IPQC制程检验及制程稽核
IPQC
IPQCIPQC(InPut Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
简介1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
3.IPQC一般是首检、巡检和抽检;是制程中巡回流动检验。
生产过程检验(IPQC):一般是指对物料入仓后到成品入库前各阶段的生产活动的品质控制,即Input Process Quality Control。
而相对于该阶段的品质检验,则称为FQC(Final Quality Control)。
①过程检验的方式主要有:a. 首件自检、互检、专检相结合;b. 过程控制与抽检、巡检相结合;c. 多道工序集中检验;d. 逐道工序进行检验;e. 产品完成后检验;f. 抽样与全检相结合;②过程品质控制(IPQC):是对生产过程做巡回检验。
a. 首件检验;b. 材料核对;c. 巡检:保证合适的巡检时间和频率,严格按检验标准或作业指导书检验。
包括对产品质量、工艺规程、机器运行参数、物料摆放、标识、环境等的检验; d检验记录,应如实填写。
③过程产品品质检验(FQC):是针对产品完工后的品质验证以确定该批产品可否流入下道工序,属定点检验或验收检验。
a. 检验项目:外观、尺寸、理化特性等;b. 检验方式:一般采用抽样检验;c.不合格处理;d.记录;④依据的标准:《作业指导书》、《工序检验标准》、《过程检验和试验程序》等等。
品质检验方法1、全数检验:将送检批的产品或物料全部加以检验而不遗漏的检验方法。
适用于以下情形:①批量较小,检验简单且费用较低;②产品必须是合格;③产品中如有少量的不合格,可能导致该产品产生致命性影响。
2、抽样检验:从一批产品的所有个体中抽取部分个体进行检验,并根据样本的检验结果来判断整批产品是否合格的活动,是一种典型的统计推断工作。
IPQC如何稽核现场
行物料確認.
•1>.料號
•2>.版次
PPT文档演模板
•3>.物料 AVL
•5>.包裝方式
•4>.印刷
IPQC如何稽核现场
PPT文档演模板
二. 設備檢驗工具 維護點檢確認
• 保養狀況 • 維修記錄狀況 • 設備使用履歷 • 原材料使用添加狀況 • 設備的檢校狀況 • 穩定程度確認狀況
IPQC如何稽核现场
• 產品品質狀況的需求設立適當管制站, 管制站的效果要 定期檢討並增減之.
• 制程管制人員的檢驗水准不得受各科外來因素影響而 降低.
• 了解作業規範所列的工作重點與管制要項,條件,設備.
• 了解制程管制所列的管制頻率,確實依規定頻率抽查,如 未能照頻率進行應向主管反應,不得擅自改變頻率與偽 造記錄.
IPQC如何稽核现场
PPT文档演模板
2024/2/7
IPQC如何稽核现场
品管人員的定義
• 從事品質改進, 品質維持與管
制的有關工作的人員均屬之.
PPT文档演模板
IPQC如何稽核现场
品管人員的精神
PPT文档演模板
• 當仁不讓于師的精神 • 一貫的精神 • 零缺點的精神
IPQC如何稽核现场
IPQC 工作職掌
• 隨時提醒作業人員及其單位主管注意品質上的缺失.
• 和生產線人員保持良好的人際關系,以協助他們解決問 題,避免造成敵對的態度.
• 制程異常資料統計.
• 注意生產線上良品與不良品區別,以防止不良品被誤用.
PPT文档演模板
IPQC如何稽核现场
•一.物料的確認•IPQC 稽 Nhomakorabea的內 容
•依據所生產的產品BOM表.SOP及相關檢驗規範進
IPQC首件制程检验程序
IPQC首件制程检验程序1、目的为了全面贯彻C=0的质量目标,提早发现不良品,避免不良品产生,并且杜绝不良品流出。
2、适用范围工厂内所有制程,包括加工,组装,包装及返工返修。
3、内容3.1 首件3.1.1.首件经作业员自检OK后,填写首末件确认单,并在首件确认台上放合格品三件.3.1.2.作业员把首末件确认单和首件样品交给IPQC人员。
3.1.3.首末件确认单须填写完整。
在新产品试模/新产品试生产和模具整修时,应于调整/改善记录栏里填入变更位置。
3.1.4.IPQC接到单子和首件后,依照格式,外观和功能对产品进行确认和测试。
3.1.5.判断主要依检验指导书。
3.1.6.量测人员应注意检查方式一栏,问清修模尺寸和规格变更的尺寸。
3.1.7.其它制程的尺寸,由IPQC量测。
量测结果记录于实验(检验)报告。
3.1.8.IPQC把最终确认结果反应给作业员。
3.2 制程3.2.1.IPQC人员依检验指导书中规定的管制项目和检验频率进行品质确认。
3.2.2.IPQC对于随机抽选检验的产品作上标记。
并填写巡检记录表。
3.2.2.1.检验OK的,在巡检记录表上打√;3.2.2.2.不良项目,在巡检记录表上打×;3.2.2.3.为可接受缺陷,可划○。
并且通知生产部门即刻改善。
3.2.2.4.不可接受的,停线整改。
3.2.4.其中标准化作业时要确认作业员是否依作业指导书作业,各项记录是否完整。
3.2.5.如有特殊检查项目或为返工返修,可于下面空格内填上须检查项目,执行巡检。
3.2.6.发生品质异常时按品质异常处理办法处理。
备注一栏可填上开出的不可格品单号3.2.7.巡回检验和重点工序质量控制点,由检验人员进行监督,发现异常立即通知操作者停止生产并向生产部门和工程部门报告.3.2.8.IPQC组长应对首件和巡检的执行情况作稽核,稽核结果填写于备注栏。
频率至少1PCS/4H。
3.3 末件3.3.1.批量加工完成后,对最后一件或和几件进行检验,并填写《首(末)件确认书》.3.3.2.末件检验不合格时,由出现末件检验责任部门或岗位,应对前面加工的产品进行追踪复核,分析原因,并及时将信息反馈至有关部门,制订纠正措施,其原因分析和纠正措施可填写在《纠正预防措施实施表》.3.4 工序入库检验3.4.1.检验人员按检验作业指导书要求对工序完工的产品进行检验,检验合格在《批量管制卡》上本道工序栏内签名,包装箱上贴上标识,方可流入下道工序.3.4.2.检验不合格的产品由生产员工重新自检自分再提交检验.3.4.3.在过程出现不合格的产品控制见《不合格控制程序》和《纠正和预防措施控制程序》.3.5现场工艺纪律巡检3.5.1、检验人员必须针对员工的标准化作业应随时监督,并及时填写现场工艺纪律巡查表;3.5.2、工艺纪律巡查内容:员工严格按WI操作、物料搬运防护标识按要求到位;4、附录4.1 IPQC巡检记录表 (QP-12-R04-A0)4.2 产品的 IPQC控制计划4.3 首件检验报告 (QP-12-R03-A0)。
IPQC是制程检验

IPQC是制程检验,主要负责对生产线开始投产的第一个产品进行首件确认(外观,机构,电性),进行对生产人员进行QC就是质量控制,质量管理的意思IPQC就是对半成品的质量检验及管理AQC就是对成品的质量检验及管理IPQC就是品质检验和控制,IQC就是生产过程中对品质的跟踪,QA就是品质检验,也是对贴好PCB进行抽检我觉得你完全可以做好,因为那都是些很简单的东西,一学就会的!IPQC也就是制程过程的质量控制,也叫制程检验。
工作很筒单,也很单一,只需要看看产品,做做记录就可以了QC分四個階段:IQC(進料檢驗),IPQC(過程檢驗),FQC(最終檢驗)OQC(出貨檢驗IPQC是為了防止生產人員自檢的漏洞而設置的,所謂DUBLE CHECK,象產品流程一道防火牆,盡力將問題發現在萌芽階段QC的全称是QUALITY CONTROLLER(品质控制员),是负责检验产品,控制品质的人。
服装QC 顾名思义就是控制服装品质的人了。
按照我的理解,QC跟INSPECTOR(验货员)是两个不同的概念,QC的重点是在控(CONTROL),目的是使公司得到品质良好的产品;而INSPECTOR只是通过INSPECT(检验),而判断一批货是否合格品(PASS OR FAIL),目的是避免公司收到不合格的产品。
不过现在多数人都是把QC和INSPECTOR混为一谈的,我们在这里也都叫QC吧。
有些公司对每款服装只在出货前进行一次尾期检验(FINAL INSPECTION);有些至少要查一次中期(INTER INSPECTION INSPECTION)和一次尾(FINAL);有些甚至要在服装生产的全过程进行品质控制,进行多次的早期检验(EARLY INSPECTION)或在线检验(IN-LINE INSPECTION),以尽可能早地发现问题解决问题。
CLInetLabIQC(以下简称IQC)是CLInet在多年开发维护EQA(实验室间质量评价)系统后,成功开发的一套完善的实验室内部的质量评价、质量控制的软件。
IPQC质检员工作岗位职责简述

IPQC质检员工作岗位职责简述ipqc岗位职责篇一ipqc岗位职责1、IPQC(制程检查)的工作职责就是防止生产部门的不良品流至下一流程。
用抽查的形式,检查刚加工出来的产品是否符合图纸、工艺或检验指导书中所规定的要求。
2、所检查的部品是生产看机人员认为是良品的部品,如看机人员有发现不良的,要要求看机人员作好明显的标示,并另外分箱放置。
(未作标示依良品处理,需检查,有不良标示的`需了解,但不需要记录,有要求先修机OK后再生产的责任。
)3、如发现良品箱里的部品有不良的应马上通知组上的领导,并要求马上关机(除非组上的领导确认可以生产外)这是IPQC的权力也是职责。
并需要马上的记录。
4、IPQC在工作中所接触的人是架机者、班长及上级,不应该和不应和其它人员接触甚至聊天。
5、每天一上班IPQC应对所开机台的外观先行全面检查。
约上班1小时后可以全面检查上一小时的部品。
6、可根据部品的稳定性分类为1小时至4小时检查一次。
1)不稳的尺寸项目2)新架机刚生产的部品必须每一小时检查一次3)出现不良刚修好的部品4)连续生产几天没有出现不良的项目可两个小时检查一次(内部不良)5)从来未出现过不良的项目可四个小时检查一次(内部不良)7、外观常见的不良项目1)压簧的本体弯曲、两端变形、平整度、垂直度、毛刺、开口、折角处的伤痕等。
2)拉簧的耳圈的变形、伤痕、毛刺、垂直度、少多圈,本体有无打皱、对向角等。
3)扭簧的本体有无变形。
内径是否不圆。
4)CNC的变形种类较复杂、可以多请教组上班长以上级或架机者,因架机者对自己架的部品较了解,问架机者是最好的方法。
5)现场热处理的部品有无表面污垢、SWCSWP表面有无生锈。
8、常出不良的项目1)压簧的L、O/ID、外观、荷重。
2)拉簧的对向角、外观、荷重。
3)CNC的角度、外观、尺寸、荷重等。
-------------------华丽丽的分割线------------------1、根据每天生产,严格按照检验标准来检查生产首件、巡检产品;2、将检查后的首件品盖上合格的印章,并摆放在相应的位置;3、不合格情况出现时,应立即通知相关人员改善,避免造成批量性的不良品;4、对品质不稳定的产品要进行跟踪、有问题时应及时汇报上级或相关人员,并找出解决方法,及时解决问题;5、协助主管对客户反愧投诉进行处理,并确保仓库库存的不良品与良品得到有效处理;6、负责首件的签板确认,并保证无样板不生产、不合格不出货;7、统筹车间品质管理工作。
IPQC作业程序(最新)

1.目的确保本公司在生产制造过程中的品质控制1.1制程稽核: 对制程中产生的各种问题及时反馈和改进1.2抽样检验: 以两小时产量为一批量进行抽检2.范围适用于本公司所有生产过程中的品质控制作业.3.参考资料<<停线条例>>(XT-QRA-3021)<<扣留作业办法>>(XT-QRA-3035)<<制程MRB控制程序>>(XT-ENG-1004)<<成品检验规范>>(XT-QRA-3023)<<PCBA检验规范>>(XT-QRA-3070)<<粘附力测试规范>>(XT-QRA-3073)<<耐磨测试规范>>( XT-QRA-3074)4. 述语和定义In-process Quality Control(IPQC):制程品质控制Material Review Board(MRB):材料评审委员会Customer Request List(CRL):客户需求表Bill of Material(BOM):材料清单Engineering Change Order (ECO):工程变更通知Working Instruction(WI):作业指导书;Manual process(MP):手工插件 .TAMPO:移印.Laser:镭射5.作业程序说明:5.1 首件检验5.1.1实施办法(成型IPQC):5.1.1.1 首件检验的时机:A:成型更换成型机台、模具、模具镶件、材质B: 模具机台损坏维修后C: 量产过程中因各种因素导致机台停机超过4H时5.1.1.2 首件实施的过程:当首件检验的时机发生时,技术员调机确认产品合格后,取2PCS产品作首件样品,并填写《成型产品首件检验报告》(XT-QRA-1003-13),送IPQC检验。
IPQC依照检验报告上面所填写的成品料号,查找与成品料号相对应的工程承认样品、限度样品、《检查基准书》(XT-QRA-1003-17)等参考资料,依据上述资料所定义的外观和尺寸重点检验项目对调试后的产品进行确认并进行组装检验。
IPQC检验规范
4.2首件/样品
4。2。1查看MI,确认该板料号、版本与MI、LOT卡的一致性,测量记录金/镍厚度
4。2。2取1—2PNL测其金/镍厚度,其最小金/镍厚不能低于客户要求
4。2.3按〈<镀金作业指导书〉〉〈〈化学镀镍金作业指导书>>进行检验,并作好记录。
4。2。4如不合格,则要求进行改善,并重做首件,直至首件确认OK.
4。3.2检验项目包括制程稽核内容及产品质量检验.(同首板检验)
4。3。3填写《IPQC巡检记录表》。
4。4出货前抽检
4。1产品喷锡并经生产部专检员全检后,IPQC按《半成品质量检验规范》进行出货前抽检,检验合格在LOT卡上签名并通知生产部出下工序,检验不合格则退回生产部按《不合格品控制程序》作相关处理。
2.2.IPQC负责首件的确认、生产过程巡检、最终抽检工作。
3。0相关文件
《半成品质量检验规范》
3.0内容:
3。1。制程稽核
3。1.1对制程参数稽核其是否依照作业指导书之设定,并对日常点检表,机器保养等项目的稽核。
3。1。2对现场作业的动作稽核,是否依照《产品的搬运、摆放作业规范》
3。2。首件/样品
3。2.1核对图纸、流程卡、网版、板边料号孔的一致性,若不一致及时提出反馈给生产及品质部主管,由主管查明原因并使其一致后才可检板。
3。2。2工程确认:用图纸检查首板文字图形是否有误。
3.2。3对外观检验:确认有无漏印、文字残缺、模糊、周期错误、偏移、文字上PAD等现象。
3。2.4检验标准:《半成品质量检验规范》
4。2抽样标准:AQL 0.65Ⅱ级标准。
4。3检验项目同“3。2产品质量检验项目”。
IPQC制程查核流程
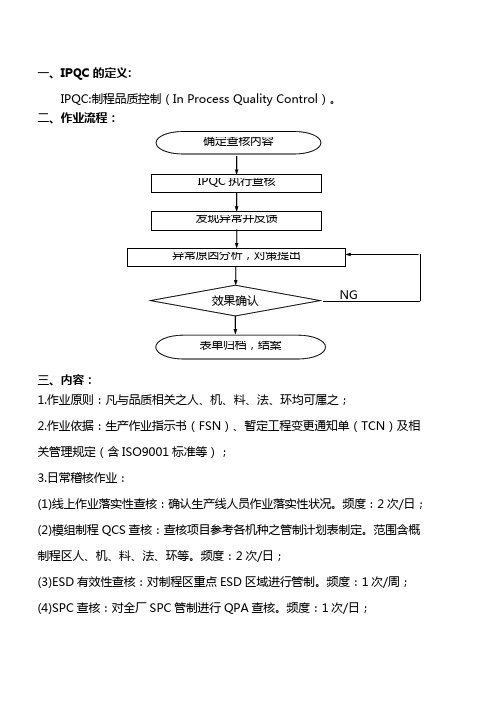
一、IPQC的定义:IPQC:制程品质控制(In Process Quality Control)。
二、作业流程:三、内容:1.作业原则:凡与品质相关之人、机、料、法、环均可属之;2.作业依据:生产作业指示书(FSN)、暂定工程变更通知单(TCN)及相关管理规定(含ISO9001标准等);3.日常稽核作业:(1)线上作业落实性查核:确认生产线人员作业落实性状况。
频度:2次/日;(2)模组制程QCS查核:查核项目参考各机种之管制计划表制定。
范围含概制程区人、机、料、法、环等。
频度:2次/日;(3)ESD有效性查核:对制程区重点ESD区域进行管制。
频度:1次/周;(4)SPC查核:对全厂SPC管制进行QPA查核。
频度:1次/日;(5)日常查核表单每季度REVIEW一次,适时更新查核项目;4.每周重点查核:(1)查核时机:出现重大品质问题时;(2)重大品质问题定义:a)信赖性重大品质异常,且影响面大等;b)客户严重抱怨造成暂停出货或要求退货等重大影响;c)模组整批性品位异常,未及时拦截造成不良品后流;(3)查核要领:a)重点查核表制定办法:相关部门提出异常对策后,IPQC据此制定查核表;b)查核项目每周进行REVIEW。
协同部门:OQC、PM、EN;5.其他特殊情形需要IPQC协助之查核:限用物质查核:主要针对限用物质检查、区隔与标示、管理进行,确保与相关文件规定相符,制程段(IQ C、入库、实装、组立、M检、仓入、解析、出库、OQC、仓库)等各站别,抽查频率:1 制程段/班;6.TCN成效追踪作业:(1)作业范围:针对工程部门人员制定,文管发行到生产现场的制程变更之TCN文件;(2)作业内容:当IPQC收到TCN文件后,建立履历并执行以下作业;a)对工程变更执行有效进行确认,确认现场作业依规范执行;b) TCN结案后追踪成效,填写工程变更有效性追踪记录表,并最终由文管存档;c) 其他之改善对策成效追踪:视厂内现况;7.缺失(异常)判定:(1)凡与FSN、TCN及相关管理规定不符,或已造成不良后流等均以缺失计;(2)对异常判定有争议时,由品保最高主管仲裁;8.异常反馈:(1)查核到异常知会担当责任人及其上级主管;(2)每日查核异常以日报形式反馈至品保主管;(3)查核异常建立履历表并于品质会议上汇报;(4)规范未规定或品质隐患事项,以建议事项日报方式报告品保主管后联络各部门检讨解决。
IPQC 制程稽核技巧

IPQC 製程稽核技巧
稽核的技巧---4.驗證法---為反證法的相反方向,先假設作業者動作是 正確,再尋求一切規範/文件來證明作業者是正確的, 若可以推翻假設,則判定為異常 5.流程追溯法---依製程順序查核產品是否漏掉必要製 程,廣義的說;作業者是否依照正確的作業順序執行 工作 6.功能查核法---依據稽核對象的職責,查核作業者是否 完成規定的作業及紀錄
IPQC 製程稽核技巧
稽核員應有的修練--- 稽核員的心態 1.成熟的待人處事 2.服務的心態 3.刻苦耐煩的工作態度 稽核員的立場--- 1.不輕易妥協的立場 2.立場堅定,態度溫和---得理要饒人 3.獨立,客觀 4.對事不對人
IPQC 製程稽核技巧
稽核員應有的修練---稽核員的專業技能 1.了解稽核對象的作業內容 2.熟悉稽核製程的作業重點 特異功能 1.適當的好奇心 2.追根究底的偵探精神
IPQC 製程稽核技巧
處理異常的態度-- 1.就事論事,有依有據 2.現象描述,清楚明確---人,事,時,地,物,數量 3.查證異常,求真求實---掌握現時,現地,現物 異常的定義--- 1.與正式文件/規範要求不符者 2.與正式會議紀錄要求不符者 3.作業者已知異常卻未予處理或標示/區隔者 處理異常的方式-- 1.依據事實現況與規範開立異常通知單 2.管制異常產品/設備之處理狀況 3.後續追蹤異常現象及對策的效果確認 4.通知後的--- 確認作業者已經知道他該做的事,並且已經做對! 稽核的責任--- 1.反映生產線不符合文件規範的事件 2.預防整批性/大批量產品外觀異常 3.預防設備製程條設定異常或偏移 稽核的精神--- 相信事實的真相只有一個,以追根究底 的精神配合求真求實態度及抽絲剝繭 的方法,查證每一件事.
IPQC如何做好制程检验及制程稽核

IPQC如何做好制程检验及制程稽核如此重要的制造过程中,质量管理的人员更加责作者重大,要求格外认真,切不可因为做"熟"了而对每次检查抱例行敷衍的态度,大家都知道,东西要一次做好,关键就在这里,若等到错了再来返工,损失巨大而无谓!下面介绍的就是IPQC如何做好制程检验及制程稽核:一. 制程检验与测试之规划1.1 对新产品、新制程或新项目而牵涉及制程的新设定或变更时,研发部门、工程部门、质量部门等相关单位应共同考虑产品特性、物料或环境的状况,于制程中的重要点验证其质量状况。
每一阶段的检验与测试作业均应直接与成品规格或作业要求相关。
1.2 应在制程中适当定点实施检验与测试作业,设置的位置与检验频率,应依据产品的重要特性与验证的难易而规划(拉力.醋酸.张力.百格.耐磨.组装。
1.3 制程中检验与测试应依产品之特性、制程之型态规划于特定产品制程检验与测试作业中,并采用下列之一种或数种方法;a 自主检查-作业人员本身所作的检验与测试,依据SIP与各作业指导书执行之。
b 自动化检验与测试-使用自动量测减少人为失误,为现代化工厂大量使用。
c 检验站检验-依据IPQC制程检验标准执行100%检验或IPQC抽样检验。
d 巡回稽核-由IPQC巡回稽核以监测特定之制程,巡回稽核之作业应定于制程检验与测试作业程序中。
e 首件检验-依据《图纸》《客户样品》《SIP》《SOP》等与IPQC制程检验标准执行每个生产环节正式生产前之第一件检验。
(首件定义为每日生产前或换线,异常停止后重开或每产品的第一件二 .检验与测试作业的实施2.1 完成制程检验作业流程。
2.2 新开机及产品初次生产、制程初次设立或间隔一段时间再生产时,应依产品试产之规定实施验证。
2.3 首件检验: 每批首件产品须经制程IPQC人员检验合格后,始可继续生产,检验结果记录于首件检查表。
若首件不合格﹐应立即通知生产现场领班重新设定与调整。
2.4 制程检验工 a 每工段作业完后, 生产现场人员将产品放置待验区待制程IPQC人员检验﹐检验前应确认半成品标签数据内容填写是否详实。
IPQC制程巡回检查程序

IPQC制程巡回检查程序1 .目的:1.1、1、预防影响品质的变化点发生,并加以控制降低成本。
1.2、使产品之品质维持在客户要求的范围之内。
1.3、对所有加工产品品质状况作正确性的反应。
2 .适用范围:适用于全工厂内所有制程,包括造管,切断,包装及修理。
3 .权责:3.1、品保课:负责巡回稽核;3.2、制造课:负责自主检查。
4 .定义:制程巡回稽核:针对造管、切断、包装各制程,由品保人员于每日不定时所作之抽样稽核。
5 .流程:开始生产异常矫正正式生产记录存档6 .作业内容:6.1、品保人员每天四次不定时进行巡回稽核。
6.2、品保人员巡回稽核时,依《IPQC制程巡回作业指导书》及[IPQC制程巡回稽核表]作业之。
须于检验过后的产品上作标记。
并填写巡检记录表。
6.3、检验OK的,在巡检记录表上打“J”;如有不良项目,在巡检记录表上打“X”;如为可接受的缺陷,可划但应通知现场即刻改善。
6.4、[IPQC制程巡回稽核表]可视作业需求增减之。
6.5、巡回检验和重点工序质量控制点,由品保人员进行监督,发现异常立即通知操作者停止生产并向品质部门和生产部门报告。
6.6、[IPQC制程巡回稽核表]经品保主管签核后发给相关责任单位签认。
6.7^责任单位应主动加以改善。
6.8、制程中的不合格品放入红色框/篮/区,并加以标识。
6.9、制程中待确定品放入黄色框/篮/区并加以标识。
7.记录存档:7.1、品保部门每周将《IPQC制程巡回稽核表》汇总统计后,编制HPQC巡检周报表〉并送交责任单位。
责任单位要分析问题之所在,作为预防改善措施之依据。
7.2、相关品质记录由品保部负责存档。
贴平工站IPQC制程稽核日报表

XXX有限公司 IPQC贴平工站制程稽核日报表 规格料号: 日期:NO. 点检时间 点检项目稽核內容8:0010:0012:0013:3015:3017:301样品料号规格是否与订单要求和作业指导书相符。
2所悬挂的作业指导书是否是最新版本。
3核对BOM表、技术图纸材料是否用对。
4各设备技术参数是否符合客户要求和技术图纸要求。
5作业员操作设备是否严格按照设备操作规程进行操作。
6各治具是否符合技术图纸要求。
贴平治具是否为该产品所需治具。
7每一工序作业是否符合作业指导书要求。
8是否有使用禁用物料。
9产品是否符合技术图纸要求。
10产品上所有记号是否正确。
11排线长度是否正确。
12排线胶带位置是否正确,胶带是否粘牢。
13是否参照图纸确定排线数量,更换穿线孔是否安装正确。
14排线是否有断线、缺线。
压线。
15线材上是否沾有油和异物。
16接头处排线槽里是否卡住线材。
17贴平pin数是否多贴、少贴。
线材是否出现交叉现象。
18贴平线材长度是否符合客户要求。
19胶带是否粘贴正确。
20线材是否跑pin、破损、单根是否受力。
21套筒、转轴是否装反、外观是否符合客户要求。
22检查贴平治具沟槽是否有损伤,沟槽深度是否完好。
23专用贴平治具板是否按照镭射口贴。
24非专用治具板要检查画镭射口尺寸是否正确。
25胶带是否按照镭射标记贴直。
26线材一面胶带贴好后,撕起时是否将同轴线和胶带同时拉起对折胶带并且捏紧。
27治具拐弯处线材是否刮伤。
28铁氟龙棒使用手法是否正确,操作不当是否压伤线材。
29胶带对折后不能错位,不能对折3次。
30是否在使用隔夜胶带或沾有异物的胶带。
31是否严格按照贴平图纸中标示的线材颜色作业。
32是否补线时同轴线电子线混贴。
33贴平线材不可以掉地上。
34出现某根或几根线材不够长时,需在15MM胶带中间开始接线,绝不能在8MM胶带或镭射口接线。
35治具先用保养油喷沟槽用牙刷擦净,最后用洗衣粉清洗贴平治具。
備注注1:当沒有稽核到问题点时在相应工序填写“OK”,有问题点时在相应工序填写“NG”并在备注栏描述不良現象,如工序站未作业时请在相应栏填写“N/A”。
IQC和ipqc的流程职责

IQC和ipqc的流程职责IPQC流程IPQC⼯作流程是,稽核-发现问题--通知品管⼯程师确认--找现场(制造)主管确认--发⾏异常单--现场回复改善对策--结案--追踪改善状况.职责IPQC就是制程控制,1、核对⾸件,⽣产线⽣产出的第⼀件OK产品,IPQC需根据BOM单进⾏核对,⾸件确认后⽣产线才可以正常⽣产2、制程巡检,产品的所有在制过程IPQC有权监督、跟踪、反馈问题。
在制过程包含的⽐较多,如⼯艺⽅法、作业指导、静电防护、⽣产流程、物料使⽤等。
IQC流程IQC⼯作流程:供应商送产品→仓库收料报检→IQC检验产品→判定→OK盖章⼊库/NG按照不合格作业办法进⾏处理。
职责:主要是控制公司所有的外购物料和外协加⼯物料的质量,保证不满⾜公司相关技术标准的产品不进⼊公司库房和⽣产线,确保⽣产使⽤产品都是合格品。
ISO9001质量管理体系ISO9001标准共有⼋章,前三章⼏乎没有什么实质性内容;第四章是质量管理体系,包括⽂件控制和记录控制;第五章是管理职责,包括质量⽅针⽬标、职责权限和沟通,第六章是资源管理,包括⼈⼒资源管理,基础设施管理;第七章是产品实现,包括新产品策划和采购、⽣产、服务等活动;第⼋章是测量分析和改进,包括内审、管理评审、不合格品控制等活动。
质量管理是采⽤过程⽅法,从⼈、机、料、法、环、测等⼏个⽅⾯来控制产品质量。
ISO9001质量控制既适⽤于产品⼜适⽤于服务。
ISO9001质量管理体系IQC模块来料控制1 收到物料后是否对包装上的信息标识及包装状况做检查2 针对每⼀种部品的检验是否都有作业指导书,作业指导书是否明确、清楚,版本控制及相应的创建信息3 检验规范是否包括了关键参数,尺⼨,功能外观检测,并且是否对RoHs的原材料,成品都有相应的标准规格,及检验⽅法4 检验标准或检验规范是否在⽣产前作成、检查⽅式及项⽬是否明确5 物料变更时是否有明确的检验依据6 是否有相关的流程规定来确保来料的RoHS符合性7 检查员是否按检验标准或规范进⾏检查8 是否检验标准中要求的检验项⽬均有检验记录9 IQC是否有分析测量的仪器及能⼒10 是否收集了供应商的RoHS情况声明书及第三⽅检测机构出具的监测报告,并是否定期对检测报告进⾏更新11 ⽬检条件是否满⾜,适当12 检验使⽤的样品是否经过认证和处于受控状态13 对检查员是否考核和定期的培训,是否有明确的培训计划14 对检查员是否实⾏认证制度,认定的标准是什么15 是否对进货⽬标达成状况进⾏分析16 是否按品质状况进⾏检查⽔准调整17 如有免检或委托检查,是否定义了满⾜条件,是否有相关资料证明18 对供应商提供的检验资料是否进⾏审查,是否满⾜检验标准和相应的技术规格要求19 对客户提供的物料是否进⾏检验不合格物料处理 20 不合格品是如何进⾏识别的,及其处理⽅式是否得到资格⼈审批21 是否有降低标准或让步接收物料情况,如何进⾏批准的22 对不合格批次是否有分析报告23 对分析报告中纠正和预防措施是如何跟踪的24 是否有明确的RMA流程处理客户退品客户投诉处理流程 25 对客诉问题点有否进⾏由专⼈分析或召开检讨会议.拟定有效对策并有进⾏对策导⼊确实性追踪并与客户建⽴固定沟通窗⼝?26 客诉问题点对策是否确实发落到各相关单位标准化执⾏(相关SOP&SIP&图⾯等⽂件有否修订)?27 有否统计客诉问题点之对策改善前后品质状况⽐较及进⾏检讨结案处理?28 是否有建⽴客户投诉⼀览表?环境管理体系 29 是否建⽴环境管理体系30 是否制定了环境⽅针并能保证⽅针的实施31 组织内部是否制定环境⽬标和指标的⽂件32 对环境管理⼯作的职责和权限是否有明确规定33 对于供应商的ROHS变更是否管控34 供应商的物料变理、场地变更等变更信息是否书⾯通知客户35 是否要求供应商提供材料的“物质材料宣告表”和SGS报告36 ROHS物料使⽤是否具有可追溯性。
IPQC工作内容及稽核重点
IPQC职责
• 1、负责指导QC组员、作业员按标准化作 业(按标准工艺操作,即4M1E全面标准化 作业)。
• 2、负责制程稳定及制程能力的侦察。 • 3、负责对生产过程中的不同工序的各类不
同状态产品进行检验,并作好检验原始记 录。 • 4、负责对检验发现的问题及时提出改善对 策,按程序规定执行并及时反馈处理。
• 16、检验报表记录是否完整,清晰,是否一目了然,是 否每小时核算记录一次“总数”,“不良数”, “不良率”,是否每日产线QC测试报告有“测试总 数”“不良总数”“总不良比率”“不良现象”?
管控细节
• 17、有客诉及退货情况是否了解及跟进。返工 情况必须跟进、统计不良及结果反馈,
• 18、异常情况保留三现“现状”“现物”“现 场”
• 环:温湿度点检,6S(物料、工治具摆放,产品状 态标识…)
• 关注直通率,跟进不良品产生原因并及时反馈处理 (如有物料异常则通知IQC处理,发现前制程段不 良则反馈回前段单位,必要时请工程协助处理,通 知后段QC不良较多的现象,让他们留意,避免不良 品流出)。
• 记录过程中发生的异常状况,及时反馈并与工程、 生产沟通解决
IPQC职责
• 5、负责对线上不良品追溯(追溯到作业员, 各工序进行不良统计),并对重新返工的监 督。
• 6、负责根据检验原始记录填写检验报告, 并进行周、月、季、年度的相关数据统计 汇总。
• 4M1E是指人(MAN)、机械(MACHINE)、材 料(MATERIAL)、方法(METHOD)和环境 (ENVIRONMENT)
• 19、容易磨损之测试治具、连接线、保护槽等 是否定期点检、更换?
• 20、任何操作、周转、储存不能有潜在影响品 质
• 21、根据QA抽检结果,对在线FQC工作进行评 定及稽核,做总结周报、月报、年报及跟进改 善
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IPQC如何做好制程检验及制程稽核
一、制程检验与测试之规划
1.1 对新产品、新制程或新合约而牵涉及制程的新设定或变更时,研发部门、工程部门、质量部门等相关单位应共同考虑产品特性、物料或环境的状况,于制程中的重要点验证其质量状况。
每一阶段的检验与测试作业均应直接与成品规格或作业要求相关。
1.2 应在制程中适当定点实施检验与测试作业,设置的位置与检验频率,应依据产品的重要特性与验证的难易而规划。
1.3 制程中检验与测试应依产品之特性、制程之型态规划于特定产品制程检验与测试作业中,并采用下列之一种或数种方法;
a) 自主检查-作业人员本身所作的检验与测试,依据QC工程图与各作业指导书执行之。
b) 自动化检验与测试-使用自动量测减少人为失误,为现代化工厂大量使用。
c) 检验站检验与测试-依据IPQC制程检验标准执行100%检验或抽样检验。
d) 巡回稽核-由品管员巡回稽核以监测特定之制程,巡回稽核之作业应定于制程检验与测试作业程序中。
e) 首件检验-依据各作业指导书与IPQC制程检验标准执行每工令正式生产前之第一件检验。
(首件定义为每日生产前或换线,异常停止后重开或每工令的第一件)
1.4 应规划在重要制程点使用管制图表,并规定于「QC工程图」中。
1.5 各作业指导书应说明圆满达成工作、符合良好工艺标准与规格之准则。
1.6 各作业指导书应以书面标准、图面或实体样品说明必要的程度。
二 .检验与测试作业的实施
2.1 完成制程检验作业流程。
2.2 新机种及产品初次生产、制程初次设立或间隔一段时间再生产时,应依产品试产之规定实施验证。
2.3 首件检验: 每批首件产品须经制程品管人员检验合格后,始可继续生产,检验结果记录于首件检查表。
若首件不合格﹐应立即通知制造现场主管重新设定与调整。
2.4 制程检验
a) 每工段作业完后, 现场人员将在制品放置待验区待制程品管人员检验﹐检验前应确认半成品追踪单基本数据填写是否详实。
b) 制程品管人员使用最新版本的相关质量文件,如图样、QC工程图、IPQC制程检验标准或各作业指导书﹐并确认检测仪器均经校正合格﹐始可执行制程检验与测试作业并作记录。
c) 检验完成后﹐如为质量合格产品﹐需于检验合格批上贴上”IPQC PASSED“标签与盖章﹐移至特定标示区域以便入库或作下一制程加工。
d) 检验完成后﹐如为质量不合格产品﹐需于检验合格批上贴上”REJ“标签与盖章并加一退货单﹐移至退货区域﹐作不合格品之重工或维修处理﹐参考第三项作业。
e) 各种IPQC标示均需注明日期﹐且经由检验人员签章后﹐始为生效。
2.5 制程稽核
a) 品管员每天至少一次至各作业站、测试站稽核作业者所使用的材料、作业方式及仪器设定是否正确?同时依据IPQC制程检验标准抽验在制品、以随时了解质量状况,适时发掘问题,做好防治不良作业;巡回稽核的结果填于制程稽核巡检表。
b) 各制程稽核质量记录﹐包含制程设定条件﹐以符合各作业指导书。
2.6 依据QC工程图与各作业指导书的规定,于制程之重要点使用管制图,以点线的变动监视产品及制程状况,并提供查问题与解决对策之有用信息。
三 . 不合格品之处理
3.1 作业人员或测试员于发现产品不合格时,应依各作业指导书的规定予以标示或移离生产线,并放置于红色容器内待处理。
3.2 当发现属制程不良,亦即有重复产品(如连续三次)不良发生时,应向主管报告,并经主管确认后,立即进行改善措施。
3.3 制程检验发现不合格品时
a) 制程检验发现不合格品时,而须采取矫正措施以防止事件之再发时,制程品管人员应发行产品质量异常单,给相关责任单位并要求在期限之内处理完毕。
b) 如因情形特殊拟予特采时﹐应按照特采作业程序作业。
c) 良品/不良品应作明显之区分与标示﹐以免混杂一起。
3.4 制程稽核发现不符合事项时
a) 当有下列情形时﹐应实施改善:
1) 当制程统计管制图超过管制线时。
2) 当制造流程与工作指导书之规定不一致时。
3) 当严重失误发生时。
4) 当制造流程不当可能对产品质量造成影响或导致严重失误时。
b) 当制程在稽核中要求改善时﹐制程品管人员提出异常通知单﹐生产线负责人或制程主管必须立即反应﹐改善行动须在同一天采取行动﹐并尽速完成。
c) 制程品管人员在改善行动后必须追踪是否全然遵守规定实施﹐并提出评估成果。
3.5 制程变异对产品质量有严重不良影响时,经制造单位主管确认后,立即停止生产。
待问题解决,并经制程品管人员确认后,始得继续生产。
3.6 停线若有争议时,应由副总仲裁;如有涉及技术问题,必要时通知研发部门或制造工程部门处
理。
3.7 制程品管人员于发行异常通知单后,应主动跟催处理情形与结果,并将处理结果记录与归档,作为质量回馈与分析改善之资料。
3.8 产品若经制程检验不合格而批量退回时,应依不合格品管制程序之规定处理之。
3.9 如决定重工时,应依据重工之规定办理;重工后之产品应再行检验与测试合格后,始可放行。
3.10 制程中如因紧急用料或特采时,应将产品予以鉴别与记录其方式可于相关文件予以记录,便于发生间题时,得收回或追溯。
3.11 如作制程变更时,制程品管人员应验证变更后应符合原规格要求,并做成记录。
四. 制程质量数据分析
4.1 制程品管人员每日应将各IPQC质量报表键入计算机﹐每月提报月报表。
4.2 制程品管人员每月应依上述数据制作IPQC不良项目统计,计算月不良率并绘制图表,同时将主要不良项目作要因分析图,研拟改善对策并作成不良检讨报告。