成型工艺流程及条件介绍(中英文对照)
材料成型工艺基础部分(中英文词汇对照)
材料成型工艺基础部分(中英文词汇对照)材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing 糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method 焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6.2 工业陶瓷制品的成型技术干燥:drying坯料:blank润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 陶瓷复合材料成型技术料浆:slurry溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
成型工艺流程及条件介绍(注塑技术英语大全)范文

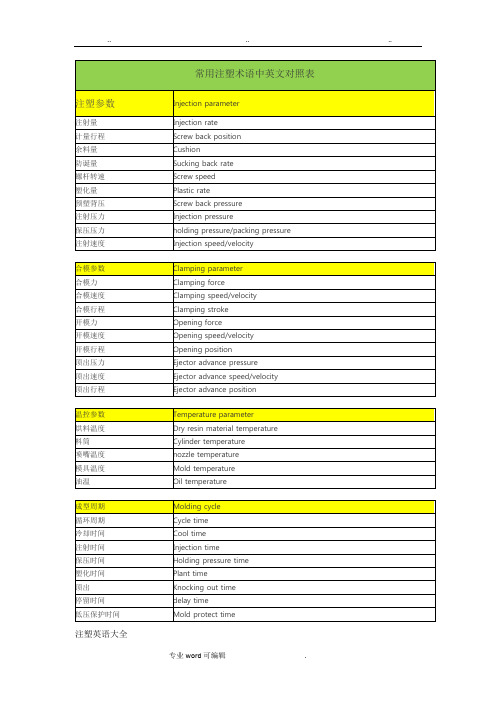
成型工艺流程及条件介绍(注塑技术英语大全)成型工艺流程及条件介绍Molding technique procedure and parameter introduction第一節成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数Injection parameter.a.注射量Injection rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力Injection pressure and holding pressure i.注射速度Injection speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening forcee.开模速度Opening speedf.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperature c.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间Injection timed.保压时间Holding pressure timee.塑化时间Plant timef.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out.开锁模条件:Mold opening parameter:快速段中速度低压高压速度High-speedmid-speedLow pressure high pressure speed锁模条件设定:Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.In high-speed section, Mold closing speed depends on type of mold. For two –plate mold it can set quick and even especially quick usually, it set speed within 55-75%. For full-plate mold it set speed within80-90% while using especially high speed it set speed within 45-55%and pressure within 50-75% position distance setting differs depending on the volume of product and usually it can be set 1/3 of mold opening position.3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是20%-45%间.In mid-speed section: Mold closing speed changes intomid-speed after high-speed section finish. Mid-speed start position is where two plates meet (include three-plate mold and two-plate mold ) Distance of mid-speed is up to distance of two plates plate it speed within 30-50% and pressure 20-45%.4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.Low-pressure section: Mold closing sets low-pressure when plates meeting. This position is set to the data of machine screen on this time. This point is the gage of the data. Data lower the point there is no high-pressure. Data higher the point there is high-pressure easily. It set speed within 15-25% and pressure within 1-2% depending on type within 1-2% depending on type of injection molding machine.5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.High-pressure section: To normal injection molding machine, high-pressure position had been set before they were sent to customer. It can not be modified. For example high-pressure position of CHENHSONG machine is 50P.The speed of high-pressure section is about 30-35% and higher than that of low-pressure. The pressure is up to mold, it can set within 55-85% For full-plate mold, it’s eject air well, it can set pressure 55% .If mold has a lot of slides and flash rate high in production, pressure can set 90%.加热工艺条件设定Heating technique parameter setting1.加热段温度设定必须按照产品所使用的原料的不同而不同,但却必须遵循一个这样的规则,即由射口筒到进科段温度是逐步递减的.且递减温度是以10.度为单位.The proper temperature setting differs depending on type of resin material, but it must be abide by a rule that temperature setting should diminish in step 10.C from nozzle to feeding resin material position.2特殊情况下.如料头抽丝,则射口筒温度应降低,如果是比较特殊的原料冷凝比较快的.则射口筒温度则不止比第二节法兰温度高10度.比如PPS.尼龙等.Nozzle temperature setting should low if product line. If resin material such asPPS, PA, cool very soon , Nozzle temperature should higher more 10.C than the second cylinder temperature.3.机台马达启动温度视乎机台不同而不同,一般出于对机台油路中的油封保护需要,油温最好能控制在40度-60度,以免油封长期高压而变化,缩短使用寿命,造成成型不稳定.Pump turning on temperature is different depending on type of injection molding machine. To protect oil seal of machine it set oil temperature within 40.C-60.C, If oil seal work on condition that high pressure and damaged It’s work time will be shorter, it can cause molding stable.第三节注射及熔胶(加料)工艺条件设定Injection and plastic Technique parameter setting一.注射Injection第四节常见塑料原料的有关温度值.原料Resin名称Name熔点℃Melt’s成型温度℃Molding Temperature(’c)分解温度℃Decomposing Temperature(‘C)模具温度℃Mold Temperature(‘c)干燥温度℃Resin dry temperature(‘c)注射是把塑料原料经加热后射进模腔的过程,它一般可分为第一级,第二级,第三级,第四级及保压几段:Injection is a step which inject melt resin material into mold. It consists of stepl,step2 ,step3,step4 and holding pressure step:1.第一级注射一般是注射料头段.具注射量一般可根据料头的轻重来估计其行程,当然也可以依据公式来计算,如公式:Step l injects usually tunnel material, Injection Volume can be estimated according to the weight of course it can be calculated by formula:L=Si=Vi/0.785Ds2L:注射行程; Si:注射行程;L: injection stroke Si: injection strokeVi:理论注射容积; Ds:螺杆直径;Vi: injection volume of theoretical Ds: diameter of screw0.785:是Ω/4的值.0. 785: value ofΩ/4.当然,如果我们在成型时每设定一个参数都要计算一次,要成型出一个产品就要几个小时才能完成了.But it cost a lot of time to produce one product if every time molding parameter is setting by calculation.2.第二级是注塑产品约2/3的阶段,当然,根据产品特殊需要,也允许成型不到2/3阶段,比如避免结合线问题,这一阶段的成型速度及压力一般是整个成型段的最大值段,如果排的产品与机台基本是相吻合的.模具结构合理,排气良好,这一段的压力一般也不会超过80%.速度侧视产品需变,可能大到95%也可,自然一般都是在55%-80%间.Step 2 inject 2/3 of product. It can lower 2/3 of product according to requirement of product. For example to prevent weld line. Molding speed and pressure on this step is the maximum of whole molding section. If Mold suit the injection molding machine and mold structure reasonable and eject air well, pressure of this step should lower 80%. Molding speed setting within 55-80% but it may setting 95% for especial product.3.第三段是注射余下的1/3段,其速度和压力根据产品的需要,一般是小于第二段,速度和压力存在于一个往下降的过程.主要是为了防止产品毛边的产生,但同时又必须把产品充填饱满.Step3 inject remain 1/3 of product. According to product molding speed and pressure lower than that of step2 To prevent flash speed and pressure should decrease but it can’t shot short.4.第四段:一般有机台还有第五,第六段,这段的成型速度和压力相同前,都存在两段一个递减过程.其作用都是起到一个再次充满的作用.Step4 section: Some injection machines have step5,step6 which are same as former molding speed and pressure this step should diminish and inject once more.5.保压段:不论成型什么产品,都存在一个保压过程.任何产品都不同程度的存在一个厚薄不一的问题,正常情况下,较厚的部分都可能存在一个收缩凹陷的现象,为了解决这种现象,就应应用到保压,保压一般来讲都应用较慢的射速,而压力的设置则应看缩水的情况如何,小到25%,大到80%都有可能.Holding pressure step: No matter what product there is a holding pressure step. Any product can’t molding a same thickness. Usually the deeper section may sink mark . To prevent this defect it should set holding pressure, The injection speed of holding pressure step is slow but holding pressure setting within 25-80% depending on sink mark.二.熔胶段工艺Plastic Technique1.再复杂的熔胶旋转过程最多不会超过三段,因为熔胶本身就是存在于把胶熔进料筒的过程,如果原料粘度大,熔胶压力则大,但速度则应取决于原料的分解温度,熔胶速度越快,原料中的剪切力则会越大,料管温度则越高,局部原料产生分解的可能性则会越大,故一般熔胶会采用中速为宜,如45%-75%,熔胶同时会碰到一个比较重要的环节,那就是背压的使用,产品精度要求越大,背压的使用则更大,背压可使原料分子间结构更紧密,成型出的产品则尺寸更稳定,外观越好.当然,背压太大,则会产生流涎,所以背压的使用又应考虙到其它原因.Plastic should lower 3 steps, because plastic is a step to add melt resin material to cyclinder , Higher stick of resin material ,higher screw back pressure. Screw speed differs depending on decomposing temperature of resin material ,Higher screw speed ,Higher trim force of resin, higher cyclinder temperature. Some resin material may decomposes so it set screw speed in mid-speed such as 45-75%, In plastic step setting screw back pressure is very important, Higher screw back pressure ,higher quality of product screw back pressure make resin structure order, Molding product is beautiful and volume stable. But ,it maybe flow if screw back pressure too high . So all factors should be considered when using screw back pressure.2.熔胶过程还有一个比较重要的环节,那就是松退,松退分前松退和后松退,其作用一般是为了防止流涎和抽丝,设定值速度和压力都在20%-50%间,设定的行程一般在2-5cm间,太长的行程可能会使料筒里面贮存空气,导致下一模出现不期望的气泡.In plastic step sucking back is very important too. Sucking back include front sucking back and back sucking back It setting sucking back to prevent flow and line. It sets sucking back speed and pressure within 20-50% and distance within 2-5cm. TOO long distance make cyclinder reserve air and cause bubble at next molding.顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的过程,开模基本上是合模的反过程.开模的未段则有一个慢速设置,开模完成后,产品必须顶出的过程.There is a mold opening step after product cooling taking shape. Mold opening is a reverse step of mold closing. The last step of mold opening speed set slow. Product should be knocked out after mold opened.一.顶前:Knocking out顶前最好分两个阶级,第一阶可分为中压慢速,即是把产品轻轻顶出一部分,然后是中压中速顶,中压中速一般指的是35%-55%,而低速则有可能低到5%,这需视产品不同而言,顶出行程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps, Step1 section settingmid-speed, knocks product out partly step2 section setting mid-pressureand mid-speed . Depending on different product, mid-pressure andmid-speed sets within 35-55% but low-speed can set 5%. Distance of knocking out longer 1-2cm than the vertical thickness of product.二.退针Back顶退包括两个过程与顶落的过程基本一致,顶退的终点应预留1-3cm的空间,以保护顶针油管不被顶坏.The same as knocking out, ejector back includes 2 steps. To protect the ejector oil jar, it should make a 1-3mm distance in the ending point of ejector back.三.顶针方式还包括一个多次顶,单次顶及顶针停留的选择,机械手取产品,脱模顺利的情况都采取多项,为了顶针油缸寿命的延长,多次顶就以不超过三次为宜,顶针停留一般用在顶针带着产品退回有可能对增品产生损伤的模具,同时为配合机械手使用,有时也需要较短的顶针停留.The way of knocking out includes knocking out once, Knocking out repeat and ejector delay. Take product by manipulator or take product easy, it should select knocking out once. To longer the work time of ejector oiljar, times of knocking out lower 3 times. Ejector delay used when product will be damaged if ejector back or suit manipulator.成型时间的设定Molding time setting在保证产品质量的前提下,周期时间是越短越好,周期时间又包括如下几项:射胶时间,保压时间,熔胶时间,冷却时间,顶出时间,锁模低压时间,甚至乎关系到时间因素的还有还开模与锁模,及顶出的快慢.Cycle time should shorter on condition that product quality well. Cycle time includes: injection time , holding pressure time, plastic time, cure time, knocking out time and mold protect time. Even mold opening closing sopeed and knocking out speed affect cycle.1.射胶时间包含保压时间,一般看起来,射胶时间越长,产品越饱和,但我们在讲求质量时,同时也须考虑产能,更何况,射胶时间过长,有可能会造成产品过于饱满而寻致粘模顶的变形呎寸偏大等一系列问题,故我们在设置射胶时间时应综合考虑,尽量在合乎质量要求时缩短射胶时间.Injection time consists holding pressure time. Longer injection time, fuller product, we should consider production quantity when we suit for quality. If injection time too long, it may cause a series of defects suck as flash strain. So all sorts of factors should be considered, injection time should be shout if quality suit for requirement.2.熔胶时间的长短取决于熔胶速度设定的快慢,背压设定的大小,但有一点,熔胶时间控制的长短一定要比冷却时间短.Plastic time depends on plastic speed and screw back pressure, but plastic time must shorter than cure time.3.冷却时间:冷却时间的长短直接影响到成型的周期,冷却时间越长,成型时间就越长,造成产能就越低,故我们在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,设定的时间也是越短越好.Cure time: Cure time affects molding cycle. Longer cure time, longer molding cycle, lower production quantity. So it sets cure time short on condition that product molding succed and can’t deformation..4.在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.In PCE company, for using manipulator in abundence , knocking out time suits manipulator, Knocking out delay keeps 1.5-2 second when using manipulator full-manipulator, knocking out delay keeps about 5 second when using manipulator semi-manipulator and product will fall or can’t be taken off if ejector back.5.低压保护时间对保护我们人身安全,模具安全起很大作用,配合好模具低压位置和低压压力的调整,低压保护的时间应取1-3秒,保护时间越短,可能造成的危害则越小.Low-pressure protect is very important for safety and protect mold, Mold protect time should adjust within 1-3 second suit low pressure and position of mold protect, shorter protect time, make damaged.。
(工艺技术)材料成型工艺基础部分(中英文词汇对照)

材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing 糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement 热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening 韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing 冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature 2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding 高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method 焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material 耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6.2 工业陶瓷制品的成型技术干燥:drying润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 陶瓷复合材料成型技术溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
材料成型工艺基础部分(中英文词汇对照)

材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability—吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification冷铁:iron chill补缩:feeding—等温线法:constant temperature line method内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy—铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure差压铸造:counter-pressure casting陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter—下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele—2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature再结晶:recrystallize再结晶退火:full annealing冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset—拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut—扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling—横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging长轴类锻件:long axis-like forging2.4 锻件结构工艺性—锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding高能束焊:high energy welding电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region—阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method刚性固定法:rigid fixing method预热:warming-up—缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck—摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method焊接材料:welding material焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel有色金属:nonferrous metal3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld—断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation—还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston—冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术—6.1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics热固性塑料:thermosetting plastic通用塑料:general-purpose plastics工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics—吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material6.2 工业陶瓷制品的成型技术干燥:drying润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 陶瓷复合材料成型技术溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
材料成型工艺基础部分中英文词汇对照

材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing 糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规:heating schedule冷却规:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding 高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6.2 工业瓷制品的成型技术干燥:drying润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material 树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 瓷复合材料成型技术溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程瓷:engineering ceramics。
材料成型工艺基础部分中英文词汇对照

材料成型工艺基础部分中英文词汇对照材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property 收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure 使用性能:service performance 浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification冷铁:iron chill补缩:feeding等温线法:constant temperature line method内接圆法:inscribed circle method 铸造应力:casting stress 变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress 气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron 热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance 尺寸公差带:tolerance zone 机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line 1.4 铸造结构工艺性加强筋:rib reinforcement 撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working 塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement 热锻:hit-forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature 再结晶:recrystallize 再结晶退火:full annealing 冷变形:cold deformation 热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging 剪床:shearing machine冲床:backing-out punch弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification 锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding高能束焊:high energy welding电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method 反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc weldinggas shielded arc welding 二氧化碳气体保护焊:CO2碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding 对焊:welding neck 摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel 低合金钢:lean alloy steel 不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire。
塑胶射出成型工艺流程英文

塑胶射出成型工艺流程英文English Answer:Plastic Injection Molding Process Flow.1. Design and mold making.The first step is to design the product and create a mold that will be used to shape the plastic. The mold is typically made of steel or aluminum and has a cavity thatis the shape of the desired product.2. Material preparation.The next step is to prepare the plastic material. This involves melting the plastic and mixing it with any necessary additives, such as colorants or flame retardants.3. Injection molding.The molten plastic is then injected into the mold under high pressure. The pressure forces the plastic into the cavity of the mold, where it cools and solidifies.4. Ejection.Once the plastic has solidified, it is ejected from the mold. This can be done manually or automatically.5. Finishing.The final step is to finish the product. This mayinvolve trimming any excess plastic, decorating the product, or assembling multiple components.Chinese Answer:塑料注射成型工艺流程。
塑胶射出成型工艺流程英文
塑胶射出成型工艺流程英文英文回答:Plastic Injection Molding Process Flow.Plastic injection molding is a high-volumemanufacturing process for producing plastic parts. It involves injecting molten plastic into a mold, where it cools and solidifies into the final product. The processflow of plastic injection molding can be summarized as follows:1. Material Preparation: The first step in plastic injection molding is to prepare the raw material, which is typically in the form of pellets or granules. The materialis heated to a molten state, usually using a screw extruder.2. Molding: The molten plastic is then injected into a mold, which is typically made of metal. The mold has acavity that is shaped according to the desired finalproduct. The plastic fills the cavity and is held under pressure until it cools and solidifies.3. Cooling: Once the plastic has solidified, the moldis opened and the part is ejected. The part is then allowed to cool further before being handled.4. Finishing: The final step in the plastic injection molding process is finishing, which may involve various operations such as trimming, decorating, and assembly.中文回答:塑料注塑成型工艺流程。
材料成型工艺基础部分(中英文词汇对照)(整理).pptx

学海无 涯
下芯:core setting 合型:mould assembly 冒口:casting head 尺寸公差:dimensional tolerance 尺寸公差带:tolerance zone 机械加工余量:machining allowance 铸孔:core hole 非标准:nonstandard label 收缩率:rate of contraction 线收缩:linear contraction 体收缩:volume contraction 起模斜度:pattern draft 铸造圆角:curving of castings 芯头:core register 芯头间隙:clearance 芯座:core print seat 分型线:joint line 分模线:die parting line 1.4 铸造结构工艺性 加强筋:rib reinforcement 撒砂:stuccoing 内腔:entocoele
2
学海无 涯
等温线法:constant temperature line method 内接圆法:inscribed circle method 铸造应力:casting stress 变形:deforming 裂纹:crack
机械应力:mechanical stress 热应力:heat stress 相变应力:transformation stress 气孔:blow hole 铸铁:ingot 铸钢:cast steel 非铁合金:nonferrous alloy 灰铸铁:gray cast-iorn 孕育处理:inoculation 球墨铸铁:spheroidal 球化处理:sheroidisation 可锻铸铁:ductile cast iron 石墨:graphite 蠕墨铸铁:vermicular cast iron 热处理:heat processing 铝合金:Al-alloy 熔炼:fusion metallurgy
注塑机常用英语
注塑英语大全成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数ction parameter.a.注射量ction rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力ction pressure and holding pressurei.注射速度ction speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening force e.开模速度Opening speed f.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间ction timed.保压时间Holding pressure timee.塑化时间Plant timf.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.开锁模条件: Mold opening parameter:快速段中速度High-speedmid-speed低压高压速度Low pressure high pressure speed锁模条件设定: Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure。
成型工艺流程及条件介绍中英文对照

成型工艺流程及条件介绍Molding technique procedure and parameter introduction第一節成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1). 注塑参数Injection parameter.a.注射量Injection rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力Injection pressure and holding pressurei.注射速度Injection speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening forcee.开模速度Opening speedf.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间Injection timed.保压时间Holding pressure timee.塑化时间Plant timef.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out.开锁模条件:Mold opening parameter:快速段中速度低压高压速度High-speedmid-speedLow pressure high pressure speed锁模条件设定:Mold closing parameter setting1锁模一般分: 快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.In high-speed section, Mold closing speed depends on type of mold. For two –pla te mold it can set quick and even especially quick usually, it set speed within 55-75%. For full-plate mold it set speed within80-90% while using especially high sp eed it set speed within 45-55% and pressure within 50-75% position distance setti ng differs depending on the volume of product and usually it can be set 1/3 of m old opening position.3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是2 0%-45%间.In mid-speed section: Mold closing speed changes into mid-speed after high-speed section finish. Mid-speed start position is where two plates meet (include three-plat e mold and two-plate mold ) Distance of mid-speed is up to distance of two plate s plate it speed within 30-50% and pressure 20-45%.4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.Low-pressure section: Mold closing sets low-pressure when plates meeting. This po sition is set to the data of machine screen on this time. This point is the gage of the data. Data lower the point there is no high-pressure. Data higher the point th ere is high-pressure easily. It set speed within 15-25% and pressure within 1-2% d epending on type within 1-2% depending on type of injection molding machine. 5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.High-pressure section: To normal injection molding machine, high-pressure position had been set before they were sent to customer. It can not be modified. For exa mple high-pressure position of CHENHSONG machine is 50P.The speed of high-pr essure section is about 30-35% and higher than that of low-pressure. The pressure is up to mold, it can set within 55-85% For full-plate mold, it’s eject air well, it can set pressure 55% .If mold has a lot of slides and flash rate high in producti on, pressure can set 90%.加热工艺条件设定Heating technique parameter setting1.加热段温度设定必须按照产品所使用的原料的不同而不同,但却必须遵循一个这样的规则,即由射口筒到进科段温度是逐步递减的.且递减温度是以10.度为单位.The proper temperature setting differs depending on type of resin material, but it must be abide by a rule that temperature setting should diminish in step 10.C fr om nozzle to feeding resin material position.2特殊情况下.如料头抽丝,则射口筒温度应降低,如果是比较特殊的原料冷凝比较快的.则射口筒温度则不止比第二节法兰温度高10度.比如PPS. 尼龙等.Nozzle temperature setting should low if product line. If resin material such as PP S, PA, cool very soon , Nozzle temperature should higher more 10.C than the sec ond cylinder temperature.3.机台马达启动温度视乎机台不同而不同,一般出于对机台油路中的油封保护需要,油温最好能控制在40度-60度,以免油封长期高压而变化,缩短使用寿命,造成成型不稳定.Pump turning on temperature is different depending on type of injection molding machine. To protect oil seal of machine it set oil temperature within 40.C-60.C, Ifoil seal work on condition that high pressure and damaged It’s work time will be shorter, it can cause molding stable.第三节注射及熔胶(加料)工艺条件设定Injection and plastic Technique parameter setting一.注射Injection第四节常见塑料原料的有关温度值.原料Resin名称Name熔点℃Melt’s成型温度℃Molding Temperature(’c)分解温度℃Decomposing Temperature(‘C)模具温度℃Mold Temperature(‘c)干燥温度℃Resin dry temperature(‘c)注射是把塑料原料经加热后射进模腔的过程,它一般可分为第一级,第二级,第三级,第四级及保压几段:Injection is a step which inject melt resin material into mold. It consists of stepl,s tep2 ,step3,step4 and holding pressure step:1.第一级注射一般是注射料头段.具注射量一般可根据料头的轻重来估计其行程,当然也可以依据公式来计算,如公式:Step l injects usually tunnel material, Injection V olume can be estimated accordingto the weight of course it can be calculated by formula:L=Si=Vi/0.785Ds2L:注射行程; Si: 注射行程;L: injection stroke Si: injection strokeVi:理论注射容积; Ds:螺杆直径;Vi: injection volume of theoretical Ds: diameter of screw0.785:是Ω/4的值.0. 785: value of Ω/4.当然,如果我们在成型时每设定一个参数都要计算一次,要成型出一个产品就要几个小时才能完成了.But it cost a lot of time to produce one product if every time molding parameter is setting by calculation.2.第二级是注塑产品约2/3的阶段,当然,根据产品特殊需要,也允许成型不到2/3阶段,比如避免结合线问题,这一阶段的成型速度及压力一般是整个成型段的最大值段,如果排的产品与机台基本是相吻合的.模具结构合理,排气良好,这一段的压力一般也不会超过80%.速度侧视产品需变,可能大到95%也可,自然一般都是在55%-80%间. Step 2 inject 2/3 of product. It can lower 2/3 of product according to requirement of product. For example to prevent weld line. Molding speed and pressure on thi s step is the maximum of whole molding section. If Mold suit the injection moldi ng machine and mold structure reasonable and eject air well, pressure of this step should lower 80%. Molding speed setting within 55-80% but it may setting 95% for especial product.3.第三段是注射余下的1/3段,其速度和压力根据产品的需要,一般是小于第二段,速度和压力存在于一个往下降的过程.主要是为了防止产品毛边的产生,但同时又必须把产品充填饱满.Step3 inject remain 1/3 of product. According to product molding speed and press ure lower than that of step2 To prevent flash speed and pressure should decrease but it can’t shot short.4.第四段:一般有机台还有第五,第六段,这段的成型速度和压力相同前,都存在两段一个递减过程.其作用都是起到一个再次充满的作用.Step4 section: Some injection machines have step5,step6 which are same as former molding speed and pressure this step should diminish and inject once more.5.保压段:不论成型什么产品,都存在一个保压过程.任何产品都不同程度的存在一个厚薄不一的问题,正常情况下,较厚的部分都可能存在一个收缩凹陷的现象,为了解决这种现象,就应应用到保压,保压一般来讲都应用较慢的射速,而压力的设置则应看缩水的情况如何,小到25%,大到80%都有可能.Holding pressure step: No matter what product there is a holding pressure step. A ny product can’t molding a same thickness. Usually the deeper section may sink mark . To prevent this defect it should set holding pressure, The injection speed o f holding pressure step is slow but holding pressure setting within 25-80% dependi ng on sink mark.二.熔胶段工艺Plastic Technique1.再复杂的熔胶旋转过程最多不会超过三段,因为熔胶本身就是存在于把胶熔进料筒的过程,如果原料粘度大,熔胶压力则大,但速度则应取决于原料的分解温度,熔胶速度越快,原料中的剪切力则会越大,料管温度则越高,局部原料产生分解的可能性则会越大,故一般熔胶会采用中速为宜,如45%-75%,熔胶同时会碰到一个比较重要的环节,那就是背压的使用,产品精度要求越大,背压的使用则更大,背压可使原料分子间结构更紧密,成型出的产品则尺寸更稳定,外观越好.当然,背压太大,则会产生流涎,所以背压的使用又应考虙到其它原因.Plastic should lower 3 steps, because plastic is a step to add melt resin material t o cyclinder , Higher stick of resin material ,higher screw back pressure. Screw sp eed differs depending on decomposing temperature of resin material ,Higher screw speed ,Higher trim force of resin, higher cyclinder temperature. Some resin mater ial may decomposes so it set screw speed in mid-speed such as 45-75%, In plasti c step setting screw back pressure is very important, Higher screw back pressure , higher quality of product screw back pressure make resin structure order, Molding product is beautiful and volume stable. But ,it maybe flow if screw back pressure too high . So all factors should be considered when using screw back pressure.2.熔胶过程还有一个比较重要的环节,那就是松退,松退分前松退和后松退,其作用一般是为了防止流涎和抽丝,设定值速度和压力都在20%-50%间,设定的行程一般在2-5cm间,太长的行程可能会使料筒里面贮存空气,导致下一模出现不期望的气泡.In plastic step sucking back is very important too. Sucking back include front suc king back and back sucking back It setting sucking back to prevent flow and line. It sets sucking back speed and pressure within 20-50% and distance within 2-5c m. TOO long distance make cyclinder reserve air and cause bubble at next moldin g.顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的过程,开模基本上是合模的反过程.开模的未段则有一个慢速设置,开模完成后,产品必须顶出的过程.There is a mold opening step after product cooling taking shape. Mold opening is a reverse step of mold closing. The last step of mold opening speed set slow. Pr oduct should be knocked out after mold opened.一.顶前:Knocking out顶前最好分两个阶级,第一阶可分为中压慢速,即是把产品轻轻顶出一部分,然后是中压中速顶,中压中速一般指的是35%-55%,而低速则有可能低到5%,这需视产品不同而言,顶出行程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps, Step1 section setting mid-speed, knocks product out partly step2 section setting mid-pressure and mid-speed . Depending on differe nt product, mid-pressure and mid-speed sets within 35-55% but low-speed can set 5%. Distance of knocking out longer 1-2cm than the vertical thickness of product.二.退针Back顶退包括两个过程与顶落的过程基本一致,顶退的终点应预留1-3cm的空间,以保护顶针油管不被顶坏.The same as knocking out, ejector back includes 2 steps. To protect the ejector oi l jar, it should make a 1-3mm distance in the ending point of ejector back.三.顶针方式还包括一个多次顶,单次顶及顶针停留的选择,机械手取产品,脱模顺利的情况都采取多项,为了顶针油缸寿命的延长,多次顶就以不超过三次为宜,顶针停留一般用在顶针带着产品退回有可能对增品产生损伤的模具,同时为配合机械手使用,有时也需要较短的顶针停留.The way of knocking out includes knocking out once, Knocking out repeat and ej ector delay. Take product by manipulator or take product easy, it should select kn ocking out once. To longer the work time of ejector oiljar, times of knocking out lower 3 times. Ejector delay used when product will be damaged if ejector back or suit manipulator.成型时间的设定Molding time setting在保证产品质量的前提下,周期时间是越短越好,周期时间又包括如下几项:射胶时间,保压时间,熔胶时间,冷却时间,顶出时间,锁模低压时间,甚至乎关系到时间因素的还有还开模与锁模,及顶出的快慢.Cycle time should shorter on condition that product quality well. Cycle time inclu des: injection time , holding pressure time, plastic time, cure time, knocking out ti me and mold protect time. Even mold opening closing sopeed and knocking out s peed affect cycle.1. 射胶时间包含保压时间,一般看起来,射胶时间越长,产品越饱和,但我们在讲求质量时,同时也须考虑产能,更何况,射胶时间过长,有可能会造成产品过于饱满而寻致粘模顶的变形呎寸偏大等一系列问题,故我们在设置射胶时间时应综合考虑,尽量在合乎质量要求时缩短射胶时间.Injection time consists holding pressure time. Longer injection time, fuller product, we should consider production quantity when we suit for quality. If injection tim e too long, it may cause a series of defects suck as flash strain. So all sorts of f actors should be considered, injection time should be shout if quality suit for requ irement.2. 熔胶时间的长短取决于熔胶速度设定的快慢,背压设定的大小,但有一点,熔胶时间控制的长短一定要比冷却时间短.Plastic time depends on plastic speed and screw back pressure, but plastic time m ust shorter than cure time.3. 冷却时间:冷却时间的长短直接影响到成型的周期,冷却时间越长,成型时间就越长,造成产能就越低,故我们在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,设定的时间也是越短越好.Cure time: Cure time affects molding cycle. Longer cure time, longer molding cyc le, lower production quantity. So it sets cure time short on condition that product molding succed and can’t deformation..4. 在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.In PCE company, for using manipulator in abundence , knocking out time suits m anipulator, Knocking out delay keeps 1.5-2 second when using manipulator full-ma nipulator, knocking out delay keeps about 5 second when using manipulator semi-manipulator and product will fall or can’t be taken off if ejector back.5. 低压保护时间对保护我们人身安全,模具安全起很大作用,配合好模具低压位置和低压压力的调整,低压保护的时间应取1-3秒,保护时间越短,可能造成的危害则越小. Low-pressure protect is very important for safety and protect mold, Mold protect t ime should adjust within 1-3 second suit low pressure and position of mold protect, shorter protect time, make damaged.。
材料成型工艺基础部分(中英文词汇对照)

材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance 尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement 热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing 冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding 高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding 硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel 低合金钢:lean alloy steel 不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶: solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics 聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6.2 工业陶瓷制品的成型技术干燥:drying润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind7.3 陶瓷复合材料成型技术溶胶-凝胶法:sol-gel method化学气相沉积: chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
材料成型工艺基础部分中英文词汇对照

材料成型工艺基础部分中英文词汇对照Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】材料成型工艺基础部分0绪论金属材料:metalmaterial(MR)高分子材料:high-molecularmaterial陶瓷材料:ceramicmaterial复合材料:compositionmaterial成形工艺:formationtechnology1铸造铸造工艺:castingtechnique铸件:foundrygoods(casting)机器零件:machinepart毛坯:blank力学性能:mechanicalproperty砂型铸造:sandcastingprocess型砂:foundrysand1.1铸件成形理论基础合金:alloy铸造性能:castingproperty工艺性能:processingproperty收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:castingstructure使用性能:serviceperformance浇不足:misrun冷隔:coldshut夹渣:cinderinclusion粘砂:sandfusion缺陷:flaw,defect,falling流动性:flowingpower铸型:cast(foundrymold)蓄热系数:thermalstoragecapacity浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layerfreezing糊状凝固:mushyfreezing结晶:crystal缩孔:shrinkagevoid缩松:shrinkageporosity顺序凝固:progressivesolidification冷铁:ironchill补缩:feeding等温线法:constanttemperaturelinemethod内接圆法:inscribedcirclemethod 铸造应力:castingstress变形:deforming裂纹:crack机械应力:mechanicalstress热应力:heatstress相变应力:transformationstress 气孔:blowhole铸铁:ingot铸钢:caststeel非铁合金:nonferrousalloy灰铸铁:graycast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductilecastiron石墨:graphite蠕墨铸铁:vermicularcastiron热处理:heatprocessing铝合金:Al-alloy熔炼:fusionmetallurgy铜合金:copperalloy氢脆:hydrogenbrittleness1.2铸造方法(castingmethod)手工造型:handmoulding机器造型:machinemoulding金属型:metalmoldcasting金属模:permanentmould压力铸造:presscasting熔模铸造:investmentmoulding蜡膜:cere离心铸造:centrifugalcasting低压铸造:castingunderlowpressure 差压铸造:counter-pressurecasting 陶瓷型铸造:shawprocess1.3铸造工艺设计浇注位置:pouringposition分型面:mouldjoint活块:loosepiece起模:patterdrawing型芯:core型芯撑:chaplet工艺参数:processingparameter下芯:coresetting合型:mouldassembly冒口:castinghead尺寸公差:dimensionaltolerance 尺寸公差带:tolerancezone机械加工余量:machiningallowance 铸孔:corehole非标准:nonstandardlabel收缩率:rateofcontraction线收缩:linearcontraction体收缩:volumecontraction起模斜度:patterndraft铸造圆角:curvingofcastings芯头:coreregister芯头间隙:clearance芯座:coreprintseat分型线:jointline分模线:diepartingline1.4铸造结构工艺性加强筋:ribreinforcement撒砂:stuccoing内腔:entocoele2金属塑性加工塑性加工:plasticworking塑性:plasticproperty锻造:forgework冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grainrefinement热锻:hit-forging温锻:warmforging2.1金属塑性加工理论基础塑性变形:plasticyield加工硬化:work-hardening韧性:ductility回复温度:returntemperature再结晶:recrystallize再结晶退火:fullannealing冷变形:colddeformation热变性:heatdenaturation锻造比:forgingratio镦粗:upset拔长:pullout纤维组织:fibroustissue锻造性能:forgingproperty可锻性:forgeability变形抗力:resistanceofdeformation化学成分:chemicalconstitution热脆性:hotbrittleness冷脆性:cold-shortness变形速度:deformationvelocity应力状态:stresscondition变形温度:deformationtemperature过热:overheating过烧:burning脱碳:carbonelimination始锻温度:initiationforgingtemperature 终锻温度:finalforgingtemperature2.2金属塑性加工方法自由锻:flat-diehammer冲孔:jetting弯曲:bend弯曲半径:bendingradius切割:cut扭转:twistrotation错移:offsetting锻接:percussion基本工序:basicprocess辅助工序:auxiliaryprocess精整工序:finishingprocess模锻:contourforging锻模:forgingdie胎膜锻:fetalmembraneforging剪床:shearingmachine冲床:backing-outpunch冲裁:blanking弹性变形:elasticdistortion塑性变形:plasticyield剪切变形:shearingdeformation最小弯曲半径:minimumbendingradius 曲率:angularity弯裂:rupture回弹:rebound辊轧:rollforming辊锻:rollforging斜轧:obliquerolling横轧:transverserolling辗压:tampingdrum挤压:extruding拉拔:draft2.3塑性加工工艺设计工艺规程:processspecification锻件图:forgingdrawing敷料:dressing锻件余量:forgingallowance锻件公差:forgingtolerance工夹具:clampingapparatus加热设备:firingequipment加热规范:heatingschedule冷却规范:coolingschedule后续处理:aftertreatment分模面:diepartingface冲孔连皮:punchingthewad模锻斜度:draftangle圆角半径:radiusofcorner圆饼类锻件:circumcresentcake-likeforging 长轴类锻件:longaxis-likeforging2.4锻件结构工艺性锥体:cone斜面:cant空间曲线:curveinspace粗糙度:degreeofroughness2.5冲压件结构工艺性3焊接焊接:welding铆接:riverting熔焊:fusionwelding压焊:presswelding钎焊:brazewelding3.1焊接理论基础冶金:metallurgy电弧焊:arcwelding气焊:acetylenewelding电渣焊:electro-slagwelding高能束焊:highenergywelding电子焊:electronicwelding激光焊:laserwelding等离子焊:plasmawelding电弧:electricarc阳极区:anoderegion阴极区:negativepolarity弧柱区:arcstream正接法:electrodenegativemethod 反接法:oppositionmethod脱氧剂:deoxidizingagent焊缝:weldedseam焊缝区:weldzone熔合区:fusionarea热影响区:heat-affectedzone脆性断裂:brittlefracture过热区:overheatedzone正火区:normalizedzone相变区:phasechangezone焊接应力:weldingstress收缩变形:contractiondistortion角变形:angulardeformation弯曲变形:benddeformation扭曲变形:warpingdeformation波浪变形:wavetransformation反变形法:reversibledeformationmethod刚性固定法:rigidfixingmethod预热:warming-up缓冷:slowcool焊后热处理:postweldheattreatment矫形处理:shape-righting3.2焊接方法埋弧焊:hiddenarcwelding气体保护焊:gasshieldedarcwelding氩弧焊:argonwelding熔化极氩弧焊:consumableelectrodeargonwelding 钨极氩弧焊:argontungsten-arcwelding二氧化碳气体保护焊:CO2gasshieldedarcwelding碳弧焊:carbonarcwelding碳弧气刨:carbonarcairgouging电渣焊:electro-slagwelding高能焊:highgradeenergywelding等离子弧切割:plasmaarccutting(PAC)堆焊:beadweld电阻焊:resistancewelding电焊:electricwelding缝焊:seamwelding压焊:presswelding多点凸焊:multipleprojectionwelding 对焊:weldingneck摩擦焊:frictionwelding扩散焊:diffusionwelding硬钎料:brazingalloy软钎料:softsolder3.3常用金属材料的焊接焊接性:weldability焊接方法:weldingmethod焊接材料:weldingmaterial焊条:electrode焊剂:fluxmaterial碳素钢:carbonsteel低碳钢:lowcarbonsteel中碳钢:mediumcarbonsteel高碳钢:highcarbonsteel低合金钢:leanalloysteel不锈钢:non-corrosivesteel有色金属:nonferrousmetal3.4焊接工艺设计型材:sectionalbar药皮:coating焊丝:solderingwire连续焊缝:continuousweld断续焊缝:intermittentweld应力集中:stressconcentration焊接接头:solderedjoint坡口:groove对接:abuttingjoint搭接:lapjoint角接:cornerjoint4粉末冶金(powermetallurgy)粉末冶金成品:finishedpowermetallurgicalproduct 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-meltingmetal陶瓷:ceramic4.1粉末冶金工艺理论基础压坯:pressedcompact扩散:diffusion烧结:agglomeration固溶:solidsolubility化合:combination4.2粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reductionmethod电解法:electrolyticmethod 雾化法:atomization粒度:grainsize松装密度:loosedensity流动性:flowingpower压缩性:compressibility筛分:screenseparation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5金属复合成型技术自蔓延焊接:SHSwelding热等静压:HIP准热等静压:PHIP5.1液态成型技术与固态成型技术的复合高压铸造:high-pressurecasting电磁泵:magnetic-pump压射成型:injectionmolding柱塞:plungerpiston冲头:driftpin凝固法:freezingmethod挤压法:extrusionmethod转向节:knucklepivot制动器:arrestinggear5.2金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropycasting触变锻造:thixotropyforging注射成型:injectionmolding5.3其他金属成型新技术快速凝固:flashset非晶态:amorphous溢流法:pressoversystem喷射沉积:ejectingdeposit爆炸复合法:explosioncladdingmethod 扩散焊接:diffusionwelding挤压:extruding轧制:rolldown6非金属材料成型技术6.1高分子材料成型技术高分子材料:non-metalmaterial耐腐蚀:resistantmaterial绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plasticmaterial橡胶:rubber合成纤维:syntheticfibre涂料:coveringmaterial粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplasticplastics 热固性塑料:thermosettingplastic通用塑料:general-purposeplastics 工程塑料:engineeringplastic薄膜:thinfilm增强塑料:reinforcedplastics 浇注塑料:pouringplastics注射塑料:injiectionplastics 挤出塑料:extrusionplastics 吹塑塑料:blowingplastics模压塑料:diepressingplastics 聚合物:ploymersemiconductor 吸湿性:hygroscopiccargo定向作用:directionalaction 生胶:greengluestock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:gluejoint刹车片:brakeblock零件修复:partsrenewal蜂窝夹层:honeycombcorematerial 6.2工业陶瓷制品的成型技术干燥:drying坯料:blank润滑剂:anti-friction结合剂:binder热压铸:hotinjiectionmoulding 6.3非金属材料成型技术的新进展热压烧结:hotpressedsintering 7复合材料的成型技术复合材料:compositematerial树脂:resin7.1金属复合材料的成型技术硼纤维:boronfiber钛合金:titaniumalloy碳纤维:carbonfilter等离子喷涂:plasmaspraying浸渍法:immersionmethod锭坯:ingotblank7.2聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwindforming湿法缠绕:wetmethodenwind7.3陶瓷复合材料成型技术料浆:slurry溶胶-凝胶法:sol-gelmethod化学气相沉积:chemicalvapordeposition(CVD)原位:insitu8材料成型方法的选择粉末冶金:powdermetallurgy工程塑料:engineeringplastics工程陶瓷:engineeringceramics。
材料成型工艺基础部分(中英文词汇对照)

材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material 陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property 收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion 粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power 铸型:cast (foundry mold) 蓄热系数:thermal storage capacity浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification冷铁:iron chill补缩:feeding等温线法:constant temperature line method内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole 铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation 球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure差压铸造:counter-pressure casting陶瓷型铸造:shaw process 1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head 尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance铸孔:core hole非标准:nonstandard label 收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curvingof castings芯头:core register芯头间隙:clearance芯座:core print seat 分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement热锻:hit-forging温锻:warm forging 2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature再结晶:recrystallize再结晶退火:full annealing冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue 锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness 冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die 胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius曲率:angularity弯裂:rupture 回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling 横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance 工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding 钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding高能束焊:high energy welding电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding 电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam 焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone 脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment 矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding 高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method焊接材料:welding material焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel有色金属:nonferrous metal3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint 4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization松装密度:loose density 流动性:flowing power压缩性:compressibility筛分:screen separation 混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant 粘度:viscosity热塑性塑料:thermoplastic plastics热固性塑料:thermosetting plastic通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR 氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material6.2 工业陶瓷制品的成型技术干燥:drying坯料:blank润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 陶瓷复合材料成型技术料浆:slurry溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD)原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
材料成型工艺基础部分(中英文词汇对照)

资料成型工艺基础部分0绪论金属资料: metal material (MR)高分子资料: high-molecular material陶瓷资料: ceramic material复合资料: composition material成形工艺: formation technology1锻造锻造工艺: casting technique铸件: foundry goods(casting)机器部件: machine part毛坯: blank力学性能: mechanical property砂型锻造: sand casting process型砂: foundry sand1.1 铸件成形理论基础合金: alloy锻造性能: casting property工艺性能: processing property缩短性: constringency偏析性: aliquation氧化性: oxidizability吸气性: inspiratory铸件结构: casting structure使用性能: service performance浇不足: misrun冷隔: cold shut夹渣: cinder inclusion粘砂: sand fusion缺点: flaw, defect, falling流动性: flowing power铸型: cast (foundry mold)蓄热系数: thermal storage capacity 浇注: pouring凝结: freezing缩短性: constringency逐层凝结: layer-by-layer freezing 糊状凝结: mushy freezing结晶: crystal缩孔: shrinkage void缩松: shrinkage porosity序次凝结: progressive solidification 冷铁: iron chill补缩: feeding等温线法: constant temperature line method 接圆法: inscribed circle method锻造应力: casting stress变形: deforming裂纹: crack机械应力: mechanical stress热应力: heat stress相变应力: transformation stress气孔: blow hole铸铁: ingot铸钢: cast steel非铁合金: nonferrous alloy灰铸铁: gray cast-iorn孕育办理: inoculation球墨铸铁: spheroidal球化办理: sheroidisation可锻铸铁: ductile cast iron石墨: graphite蠕墨铸铁: vermicular cast iron热办理: heat processing铝合金: Al-alloy熔炼: fusion metallurgy铜合金: copper alloy氢脆: hydrogen brittleness1.2 锻造方法(casting method)手工造型: hand moulding机器造型: machine moulding金属型: metal mold casting金属模: permanent mould压力锻造: press casting熔模锻造: investment moulding蜡膜: cere离心锻造: centrifugal casting低压锻造: casting under low pressure 差压锻造: counter-pressure casting 陶瓷型锻造: shaw process1.3 锻造工艺设计浇注地点: pouring position分型面: mould joint活块: loose piece起模: patter drawing型芯: core型芯撑: chaplet工艺参数: processing parameter下芯: core setting合型: mould assembly冒口: casting head尺寸公差: dimensional tolerance尺寸公差带: tolerance zone机械加工余量: machining allowance 铸孔: core hole非标准: nonstandard label缩短率: rate of contraction线缩短: linear contraction体缩短: volume contraction起模斜度: pattern draft锻造圆角: curving of castings芯头: core register芯头缝隙: clearance芯座: core print seat分型线: joint line分模线: die parting line1.4 锻造结构工艺性增强筋: rib reinforcement撒砂: stuccoing腔: entocoele2金属塑性加工塑性加工: plastic working塑性: plastic property锻造: forge work冲压: punching轧制: rolling拉拔: drawing挤压: extruding细化晶粒: grain refinement 热锻: hit-forging温锻: warm forging2.1 金属塑性加工理论基础塑性变形: plastic yield加工硬化: work-hardening韧性: ductility回复温度: return temperature 再结晶: recrystallize再结晶退火: full annealing冷变形: cold deformation热变性: heat denaturation锻造比: forging ratio镦粗: upset拔长: pull out纤维组织: fibrous tissue锻造性能: forging property可锻性: forgeability变形抗力: resistance of deformation化学成分: chemical constitution热脆性: hot brittleness冷脆性: cold-shortness变形速度: deformation velocity应力状态: stress condition变形温度: deformation temperature过热: overheating过烧: burning脱碳: carbon elimination始锻温度: initiation forging temperature 终锻温度: final forging temperature 2.2 金属塑性加工方法自由锻: flat-die hammer冲孔: jetting曲折: bend曲折半径: bending radius切割: cut扭转: twist rotation错移: offsetting锻接: percussion基本工序: basic process辅助工序: auxiliary process精整工序: finishing process模锻: contour forging锻模: forging die胎膜锻: fetal membrane forging剪床: shearing machine冲床: backing-out punch冲裁: blanking弹性变形: elastic distortion塑性变形: plastic yield剪切变形: shearing deformation最小曲折半径: minimum bending radius 曲率: angularity弯裂: rupture回弹: rebound辊轧: roll forming辊锻: roll forging斜轧: oblique rolling横轧: transverse rolling辗压: tamping drum挤压: extruding拉拔: draft2.3 塑性加工工艺设计工艺规程: process specification锻件图: forging drawing敷料: dressing锻件余量: forging allowance锻件公差: forging tolerance工夹具: clamping apparatus加热设备: firing equipment加热规: heating schedule冷却规: cooling schedule后续办理: after treatment分模面: die parting face冲孔连皮: punching the wad模锻斜度: draft angle圆角半径: radius of corner圆饼类锻件: circumcresent cake-like forging 长轴类锻件: long axis-like forging2.4 锻件结构工艺性锥体: cone斜面: cant空间曲线: curve in space粗糙度: degree of roughness 2.5 冲压件结构工艺性3焊接焊接: welding铆接: riverting熔焊: fusion welding压焊: press welding钎焊: braze welding3.1 焊接理论基础冶金: metallurgy电弧焊: arc welding气焊: acetylene welding电渣焊: electro-slag welding 高能束焊: high energy welding 电子焊: electronic welding激光焊: laser welding等离子焊: plasma welding电弧: electric arc阳极区: anode region阴极区: negative polarity弧柱区: arc stream正接法: electrode negative method反接法: opposition method脱氧剂: deoxidizing agent焊缝: welded seam焊缝区: weld zone熔合区: fusion area热影响区: heat-affected zone脆性断裂: brittle fracture过热区: overheated zone正火区: normalized zone相变区: phase change zone焊接应力: welding stress缩短变形: contraction distortion角变形: angular deformation曲折变形: bend deformation歪曲变形: warping deformation波涛变形: wave transformation反变形法: reversible deformation method 刚性固定法: rigid fixing method预热: warming-up缓冷: slow cool焊后热办理: postweld heat treatment矫形办理: shape-righting3.2 焊接方法埋弧焊: hidden arc welding气体保护焊: gas shielded arc welding氩弧焊: argon welding融化极氩弧焊: consumable electrode argon welding 钨极氩弧焊: argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊: carbon arc welding碳弧气刨: carbon arc air gouging电渣焊: electro-slag welding高能焊: high grade energy welding等离子弧切割: plasma arc cutting (PAC)堆焊: bead weld电阻焊: resistance welding电焊: electric welding缝焊: seam welding压焊: press welding多点凸焊: multiple projection welding对焊: welding neck摩擦焊: friction welding扩散焊: diffusion welding硬钎料: brazing alloy软钎料: soft solder3.3 常用金属资料的焊接焊接性: weldability焊接方法: welding method焊接资料: welding material 焊条: electrode焊剂: flux material碳素钢: carbon steel低碳钢: low carbon steel中碳钢: medium carbon steel 高碳钢: high carbon steel低合金钢: lean alloy steel不锈钢: non-corrosive steel 有色金属: nonferrous metal 3.4 焊接工艺设计型材: sectional bar药皮: coating焊丝: soldering wire连续焊缝: continuous weld断续焊缝: intermittent weld应力会合: stress concentration焊接接头: soldered joint坡口: groove对接: abutting joint搭接: lap joint角接: corner joint4粉末冶金( power metallurgy )粉末冶金成品: finished power metallurgical product 铁氧体: ferrite硬质合金: sintered-carbide高熔点金属: high-melting metal陶瓷: ceramic4.1 粉末冶金工艺理论基础压坯: pressed compact扩散: diffusion烧结: agglomeration固溶:solid solubility化合: combination4.2 粉末冶金的工艺流程制备: preparation预办理: anticipation还原法: reduction method电解法: electrolytic method雾化法: atomization粒度: grain size松装密度: loose density流动性: flowing power压缩性: compressibility筛分: screen separation混杂: compounding制粒: pelletization过烧: superburning欠烧: underburnt5金属复合成型技术自延伸焊接: SHS welding热等静压: HIP准热等静压: PHIP5.1 液态成型技术与固态成型技术的复合高压锻造: high-pressure casting电磁泵: magnetic-pump压射成型: injection molding柱塞: plunger piston冲头: drift pin凝结法: freezing method挤压法: extrusion method转向节: knuckle pivot制动器: arresting gear5.2 金属半凝结、半熔融成型技术凝结: freezing半熔融: semi-vitreous触变锻造: thixotropy casting触变锻造: thixotropy forging注射成型: injection molding5.3 其余金属成型新技术快速凝结: flash set非晶态: amorphous溢流法: press over system发射堆积: ejecting deposit爆炸复合法: explosion cladding method 扩散焊接: diffusion welding挤压: extruding轧制: roll down6非金属资料成型技术6.1 高分子资料成型技术高分子资料: non-metal material耐腐化: resistant material绝缘: insulation老化: ageing耐热性: heat-durability粘弹性: viscoelasticity塑料: plastic material橡胶: rubber合成纤维: synthetic fibre涂料: covering material粘结剂: agglomerant粘度: viscosity热塑性塑料: thermoplastic plastics 热固性塑料: thermosetting plastic 通用塑料: general-purpose plastics 工程塑料: engineering plastic薄膜: thin film增强塑料: reinforced plastics浇注塑料: pouring plastics注射塑料: injiection plastics挤出塑料: extrusion plastics吹塑塑料: blowing plastics模压塑料: die pressing plastics聚合物: ploymer semiconductor吸湿性: hygroscopic cargo定向作用: directional action生胶: green glue stock填料: carrier丁苯橡胶: SBR顺丁橡胶: BR氯丁橡胶: CR丁腈橡胶: NBR硅橡胶: Q聚氨酯橡胶: U压延: calender硫化: sulfuration胶粘剂: adhesive胶接: glue joint刹车片: brake block部件修复: parts renewal蜂窝夹层: honeycomb core material 6.2 工业陶瓷制品的成型技术干燥: drying坯料: blank润滑剂: anti-friction联合剂: binder热压铸: hot injiection moulding 6.3 非金属资料成型技术的新进展热压烧结: hot pressed sintering7复合资料的成型技术复合资料: composite material 树脂: resin7.1 金属复合资料的成型技术硼纤维: boron fiber钛合金: titanium alloy碳纤维: carbon filter等离子喷涂: plasma spraying 浸渍法: immersion method锭坯: ingot blank7.2 聚合物基复合资料的成型技术晶须: whisker环绕成形: enwind forming湿法环绕: wet method enwind 7.3 陶瓷复合资料成型技术料浆: slurry溶胶 - 凝胶法: sol-gel method化学气相堆积:chemical vapor deposition (CVD)原位: in situ8资料成型方法的选择粉末冶金: powder metallurgy工程塑料: engineering plastics工程陶瓷: engineering ceramics。
塑料常用成形工艺英汉对照资料

各种常用成形工艺英汉对照塑料成型injection molding 射出成形 (注塑成型)extrusion molding 挤出成形 (挤出成型) calendaring molding 压延成形 (压延成型) hollow(blow) molding 中空(吹出)成形matched mould thermal forming 对模热成形 compression molding 压缩成形 (压制成型) transfer molding 转送成形 (传递模塑成型)slush molding 凝塑成形 (搪塑)rotational molding 离心成形 (滚塑)foam forming 发泡成形 (发泡成型)dip mold 浸渍成形encapsulation molding 注入成形 (封装成型)matched die method 对模成形法compound molding 复合成形laminating method 被覆淋膜成形rubber molding 橡胶成形/tips/tips_process_methods.htm Plastic Processing MethodsPROCESS DESCRIPTIONBlow吹塑 An extruded parison tube of heated thermoplastic is positioned between two halves of an open split mold and expanded against the sides of the closed mold via air pressure. The mold is opened and the part ejected. Low tool and die costs, rapid production rates, and ability to mold fairly complex hollow shapes in one piece.Calendering压延 Dough-consistent thermoplastic mass is formed into a sheet of uniform thickness by passing it through and over a series of heated or cooled rolls. Calenders are also utilized to apply plastic covering to the backs of other materials. Low cost, and sheet materials are virtually free of molded-in stresses.Casting Liquid plastic, which is generally thermoset except for acrylics, is poured into a mold without pressure, cured, and taken from the mold. Cast thermoplastic films are produced via building up the material (either in solution or hot-melt form) against a highly polished supporting surface. Low mold cost, capability to form large parts with thick cross sections, goodsurface finish, and convenient for low-volume production.Centrifugal casting离心浇铸 Reinforcement is placed in mold and is rotated. Resin distributed through pipe; impregnates reinforcement through centrifugal action. Utilized for round objects, particularly pipeCoating被覆 Process methods vary. Both thermoplastics and thermosets widely used in coating of numerous materials. Roller coating similar to calendering process. Spread coating employs blade in front of roller to position resin on material. Coatings also applied via brushing, spraying, and dipping.Cold pressure molding冷压力成型 Similar to compression molding in that material is charged into a split mold; it differs in that it employs no heat, only pressure. Part cure takes place in an oven in a separate operation. Some thermoplastic billets and sheet material are cold formed in a process similar to drop-hammer die forming or fast cold-form stamping of metals. Low-cost matched-tool moldings exist which utilize a rapid exotherm to cure moldings on a relatively rapid cycle. Plastic or concrete tooling can be used. With process comes ability to form heavy ortough-to-mold materials; simple, inexpensive, and often has rapid production rate.Compression molding模压成Principally polymerized thermoset compounds, usuallypre-formed, is positioned in a heated mold cavity; the mold is型 closed (heat and pressure are applied) and the material flows and fills the mold cavity. Heat completes polymerization andthe part is ejected. The process is sometimes used forthermoplastics. Little material waste is attainable; large, bulkyparts can be molded; process is adaptable to rapidautomation (racetrack techniques, etc.)Encapsulation 封装成型 Mixed compound is poured into open molds to surround and envelope components; cure may be at room temperature with heated postcure. Encapsulation generally includes several processes such as potting, embedding and conformal coating.Extrusion molding挤出成型 Widely used for continuous production of film, sheet, tube, and other profiles; also used in conjunction with blow molding. Thermoplastic or thermoset molding compound is fed from a hopper to a screw and barrel where it is heated to plasticity then forwarded, usually via a rotating screw, through a nozzle possessing the desired cross section. Production lines require input and takeoff equipment that can be complex. Low tool cost, numerous complex profile shapes possible, very rapid production rates, can apply coatings or jacketing to core materials (such as wire).Filament Excellentstrength-to-weight. Continuous, reinforcedwinding filaments, usually glass, in the form of roving are saturated with resin and machine-wound onto mandrels having shape ofdesired finished part. Once winding is completed, part andmandrel are cured; mandrel can then be removed throughporthole at end of wound part. High-strength reinforcementscan be oriented precisely in direction where strength isrequired. Good uniformity of resin distribution in finished part;mainly circular objects such as pressure bottles, pipes, androcket cases.Injection molding注塑成型 Very widely used. High automation of manufacturing is standard practice. Thermoplastic or thermoset is heated to plasticity in cylinder at controlled temperature, then forced under pressure through a nozzle into sprues, runners, gates, and cavities of mold. The resin undergoes solidification rapidly, the mold is opened, and the part ejected. High production runs, low labor costs, high repoducibility of complex details, and excellent surface finish.Laminating 层合成型 Material, usually in form of reinforcing cloth, paper, foil, metal, wood, glass fiber, plastic, etc., preimpregnated or coated with thermoset resin (sometimes a thermoplastic) is molded under pressure greater than 1000psi (7Mpa) into sheet, rod, tube or other simple shapes. Excellent dimensional stability offinished product; very economical in large production of parts.Matched-die- molding A variation of the conventional compression molding this process employs two metal molds possessing a close-fitting, telescoping area to seal in the plastic compound being molded and to allow trim of the reinforcement. The mat or preform reinforcement is positioned in the mold and the molds is closed and heated under pressures of 150-400 psi (1-3 Mpa). The mold is then opened and the part is removed.Pultrusion This process is similar to profile extrusion, but it does not provide flexibility and uniformity of product control, and automation. Used for continuous production of simple shapes (rods, tubes, and angles) principally incorporating fiberglass or other reinforcement. High output possible.Rotational molding滚塑成型 A predetermined amount of powdered or liquid thermoplastic or thermoset material is poured into mold; mold is closed, heated, and rotated in the axis of two planes until contents have fused to inner walls of mold; mold is then opened and part is removed. Low mold cost, large hollow parts in one piece can be produced, and molded parts are essentially isotropic in natureSlush molding 搪塑Powdered or liquid thermoplastic material is poured into a mold to capacity; mold is closed and heated for apredetermined time in order to achieve a specified buildup of partially cured material on mold walls; mold is opened and unpolymerized material is poured out; and semifused part is removed from mold and fully polymerized in oven. Low mold costs and economical for small production runs.Thermoforming 热成型Heat-softened thermoplastic sheet is positioned over male or female mold; air is evacuated from between sheet and mold, forcing sheet to conform to contour of mold. Variations are vacuum snapback, plug assist, drape forming, etc. Tooling costs are generally low, large part production with thin sections possible, and often comes out economical for limited part production.Transfer molding传递模塑成型Related to compression and injection molding processes. Thermoset molding compound is fed from hopper into a transfer chamber where it is then heated to plasticity; it is then fed by a plunger through sprues, runners, and gates into a closed mold where it cures; mold is opened and part ejected. Good dimensional accuracy, rapid production rate, and very intricate parts can be produced.Wet-lay up or contact molding Several layers, consisting of a mixture of reinforcement (generally glass cloth) and thermosetting resin are positioned in mold and roller contoured to mold’s shape; assembly isusually oven-cured without the application of pressure. Inspray molding, a modification, resin systems and choppedfiber are sprayed simultaneously from a spray gun against themold surface. Wet-layup parts are sometimes cured underpressure, using vacuum bag, pressure bag, or autoclave, anddepending on the method employed, wet-layup can be calledopen molding, hand layup, sprayup, vacuum bag, pressurebag, or autoclave molding. Little equipment required, efficient,low cost, and suitable for low-volume production of parts./classselection/interpretationscontent.aspPLASTICS MANUFACTURING OR PROCESSING Calendering: Plastic Material is compounded in a Banbury mixer, which is a housing around two eccentric rolls. After the material is introduced a weight is applied to the top of the material and the mechanical motion and heating causes the material to soften and become plastic. This material is dumped and usually goes to "warming" rolls which are usually two roll mills similar to those found in making rubber. From here the material is fed into calender rolls and comes out as a uniform thick sheet. It can be passed through embossing rolls to imprint a pattern. It is then passed over a series of cooling cans, and is wound into rolls.Casting: There are several methods and the most common are discussed below:(a) Cold Casting: Liquid plastics or resins are mixed with inert materials such as clays, limestone or marble chips. The plaster-like material is then trowelled, or otherwise applied to a thick shape or mold. After air curing the item is removed, finished by grinding, sawing or filing.(b) Foam Casting: A mixture of plastics such as Urethane and a foaming agent are introduced into the bottom of a mold, which is closed and clamped. They may be passed through an oven or the reaction of the liquid may cause enough heat to expand and fill the mold. The molds are then opened, the pieces removed and cleaned to remove the flash at the mold parting line. Foam casting can also be done by running the mixed liquid onto paper on a moving conveyor. This is then passed through an oven where it rises and loses any volatiles, and cures. At the end of the oven, the material is cut into a sheet or coiled into rolls.c) Sheet Casting: A liquid plastic such as an Acrylic resin is poured between glass panels which acts as a mold. These are placed in hot vats until the plastic polymerizes and solidifies. The glass is removed, the plastic is cut into strips, and stamped, usually in power presses, to form buckles or buttons for ladies dresses.Extrusion: In this process a continuous flow of molten plastic is formed through a shaped opening called a die, and the plastic is then cooled. Depending on the shape of the opening, many different parts can be made. If the opening is like a ring, a tube or pipe can be made. If the opening is a long thin slit, a sheet may be formed. While the die determines the shape of the plastic flow, many different methods are used "down stream" to make different types of parts. In some instances a cooling bath may be used while at other times air jets, water sprays, fans, vacuum pulling conveyor is used to pull the extrusion along the line. As the part leaves the "take off" it may be sawed to special lengths, coiled, spooled, sheared or punched, depending on the requirements of the piece. Fabrication:Cutting, cementing or heat sealing: Plastic sheets are cut on wood working types of machines, then cemented, glued or heat sealed to form final assemblies. Finished sheets can be cut in the dies of various presses such as is used in the leather, textile or metal forming industries. These parts can be glued, heat sealed, or embossed to form a variety of items such as, file folders, panels for auto interiors, tarpaulins, etc.(b) Machining or grinding: Extruded rods, tubes, etc. are machined on lathes, screw machines or grinders to form beads, tubes, balls, etc. as final parts or products.Molding (or Forming): The term "molding" is often applied to operations that do not involve power presses and probably are more accurately described as "forming" or "fabrication." Code 4484 applies to the former; code 4452 to the latter. There are a variety of methods and although not necessarily all-inclusive, the listing below should describe most that would be encountered:(a) Blow Molding: This is a modification of injection molding and presently involves forming in one of two methods. The first involves extruding a tube of heated soft plastic which is gravity fed into the open mold. The operation is timed so that the molds are closed over the material, air is injected into it thereby forcing the plastic to conform to the shape of the mold. The molds are then cooled and the finished part removed. A modification of this is the forming of the soft heated plastic (parison) over a plug through which air is injected forcing the material into the shape of the mold.(b) Cold Molding: This involves coating a mold of metal or wood with a "release" of some type followed by a "gel coat." After this layer of reinforcing material such as glass cloth or fibers and liquid resins are added to build the thickness desired. The items either air dry or cure and are then removed from the mold or form.(c) Compression Molding: Molds are mounted in hydraulic presses, usually with a vertical stroke. Plastic powders, granules, pellets or bricketts are introduced into the lower cavity of the mold, the press is closed and at the end ofthe cycle the press is opened and the parts removed either by hand or by an unloading tray. The parts are finished by cleaning the "flash" at the end of the mold parting line by tumbling, filing, sanding or machining.(d) Dip Molding: This is an outgrowth of the latex dipping industry. Involves dipping a mold into liquid plastic to form a deposit in the shape of the mold. The deposit is then blown from the mold, cut to size and finished.(e) Foam Molding: A set of molds are mounted in a hydraulic or pneumatic press. After the mold is closed, partially expanded beads of polystyrene are blown or sucked into the mold cavities. The molds are heated with steam, the beads expand further to fill the cavities. The molds are then cooled, opened and the finished parts removed.(f) Injection Molding: Hydraulic presses are used to open and close a set of molds. The plastic material in the form of granules or pellets are introduced into the hopper of an extruder. After the press is closed, the extruder forces the molten plastic into the molds through a series of runners and gates to the individual cavities. The molds are cooled by circulating water and opened and the parts removed after sufficient cooling.(g) Rotational Molding: So-called because it involves rotating the molds while in the oven and prior to cooling in a water bath. In the process a measuredamount of liquid is introduced into thin walled metal molds which are then closed and placed in a heated oven. At the same time the molds are rotated so that the liquid comes in contact with the entire inner surface of the mold. After sufficient time, the molds are removed from the oven, opened and the hollow items with an external shape like the inside of the mold are removed. The items are cleaned by using a wire brush and usually decorated with paints or enamels. This method is considered the ideal process for producing completely enclosed hollow parts and used extensively for manufacturing dolls and toys, promotional and premium items, pharmaceutical components, automotive and industrial parts.(h) Slush Molding: See Rotational Molding which is a modification of slush molding and has often replaced it.(i) Transfer Molding: A modified type of compression molding. Instead of loading the thermosetting material directly into the mold, it is first heated to the melting point but below the setting temperature and injected in a liquid state into a closed hot mold. This is accomplished by forcing the liquified material into the orifice of the mold via a pressure cylinder. A big advantage in transfer molding is in the case of complicated parts employing inserts. If a straight compression molding process were employed in such instances, the uneven flow of the compound as pressure is applied would tend to tear inserts from supports. Transfer molding, on the other hand, allows an even flow of the liquified materialthrough the contours of the mold without interference with the position of inserts or other mold parts.(j) Vacuum Molding: Sheets of plastic are softened in an oven, and then placed over a mold of wood or metal. A vacuum is formed in the space between the mold and the plastic sheet, and the plastic is drawn down to take the conformation of the mold. After sufficient cooling time, the piece is removed. The formed part must then be removed from the rest of the sheet by sawing or stamping.Filament Winding: This method is used to produce tanks that can be quite large or ducts for the chemical industry. Usually wooden molds are made and mounted so they can be rotated. Filaments of glass, nylon or other fibrous material are passed through a bath of liquid resin, then spirally wound onto the rotation form until the desired thickness is obtained. After the resin cures, the item is removed from the mold or form.Fluidizing: Low pressure air is passed through very fine solid plastic to cause it to "fluidize." Heated metal parts are then lowered into this plastic. The plastic melts and sticks to the surface of the metal. The temperature and time regulate the thickness of the coating.Plastic Laminating: This process is used in making products such as building panels, kitchen counter tops and restaurant table surfaces, etc. There are twomain processes:(a) High Pressure Laminating: This involves combining together with plastic resins layers of fibrous materials such as fabric, paper, glass fibers or other materials to form a sandwich which is fused in a press under high heat and pressure which serves to cure the plastic and set the laminate into permanent rigid form.(b) Reinforced Materials: This process involves placing pieces of glass fiber cloth or mat, paper or other material, soaked with liquid plastic, on a form or mold the shape of the end product. Although methods differ, it is possible to harden the material into permanent shape at room temperature with little or no pressure. This process makes possible the production of larger plastic products as big as a boat hull or oil truck tank body.Plastisol Processing: Plastisols are dispersions of polyvinyl chloride resin in a plasticizer. Other ingredients include stabilizers, pigments and fillers. There are three methods of molding with vinyl plastisols; rotational, slush and dip. It is possible that some items can be produced by any of the three e.g. bicycle hand grips. Rotational and slush molding are more closely related. Rotational is a modification of slush molding and has often replaced the latter. Dip molding on the other hand is an outgrowth of the latex dipping industry and has come back into being because of the particular qualities of vinyl.Plastic FamiliesThere are two basic families of plastics: Thermoplastic materials and Thermo set materials.Thermoplastics soften and melt upon the addition of heat.Upon removal of heat they then again stiffen and harden into a new shape. The Thermoplastic family is what most people relate to when they think about plastics because of the many domestic products that are produced from them. What red blooded American male does not have first hand experience with this family of plastics when as a child built Revelle models of boats, cars or other objects and then lit them on fire only to end up with an amorphous blob?The injection molding technique was developed to efficiently process this family of plastics into the many useful products we use everyday. Some of the commonly used thermoplastics are polyethylene, polypropylene, polystyrene, PVC, ABS and Nylon to name a few. There are countless other engineered plastic materials and compounds to suit broad varieties of applications.Southwest Plastics has extensive injection molding capabilities for thermoplastic materials.Thermosets harden and cure in the molding process as the molecules actually crosslink in a chemical reaction and set into a final shape. No addition of heat will soften or melt the material. As a result, thermosets have their advantage in any high heat environment where softening or melting cannot be tolerated. Domestically products such as ash trays, cooking utensils and cookware handles are produced from thermosets. Industrially thermosets are used in electrical, electronic and military applications. Some examples of thermoset materials are phenolics, epoxys, melamines and diallylphthalates.Thermosets can be molded using the compression, transfer or injection molding processes.Southwest Plastics has extensive capabilities in molding thermoset materials using all three of these processes.Processing MethodsIn order to transform plastic materials into usable shapes, many methods of processing plastics have been developed including the following: Injection molding, compression molding, transfer molding, blow molding, thermoforming, vaccu-forming, extrusion, and blown film. Each of these processes require specific expertice and skill. Southwest Plastics has expertise in COMPRESSION, TRANSFER, and INJECTION molding.Compression Molding is the first technique developed in the early 1900s to mold Bakelite (phenolic) molding compounds. It is used today to process many varieties of thermoset plastics and composites including phenolic, epoxy, melamine, and diallyl phthalate. The compression molding press is simply a vertically oriented hydraulic press. The compression mold is clamped into the compression molding press, and is simple in that it consists of two halves: the cavity and the force or core on the opposite side. The mold is heated to the temperature as specified by the material manufacturer which is usually around 300° F, and the material is placed directly in the cavity. The mold is then closed under pressure compressing the material and causing it to flow into the void between the cavity and the core. The mold is held closed for several minutes (depending on the material used and the wall thickness of the part) while the material is curing or "setting" into the form of the mold surface. The mold is then opened and the part ejected from the mold cavity. Compression molding lends itself to relatively simple parts, but since there are no sprues, runners or gates through which the material must flow, the material can be heavily loaded with a composite of fillers and fibrous reinforcements which remain in a random orientation in the molded part resulting in superior strength properties.Transfer Molding is another method for molding thermoset materials where the design of the part is too complicated or unsuitable for compressionmolding. Transfer molding is often used when metal inserts, studs, connector pins wear plates, electronic components or other parts are molded into the part. With transfer molding, the mold is clamped closed first. The material charge is then loaded into a loading "pot" which is connected to the cavity with a short runner. The material is then "transferred" from the pot to the cavity via the runner under pressure exerted from a plunger which is hydraulically actuated against the material which has been loaded in the pot.Injection molding is a high production method of producing a vast variety of thermoplastic parts into shapes ranging from fairly simple to quite complex. Injection mold cavities are fed with melted plastic material which is forced under high pressure through a sprue which feeds a runner system then through a gate into the cavity. The material is then cooled to the point that the material is solid and then ejected from the mold as a finished part. Certain thermoset materials can also be injection molded after several modifications to the standard injection molding machine are affected. The injection molding machine consists of two basic components: the clamp unit and the injection unit. The clamp unit holds and clamps the tool into position while the injection unit plasticizes and injects the material into the mold which has been positioned by the clamp unit. The clamp force must be sufficient to hold the mold closed against the hydraulic pressure of the material being injected under high pressure bythe injection unit. The rule of thumb is that there must be three tons of clamp force for every square inch of cavity projected area in the mold. Both units are coordinated by a computer controller on the machine which is programmed to efficiently to produce high quantities of consistent quality parts on an automated cycle.Southwest Plastics has been in business for over 50 years and has extensive experience in both thermoset and thermoplastic materials. We have a state of the art facility and offer molding services using compression, transfer and injection molding techniques. Let us work with you on your next project so we can become your "plastics partner"./subpage.asp?cat=3&id=37Da/Pro Rubber, Inc. offers compression molding of rubber compounds. Compression molding consists of a top and bottom plate mold that is machinedto a custom configuration (fig. 1). An elastomer preform is added between the plates and the plates are compressed under heat and pressure for a specific amount of time. The Da/Pro process monitors variables closely and adjusts to compensate for variable differences during each cycle. After the elastomer is cured properly, the mold is opened, the part is removed, the mold cleaned and the cycle repeated.Fig. 1Da/Pro Rubber, Inc. offers transfer molding of rubber compounds. Transfer molding consists of a mold cavity similar to a compression mold. In addition, the mold contains a transfer pot and a ram, where the rubber material is placed before compression. The mold cavity contains transfer holes, which connect to the transfer pot through sprues (fig. 2). During molding, the ram is compressed and compounded rubber material flows through the sprues into the mold cavity where under heat and pressure the rubber compound cures into the mold cavity configuration. Similar to compression molding, the Da/Pro process monitors all variables and compensates for differences during each cycle. After the elastomer is cured properly, the mold cavity is opened, the part is removed, the sprue is removed, the transfer pot and mold cavity are cleaned and the cycle repeated.Fig. 2Each process has advantages and disadvantages. Our experienced staff of engineers, chemists and salesmen can answer all of your questions and concerns with any of your molding needs - contact us.Compression MoldingCompression Molding has been used for many years and is a common method for thermosetting plastics or permanently hardening plastics by heating them. Compression Molding has been used in the auto industry for over 25 years and is employed in the creation of a wide variety of products including phonograph records, rubber tires, roofs, fenders, spoilers and knee replacements, to name just a few.How Does It Work?The first step in Compression Molding is loading a carefully measured amount of the chosen molding compound, called the Charge, into the bottom portion of your preheated mold. The Charge may take the form of powder, pellets, liquid or preform and should be fully formulated requiring no extra preparation to mold.Once the Charge is in place, the two halves of the mold are brought together, forcing the Charge to conform to the shape of the mold. The Charge is compressed and heated until solidified and cured into the。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成型工艺流程及条件介绍(中英文对照)成型工艺流程及条件介绍Molding technique procedure and parameter introduction第一節成型工艺Section 1 molding technique.1. 成型工艺参数类型Sorts of molding parameter.(1). 注塑参数Injection parameter.a. 注射量Injection rate.b. 计量行程Screw back positionc. 余料量Cushiond. 防诞量Sucking back ratee. 螺杆转速Screw speedf. 塑化量Plastic0 rateg. 预塑背压Screw back pressureh. 注射压力和保压压力Injection pressure and holding pressurei. 注射速度Injection speed(2) 合模参数Clamping parametera. 合模力Clamping forceb. 合模速度Clamping speedc. 合模行程.Clamping stroked. 开模力Opening forcee. 开模速度Opening speedf. 开模行程Opening positiong. 顶出压力Ejector advance pressureh. 顶出速度Ejector advance speedi. 顶出行程Ejector advance position2. 温控参数Temperature parametera. 烘料温度Dry resin material temperatureb. 料向与喷嘴温度Cylinder temperature and nozzle temperaturec. 模具温度Mold temperatured. 油温Oil temperature3. 成型周期Molding cyclea. 循环周期Cycle timeb. 冷却时间Cool timec. 注射时间Injection timed. 保压时间Holding pressure timee. 塑化时间Plant timef. 顶出及停留时间Knocking out and delay timeg. 低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parameter setting differs depending on t ype of product第二节成型条件设定第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out. 开锁模条件:Mold opening parameter:快速段中速度低压高压速度High-speedmid-speedLow pressure high pressure speed锁模条件设定:Mold closing parameter setting1. 锁模一般分: 快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure2. 快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到 80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.In high-speed section, Mold closing speed depends on type of mold. For two –plate mold it can set quick and even especially quick usually, it set speed wi t hin 55-75%. For full-plate mold it set speed within80-90% while using especially high speed it set speed within 45-55% and pressure within 50-75% position distance setting differs depending on the volume of product and usually it can be set 1/3 of mold opening position.3. 中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是20%-45%间.In mid-speed section: Mold closing speed changes into mid-speed after high-speed section finish. Mid-speed start position is where two plates meet (include three-plate mold and two-plate mold ) Distance of mid-speed is up to distance of two plates plate i t speed within 30-50% and pressure 20-45%.4. 低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同. Low-pressure section: Mold closing sets low-pressure when plates meeting. This position is set to the data of machine screen on this time. This point is the gage of the data. Data lower the point there is no high-pressure. Data higher the point there is high-pressure easily. It set speed within 15-25% and pressure within 1-2% depending on type within 1-2% depending on type of injection molding machine.5. 高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.High-pressure section: To normal injection molding machine, high-pressure position had been set before they were sent to customer. It can not be modified. For example high-pressure position of CHENHSONG machine is 50P.The speed of high-pressure section is about 30-35% and higher than that of low-pressure. The pressure is up to mold, it can set within 55-85% For full-plate mold, it’s eject air well, it can s et pressure 55% .If mold has a lot of slides and flash rate high in production, pressure can set 90%.加热工艺条件设定Heating technique parameter setting1. 加热段温度设定必须按照产品所使用的原料的不同而不同,但却必须遵循一个这样的规则,即由射口筒到进科段温度是逐步递减的.且递减温度是以100C为单位.The proper temperature setting differs depending on type of resin material, but it must be abide by a rule that temperature setting should diminish in step 10.C from nozzle to feeding resin material position. 2. 特殊情况下.如料头抽丝,则射口筒温度应降低,如果是比较特殊的原料冷凝比较快的.则射口筒温度则不止比第二节法兰温度高100C.比如PPS. 尼龙等.Nozzle temperature setting should low if product line. If resin material such as PPS, PA, cool very soon , Nozzle temperature should higher more 10.C than the second cylinder temperature.3.机台马达启动温度视乎机台不同而不同,一般出于对机台油路中的油封保护需要,油温最好能控制在400C-600C,以免油封长期高压而变化,缩短使用寿命,造成成型不稳定.Pump turning on temperature is different depending on type of injection molding machine. To protect oil seal of machine it set oil temperature within 40.C-60.C, If oil seal work on condition that high pressure and damaged I t’s work time will be shorter, it can cause molding stable注射及熔胶(加料)工艺条件设定注射及熔胶(加料)工艺条件设定Injection and plastic Technique parameter setting一.注射Injection常见塑料原料的有关温度值.原料Resin名称Name熔点℃Melt’s成型温度℃Molding Temperature(’c)分解温度℃Decomposing Temperature(‘C)模具温度℃Mold Temperature(‘c)干燥温度℃Resin dry temperature(‘c)HDPE低卫压聚乙烯108-126160-22231045-6070-80HOPE高卫压聚乙烯135180-24031050-8070-80PC聚碳酸脂polycarbonate 220-240260-31032080-12090-120ABS 160180-23027045-8070-90PC/ABSPC与ABC共混物200220-25030050-9080-100PP聚丙烯160-170200-26030030-45PS聚苯乙烯140180-23030030-4565-80PVC聚氯乙烯140180-21530020-4090-100AS 160200-25028045-7570-90PA6尼龙6215-220225-24530040-8095-110PA66尼龙66260-265260-27530040-8095-110PPS聚苯硫酸265-280300-330370100-120100-130PBT聚对苯二甲酸丁二脂225-235240-26028070-80105-140POM聚甲醛170180-21024080-120PMMA有机玻璃160180-24027040-6570-80注射是把塑料原料经加热后射进模腔的过程,它一般可分为第一级,第二级,第三级,第四级及保压几段: Injection is a step which inject melt resin material into mold. It consists of stepl,step2 ,step3,step4 and holding pressure step:1. 第一级注射一般是注射料头段.具注射量一般可根据料头的轻重来估计其行程,当然也可以依据公式来计算,如公式:Step l injects usually tunnel material, Injection Volume can be estimated according to the weight of course i t can be calculated by formula:L=Si=Vi/0.785Ds2L:注射行程; Si: 注射行程;L: injection stroke Si: injection strokeVi:理论注射容积; Ds:螺杆直径;Vi: injection volume of theoretical Ds: diameter of screw0.785:是Ω/4的值.0. 785: value of Ω/4.当然,如果我们在成型时每设定一个参数都要计算一次,要成型出一个产品就要几个小时才能完成了.But i t cost a lot of time to produce one product if every time molding parameter is setting by calculation.2.第二级是注塑产品约2/3的阶段,当然,根据产品特殊需要,也允许成型不到2/3阶段,比如避免结合线问题,这一阶段的成型速度及压力一般是整个成型段的最大值段,如果排的产品与机台基本是相吻合的.模具结构合理,排气良好,这一段的压力一般也不会超过80%.速度侧视产品需变,可能大到95%也可,自然一般都是在55%-80%间.Step 2 inject 2/3 of product. It can lower 2/3 of product according to requirement of product. For example to prevent weld line. Molding speed and pressure on this step is the maximum of whole molding section. If Mold suit the injection molding machine and mold structure reasonable and eject air well, pressure of this step should lower 80%. Molding speed setting within 55-80% but it may setting 95% for especial product.3.第三段是注射余下的1/3段,其速度和压力根据产品的需要,一般是小于第二段,速度和压力存在于一个往下降的过程.主要是为了防止产品毛边的产生,但同时又必须把产品充填饱满.Step3 inject remain 1/3 of product. According to product molding speed and pressure lower than that of step2 To prevent flash speed and pressure should decrease but i t can’t shot short.4.第四段:一般有机台还有第五,第六段,这段的成型速度和压力相同前,都存在两段一个递减过程.其作用都是起到一个再次充满的作用.Step4 section: Some injection machines have step5,step6 which are same as former molding speed and pressure this step should diminish and inject once more.5.保压段:不论成型什么产品,都存在一个保压过程.任何产品都不同程度的存在一个厚薄不一的问题,正常情况下,较厚的部分都可能存在一个收缩凹陷的现象,为了解决这种现象,就应应用到保压,保压一般来讲都应用较慢的射速,而压力的设置则应看缩水的情况如何,小到25%,大到80%都有可能.Holding pressure step: No matter what product there is a holding pressure step. Any product can’t molding a same thickness. Usually the deeper section may sink mark . To prevent this defect it should set holding pressure, The injection speed of holding pressure step is slow but holding pressure setting within 25-80% depending on sink mark.二.熔胶段工艺Plastic Technique1. 再复杂的熔胶旋转过程最多不会超过三段,因为熔胶本身就是存在于把胶熔进料筒的过程,如果原料粘度大,熔胶压力则大,但速度则应取决于原料的分解温度,熔胶速度越快,原料中的剪切力则会越大,料管温度则越高,局部原料产生分解的可能性则会越大,故一般熔胶会采用中速为宜,如45%-75%,熔胶同时会碰到一个比较重要的环节,那就是背压的使用,产品精度要求越大,背压的使用则更大,背压可使原料分子间结构更紧密,成型出的产品则尺寸更稳定,外观越好.当然,背压太大,则会产生流涎,所以背压的使用又应考虙到其它原因.Plastic should lower 3 steps, because plastic is a step to add melt resin material to cyclinder , Higher stick of resin material ,higher screw back pressure. Screw speed differs depending on decomposing temperature of resin material ,Higher screw speed ,Higher trim force of resin, hig her cyclinder temperature. Some resin material may decomposes so it set screw speed in mid-speed such as 45-75%, In plastic step setting screw back pressure is very important, Higher screw back pressure ,higher quality of product screw back pressure make resin structure order, Molding product is beautiful and volume stable. But ,it maybe flow if screw back pressure too high . So all factors should be considered when using screw back pressure.2. 熔胶过程还有一个比较重要的环节,那就是松退,松退分前松退和后松退,其作用一般是为了防止流涎和抽丝,设定值速度和压力都在20%-50%间,设定的行程一般在2-5cm间,太长的行程可能会使料筒里面贮存空气,导致下一模出现不期望的气泡.In plastic step sucking back is very important too. Sucking back include front sucking back and back sucking back It setting sucking back to prevent flow and line. I t sets sucking back speed and pre ssure within 20-50% and distance within 2-5cm. TOO long distance make cyclinder reserve air and cause bubble at next molding.顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的过程,开模基本上是合模的反过程.开模的未段则有一个慢速设置,开模完成后,产品必须顶出的过程.There is a mold opening step after product cooling taking shape. Mold opening is a reverse step of mold closing. The last step of mold opening speed set slow. Product should be knocked out after mold opened.一. 顶前:Knocking out顶前最好分两个阶级,第一阶可分为中压慢速,即是把产品轻轻顶出一部分,然后是中压中速顶,中压中速一般指的是35%-55%,而低速则有可能低到5%,这需视产品不同而言,顶出行程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps, Step1 section setting mid-speed, knocks product out partly step2 section setting mid-pressure and mid-speed . Depending on different product, mid-pressure and mid-speed sets within 35-55% but low-speed can set 5%. Distance of knocking out longer 1-2cm than the vertical thickness of product.二. 退针Back顶退包括两个过程与顶落的过程基本一致,顶退的终点应预留1-3cm的空间,以保护顶针油管不被顶坏. The same as knocking out, ejector back includes 2 steps. To protect the ejector oil jar, it should make a 1-3mm distance in the ending point of ejector back.三. 顶针方式还包括一个多次顶,单次顶及顶针停留的选择,机械手取产品,脱模顺利的情况都采取多项,为了顶针油缸寿命的延长,多次顶就以不超过三次为宜,顶针停留一般用在顶针带着产品退回有可能对增品产生损伤的模具,同时为配合机械手使用,有时也需要较短的顶针停留.The way of knocking out includes knocking out once, Knocking out repeat and ejector delay. Take product by manipulator or take product easy, it should select knocking out once. To longer the work time of ejector oiljar, times of knocking out lower 3 times. Ejector delay used when product will be damaged if ejector back or suit manipulator.成型时间的设定Molding time setting在保证产品质量的前提下,周期时间是越短越好,周期时间又包括如下几项:射胶时间,保压时间,熔胶时间,冷却时间,顶出时间,锁模低压时间,甚至乎关系到时间因素的还有还开模与锁模,及顶出的快慢.Cycle time should shorter on condition that product quality well. Cycle time includes: injection time , holding pressure time, plastic time, cure time, knocking out time and mold protect time. Even mold opening closing sopeed and knocking out speed affect cycle.1. 射胶时间包含保压时间,一般看起来,射胶时间越长,产品越饱和,但我们在讲求质量时,同时也须考虑产能,更何况,射胶时间过长,有可能会造成产品过于饱满而寻致粘模顶的变形呎寸偏大等一系列问题,故我们在设置射胶时间时应综合考虑,尽量在合乎质量要求时缩短射胶时间.Injection time consists holding pressure time. Longer injection time, fuller product, we should consider production quantity when we suit for quality. If injection time too long, it may cause a series of defects suck as flash strain. So all sorts of factors should be considered, injection time should be shout if quality suit for requirement.2. 熔胶时间的长短取决于熔胶速度设定的快慢,背压设定的大小,但有一点,熔胶时间控制的长短一定要比冷却时间短.Plastic time depends on plastic speed and screw back pressure, but plastic time must shorter than cure time.3. 冷却时间:冷却时间的长短直接影响到成型的周期,冷却时间越长,成型时间就越长,造成产能就越低,故我们在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,设定的时间也是越短越好.Cure time: Cure time affects molding cycle. Longer cure time, longer molding cycle, lower production quantity. So it sets cure time short on condition th at product molding succed and can’t deformation.. 4. 在大量使用机械手的富金公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.In PCE company, for using manipulator in abundence , knocking out time suits manipulator, Knocking o ut delay keeps 1.5-2 second when using manipulator full-manipulator, knocking out delay keeps about 5 second when using manipulator semi-manipulator and product will fall or can’t be taken off if ejector back.5. 低压保护时间对保护我们人身安全,模具安全起很大作用,配合好模具低压位置和低压压力的调整,低压保护的时间应取1-2秒,保护时间越短,可能造成的危害则越小.Low-pressure protect is very important for safety and protect mold, Mold protect time should adjust within 1-2 second suit low pressure and position of mold protect, shorter protect time, make damaged。