高效澄清器在圆坯连铸二冷水系统中的应用
北京科技大学科技成果——连铸二冷配水模型及自动控制技术

北京科技大学科技成果——连铸二冷配水模型及自
动控制技术
成果简介
连铸二次冷却对铸坯的表面与内部质量具有显著的影响。
欲得到优质铸坯,重要的是合理地控制浇铸过程铸坯温度,而连铸二冷配水的目的是均匀冷却铸坯,使铸坯表面温度保持在允许的范围内,对提高连铸坯的质量和连铸生产具有重要的作用。
原冶金部科技司将此项目列为“八五”攻关课题“大型连铸机自动控制系统的研究开发”中一个重要研究课题,主要是以济钢板坯连铸机二冷控制为研究对象,应用二维传热数学模型,建立了板坯连铸机二冷配水计算模型,编制了二冷配水计算软件,完成了对不同钢种和断面的连铸冷却的配水计算和控制系统,实现了对连铸二冷配水的在线控制。
本项目主要用在板坯、矩形坯、方坯连铸机二冷配水控制系统,结合现场具体条件,利用传热学基本原理建立凝固传热数学模型和计算软件,计算配水参数,实现二冷水自动控制,从而确保连铸机高的产量和良好的质量。
经济效益及市场分析
本项目自1995年开发以来已与多家钢厂合作,如济钢、武钢、鞍钢等,连铸二冷配水自动控制系统投入应用后,铸坯质量明显改善,效果非常显著。
圆坯连铸动态二冷水控制模型的研究
回路 。
二 冷水水 量 控制使 由结晶器 出来 的液 芯钢 坯在 结 晶器 中进行 初步 凝 固后 ,进入 二冷 区。 莱钢 板坯 连铸 机 二冷 区主要 包括 足辊 、一 段 、二段 、三 段 。调节 方式 分为 手动 和 自动 方式 。 其 中 自动方 式时 ,在每 流 的一段 、二段 、三段 根据拉 矫机 速度按 配水 数学模 型公 式 由P L C 计算 出水量来进行P I D 控制。足辊水量不安装调节阀,按模型给出的设定值手动微调。手动方式输 出M v 值不经 过P I D 运算 ,通过 操作人 员操 作 鼠标 ( 或键 盘) 改变 值 ,调 节 阀门开度 。在 计算机 系统 故障时 也可用控 制柜上 的后各 手操 器实行 人工手动 调节 。手/ 自动 为无扰切 换 。 水量 调节关 系式为 : ‘
I 一 学 熏燕………………………….
圆坯连铸 动Biblioteka 二冷 水控制模 型的研 究 山钢 集 团莱芜分公 司 自 动化部 毕研 然
【 摘要 】二次冷却水控制是连铸 生产 中的一项核心技术 ,二次冷却水控制的效果直接影响到最终板 坯质 量的优 劣。因此,Z - 冷水控制模型 的研 究与应用也 显得尤为重要 。 本 文主要针对莱 钢圆坯连铸机 ,对二冷水控制模型进行深入的分析与研 究。
【 关键词 】圆坯连铸机 ;二次冷却 ;控制模型
1 . 概 述
目前 , 国 内钢 厂 的 铸 坯 生 产 大 多 都 采 用 立 弯梁 式连 铸机 ,该类 型 的连铸 机 从浇 注 到 成材 需要经 过两 次 水冷 却 ,即 一次 冷却 和 二 次冷 却 。一 次冷 却 是 由结 晶器来 完 成 ,钢 水 在这 个 阶段 冻 结成 型 ,然后 钢坯 进入 二 冷 区, 二次 冷却 在整 个 连铸 生产 中尤 为 重要 , 二 次冷 却水 控 制是 连铸 生产 中的一 项核 心技 术 ,二 次冷 却 水控 制 的效 果直接 影 响 到最 终 板 坯质 量 的优 劣 。根据 钢坯 的型 号、大 小 的 不 同对 二 次冷 却水 的要 求 也是 不一 样 的 ,下 面 将主 要根 据 山钢 集 团特钢 事 业部 连铸 模 型 进 行详细 的说 明。 2 . 工艺简 介 二 冷水 自动控 制连 铸机 在开 浇 、浇 铸不 同钢 种 以及 拉速 变 化时 需要 及 时对 二冷 水量 进 行适 当调 整 。早 期连 铸采 用手 动 调节 阀 门 来 改变 二冷 水量 ,人为 因 素影 响很 大 ,在 改 变 拉速 时往 往来 不 及调 整 ,造成 铸 坯冷 却不 均 匀 。二冷 水 的 自动控 制方 法 主要 可分 为静 态控 制法和 动态控 制法两类 。 静 态控 制 法一 般是 利用 数 学模 型 ,根据 所浇 铸 的断 面 、钢 种 、拉速 、过 热 度等 连铸 工 艺条 件计 算冷 却 水量 ,将 计算 的 二冷 水数 据表 存 入计 算机 中,在 生产 工 艺条 件变 化时 计 算机 按存 入 的数 据找 出合 适 的二 冷水 控制 量 ,调 整二 冷强 度 。静 态控 制法 是 目前 广泛 采 用 的二冷 水控 制 方法 ,在 稳 定生 产时 基本 能够满 足要求 。 根据 二 冷 区铸坯 的实 际情况 及 时改变 二 冷水 的控 制 方法 为动 态控 制 。 目前 能够 测得 的铸 坯温 度 仅为 表 面温度 ,如果 能够 准 确测 得铸 坯 的表 面温 度 ,则 可根 据表 面温 度对 二 冷水 及 时调 整 。但 是 ,铸坯 表面 覆 盖的 一层 氧化 铁 皮 、水膜 以及 二 冷 区存在 的 大量 水蒸 气严 重影 响 测量 结 果 的准确 性 。因 此 ,在实 际生产 中根据 实测 的铸坯 表 面温度 进 行动 态 控 制的方 法很少被 采用 。 比 较 可 行 的 方 法 是 进 行 温 度 推 算 控 制 法 。温 度 推算 控 制法 的 思路是 将铸 坯 整个 长 度 分 成许 多 小段 ,根 据铸 坯凝 固传 热 数学 模 型 每 隔一 定时 间 ( 例如 2 O 秒) 计 算 出每 V - ' J ' 段 的温度 ,然后 与预 先 设定 的铸 坯所 要 求 的最 佳 温度 相 比较 ,根 据 比较 结 果 给 出最 合 适 的冷却 水量 。在二 十世 纪8 0 年 代 中后期 ,欧 洲 、 日本 以及 美 国 的一些 先进 的连 铸机 己逐 步 采 用 二 冷 动 态 控 制 系 统 。我 国现 有 的 大 部 分铸 机采 用 静态 控制 法控 制 二冷 水量 ,引 进 的现 代化 板 坯连 铸机 、薄板 坯连 铸机 等 一 般 采用 温度 推 算动 态控 制 法进 行二 冷水 的调
圆坯连铸机二冷系统气雾改造
) 冷却 气藤 I , 。
堪 。 “e
蔷 | s 3 一 |
阔B I I 6  ̄ D C 2 4 V
D O l 6 x D C 2 4 V / O 5 ^
舡 瓢 t 2 B t
0 r a e r I I , a m b e r
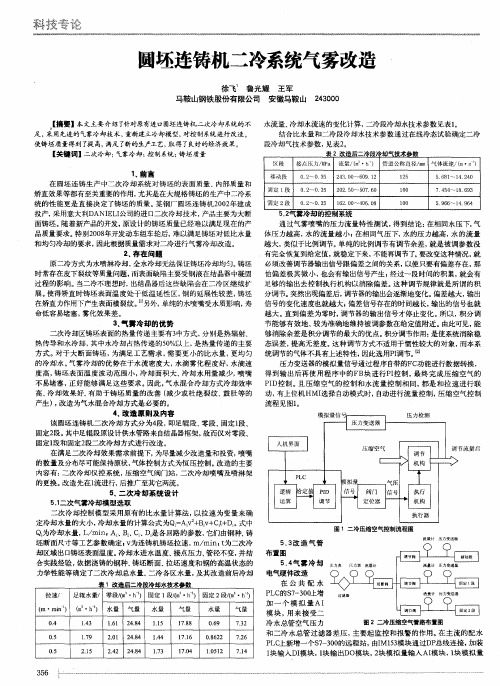
【 摘 要】本文主要 介绍了 针对原有进口圆坯连铸机 二次冷却 系 统的不 水流量 、 冷 却水流速 的变化计算 , 二冷段冷却水技术 参数见表 1 。 足, 采用先进的气雾冷却技术 , 重新建立 冷却模型, 对控制 系 统进行改造 。
使铸坯质量得到 了 提 高, 满足 了 新 的生产工艺, 取得 了良好 的经济效果。
模 拟 量 信
压 力变 送 器
压 力 检测
人 机 界丽
调 节 机 构
调 节 流 最后
拟量r
一 气艇
. 1 二次气 雾冷却模 型选 取 二次 冷 却控制模 型采 用原有 的比水量 计算法 , 以拉 速 为变量 来确 定冷 却水量的大 小 , 冷却 水量的计算 公式 为Q = A , v + B i v + C i t + D 。 式中 Q i 为 冷却水 量, L / ai r n ; A 、 B 、 C 、 D 是各 回路的参 数 , 它们由钢种、 铸 坯断 面尺寸等工艺 参数确 定; v 为连铸机铸 坯拉 速, m/ mi n ; t 为二次 冷
拉速/ 足辊水量/ 零段/ ( m ・ h ) 固定 1 段/ ( m 。 ・ h
水 量
】 _ l 5
5 . 4 气 雾 冷 却 电气硬件改造
在 公 共 配 水 P L C 的¥ 7 - 3 0 0 b 增
固定 2段/ ( m 。 ・ h )
方坯连铸机二冷水控制模型与应用
方坯连铸机二冷水控制模型与应用
李东辉;王芳
【期刊名称】《铸造技术》
【年(卷),期】2010()1
【摘要】采用拉速、过热度、钢坯温度调节法控制方坯连铸二冷区水量,控制模型避开铸坯表面温度的直接测量,应用方坯凝固传热数学模型进行计算。
以生产厂小方坯连铸机为研究对象,比较了采用不同的二冷水控制方法时控制效果的差异。
结果表明,当浇注条件稳定时,采用拉速-水量控制方法可获得较稳定的铸坯表面温度分布,在拉速出现波动时,采用钢坯温度进一步调节水量的动态控制法比拉速、过热度-水量控制法有更好的控制效果。
【总页数】4页(P84-87)
【关键词】方坯;动态控制;热传输;二冷水
【作者】李东辉;王芳
【作者单位】沈阳理工大学材料科学与工程学院
【正文语种】中文
【中图分类】TG249.7
【相关文献】
1.方坯连铸机二冷水控制技术的研究与应用 [J], 张志勇;田小果
2.矩型坯连铸机二冷水控制模型的研究与应用 [J], 高爱军;闫新宏;曹金坤;蔡悝
3.矩型坯连铸机二冷水控制模型的研究与应用 [J], 高爱军;闫新宏;曹金坤;蔡悝
4.方坯连铸机二冷水雾化效果的研究与控制 [J], 赵达
5.方坯连铸机二冷水动态控制 [J], 李振胜
因版权原因,仅展示原文概要,查看原文内容请购买。
连铸机二冷水动态控制系统研究与应用

连铸机二冷水动态控制系统研究与应用作者:杨叶来源:《经济技术协作信息》 2018年第27期杨叶连铸二次冷却配水一直采用静态配水法,即“水表法”。
这种控制方法不适应拉速波动时浇注,对连铸正常生产造成困难,温度上下波动引发的热应力也会使表面纵裂纹扩展和延伸。
首秦公司建立了设计了二次冷却动态控制流程,并利用vc++编制完成实现了动态配水模型,开发了基于OPC的通用数据采集和过程跟踪系统,很好的适应了产品结构调整步伐的加快,具备浇铸高附加产品的能力、提高了浇铸质量及提高铸机作业率。
一、系统数据采集首秦2*板坯铸机的计算机控制系统为以PLC为主的集散控制系统,生产部分的联网方式为专用工业局域网,使用的协议为Profibus-DP工业局域网协议。
数据处理及管理部分为局域以太网,使用TCP/IP协议,做为首秦生产信息管理系统的一个子网。
用专用工业以太网的数据处理机为管理信息系统提供生产过程数据。
整个生产部分包括了4套PLC,分别是板坯铸机公共PLC、板坯铸机铸流PLC、出坯系统PLC和工艺控制系统PLC,每一套PLC都有对应的HMI系统,为了实现生产过程的统一管理,在网络中加入了生产管理过程机,整个铸机系统的数据也是通过这台过程机将数据传送到首秦MES。
动态水量控制系统是整个板坯铸机生产网的一个节点,包括一二级二套上位监控系统和一套PLC基础控制系统。
系统的通讯是通过Siemens公司的Simatic-Net软件中的OPC来完成的。
另外,原有系统中因为有静态水表的原因,因此每个回路的流量设定值来自于静态水表,现在选用动态控制,流量的设定值地址发生了变化,这些可以通过修改PLC程序来实现;其次是二次冷却动态模型需要一些工艺数据,这些工艺数据可以通过PLC中的数据包传送给模型,因此需要在PLC中做一个数据通讯包。
在动态模型系统中主要有两部分程序,一部分是由VB60编制的通讯及HMI程序,主要作用是与现场PLC通讯及人机接口的实现;另一部分就是用VC60编制的模型部分,包括静态离线模型及动态在线控制模型,这是整个系统的核心部分。
连铸水处理二冷水泵的工艺流程

连铸水处理二冷水泵的工艺流程When it comes to the process of treating the secondary cooling water pump in the continuous casting water treatment, there are several important points to consider. Firstly, it is crucial to ensure that the water being used for the cooling process is of high quality to prevent any damage to the equipment. This involves treating the water to remove impurities and contaminants that could potentially cause corrosion or other issues within the system. Additionally, the flow rate of the water must be carefully monitored and controlled to ensure that the cooling process is effective and efficient.在连铸水处理过程中,处理二冷水泵的工艺流程是非常重要的。
首先,关键是要确保用于冷却过程的水质优良,以防止对设备造成任何损坏。
这涉及处理水,以去除可能引起腐蚀或系统内其他问题的杂质和污染物。
此外,必须仔细监控和控制水的流量,以确保冷却过程有效且高效。
Another important aspect of treating the secondary cooling water pump is to regularly inspect and maintain the equipment to ensure that it is functioning properly. This includes checking for any leaks or malfunctions in the pump and ensuring that all components are ingood working condition. Regular maintenance and inspection can help prevent costly repairs and downtime caused by equipment failure. It is also important to have a contingency plan in place in case of any unexpected issues with the pump or the cooling system.处理二冷水泵的另一个重要方面是定期检查和维护设备,以确保其正常运行。
关于PLC在连铸机二冷配水系统中的应用

关于 PLC在连铸机二冷配水系统中的应用摘要:本文主要介绍西门子S7-300型 PLC在新疆天山钢铁巴州有限公司8机8流连铸机自动配二冷水上的应用,钢水在经过结晶器后会继续由二冷水进行继续冷却,二冷配水的质量的好坏直接影响了铸坯质量的好坏,在实际生产中的质量问题都是由于二冷配水出现问题造成的,随着PLC技术的发展现在基本已实现了自动配比二冷水,而且实现了精准控制,响应速度快等优点,为保障铸坯质量提供了切实的保障。
关键词:二冷水;PLC;配水引言电气设备管理是钢铁企业设备的大脑,同时电气设备是保障设备正常运行的重点管控点,目前在工业领域都十分重视电气自动化技术的应用的发展,因为电气自动化在工业中的普及程度标志着这个国家的发展状况以及国家经济发展水平。
而钢铁企业作为国家的重点企业发展对象,为了提高钢铁企业的生产效率、减轻钢铁企业工作人员的劳动负担,我们需要将电气自动化技术全面应用到钢铁企业中去,使得工人们能够高效率的工作,增加企业自动化的实力,对于企业的成本投入可以使得大大降低。
提高了企业的市场竞争力。
1.概述二冷配水系统是连铸机生产过程中关键的控制系统,一般的仪表控制系统设计复杂,可靠性差,严重地影响了铸机生产的产量和质量。
为此,利用PLC可编程控制器来实现二冷配水的自动控制,可使铸机生产的产量和质量得到很大的提升。
2.系统工艺新疆新兴铸管炼钢部连铸机是8机8流10米弧型连铸形式,连铸机从浇铸到成材需要经过两次水冷却,即一次冷却和二次冷却。
一次冷却由结晶器来完成,目的是使钢水结晶成形,它的冷却效果直接影响着钢坯的质量。
然后,在引定杆的牵引下,钢坯进入二冷区,二冷区向带有液心的铸坯喷水,使铸坯内部钢水逐步完成凝固。
二冷水配水系统根据不同钢种、拉坯速度等因素来决定配水量,二冷水配水量的变化是通过PLC可编程控制器经过配水模型计算输出控制信号改变调节阀的阀门开度来实现的。
配水模型二冷区是连铸冷却中唯一可控制的区域。
动态二冷水控制系统在圆坯连铸中的应用
摘
要 :本文介绍了某钢厂圆坯连铸生产线动态二次冷却水控制系统的结构 、特点 以及 应用 。系
统应用了铸坯凝固传热仿真模型 、动态参数调整和有效拉速控制多种方法 ,很 好地 满足 了铸 坯在稳态 和非稳态情况下对二次冷却水量 的要求 。实践证 明,此系统配置合理 ,运行稳定 ,对于 连铸 生产线提 高铸坯质量具有重要意义 。 关键词 :动态二冷水 ;连铸 ;圆坯 中图分类 号:T P 2 7 3 ; T P 3 9 3 文献标 识码 :A 文章 编号 :1 0 0 1 —1 9 6 X( 2 0 1 4) 0 1— 0 0 1 6— 0 4
App l i c a t i o n o f d y na mi c s e c o nd a r y c o o l i ng wa t e r c o n t r o l s y s t e m i n r o un d b i l l e t c o n t i nu o us c a s t i ng
t h e s y s t e m c o n i f g u r a t i o n i s r e a s o n a b l e a n d t h e s y s t e m un r n i n g i s s t a b l y a n d r e a s o n a b l e ,w h i c h me a n s a l o t t o i m. p r o v e t h e q u a l i t y o f r o u n d b i l l e t .T h e r o u n d b i l l e t q u a l i t y wa s i mp r o v e d b y t h e s y s t e m. Ke y wo r d s :d y n a mi c s e c o n d a r y c o o l i n g wa t e r ;c o n t i n u o u s c a s t i n g ;r o u n d b i l l e t
4、4#连铸浊环水系统改造与应用
论文4:炼钢4#连铸浊环水系统改造与应用摘要:分公司动力厂4#转炉泵站4#连铸浊环水系统改造项目,是根据近1年的生产节能的实际情况进行对比分析,对浊环水管网改造。
通过对连铸浊环循环水系统的改造,获取了最佳经济效益及节能效果。
关键词:连铸浊环水系统高效浊水净化器改造节能减排一、概述连铸浊环水主要用于连铸机钢坯二次冷却喷淋水、油缸冷却、拉矫机火焰切割、护板与辊道冷却。
在2011年09月份对连铸浊环循环水系统进行了改造,通过一季度的试运行,各类参数均在合格围,完全可以满足炼钢工艺要求。
该系统通过改造,减少供水系统运行水泵台数,提高系统运行效率与质量,获取最佳经济效益及节能效果。
二、主要设施及流程使用,冷却塔在回水温度高于35℃时使用。
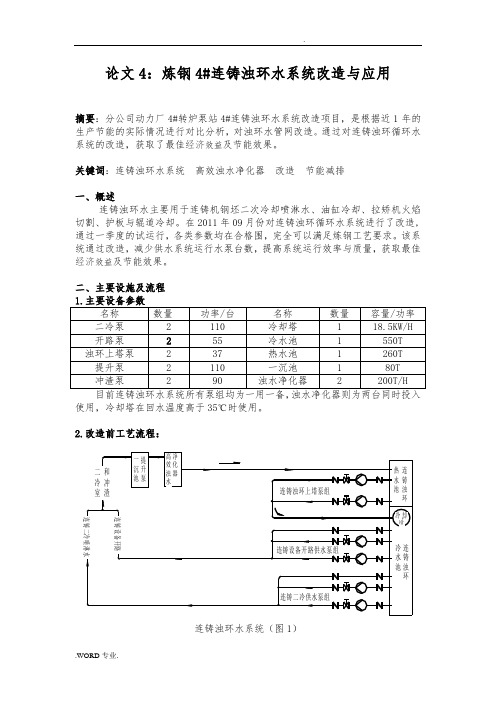
2.改造前工艺流程:连铸浊环水系统(图1)连铸浊环回水管(图2)连铸浊环水系统是由二冷泵、开路泵从连铸浊环冷水池送出至连铸机的钢坯二次冷却喷淋水、油缸冷却、拉矫机火焰切割、护板与辊道等冷却后,通过流槽排到一沉池,再由一沉池提升泵抽送到浊水净化器过滤后回到连铸热水池,然后由连铸浊环上塔泵部循环上冷却塔冷却后回到连铸冷水池。
3.高效浊水净化器概述高效浊水净化器(图3)高效浊水净化器是一个高效、节能、一体化浊水处理设备,主要是由水力混合装置、浊水净化器组成。
高效浊水净化器投入使用时必须添加化学药剂,一种为电介质类凝絮剂,另一种为高分子絮凝剂。
凝絮剂药剂能中和水中胶体颗粒的表面电荷,压缩扩散层的厚度,降低胶粒的电位,使胶粒显中性,致使悬浮物相互聚结。
絮凝剂药剂具有很多支链的线性胶体,对悬浮物微粒和乳化油珠有极强的吸附桥能力,它能使凝聚形成的细微粒通过高分子吸附架桥作用,使颗粒逐渐变大,再形成密实、粗大的絮团而迅速沉降下来,达到水质净化目的。
4.高效浊水净化器运行流程连铸浊环水经一沉池提升泵通过水力混合器装置进水主管上的静态管道混合器,使污水与凝絮剂得到彻底、充分的混合。
同时利用置旋流装置,使污水颗粒泥渣沉降到集泥斗。
连铸二冷水高效过滤器[实用新型专利]
![连铸二冷水高效过滤器[实用新型专利]](https://img.taocdn.com/s3/m/c7a3553b33d4b14e84246811.png)
专利名称:连铸二冷水高效过滤器专利类型:实用新型专利
发明人:尚明亮,姜恒新
申请号:CN201921445216.3申请日:20190902
公开号:CN210855502U
公开日:
20200626
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种连铸二冷水高效过滤器,包括高效过滤器本体,所述高效过滤器本体的进水管上通过管道与旋流井连接,所述旋流井通过管道与二冷水回流槽连接,所述高效过滤器本体的排水管通过管道与水箱连接,且所述水箱通过管道与喷头连接。
本实用新型通过喷头对铸坯进行浇注时,余水会流入到二冷水回流槽,再由二冷水回流槽流入旋流井中方便于再次循环使用,而在使用二冷水时会经过高效过滤器进行过滤,除去水中的杂质避免对喷头进行堵塞而影响铸坯质量,高效过滤器中设置有石英砂层、活性炭层能高效的净化水质。
申请人:云南玉溪玉昆钢铁集团有限公司
地址:653100 云南省玉溪市红塔区北城镇梅园
国籍:CN
代理机构:昆明盛鼎宏图知识产权代理事务所(特殊普通合伙)
代理人:闫红烨
更多信息请下载全文后查看。
二冷动态配水在莱钢板坯连铸中的应用

二冷动态配水在莱钢板坯连铸中的应用宁伟1 卢波1 谢兴军1 阎炳正1 刘伟涛2 白居冰2 钱亮2(1.莱钢银山型钢炼钢厂,莱芜,271104;2.中冶连铸北京冶金技术研究院,北京,100081)摘要:莱钢银山型钢原2#连铸机采用参数法进行二冷自动配水,在热换中包和水口等操作中,由于拉速变化,水量波动较大,容易造成设备故障和铸坯质量问题。
经过对原有铸机进行改造,采用二冷动态配水,解决了在非稳定生产情况下存在的问题,铸坯质量得到了较大提高。
本文介绍所采用的动态配水模型。
关键词:板坯连铸机,二冷动态配水前言莱钢型钢2#老连铸机是2004年7月投产的常规板坯连铸机,铸坯的二次冷却采用参数控制。
参数控制的思路是根据浇铸钢种的特性,找出要使铸坯(若干控制点)表面温度符合目标温度时各冷却段水量的控制参数A、B、C,建立符合二次方程式的水量控制模型。
这里A、B、C是储存于智能仪表(PLC)的参数,V是拉坯速度,Q是各回路冷却水量[1]。
在实际应用中,如果拉坯变化不大,这种控制方式可以将铸坯温度控制在目标温度附近,能够保证铸坯内部质量。
但这种控制为静态控制,只能适用于拉速相对稳定的情况。
在热换中包和水口等过程中,拉速从正常值降到零或低拉速,各个冷却区的水量会同时减小。
但是,此时铸坯表面温度还较高,在内部钢水静压力的作用下,铸坯会产生鼓肚变形,导致铸坯内部产生裂纹和偏析;鼓肚变形还会增加拉坯阻力,造成设备故障。
为了解决减速过程中的问题,莱钢技术人员在生产实践中摸索出一套工艺参数,采用人工控制,在热换中包过程中逐步降低拉速,逐步降低各个冷却区的水量。
这种控制方式人为因素较多,不能很好地控制生产,不能有效地保证铸坯质量。
经过两年的生产实践,发现该连铸机不能满足产量和质量的要求,为了提高产量和铸坯质量,2007年10月,对老铸机进行了改造,采用了新的二冷动态配水技术。
目前,在国外先进的连铸机上,已经采用了“坯龄模型”和表面目标温度控制等方法[2]。
%85%92钢板坯连铸二冷动态配水设计与应用
D esign and applica tion of dynam ic secondary cooling system of slab ca ster a t J iuquan Steel
CHEN Zhiling (CCTEC Engineering Co. , L td. , B eijing 100081)
1 连铸机的工艺特点
1. 1 基本条件 连铸机的设计年产量为 100万 t,与铸机配套的
冶炼条件见表 1。
表 1 铸机配套条件
120 t转炉 120 t精炼炉 (LF) 预留 RH - MFB
平均出钢量
3座 (第一期 1座 ) 3座 (第一期 1座 )
1座 120 t/炉
1. 2 产品大纲 产品大纲如表 2所示 。
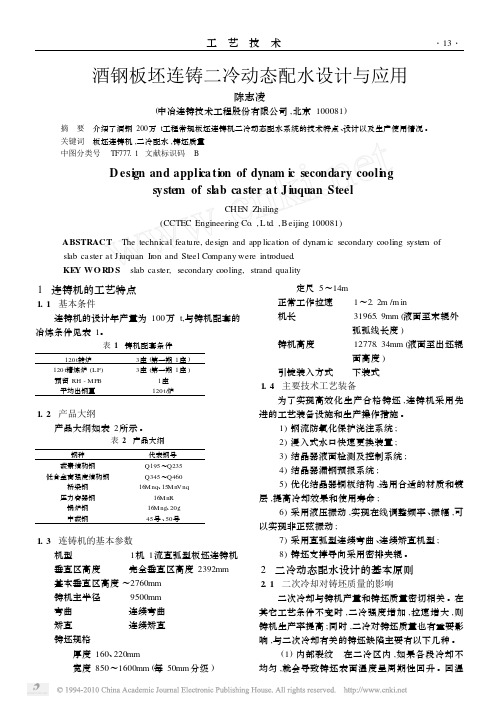
酒钢 200万 t工程板坯连铸机投产以来 ,经过 5
个多月的生产实践 ,采用二冷动态配水生产 ,铸坯质
量合格率保持在较高水平 ,各项指标达到设计要求 。 典型铸坯的低倍检验结果如表 3所示 。
表 3 铸坯检验结果
编号
中心 中心 角部 中间 三角区
针孔状 蜂窝状
夹杂
偏析 疏松 裂纹 裂纹 裂纹
气泡 气泡
综合考虑 ,确定合理的二冷制度 。
二冷区喷水冷却铸坯凝固壳的导热为 :
<
λ =m
( TL
-
TS )
e
凝固前沿放出的潜热为 :
ρ de
Lf m dt
凝固前沿放出的潜热 =凝固壳的传导传热
ρ Lf
m
de
λ =m
dt
( TL e
TS )
积分得 : e =
ρ λ m
( TL
-
板坯连铸机二次冷却水量对铸坯质量的影响与控制措施
107科学技术Science and technology板坯连铸机二次冷却水量对铸坯质量的影响与控制措施闫 彪(河北钢铁集团 唐钢信息自动化部,河北 唐山 063000)摘 要:随着世界科技不断进步,现代化企业越来越重视工业自动化的发展,在重型钢铁冶金企业里,自动化设备不仅能有效减低人工劳动强度,更能够在过程控制中达到更精准,更平稳,更迅速的级别,使产品生产的质量和效率远远超过传统的生产方式,但是,先进的设备控制过程也相对复杂,稳定高效的运行,是带来生产效益的必要条件。
自动化设备主要由硬件和软件两部分组成,质量可靠的硬件和完善高效的算法,是生产平稳进行和质量品控的可靠保障。
关键词:工业自动化;钢铁冶金企业;自动化设备中图分类号:TM621 文献标识码:A 文章编号:11-5004(2019)05-0107-2收稿日期:2019-05作者简介:闫彪,男,生于1980年,天津人,本科,冶金自动化工程师,研究方向:电气自动化。
在现代大型钢铁企业里,生产环节主要包含炼焦,炼铁,炼钢,连铸,轧钢。
其中连铸环节的作用就是通过结晶器、扇形段拉矫机等设备,使1600℃左右的高温液态钢水,冷却凝固成为固态的板坯,以供轧机轧制。
其中结晶器的作用是先生成表面坯壳,而板坯壳内的液心则需要在扇形段拉矫机的二次冷却水下进行逐渐冷却凝固。
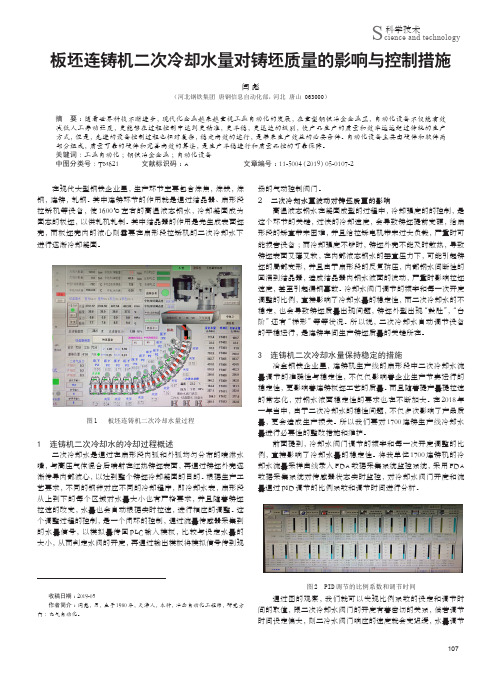
图1 板坯连铸机二次冷却水量过程1 连铸机二次冷却水的冷却过程概述二次冷却水是通过在扇形段内弧和外弧均匀分布的喷淋水嘴,与高压气体混合后喷射在红热铸坯表面,再通过铸坯外壳逐渐传导内部液心,以达到整个铸坯冷却凝固的目的。
根据生产工艺要求,不同的钢种对应不同的冷却程序,即冷却水表,扇形段从上到下的每个区域对水量大小也有严格要求,并且随着铸坯拉速的改变,水量也会自动根据实时拉速,进行相应的调整。
这个调整过程的控制,是一个闭环的控制,通过流量传感器采集到的水量信号,以模拟量传回PLC 输入模板,比较与设定水量的大小,从而判定水阀的开度,再通过输出模板将模拟信号传到现场的气动控制阀门。
连铸机二冷配水控制方式的应用与研究

46 中国铸造装备与技术 6∕2016连铸机二冷配水控制方式的应用与研究鲍红宾 (山东钢铁集团莱芜分公司,山东莱芜 271104)摘要:连铸机的二冷配水系统,一般有手动和自动两种控制方式,适宜的水量对于铸坯的品质、成材率非常重要。
关键词:连铸机;二冷配水系统;一级配水;二级配水 中图分类号:TG249.7;文献标识码:A;文章编号:1006-9658(2016)06-0046-02DOI:10.3969/j.issn.1006-9658.2016.06.014收稿日期:2016-04-01稿件编号:1604-1319作者简介:鲍红宾(1982—),男,工程师,主要从事自动化控制工作.0 前言连铸机的冷却水系统有一冷水、二冷水、设备水冷却系统,分别对结晶器、铸坯、机械设备进行冷却。
其中,二冷水直接喷淋在铸坯上,对于铸坯的品质、成材率尤为重要。
目前,二冷配水系统一般有手动和自动两种控制方式,并且两种控制方式可以实现无扰动的切换。
一定生产条件下,不管是何种配水设定源(一级、二级)正在进行配水控制,操作人员都可以在控制画面(HMI )上,将相应控制回路选择进入手动方式,手动输入流量或是阀开度控制现场阀门开度,实现手动配水。
自动二冷配水系统可分为一级、二级配水控制方式。
本文将对一级、二级配水方式进行简明的分析。
1 一级配水控制方式一级二冷配水采取调用水表的方式进行铸坯冷却,而水表已经根据工艺要求保存在PLC 中。
在水表中,不同的冷却区,不同的拉速对应不同的配水量。
例如,1#异形坯连铸机根据工艺要求总共设置了18种不同的水表。
某时刻的水表如图1所示。
根据工艺要求,可以人为的修改各个拉速下的水量。
图1 水表实例当拉速介于上图水表中任意两个相邻的拉速之间时,以1.05 m/min 拉速为例,假设1.0 m/min(s 1)和1.1 m/min(s 2)拉速对应的水表值分别为y 1、y 2,代入公式y =y 1+v (y 2-y 1)/(s 2-s 1)中求出1.05 m/min 拉速对应的配水值:F 流量= y 1+v (y 2-y 1)/(s 2-s 1)。
二冷动态配水在莱钢2#板坯连铸机中的应用
二冷动态配水在莱钢2#板坯连铸机中的应用摘要:莱钢2#板坯连铸机二级动态配水控制系统采用坯龄模型通过温度场数值计算动态调节各区水量,尽可能使铸坯表面温度与目标温度保持一致,使铸坯按照预定的目标温度均匀冷却,以便达到控制铸坯组织和内部质量的目的。
关键词:动态配水表面温度一级系统二级系统1 前言在连铸机生产过程中,二冷配水是保证铸坯质量、延长铸机设备寿命的关键工序。
目前先进的板坯配水控制方法就是根据坯龄(坯壳生成后所经历的时间)模型,将各个冷却段的计算温度和目标表面温度相比较,根据温差计算调整后的冷却水量,并进行控制。
实践证明,莱钢2#板坯连铸机在逐步适应二冷动态配水的过程中,铸坯表面、内部质量都得到了较大的提高。
2 动态配水工艺概况二冷配水是决定铸坯内部质量的重要因素,同时也影响了铸机寿命。
对于工艺条件频繁变动的连铸生产现场,只有实现了优质的动态配水,才能保持合适的目标温度和稳定的铸坯表面温度,从而减小铸坯自身的热应力和机械应力,保证、提高铸坯质量,保护铸机。
2.1拉速相关控制法莱钢型钢2#板坯连铸机在改造前,采用的是一级配水系统,冷却方法是拉速相关的水表,即以拉速为控制参数,根据拉速大小来决定冷却水量的大小。
先按照稳定工况计算出不同拉速条件下各个冷却区的水量,再经过回归处理,建立水量与拉速的关系,根据实际拉速的大小来决定冷却水量的大小。
调节水量公式:Qi=Aiv2+Biv+Ci式中Qi——二冷区各段水量,L/min;v——拉速,m/min;Ai、Bi、Ci——各段配水参数。
此种控制方式简单,但也有很多缺点。
当拉速变化时,根据公式或在数据库中查找各个回路的水量实现动态调节。
由于水量Qi是按照稳定工况(稳态传热方程)计算出来的,当拉速波动较大时,采用这种方法不能很好的控制铸坯温度,影响铸坯的质量。
2.2非稳态控制法增加二级系统后,2#板坯连铸机采用了非稳态控制法,我们采用坯龄模型来控制二冷水量,在坯龄模型中拉速不再直接决定水量的大小,而是通过拉速计算出一个铸坯切片所在位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( e a p c l te G op C . Ld Qqh e , e o g a g 6 0 1C ia B i nS ei el r o , t , ii r H i nj n ,1 14 hn ) m aS u a l i
Absr c : e c mp n r a ie r fs in lg o p t nay e s se tc ly ma h n wo—tme c l t a t Th o a y o g n z d p o e so a ru o a lz y t mai al c i e t — i od wae o ze co g n n t rs p l y t m y t m o o n iltc n i u us c si g,d n lss trn z l l g i g a d wae u p y s se s se f rr u d b le o tn o a tn o a ay i
工业 冷却 循环水 被 形 象地 称 为 生产 过 程 的血
臣 卜 (
液, 与产 品质量 是 密不 可 分 的 , 质 的好 坏 直接 影 水
响产 品质量 的优 劣 , 以说 它 已 经 属 于 生产 工 艺 可
的一部 分 。
—
巨
巫压
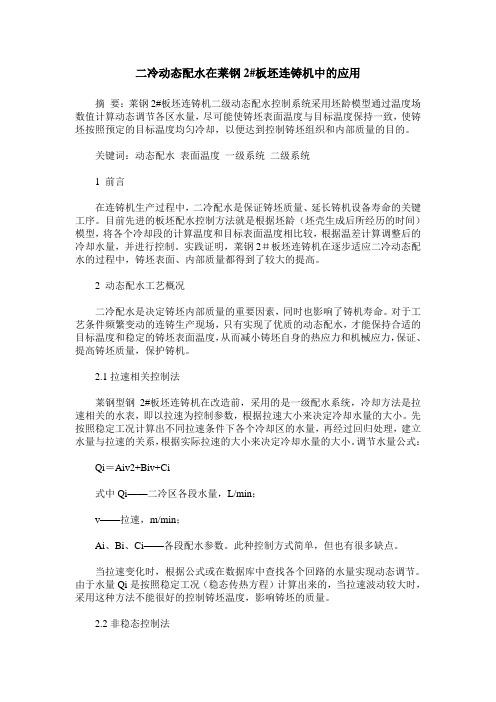
1 工 艺 简 介
图 1 工 艺 流 程 图
攻 关组 对 原系 统 的改 善 , 建立 单独 循 环 系统 ,
在原有 的基础 进行 更换 过 滤 器 , 并对 管 道 清洗 、 预
行 隔离 一个 1 0 池 , 门供 给 连铸二 冷水 。 1m 水 专
() 2 更换 过滤 器
针对北 兴 公 司 原 来 用 的 8 目 自清 洗 过 滤 器 O
加药 装置运 行 不灵便 。导致 系 统 水 质 的不稳 定 又
加剧 了结 垢和 腐蚀 , 此恶 性 循 环 , 如 造成 了管 道腐 蚀及 喷 嘴的堵 塞 。 因此 , 门 由 主管 部 门 、 产 厂 、 处 理 厂 家 专 生 水 联 合 成立 了专 业 水 质 攻 关 组 , 整个 连铸 二 冷 水 对 系统 , 展开 了全 面 的水 质 稳定 技 术 的攻 关 , 求 在 要 短 时 间 内解 决水 质影 响产 品质量 问题 。
2 主 要存 在 问题
致 冷却 水雾化 效果 差 , 分 喷嘴 直 接被方 向, 冷却水没有喷在钢坯表面, 直
收 稿 日期 :0 1 0 2 2 1 — 9— 3
作者简介 : 王福兴 , 毕业 于包头钢铁学 院( 内蒙古科技大学 ) 给水 排水 工程专业 , 助理工程师 。
3 2 垢样 的 分析 .
4 解 决 措 施
根 据水处 理 过 程 中措 施 不 同 , 般 分 为 物 理 一 和化 学方 法 。 针对 方坯 连 铸 的 特 点 , 关 组 决 定 攻 采取 物理 和 化 学 处 理 相 结 合 的方 法 , 快 解 决 水 尽 质影 响 的产 品质量 问题 。
又会雾 化 不 好 或 者 堵 死 , 方 面增 加 了换 喷 嘴 次 一
数 加大 了劳 动 强度 , 一 方 面最 终 引起 钢 坯 冷 却 另 不均 匀 , 导致 铸 坯 出现裂 纹 等 质量 问题 , 1月 份 在
生产 时 , 铸 出现 3 0多 吨 的废 品 , 成 巨大 的 经 连 0 造
膜处理 , 生 产 操 作 上 加 强 操 作 。采 用 了 以 S - 在 Z C 2 0 1 C 2 A 为 阻 垢 缓 蚀 剂 , 化 性 杀 菌 剂 A 00 、A 0 氧 A I H O MB 1 , TC L R, 2 5 进行 化 学处 理 , 到 了预 期 的 达
结果 。
5 1 试 验结 果 .
() 1 改变 原有 系统 并建立 单 独循环 系统 原 有水 处 理 系 统 是 比较 传 统 的处 理 系统 , 达
不 到二 冷水 水质要 求 , 因此 在原 有 的基 础上 增 加 4
技 术人 员 与水处 理 厂 家技 术 人 员 对 管道 内壁
进 行触 摸 , 现像 黏 土一 样 的东 西 , 过分 析 化 验 发 经 结果 是大 量 的微生 物 聚集 。生 产厂 回水 水 温在 2 5
精 度 较低 , 运 行 过 程 中不 能 起 到过 滤 作 用 。因 在
此根 据生 产 的现状及 运行 记 录 , 司采购 一 台 10 公 2 目高 精度 的 自动清洗 过 滤 器 , 加 了过 滤精 度 , 增 达
a d ts , t o sa ty o tmie t e wa e up l y t m ,t n r a e t e fl rn r cso nd te t n e t o c n tn l p i z h tr s py s se o i c e s h ti g p e ii n a r a i e
第 3 卷 2
第 1 期
黑 龙 江 冶 金
V0 . 132
No 1 .
20 1 2年 1月
He o g a g Mea ug i nj n l i tl ry l
M a c 2012 rh
高 效 澄 清 器 在 圆坯 连 铸 二 冷 水 系统 中 的 应 用
王福 兴
wi r n t e ba i ft e e itn r c s t d ug o h sso h xsi g p o e s,S ha he wa e r ame ttc oo y sa e n a n w h O t tt t rte t n e hn l g t g d o e lv l n e r a l c n mi e e t r c iv d e e ,a d r ma k b e e o o c b n f swe e a h e e . i Ke W o d t y r s:wo—tmewae ;f i r nay i i t r al e a l ss;h g f c e tca i e u ih e in l rf r i i
5 0
第1 期
王 福兴 : 高效澄清器在 圆坯 连铸 二冷水系统中的应用
接造 成方 坯冷 却不 均 匀 。甚 至 每个 浇 次 停 机更 换
喷嘴 , 而且 每次 喷 嘴 的更 换 个 数 都 在 5—1 O个 , 总 是 停机 换 喷嘴 , 完喷 嘴运 行 时 间不 长 , 分 喷嘴 换 部
The Ap lc to fH ih Ef ce y Cl rfe n Two —tm e Co ln p ia i n o g f inc a i r i i i - i oi g W a e y t m fRo d BiltCo tnuo si t r S se o un le n i usCa tng
济损 失 。
设计 中有一 套 完 整 的加 药 装 置 , 后 期 由 于 长 时 但
间的运行 , 虑到成 本 的加 剧 , 止 了加 药 并 废弃 考 停
3 故 障 分 析
针对 二冷 水 出 现 的故 障 , 公 司 对 方 坯 连 铸 我
了加 药 系统 。到 现 在 没 有 一 套 完 善 的加 药 系 统 ,
( 北满 特殊钢 集 团有 限责任公 司 , 龙江 齐 齐哈尔 1 14 ) 黑 6 0 1
摘 要 : 圆坯连铸机二冷水喷嘴堵塞及供水系统展开系统 分析 , 短期 内进行分析及 试验 , 对 在 不断优 化供水 系
统, 增加过滤精度并在原有 的基础上进行加药处理 , 使水质处理技术上 了一个新 台阶 , 取得 显著 的经济效益 。 并 关键词 : 二冷水 ; 故障分析 ; 高效澄清器 ;供水 系统优化 ; 加药处理
温也 在 3  ̄ 右 , 个 温 度是 微 生 物 生 长 的 最 佳 5C左 这
温度 。 3 4 生产 操 作及水 泵 运行 分析 .
某 生产 厂 原 来 用 的 自清 洗 过 滤 器 精 度 较 低 , 过 滤精 度 为 8 目, 运 行 过 程 中较 适 中颗粒 的容 0 在 易 通过 滤 网 , 颗粒 的 被堵 截 , 且 在 运行 过 程 中 大 并 工 人很 少对 滤 网进 行 清 洗 , 间过 长造 成 水 压 下 时 降, 小颗 粒 氧化铁 皮 及铁 锈 冲不 走 , 后就 停 留在 最 喷嘴 位置 , 也造 成 喷嘴 的堵 塞 。
经过 查看 运行 记录 , 份发 现水 泵站 停泵 时 2月 间超 过 4 h的一 次 , 0 超过 2 h的两次 , 间启 泵 造 0 瞬
成铁 锈及 沙 子 到 达 喷 嘴形 成 堵 塞 , 过 重 新 做 启 通
泵实 验及 取垢 观测 为 1 m硬 粒 的 结果 分 析 , 泵 m 水
的长 时 间启 停是 造成 少量 喷嘴堵 塞 的原 因 。 3 5 加药分 析 . 方 坯连铸 二 冷 水 处 理 的 工 艺 流 程 , 原 来 的 在
生产 设备 、 二冷 水水 质 、 水 系 统进 行 了调 查 和收 供 集 数据 , 并从 喷 嘴 的特 点 、 样 的分 析 、 道 工 艺 、 垢 管
微 生物 等进 行 分析 。
3 1 喷嘴 的特 点 .
工 艺 要 求 比 较 严 格 , 嘴 的 孔 径 仅 为 喷
0 0 m 喷 嘴 特 点 是 孔 径 小 , 化 效 果 好 。但 细 . 8 m, 雾 小 的颗粒 不 易 通 过 , 喷 淋 系 统 内部 和 外 部 极 易 在 堵塞 。
—
台高效 澄清 器 , 理能 力 为 5 0/ , 处 0 th 此套 设 备 占地 面 积小 , 并且 处理 油 小 于 6 g L 传 统 的处 理 油 达 m/ , 到 lm / , O g L 能达到 二冷 水 的水 质 要 求 。新 的工 艺
流 程 图如 图 2 。
4  ̄ 间 , 且 补水 也 是 采用 电厂二 次 退水 , 5C之 并 水