常用材料折弯系数表大全
常用材料折弯系数表大全
如图2中钣金的展开长度L=L1+L2+L3
L2=π/2R+YTθ/90
其中π=,R为钣金内侧折弯半径,T为钣金厚度,θ为折弯角度单位度
常用材料Y因子和K因子数值:
材料:软黄铜、铜,Y因子:,K因子:;
材料:硬黄铜、铜、软钢、铝,Y因子:,K因子:;
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:,K因子:;
常用材料折弯系数表详
注:以上折弯系数K是在折弯内角R为左右时的侧量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大;
针对现有材料测试折弯系数数据如下:
料厚
槽宽
铁料SPCC/SECC折弯系数
不锈钢
铝料AL折弯系数
45°
90°
135°
90°
45°
90°
135°
4
R1==
R1==
6
4
HCR025
常用材料折弯系数表大全
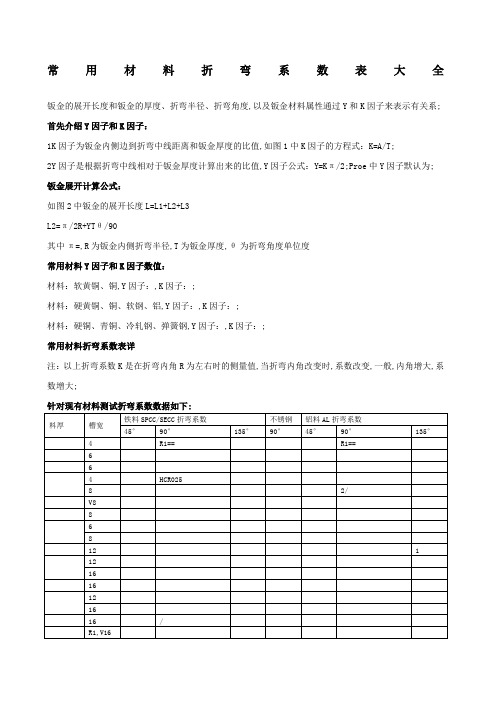
钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以及钣金材料属性通过Y和K因子来表示有关系;
首先介绍Y因子和K因子:
1K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T;
2Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=Kπ/2;Proe中Y因子默认为;
每折一道弯,便减去一个折弯系数.
8
2/
V8
8
6
8
12
1
12
16
16
12
16
16
/
R1,V16
R1,V25
R1,V25
R4,V32
R4,V60
R4,V60
常用材料折弯系数
30 R.05
5.62 6.17 7.51 8.80
40 R.05
6.22 6.78 8.05 9.39
钢及不锈钢
7.20
6 钢及不锈钢
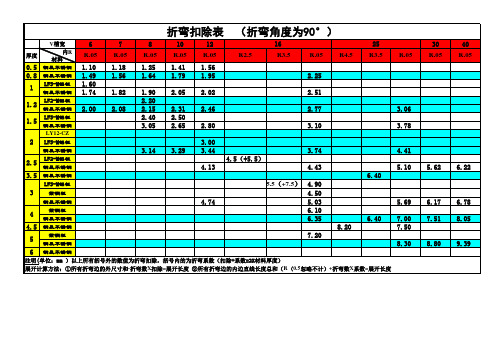
注明(单位:mm )以上所有括号外的数值为折弯扣除,括号内的为折弯系数(扣除+系数=2X材料厚度)
展开计算方法:①所有折弯边的外尺寸和-折弯数X扣除=展开长度 ②所有折弯边的内边直线长度总和(R〈0.5忽略不计)+折弯数X系数=展开长度
R.05
3.06 3.78 4.41 5.10
3.14
3.29
3.00 3.44
3.74
2.5 LF2-M铝板
钢及不锈钢
4.5(+5.5) 4.13
4.43
3.5 钢及不锈钢
6.40
LF5-M铝板
3
紫铜板
5.5(+7.5) 4.90 4.50
钢及不锈钢
4.74
5.03
4
紫铜板
钢及不锈钢
4.5 钢及不锈钢
6.10 6.35
8.20
6.40
5
紫铜板
折弯扣除表 (折弯角度为90°)
V槽宽
厚度
内R 材料
0.5 钢及不锈钢
6 R.05 1.10
7 R.05 1.18
8 R.05 1.25
10 R.05 1.41
12 R.05 1.56
R2.5
16 R3.5
R.05
R4.5
25 R3.5
0.8 钢及不锈钢 1 LF5-M铝板
钢及不锈钢
1.49 1.60 1.74
1.56 1.82
最新常用材料折弯系数表(详)

8.5
0.5 0.6 0.7
1.0 1.3 1.5
1.7 2 2.4
1.4 1.7 2.0
0.5 0.6 0.7
4.3
10
2.1 0.7
4.5 5.0
11
2.2
0.8
4.6
13
2.3
0.8
4.8 5.1
6.6
14
2.3
3.3
0.8
1.1
5.7 6.4 7.0
17.5
2.8 3.1 3.4
1.0 1.0 1.2
仅供学习与交流,如有侵权请联系网站删除 谢谢 2
度
寸
90
3.6
5.2
6.8
8பைடு நூலகம்4 28
120 150
6.0 铜板折弯系数 10.3 8.0 铜板折弯系数 12.5 10 铜板折弯系数 15 仅供学习与交流,如有侵权请联系网站删除 谢谢 2
精品好文档,推荐学习交流
12 铜板折弯系数 17 3.0 不锈钢 V25 系数 6 3.0 不锈钢 V20 系数 5.5 (超过 6 的铜排均为用 V40 的下模弯的系数) 注:以上折弯系数(K)是在折弯内角(R)为 0.5--1.0 左右时的侧 量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大。如板 厚 T=2.0,R=10,V=32 时,折弯系数 K=6.7 左右.当 T=1.2 时,R=10, V=25 时,K=5.8 左右。
7.5 8.2
22.0
仅供学习与交流,如有侵权请联系网站删除 谢谢 2
精品好文档,推荐学习交流
120
4.0
150
1.4
常用材料折弯系数表 2
T
一.冷轧钢板 SPCC(电镀锌板 SECC)
折弯系数表
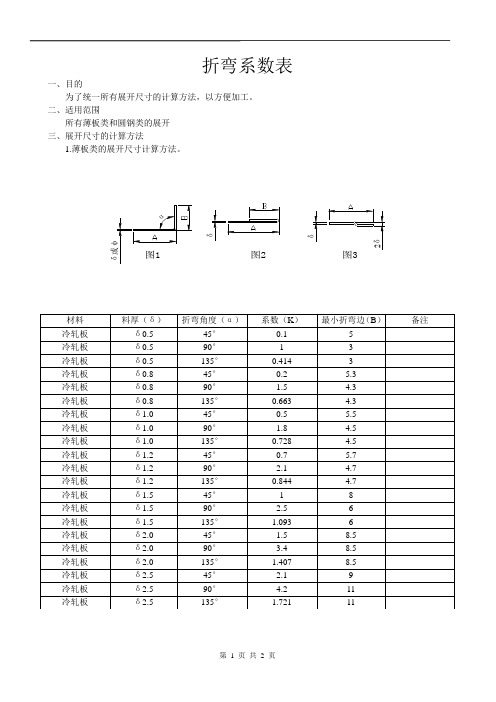
折弯系数表一、目的
为了统一所有展开尺寸的计算方法,以方便加工。
二、适用范围
所有薄板类和圆钢类的展开
三、展开尺寸的计算方法
1.薄板类的展开尺寸计算方法。
1.2镀锌板、电解板和不锈钢板与冷轧板的系数一样。
1.3铝板与铜板的系数一样,系数是冷轧板相对应料厚和角度的系数再减0.2,如冷轧板δ
2.0折弯90°
的系数是3.4,则铝板或铜板δ2.0折弯90°的系数是3.2,以此类推。
1.4压死边的展开尺寸公式L=A+B-0.5δ(如图2)
1.5压台阶的展开尺寸公式L=A +0.3δ(如图3)
2.
3.
4.以上系数表适合于折弯内圆角≤δ或φ,>δ或φ则按中性层计展开尺寸。
常用材料折弯系数表(详.doc
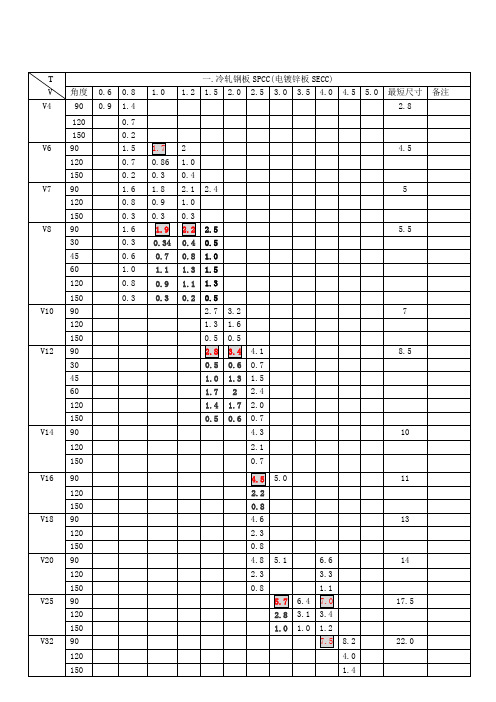
V10 90
2.7 3.2
7
120
1.3 1.6
150
0.5 0.5
V12 90
2.8 3.4 4.1
8.5
30
0.5 0.6 0.7
45
1.0 1.3 1.5
60
1.7 2 2.4
120
1.4 1.7 2.0
150
0.5 0.6 0.7
V14 90
4.3
10
120
2.1
150
0.7
V16 90 120 150
V18 90 120 150
V20 90 120 150
V25 90 120 150
V32 90 120 150
4.5 5.0
2.2
0.8
4.6
2.3
0.8
4.8 5.1
6.6
2.3
3.3
0.8
1.1
5.7 6.4 7.0
2.8 3.1 3.4
1.0 1.0 1.2
7.5 8.2
4.0
1.4
11 13 14 17.5 22.0
寸
V4
1.4
2.8
V6
1.6
4.5
V 2.4 3.1
5.5
V10
2.4 3.2
7
V12
2.4 3.2
8.5
V14
3.2
10
V16
3.2 4.0 4.8
11
V18
4.8
13
V20
4.8
14
V25
4.8 5.4 6.0
17.5
V32
6.3 6.9
22.0
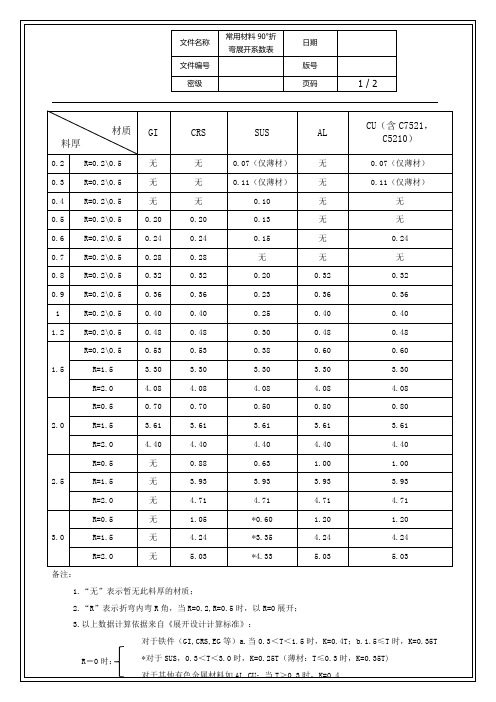
常用材料90°折弯展开系数表
0.30
0.48
0.48
1.5
R=0.2\0.5
0.53
0.53
0.38
0.60
0.60
R=1.5
3.30
3.30
3.30
3.30
3.30
R=2.0
4.08
4.08
4.08
4.08
4.08
2.0
R=0.5
0.70
0.70
0.50
0.80
0.80
R=1.5
3.61
3.61
3.61
3.61
3.61
材质
料厚
折弯R角
展开系数
SUS
3
R0
0.2倍T
R1.5
3.35(相当于中性层偏移约0.25T0
R2.0
4.33(相当于中性层偏移约0.25T0
*4.33
5.03
5.03
备注:
1.“无”表示暂无此料厚的材质;
2.“R”表示折弯内弯R角,当R=0.2,R=0.5时,以R=0展开;
3.以上数据计算依据来自《展开设计计算标准》:
R=0时:
对于铁件(GI,CRS,EG等)a.当0.3<T<1.5时,K=0.4T;b.1.5≤T时,K=0.35T
*对于SUS,0.3<T<3.0时,K=0.25T(薄材:T≤0.3时,K=0.35T)
材质
GI
CRS
SUS
AL
CU(含C7521,C5210)
料厚
0.2
R=0.2\0.5
无
无
0.07(仅薄材)
无
0.07(仅薄材)
0.3
R=0.2\0.5
常用材料折弯系数表大全
1.4
V8
2.4
1.5
8
0.9
2.5
2.75
2.3
0.5
1.6
6
2.55
8
2.65
2.0
12
3.4/3.3
3.55
3.1/3.15
1
2.3
12
3.8
16
4.0
2.5
16
4.5/4.2
1.15
4.2
1.15
2.9
12
4.6
16
4.8
3.0
16
/5.1
4.75/4.8
1.55
3.2/3.4
R1,V16
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:0.71,K因子:0.45。
常用材料折弯系数表(详)
注:以上折弯系数(K)是在折弯内角(R)为0.5--1.0左右时的侧量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大。
针对现有材料测试折弯系数数据如下:
料厚
槽宽
铁料(SPCC/SECC)折弯系数
不锈钢
常用材料折弯系数表大全
常用材料折弯系数表大全
钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以及钣金材料属性(通过Y和K因子来表示)有关系。
首先介绍Y因子和K因子:
1)K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T。
2)Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=K*(π/2)。Proe中Y因子默认为0.5。
铝料(AL)折弯系数
45°
90°
135°
90°
45°
90°
135°
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用材料折弯系数表大全
钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以及钣金材料属性(通过Y和K因子来表示)有关系。
首先介绍Y因子和K因子:
1)K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T。
2)Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=K*(π/2)。
Proe 中Y因子默认为0.5。
钣金展开计算公式:
如图2中钣金的展开长度L=L1+L2+L3
L2=(π/2*R+Y*T)θ/90
其中π=3.1415,R为钣金内侧折弯半径,T为钣金厚度,θ为折弯角度(单位度)
常用材料Y因子和K因子数值:
材料:软黄铜、铜,Y因子:0.55,K因子:0.35。
材料:硬黄铜、铜、软钢、铝,Y因子:0.64,K因子:0.41。
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:0.71,K因子:0.45。
常用材料折弯系数表(详)
注:以上折弯系数(K)是在折弯内角(R)为0.5--1.0左右时的侧量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大。
针对现有材料测试折弯系数数据如下:
热镀锌板系数(由样开组于2002-6-17提供)
铜排折弯系数:
覆铝锌板系数
说明:
计算展开长度时,所有尺寸均以外皮计.每折一道弯,便减去一个折弯系数.。