折弯系数一览表
圆钢折弯系数表一览表

圆钢折弯系数表一览表圆钢折弯系数表一览表以下是圆钢折弯系数的一览表,用于参考与计算圆钢材料在折弯过程中的弯曲变形。
圆钢折弯系数是指在一定工艺条件下,圆钢材料发生弯曲变形时所需的力矩与截面抵抗变形的能力之间的比值。
了解圆钢折弯系数对于合理设计和加工圆钢具有重要意义。
表1:圆钢折弯系数表(单位:N/mm^2)圆钢直径(mm)材料折弯角度(°)折弯系数--------------------------------------------4 Q235 90 0.0186 Q235 90 0.0128 Q235 90 0.01010 Q235 90 0.00912 Q235 90 0.00816 Q235 90 0.00620 Q235 90 0.00525 Q235 90 0.00430 Q235 90 0.00340 Q235 90 0.00350 Q235 90 0.002表2:圆钢折弯系数表(单位:N/mm^2)圆钢直径(mm)材料折弯角度(°)折弯系数-------------------------------------------4 304 90 0.0226 304 90 0.0168 304 90 0.01410 304 90 0.01312 304 90 0.01116 304 90 0.00920 304 90 0.00725 304 90 0.00630 304 90 0.00540 304 90 0.00450 304 90 0.003表3:圆钢折弯系数表(单位:N/mm^2)圆钢直径(mm)材料折弯角度(°)折弯系数--------------------------------------------4 45# 90 0.0206 45# 90 0.0158 45# 90 0.01210 45# 90 0.01112 45# 90 0.01016 45# 90 0.00820 45# 90 0.00725 45# 90 0.00630 45# 90 0.00540 45# 90 0.00450 45# 90 0.003以上三个表格列举了不同直径的圆钢在不同材料和折弯角度下的折弯系数。
折弯系数表
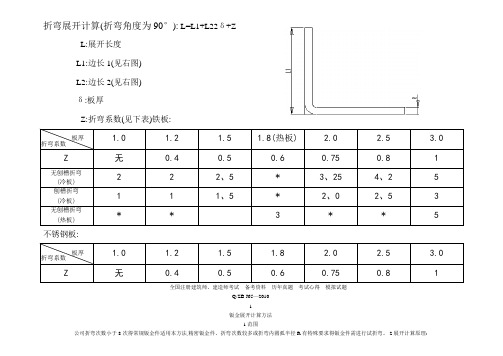
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
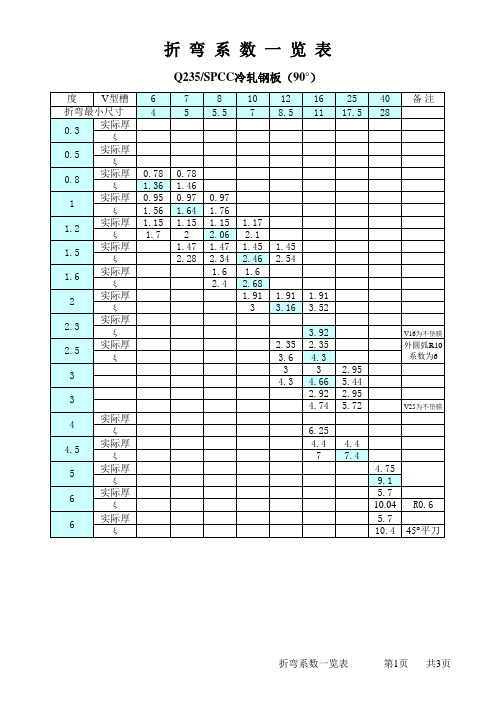
折弯系数表
板材厚
度 V型槽
折弯最小尺寸
0.3 实际厚
ξ
0.5 实际厚
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
1.6 实际厚
ξ
2
实际厚
ξ
2.3
实际厚
ξ
2.5 实际厚
ξ
3
3
4
实际厚
ξ
4.5
实际厚
ξ
5
实际厚
ξ
6
实际厚
ξ
6
实际厚
ξ
Q235/SPCC冷轧钢板(90°)
6
7
8
10 12 16
40 备 注 28
40 备 注 28
压平系数 为0.5
3.8 8
折弯系数一览表
第2页 共3页
板材厚
度 V型槽
折弯最小尺寸
0.3 实际厚
ξ
0.5 实际厚
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
1.6 实际厚
ξ
2
实际厚
ξ
2.5 实际厚
ξ
3
实际厚
ξ
4
实际厚
ξ
折弯系数一览表
SGCC/SECC镀锌板
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
2
实际厚
ξ
2.5 实际厚
ξ
3
实际厚
ξ
4
实际厚
ξ
折弯系数表

5
内R5 6、0 内R3 4.8
4 足4.0 直角 6.8 内R5
5 足5.0 直角 8.5 内R5
1.2 足1.2 直角
2
内R5
0.3
足 直角 0.7
材料
铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板
厚度 平常叫法 折弯角 折弯系数
0.4 不足0.5 直角 0.6 0.45 足0.5 直角 0.7 0.7 不足0.8 直角 1.1 0.75 足0.8 直角 1.2 0.88 不足1.0 直角 1.4 0.95 足1.0 直角 1.5 1.05 不足1.2 直角 1.7 1.15 足1.2 直角 1.8 1.35 不足1.5 直角 2.1 1.45 足1.5 直角 2.3 1.75 不足2.0 直角 2.8
足1.0 足1.2 足1.5 足2.0 足2.5 足3.0 足4.0 足5.0 足6.0
直角 直角 直角 直角 直角 直角 直角 直角 直角 直角 直角 直角 直角
0.9
1.5
1.8 内R3 2.9
2
内R3
3
2.5 内R3 3.5
3.5
4
5
7
8.5
10 内R20 15
内R5 4(电解板1.7) 内R5 4.2
材料
铜板 铜板 铜板 铜板 铜板 铜板 铜板 铜板 铜板
厚度 平常叫法 折弯角 折弯系数 折弯角 折弯系数 折弯角 折弯系数
0.5 足0.5 直角 0.85 内R5
1 足1.0 直角 1.7 内R5
1.5 足1.5 直角 2.5 内R5
2 足2.0 直角 3.4 内R5 4.7 内R3 3.8
3
足3.0 直角
折弯系数表
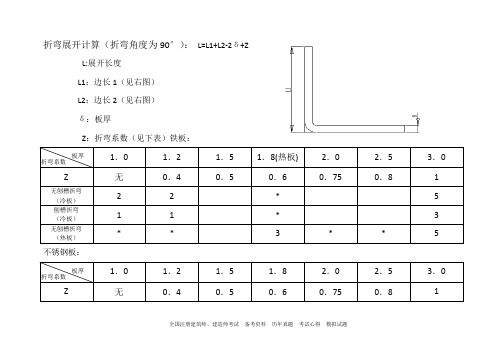
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。