4mm(ii)在PIPE SIZE中:25A又称1”50A又称2”80A又称3”100A又称4”(iii)TUBE SIZE(一般使用在1“以下之GAS配管),常用尺寸为1/8”(一分)、2/8“(二分)、3/8”(三分)、4/8“(四分)、5/8”(五分)、6/8“(六分)、1”C.依表面处理方法分类:一般分为三种(I) AP级(素管):表面不做任何处理(II) BA级:光辉烧钝(III) EP级:电解抛光MP级注意:影响管子价格之因素为最重要之决定因素在表面处理之方法,其价格之高低顺序EP >BA>AP。
ba级和ep级管道规格尺寸

ba级和ep级管道规格尺寸管道是工业生产中常见的设备之一,用于输送液体、气体和固体颗粒等物质。
在管道设计中,管道规格尺寸是非常重要的参数,它直接影响着管道的输送能力和使用效果。
本文将介绍ba级和ep级管道规格尺寸的相关知识。
首先,我们来了解一下ba级管道规格尺寸。
ba级管道是指按照国际标准制造的管道,它的尺寸通常采用英寸(inch)作为单位。
常见的ba级管道尺寸有1/2英寸、3/4英寸、1英寸、1-1/2英寸、2英寸等。
这些尺寸是根据管道内径来确定的,内径越大,管道的输送能力就越大。
在选择ba级管道时,需要根据具体的使用需求和工艺要求来确定合适的尺寸。
除了ba级管道,还有ep级管道。
ep级管道是指按照欧洲标准制造的管道,它的尺寸通常采用毫米(mm)作为单位。
常见的ep级管道尺寸有20mm、25mm、32mm、40mm、50mm等。
与ba级管道相比,ep级管道的尺寸更加细致,能够满足更多不同场景下的使用需求。
在选择管道规格尺寸时,需要考虑多个因素。
首先是流体的输送量和压力要求,这直接决定了管道的尺寸大小。
如果流体输送量较大或压力较高,就需要选择较大尺寸的管道。
其次是管道材质和耐腐蚀性能,不同材质的管道在不同环境下有不同的适用性。
另外还需要考虑工艺要求和安装条件等因素。
除了尺寸之外,管道规格还包括壁厚和长度等参数。
壁厚是指管道壁的厚度,一般采用标准壁厚,也可以根据具体需求选择非标准壁厚。
长度是指管道的长短,一般标准长度为6米或12米,也可以根据具体情况定制非标准长度。
在实际应用中,不同行业和领域对于管道规格尺寸有不同的要求。
例如,在石油化工行业中,常用的管道规格尺寸为4英寸、6英寸、8英寸等;而在建筑行业中,常用的管道规格尺寸为50mm、75mm、110mm等。
因此,在选择管道规格尺寸时,需要结合具体行业和应用场景来确定。
总结起来,ba级和ep级管道规格尺寸是根据国际标准和欧洲标准制定的,ba级采用英寸作为单位,ep级采用毫米作为单位。
ep、ba、ap、mp管道管的加工工艺

ep、ba、ap、mp管道管的加工工艺
EP、BA、AP、MP是四种不同的管道加工工艺,具体如下:
EP(电解抛光):利用阳极处理的方式,借由电化学的原理适当地调整电压、电流、酸液组成以及抛光时间,对管道进行抛光处理。
这种工艺可以有效地提高管道的光洁度,同时去除管道表面的氧化层和微小杂质。
BA(光亮退火):钢管在制造过程中,为了避免油脂残留在钢管中,在退火时利用高温以氩气充当炉内气氛。
借由氩气与钢管表面的碳氧结合燃烧,进一步清洁钢管的表面以产生亮面效果。
这种利用纯氩气退火加热并快速冷却以亮化光面的方式叫做光亮退火。
虽然利用此种方式来亮化表面可保钢管充分干净无任何外来污染,但这种表面的明亮度若与其他抛光方式相较(如机械抛光),会显得稍暗,有雾面的感觉。
AP(酸洗处理):利用硝酸与亚氟酸等酸性溶液来除去钢管的氧化层,使管道表面更加光滑、干净。
这种工艺可以有效地去除管道表面的锈蚀和氧化物,提高管道的质量和耐腐蚀性。
MP(机械抛光):抛光轮或抛光带借助抛光剂中的磨料对不锈钢管表面进行抛磨加工,以促使不锈钢管面达到平滑抛光效果。
其亮度与效果则取决于加工方式的种类。
另外,虽然机械抛光后的钢管较美观,但其抗蚀性会降低,因此当用在腐蚀环境下需再经过钝化处理。
而且,钢管表面常有抛光材料残留。
这四种加工工艺各有特点,可以根据具体需求和管道材质选择合适的工艺。
不锈钢管道表面处理方式
不锈钢管道系统的表面处理方式为了提高不锈钢管道系统的表面质量,即改善表面形态和形态结构,降低能量水平,减少介层数量,目前常见的表面处理方式有如下几种:1、机械拉拔(Plug draw)简称PD以塞栓精密冷拔来提高表面粗糙度,可以提高表面结构,但不会改善形态结构、能量水平和介层数量。
作为最基本的表面处理工艺,机械拉拔的粗糙度为其他表面处理工艺奠定了基础。
2、机械研磨(Mechanically Polished)称MP以精密研磨方式来提高表面粗糙度,可以提高表面构,但不会改善形态结构、能量水平和介层数量。
3、羽布抛光(Buffed Polished)简称BP装饰不锈钢业常用的用来提高表面光亮度的方式,尽管Ra值可能很好,但在电子显微镜下可观察到许多裂缝,实际表面积扩大,局部有分离出来的铁素体及马氏体结构。
表面夹杂许多杂质,如研磨颗粒。
由于使用抛光膏,许多能量被储存在原先得到凹陷中,使得介质数量也会增加。
这种管道一般不允许使用在微电子、光电子及生物制药的敏感、腐蚀介质中。
4、酸洗或钝化(Pickled &Passivated/Chemically Polished)简称AP和CP 管道经过酸洗或钝化,不会提高表面粗糙度,但可去除表面残存的颗粒,降低能量水平,但不会减少介层数量。
5、光亮烧钝(Bright Annealing)简称BA在加氢或真空状态高温热处理,一方面消除内部应力,另一方面在管道表面形成一层钝化膜,以改善形态结构,减少能量水平,但不会提高表面粗糙度。
6、亚电化学抛光(Anodical Cleaning)简称AC欧洲工厂在BA基础上再进行一道表面处理工艺,即轻度电解抛光工艺,以尽可能地减少表层面积,加厚钝化膜,从而增加耐腐蚀性能、改善表面的形态结构、减少能量水平。
经过这种表面处理方式之后的产品虽然没有前面的光亮,但表面质量有了很大的提高,不会产生颗粒,减少表层铁和氧化铁的成分。
7、电化抛光(Electro-Polished)简称EP通过电化学抛光,可以极大地提高表面形态及结构,使表层实际面积得到最大程度的减少。
EP、BA、AP管道洁净等级含义
不锈钢管•不锈钢管EP、BA&AP•管材等级EP级(Ele Ctrolytic Polished)电解抛光BA级(Bright-annealed )光辉退火AP级(Annealed and Pickled )酸洗钝化•管材选用尺寸•英制规格:1/8"、1/4"、3/8"、1/2"、3/4"......4"•公制规格:3mm、6mm、8mm、10mm、12mm•具体使用场合:石油化工、微电子、光电子、医药、食品、高纯度流体配管(超高纯度气体、纯水、疫苗-----)等。
不锈钢管材入门handsets 发表于: 2007-4-05 17:40 来源: 半导体技术天地管材认识一.管件A. 依材质分类管材可分为:(1) SUS 304(2) SUS 316(3) SUS316L较低的含碳量过于自动焊接(orbitalλwelding),因钢材在高温熔合过程中碳的析出较少,可确保材质不脆化(参考表1-1)。
B.依规格分类(参考表1-2)(1)日规(JIS):PIPE SIZE(2)美规(ASTM):TUBE SIZE其中须注意(i)1”之尺寸在PIPE SIZE=25A,其外径OD为34.4mm,在TUBE SIZE其OD为25.4mm(ii)在PIPE SIZE中:25A又称1”50A又称2”80A又称3”100A又称4”(iii)TUBE SIZE(一般使用在1“以下之GAS配管),常用尺寸为1/8”(一分)、2/8“(二分)、3/8”(三分)、4/8“(四分)、5/8”(五分)、6/8“(六分)、1”C.依表面处理方法分类:一般分为三种(I)AP级(素管):表面不做任何处理(II)BA级:光辉烧钝(III)EP级:电解抛光MP级?注意:影响管子价格之因素为最重要之决定因素在表面处理之方法,其价格之高低顺序EP>BA>AP。
D.依厚度来区分:一般厚度之规格有SCH5S、SCH10S、SCH20S、SCH40S。
不锈钢级别知识知识讲解
不锈钢级别知识目录●不锈钢级别中EP级、BA级、AP级、MP级都是什么意思,分别用在什么地方?●不锈钢板2B和BA板是什么意思●不锈钢钢种介绍: SUS 304●硬度換算公式及测定范围●抗拉强度与硬度近似换算表●不锈钢的性能与组织●不锈钢级别中EP级、BA级、AP级、MP级都是什么意思,分别用在什么地方?AP:酸洗管(Anneal treatment & Passivation) /(Acid pickling)MP: 機械研磨處理或称机械抛光 (Mechanical Polish)BA:光輝燒鈍處理或称光辉退火 (Bright Anneal treatment)/(Bright Annealing)这里有我知道的管道材质处理流程,参考一下!EP:光亮退火--->无损检测--->化学抛光---->电抛光;BA:光亮退火--->无损检测--->一次清洗;CP/AP:热处理--->无损检测--->化学抛光;●不锈钢板2B和BA板是什么意思1.冷扎--退火酸洗--平整 2B冷扎--光亮退火--平整 BA主要区别在于退火,2B是退火、酸洗,表面有一定程度氧化,较暗;BA光亮退火,表面不氧化,较亮。
2.亮面:BA 经冷轧后施以光亮退火,并经过平整得到的产品。
表面光泽度极好,有很高的反射率。
如同镜面的表面。
用于家电产品、镜子、厨房设备、装饰材料等。
雾面:NO.2B 冷轧后经热处理、酸洗,再以精轧加工使表面为适度之光亮者。
由于表面光滑,易于再研磨,使表面更加光亮,用途广泛,如餐具、建材等。
采用改善机械性能的表面处理后,几乎满足所有用途。
304J1是不锈钢板材中的一种材质。
是304的含铜料,深拉性能比304好,主要用于深加工用途,也属于节镍系列。
所有不锈钢板材中都分为2B(即冷扎)和NO.1(即热扎)两种,是板材厚度的划分及表面度的不同,2B的板材厚度≤3.0 NO.1的板材厚度≥3.0 ,304J1的板材也一样,可分为304J1/2B和304J1/NO.1 ,2B比NO.1板面光亮,可以做拉丝、镜面等加工,而NO.1则不可以,当然2B的价格肯定要比NO.1贵。
EP_AP_BA区别
无锡创达自动化科技有限公司
Rv
X
电解抛光优点与缺点
优点:
超平滑,去除表面浅层缺陷,减少总表面积 流道与管向平行,降低微尘累积 适用于非平面加工物件形 状 重组良好的钝化层,减少流体与管壁的反应,提高管件抗蚀性 无机械抛光不均匀现象 更易吹扫、清洗
缺点:
电解抛光属于表面溶解方式平坦化,速度 遇底材状况不良时,(如热抽管或大尺寸冷抽管 仍需先机械抛光前处理
检查率 : 10% 检查项目: 管末端纯水阻值>17.5MΩ.cm
Particle残留測定
检查率 : 1% 检查项目:每 ft3 中Particle < 规定值
管內油份残留测定
纯水注入,封口,摇晃震荡,靜置蒸馏淬取残留油脂,计算残留量 检查率 : 1% 标准值 : < 0.1 mg/ft2
无锡创达自动化科技有限公司
AP & BA & EP 表面
氧化铬层封闭保护,中立于介质 消除内部应力 改善结构形态,减少能量水平 提高了表面粗糙度 表面积缩小,降低风险 残留能量最下 更易吹扫、清洗
不会提高表面粗糙度,单可以去 除残存的颗粒,降低能量水平, 但不会减少介层数量
酸洗钝化, Ra值不变 表面更平整,颗粒减少
光亮退火, Ra=0.3μm 放大200倍
无锡创达自动化科技有限公司
管材的规格
依表面处理方法分类: 一般分为三种 (I) AP级(素管):表面不做任何处理 (II)BA级:光辉烧钝 (III)EP级:电解抛光 注意:影响管子价格之因素为最重要之决定因 素在表面处理之方法,其价格之高低顺序EP >BA>AP。
无锡创达自动化科技有限公司
不锈钢的表面处理
不锈钢表面术语介绍

不锈钢表面术语介绍所谓AP,BA,MP,EP都是不锈钢管道的抛光/加工方式,个人认为对于半导体业需要的气体来讲,紧紧说明这些方式是不够的,加工完毕之后的洁净处理更加重要。
AP管(退火+酸洗),需要达到的基本要求是无油,内表面较为平整,由于此管道所有系统要求低,多数客户不予更多要求。
(但要注意必须要退火)BA管(光亮退火),这种管道由于其特殊的退火炉,使得管道表面平整光亮,如果Ra值符合规范,则无须再次抛光,厂商需要做的就是洁净清洗工序,以达到客户需要的等级要求。
(当然工厂有其自身标准,但也有不少所谓贴牌厂或中间商,为扩大差价,在洁净清洗工序上做手脚。
)MP(机械抛光),一般意义上,不少人总认为MP管不如BA管,其实不然。
机械抛光在AP管道的基础上进行机械抛光,使得内表面更加平整,确保Ra值符合规范,同时抛光完毕之后需要进行pickle处理,提高经机械抛光后的表面耐腐蚀性。
与BA管的后续工序一样,MP需要根据其使用系统进行洁净清洗,以达到客户需要的等级要求。
所以,MP 的最终质量完全可以等于或高于BA的最终质量。
关键还是制造厂商的产品spec。
EP(电解抛光),优质的电抛光管应在BA或MP基础上完成,但目前市场上存在部分厂商或代理商为扩大差价,恶性竞争,以AP为基础进行电抛光,尽管也是电抛光,但抛光出来后的产品内表面相差很大。
甚至有些省却本该有的超纯水清洗或吹扫程序,会直接导致管道内面的PARTICLE,MOISTURE不符合要求。
所以,本人认为,厂商定义管道的选用标准,应该首先明确自己需要哪些级别的管道(粗糙度,水分,颗粒度等等关键数据),而非一个BA/MP/EP的名词简单描述。
可能我们有自己的行业习惯,但正是这个模糊的“习惯”让某些人钻了空子,付出了银子未必得到最佳的产品。
金属管道简介

设备和管道的维护
1、清洁:设备内外清洁、无油污、各 部位不漏油、周围的杂物、赃物要 清扫干净。
2、整齐:工具摆放整齐,管道线路有
条理。 3、润滑良好:设备按时加油换油。 4、安全:安全装置齐全、可靠。
谢谢!
金属管材简介
BA 管 - Bright Annealed Pipe 光亮退火管 不锈钢管经过光亮退火工艺,使管壁达到光亮效果。 粗糙度:Ra≤0.3μm
EP 管 - Electro Polished Pipe 电抛光管 通过化学电解抛光,使管壁达到明亮、滑顺、洁净效 果,能提升表面抗腐蚀性。 粗糙度:Ra:季磊
2010.02.20
不锈钢的定义
不锈钢是不锈钢和耐酸钢的总称。 不锈钢之所以不锈,是因为不锈钢的钝 化特性(主加元素铬含量大于12%以上) 所决定的。
PV/HV用管道、CCSS用管道和CDA用 管道简介
各房间用管道材质为SUS304、 SUS316L等,其中以AP、BA、 EP管居多。
I型坡口、Y型坡口、双Y型坡口、带 钝边U型坡口、带钝边的双U型坡口。
焊接简介
6、常用焊接方法比较
1)手工电弧焊:设备简单、操作灵活、可以对不同焊接位置、不同接头 形式焊缝进行焊接。
2)埋弧自动焊:与手工电弧焊相比,生产率高,焊丝利用率高,焊接工
艺参数稳定,焊接质量好且稳定,适合焊接直缝和环缝,适合工厂成 批生产的平焊。
金属管材简介
AP管 - Annealed and Pickled Pipe 酸洗、禁油管,一般管材通过酸洗、禁油处理,达到去除油垢,污 渍后保持管壁清洁状态。 粗糙度:Ra≤2.5μm
MP管 - Mechanically Polished Pipe
机械抛光管 ,一般禁油管经过机械抛光加工,使其管壁表面粗糙度 降低,达到光滑,清洁效果。 粗糙度:Ra≤0.4μm
EP、BA、AP管道洁净等级含义教学文稿
E P、B A、A P管道洁净等级含义不锈钢管•不锈钢管EP、BA&AP•管材等级EP级(Ele Ctrolytic Polished)电解抛光••BA级(Bright-annealed )光辉退火•• AP级(Annealed and Pickled )酸洗钝化•管材选用尺寸•英制规格:1/8"、1/4"、3/8"、1/2"、3/4"......4"•公制规格:3mm、6mm、8mm、10mm、12mm•具体使用场合:石油化工、微电子、光电子、医药、食品、高纯度流体配管(超高纯度气体、纯水、疫苗-----)等。
不锈钢管材入门handsets 发表于: 2007-4-05 17:40 来源: 半导体技术天地管材认识一.管件A. 依材质分类管材可分为:(1) SUS 304(2) SUS 316(3) SUS316L较低的含碳量过于自动焊接(orbitalλ welding),因钢材在高温熔合过程中碳的析出较少,可确保材质不脆化(参考表1-1)。
B.依规格分类(参考表1-2)(1)日规(JIS):PIPE SIZE(2)美规(ASTM):TUBE SIZE其中须注意(i)1”之尺寸在PIPE SIZE=25A,其外径OD为34.4mm,在TUBE SIZE其OD为 25.4mm(ii)在PIPE SIZE中:25A又称1”50A又称2”80A又称3”100A又称4”(iii)TUBE SIZE(一般使用在1“以下之GAS配管),常用尺寸为1/8”(一分)、2/8“(二分)、3/8”(三分)、4/8“(四分)、5/8”(五分)、6/8“(六分)、1”C.依表面处理方法分类:一般分为三种(I) AP级(素管):表面不做任何处理(II) BA级:光辉烧钝(III) EP级:电解抛光MP级?注意:影响管子价格之因素为最重要之决定因素在表面处理之方法,其价格之高低顺序EP >BA>AP。
EP、BA、AP管道洁净等级含义[精品文档]
![EP、BA、AP管道洁净等级含义[精品文档]](https://img.taocdn.com/s3/m/fbb0f50b43323968011c9284.png)
不锈钢管材入门handsets 发表于: 2007-4-05 17:40 来源: 半导体技术天地管材认识一.管件A. 依材质分类管材可分为:(1) SUS 304(2) SUS 316(3) SUS316L较低的含碳量过于自动焊接(orbital λ welding ),因钢材在高温熔合过程中碳的析出较少,可确保材质不脆化(参考表1-1)。
B .依规格分类(参考表1-2)(1)日规(JIS ):PIPE SIZE(2)美规(ASTM ):TUBE SIZE其中须注意(i )1”之尺寸在PIPE SIZE=25A ,其外径OD 为34.4mm ,在TUBE SIZE 其OD 为 25.4mm(ii )在PIPE SIZE 中:25A 又称1”50A 又称2”80A 又称3”100A 又称4”不锈钢管∙不锈钢管EP 、BA&AP ∙ 管材等级 EP 级(Ele Ctrolytic Polished )电解抛光BA 级(Bright-annealed )光辉退火AP 级(Annealed and Pickled )酸洗钝化∙管材选用尺寸 ∙英制规格:1/8"、1/4"、3/8"、1/2"、3/4"......4" ∙公制规格:3mm 、6mm 、8mm 、10mm 、12mm ∙ 具体使用场合:石油化工、微电子、光电子、医药、食品、高纯度流体配管(超高纯度气体、纯水、疫苗-----)等。
(iii)TUBE SIZE(一般使用在1“以下之GAS配管),常用尺寸为1/8”(一分)、2/8“(二分)、3/8”(三分)、4/8“(四分)、5/8”(五分)、6/8“(六分)、1”C.依表面处理方法分类:一般分为三种(I)AP级(素管):表面不做任何处理(II)BA级:光辉烧钝(III)EP级:电解抛光MP级?注意:影响管子价格之因素为最重要之决定因素在表面处理之方法,其价格之高低顺序EP>BA>AP。
不銹钢管内表面处理简介
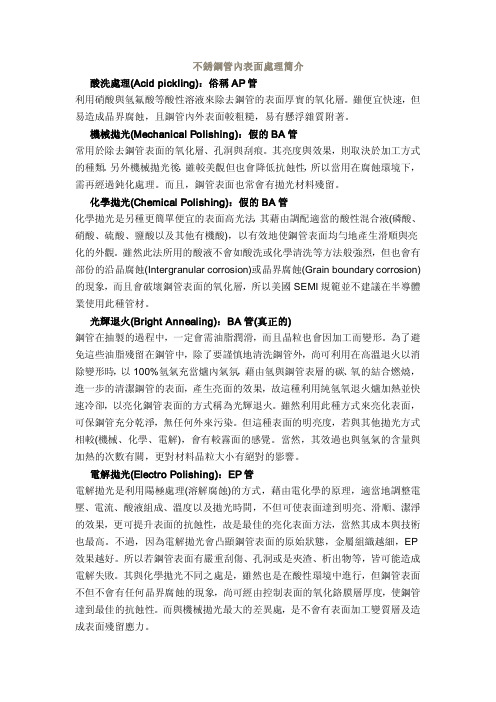
不銹鋼管內表面處理簡介酸洗處理(Acid pickling):俗稱AP管利用硝酸與氫氟酸等酸性溶液來除去鋼管的表面厚實的氧化層。
雖便宜快速,但易造成晶界腐蝕,且鋼管內外表面較粗糙,易有懸浮雜質附著。
機械拋光(Mechanical Polishing):假的BA管常用於除去鋼管表面的氧化層、孔洞與刮痕。
其亮度與效果,則取決於加工方式的種類。
另外機械拋光後,雖較美觀但也會降低抗蝕性,所以當用在腐蝕環境下,需再經過鈍化處理。
而且,鋼管表面也常會有拋光材料殘留。
化學拋光(Chemical Polishing):假的BA管化學拋光是另種更簡單便宜的表面高光法,其藉由調配適當的酸性混合液(磷酸、硝酸、硫酸、鹽酸以及其他有機酸),以有效地使鋼管表面均勻地產生滑順與亮化的外觀。
雖然此法所用的酸液不會如酸洗或化學清洗等方法般強烈,但也會有部份的沿晶腐蝕(Intergranular corrosion)或晶界腐蝕(Grain boundary corrosion)的現象,而且會破壞鋼管表面的氧化層,所以美國SEMI規範並不建議在半導體業使用此種管材。
光輝退火(Bright Annealing):BA管(真正的)鋼管在抽製的過程中,一定會需油脂潤滑,而且晶粒也會因加工而變形。
為了避免這些油脂殘留在鋼管中,除了要謹慎地清洗鋼管外,尚可利用在高溫退火以消除變形時,以100%氫氣充當爐內氣氛,藉由氫與鋼管表層的碳、氧的結合燃燒,進一步的清潔鋼管的表面,產生亮面的效果,故這種利用純氫氧退火爐加熱並快速冷卻,以亮化鋼管表面的方式稱為光輝退火。
雖然利用此種方式來亮化表面,可保鋼管充分乾淨,無任何外來污染。
但這種表面的明亮度,若與其他拋光方式相較(機械、化學、電解),會有較霧面的感覺。
當然,其效過也與氫氣的含量與加熱的次數有關,更對材料晶粒大小有絕對的影響。
電解拋光(Electro Polishing):EP管電解拋光是利用陽極處理(溶解腐蝕)的方式,藉由電化學的原理,適當地調整電壓、電流、酸液組成、溫度以及拋光時間,不但可使表面達到明亮、滑順、潔淨的效果,更可提升表面的抗蝕性,故是最佳的亮化表面方法,當然其成本與技術也最高。
特殊管路EP-AP-BA区别

Ra & Rmax 定义
Ra之定义:
Ra 1
L
f ( x) dx
L0
Y
L:测定长度 x:粗度曲线之中心线
Y轴:纵倍率方向 Y=f(x) :粗度曲线
X L
Ra 取样长度
Ra范围
测量长度(mm)
0.006~0.02
0.4
0.02~0.1
1.25
0.1~2.0
4
2.0~10.0
4
10.0~50.0
12.5
50.0~200.0
40
无锡创达自动化科技有限公司
电解抛光优点与缺点
优点:
超平滑,去除表面浅层缺陷,减少总表面积 流道与管向平行,降低微尘累积 适用于非平面加工物件形 状 重组良好的钝化层,减少流体与管壁的反应,提高管件抗蚀性 无机械抛光不均匀现象 更易吹扫、清洗
缺点:
无锡创达自动化科技有限公司
EP管
点解研磨 Electro polish
BA管
管材的选用
使用范围 ⑴ EP 级别管道-高纯度气体(5N&6N以上), 毒性(PH3 AsH3 SiH2Cl2),腐蚀性(HCl NH3),易燃易爆(SiH4)气体。 ⑵ BA 一般性气体 N2 O2 H2 Ar CDA ⑶ AP 压缩气体,双套管外管
无锡创达自动化科技有限公司
管材的规格
依表面处理方法分类: 一般分为三种
(I) AP级(素管):表面不做任何处理 (II)BA级:光辉烧钝 (III)EP级:电解抛光 注意:影响管子价格之因素为最重要之决定因 素在表面处理之方法,其价格之高低顺序EP >BA>AP。
无锡创达自动化科技有限公司
不锈钢的表面处理
不锈钢BA,EP管
不锈钢BA/EP管
SIZE:
美規:1/8”,1/4”,3/8”,1/2”,3/4”,1”,2”……
日規:15A,20A,25A,32A,40A,50A……
半导体行业对此类不锈钢管材料的特殊要求,现说明如下:
1.钢管内壁不会产生杂物颗粒,即使小小一颗肉眼看不见的微粒,都可能造成半导体业不少的损失,因此这些管材在制作上必须达到超高平滑,超高洁净。
2. 不锈钢的钢材成分中所含有之杂质不纯物要少,否则会在气体通过时,释放出不当的成分,也会造成对半导体不良的影响,所以为了降低这些不纯物和杂质,不锈钢管必须使用特殊精练法,达到控制其成分的目的。
3.在包装及运送上,尽可能避免被污染,以目前的包装方式,钢管两侧有封盖封住,外面有两层塑料套,这些包装作业同样被要求在无尘室下来进行,因此在运输过程中,都应避免外包装袋的破损。
4.在半导体业使用的运送特殊气体之高纯度不锈钢管,有采用冷锻拉伸并配合辉面退火之反复制程,而得到的光辉退火管(Bright Anneal: BA 管); 将这些BA管再进一步用电解研磨加工,使管内面平滑而得到之电解研磨管(Electro-Polish: EP 管),其表面粗糙度的要求,必须符合国际规定的标准值之内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T
MP/BA/EP
BA
1/4
+0.1
-0.00
±0.30
1.00
+0.05
-0.00
+0.05
-0.00
±0.30
3/8
1.00
1/2
1.24
+0.01
-0.15
±0.1
3/4
1.65
1
±0.1
1.65
6
+0.1
-0.00
1.00
+0.05
-0.00
+0.05
-0.00
10
1.00
12
1.00
+0.01
外径 Outside Diameter
壁厚 Wall Thickness
Tube
Pipe
MP/BA/EP
AP
Tube(mm)
Pipe 管表号5S
Pipe Schedule 5S
Pipe 管表号10S
Pipe Schedule 10S
英寸
Inch
米制
Metric
A
英寸
Inch
T
MP/EP
BA
AP
T
MP/BA/EP
Inspection Items
油脂成分测试
Oil Content Measurement
纯水阻抗测试
Liquid Registivity Measurement
离子分析
Ion Charomatography Analysis
露点测试
Dew Point Measurement
AP
0.1mg/ft²或最低(or lowest)
≤2.000
≤0.040
≤0.030
12-16
16-18
2-3
316L DOUBLE
≤0.010
≤0.300
≤0.400
≤0.040
≤0.030
14-15
16-17
2.2-2.5
物理性能 Physical Prorerties
钢种 Steel Grade
屈服强度 Yield Strength(N/mm²)
Ry(μm)
AP
所有 ALL
≤100
≤25
MP
139.8≤OD≤355.6
≤20
≤4.0
BA
6.35≤OD≤48.6
≤15
≤3.0
48.6≤OD≤165.2
≤20
≤4.0
EP
6.35≤OD≤48.6
≤10
≤0.5
48.6≤OD≤165.2
≤10
≤0.7
化学成分表 Chemical Composition
±0.15
1.65
2.80
40A
1-1/2
±0.20
1.65
2.80
50A
2
±0.40
1.65
2.80
65A
2-1/2
2.10
±0.20
±10%
3.00
±0.30
80A
3
2.10
3.00
100A
4
±0.80
2.10
3.00
125A
5
±1.00
2.10
±0.28
3.40
±0.34
150A
6
±1.50
2.10
-0.15
±0.1
19
1.50
23
±0.1
1.50
8A
1/4
±0.08
±10%
1.20
±0.12
±0.20
1.65
±0.15
±0.20
10A
3/8
±0.10
1.20
1.65
15A
1/2
1.65
±0.15
2.10
±0.21
±10%
20A
3/4
1.65
2.10
25A
1
1.65
2.80
±0.28
32A
1-1/4
0.7
15
16.6
0.8
1mm/m
16
17.4
0.7
18
1
20
21.4
0.7
00.7
27.8
1.4
32
+0.06
0
33.6
0.8
0.05
35
1.5
40
41.6
0.8
43
1.5
50
+0.07
0
52
+0.07
-0.07
1
53
1.5
63
65
1
66
1.5
标准 Standard
最大粒子直径 Max Particle Size
允许粒子数量 Allowabel Particle No
AP
>0.3μm
5/cf
MP
>0.1μm
5/cf
BA
>0.1μm
5/cf
EP
>0.1μm
1/cf
>
品质检验项目及标准 Quality Sssurance Values
检测项目
钢种 Steel Grade
C
Si
Mn
P
S
Ni
Cr
Mo
304SS
≤0.080
≤1.000
≤2.000
≤0.040
≤0.030
8-11
18-20
-
316/316L Dual
≤0.035
≤0.750
≤2.000
≤0.040
≤0.030
10-15
16-18
2-3
316L SIMGLE
≤0.030
≤1.000
-
-
-
BA/MP
0.01mg/ft²或最低(or lowest)
≥18MΩ▪cm
10ng/cm³或最低(or lower)
-75℃或最低(or lower)
EP
-
≥18MΩ▪cm
5ng/cm³或最低(or lower)
-75℃或最低(or lower)
尺寸公差 Dimension Tolerance
酸洗钝化管
Annealed and Pickled
机械抛光管
Mechanically Polished
光亮退火管
Bright Annedled
电解抛光管
Electro Polished
以下数据由温州久鑫不锈钢有限公司提供
区分 Inside Surface Level
外径尺寸 O.D.size
Ra(μinch)
壁厚 Wall Thickness(mm)
圆度 Roundness
直线度 Straightness
粗糙度 Roughness
6
+0.04
0
7
+0.04
-0.04
0.5
0.03
1.5mm/m
Ra≤0.4μm
8
9
0.5
10
11
0.5
1.2mm/m
11.25
0.63
12
+0.05
0
13.4
+0.05
-0.05
拉伸强度 Tensile Strength(N/mm²)
伸长率 Elongation(%)
304SS
≥205
≥520
≥35
316SS
≥205
≥520
≥35
316LSS
≥175
≥480
≥35
粒子供给实验 Particle Contribution Test
区分 Inside Surface Level
3.40
200A
8
±2.00
2.10
4.00
±0.40
不锈钢气缸管 Pneumatic Cylinder Stainless Steel Tube
不锈钢气缸管 Pneumatic Cylinder Stainless Steel Tube
内径 Internal Diameter(mm)
外径 Outside Diameter(mm)