常用金属折弯系数表
常用材料折弯系数
30 R.05
5.62 6.17 7.51 8.80
40 R.05
6.22 6.78 8.05 9.39
钢及不锈钢
7.20
6 钢及不锈钢
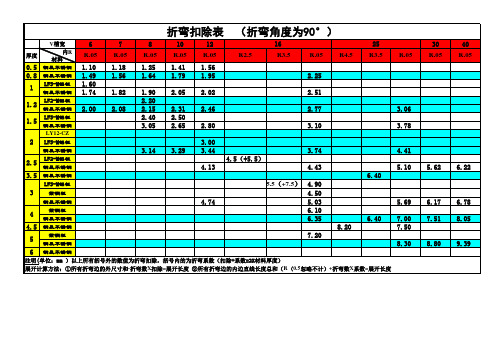
注明(单位:mm )以上所有括号外的数值为折弯扣除,括号内的为折弯系数(扣除+系数=2X材料厚度)
展开计算方法:①所有折弯边的外尺寸和-折弯数X扣除=展开长度 ②所有折弯边的内边直线长度总和(R〈0.5忽略不计)+折弯数X系数=展开长度
R.05
3.06 3.78 4.41 5.10
3.14
3.29
3.00 3.44
3.74
2.5 LF2-M铝板
钢及不锈钢
4.5(+5.5) 4.13
4.43
3.5 钢及不锈钢
6.40
LF5-M铝板
3
紫铜板
5.5(+7.5) 4.90 4.50
钢及不锈钢
4.74
5.03
4
紫铜板
钢及不锈钢
4.5 钢及不锈钢
6.10 6.35
8.20
6.40
5
紫铜板
折弯扣除表 (折弯角度为90°)
V槽宽
厚度
内R 材料
0.5 钢及不锈钢
6 R.05 1.10
7 R.05 1.18
8 R.05 1.25
10 R.05 1.41
12 R.05 1.56
R2.5
16 R3.5
R.05
R4.5
25 R3.5
0.8 钢及不锈钢 1 LF5-M铝板
钢及不锈钢
1.49 1.60 1.74
1.56 1.82
折弯系数

下模V
V12 V15 V15 V15 V15
上模R5.0
系数I 下模V
V10
V12
V12
V12
-1.20
V15
-0.60
V18
-0.65
-0.40
V18
0.06
V25
V25
系数I -1.70 -1.55 -1.50 -1.30 -1.00 -0.80
-0.60
-0.18 0.14
V18
1.00
V25
0.5
V5 0.05
V8 0.60
V12 1.00
0.8
V5 -0.40
V8 0.24
V12 0.80
1.0
V5 -0.55
V8 0.24
V12 0.80
1.2
V5 -0.68
V8 -0.04
V12 0.45
1.5
V8 -0.70
V8 -0.20
V12 0.40
2.0 V12 -0.85
V12 -0.70
V6 -0.50
V8
0.8
V3 0.50 V4 0.25
V6 -0.20
V8
1.0
V3 0.60 V6 0.30
V6 0.10
V8
1.2
V4 0.70 V6 0.40 V6 0.50 V8 0.25 V8 -0.40 V10
1.5
V6 0.80 V8 0.50 V8 0.30 V10 0.20 V10 -0.10 V12
2.0
V6
V10 0.65 V10 0.80 V12 0.60 V12 0.05 V15
2.3 V10 1.00 V12 0.75 V10 0.90 V12 0.70 V12 0.45 V15
冷板折弯系数表

冷板折弯系数表冷板折弯是一种常用的金属板材成形加工方法,通过对金属板材施加力的方式,使其弯曲成所需的形状。
在冷板折弯过程中,需要考虑到材料的弯曲特性,其中一个重要的参数就是冷板折弯系数。
冷板折弯系数(K-factor)是指在冷板折弯过程中,材料受到的应力和应变之间的比例关系。
它反映了金属板材在冷板折弯过程中的变形行为,是一种衡量材料可塑性的常用指标。
对于常见的金属材料,其冷板折弯系数通常可以从相关参考书籍、手册或经验总结中获得。
以下是一些常见的金属材料的冷板折弯系数的参考值:1. 不锈钢(Stainless Steel):- 304不锈钢:0.33- 316不锈钢:0.33- 430不锈钢:0.382. 铝合金(Aluminum Alloy):- 5052铝合金:0.36- 6061铝合金:0.33- 3003铝合金:0.333. 碳钢(Carbon Steel):- 冷轧钢板:0.33- 热轧钢板:0.36需要注意的是,以上数值仅为参考值,具体数值可能会因不同的材料规格、厚度、硬度以及折弯工艺参数等因素而有所变化。
因此,在进行冷板折弯加工时,应根据具体材料和加工条件来确定最合适的冷板折弯系数。
此外,还可以通过实验或试制来确定特定材料的冷板折弯系数。
试制时可以先制作一些样品,进行冷板折弯试验,通过测量实际弯曲角度和加工前的理论角度之间的差异,来计算冷板折弯系数。
在试制过程中,可以逐步调整应变量或力度,来获得最佳的冷板折弯效果。
总之,冷板折弯系数是在冷板折弯加工过程中非常重要的参数。
通过正确选择和控制冷板折弯系数,可以保证金属板材加工成形的精度和效果,提高生产效率和产品质量。
在实际应用中,需要根据具体材料和加工要求,参考相关文献或进行试制来确定最合适的冷板折弯系数。
常用材料折弯系数表

常用材料折弯系数表
T V 角度 0.6 0.8 V4 90 0.9 1.4
120
0.7
150
0.2
V6 90
1.5
120
0.7
150
0.2
V7 90
5.0
4.0
3.8
3.5
3.4
3.0
1.8
A
B
1.6
120
0.8
150
0.3
V8 90
1.6
30
0.3
45
0.6
60
1.0
120
0.8
150
0.3
V10 90
120
150
V12 90
30
45
60
120
150
V14 90
120 150
V16 90 120 150
V18 90 120 150
V20 90 120 150
V25 90 120 150
V32 90 120 150
2.4 3.2
7
V12
2.4 3.2
8.5
V14
3.2
10
V16
3.2 4.0 4.8
11
V18
4.8
13
V20
4.8
14
V25
4.8 5.4 6.0
17.5
V32
6.3 6.9
22.0
T
三、铜板
V 角度 0.6 0.8 1.0 1.2 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 最短尺寸 备注
折弯系数表

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载折弯系数表地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容折弯展开计算(折弯角度为90°): L=L1+L2-2δ+Z L:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:不锈钢板:全国注册建筑师、建造师考试备考资料历年真题考试心得模拟试题Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
钣金折弯系数

Q235/SPCC冷轧钢板(90°)
板材厚度 V型槽 6
折弯最小尺寸
4
0.3 实际厚度
ξ
0.5 实际厚度
ξ
0.8
实际厚度 0.78
ξ
1.36
1
实际厚度 0.95
ξ
1.56
1.2
实际厚度 1.15
ξ
1.7
1.5 实际厚度
ξ
1.6 实际厚度
ξ
2 实际厚度
ξ
2.3 实际厚度
ξ
2.5 实际厚度
2.85 5.16
SUS304不锈钢板(90°)
板材厚度 V型槽 6
7
折弯最小尺寸
4
5
0.3
实际厚度
ξ
0.7
0.5
实际厚度 0.46 0.46
ξ
1.1 1.16
0.8 实际厚度
ξ
1.35-1.40
1
实际厚度 0.95 0.95
ξ
1.62 1.72
1.2
实际厚度 1.17 1.17
ξ
1.86 2
1.5 实际厚度
5
25 17.5
2.85 5.7 3.8 6.8
40 备 注 28
40 备 注 28
压平系数 为0.5
3.8 8
折弯系数一览表
第2页 共3页
折弯系数一览表
板材厚度 V型槽 6
折弯最小尺寸
4
0.3 实际厚度
ξ
0.5 实际厚度
ξ
0.8 实际厚度
ξ
1 实际厚度
ξ
1.2 实际厚度
ξ
1.5 实际厚度
ξ
1.6 实际厚度
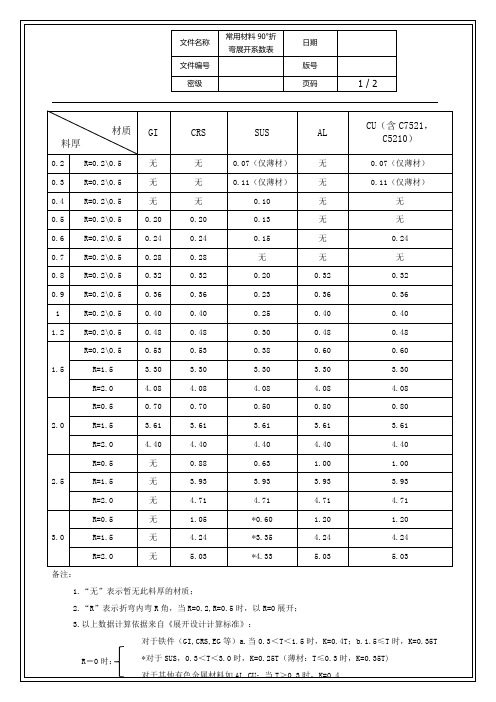
常用材料90°折弯展开系数表
0.30
0.48
0.48
1.5
R=0.2\0.5
0.53
0.53
0.38
0.60
0.60
R=1.5
3.30
3.30
3.30
3.30
3.30
R=2.0
4.08
4.08
4.08
4.08
4.08
2.0
R=0.5
0.70
0.70
0.50
0.80
0.80
R=1.5
3.61
3.61
3.61
3.61
3.61
材质
料厚
折弯R角
展开系数
SUS
3
R0
0.2倍T
R1.5
3.35(相当于中性层偏移约0.25T0
R2.0
4.33(相当于中性层偏移约0.25T0
*4.33
5.03
5.03
备注:
1.“无”表示暂无此料厚的材质;
2.“R”表示折弯内弯R角,当R=0.2,R=0.5时,以R=0展开;
3.以上数据计算依据来自《展开设计计算标准》:
R=0时:
对于铁件(GI,CRS,EG等)a.当0.3<T<1.5时,K=0.4T;b.1.5≤T时,K=0.35T
*对于SUS,0.3<T<3.0时,K=0.25T(薄材:T≤0.3时,K=0.35T)
材质
GI
CRS
SUS
AL
CU(含C7521,C5210)
料厚
0.2
R=0.2\0.5
无
无
0.07(仅薄材)
无
0.07(仅薄材)
0.3
R=0.2\0.5