辊压机设计
辊压机
• 根据生产经验,将辊压机的运行压力定在 7.0~8.0M Pa,此时挤压效果最好,综合效益 也最高。
3、喂料装置对挤压效果的影响
• 3.1稳流称重仓 稳流称重仓 • 辊压机上方称重仓的作用并非是计量仓内物料的重量,而 是通过料流量调节回路,调整进称重仓的综合料流量,是起 稳流作用,从而实现对稳流称重仓的动态控制,避免辊压机 因稳流称重仓料位忽高忽低带来料压的变化而影响辊压机。 使之负荷波动大,引起设备震动,合理的稳流称重仓料位能 保证辊压机处于过饱和喂料要求,且使物料颗粒级配更加 合理,密实度增加,能连续实现料层粉碎,使物料始终处于密 实状态通过辊压机。根据经验, 稳流称重仓料位控制在 60%~80%。
1、入辊压机物料对挤压效果的影响
• 1.1物料粒度 物料粒度 • 辊压机对物料粒度的大小和均匀性的要求较为严格,一般 95%以上的颗粒应小于辊径的3%,个别大块物料也不宜 大于辊径的5%。在使用过程中,当物料粒度和辊径之比 在3.5%以内时,辊压机运转平稳;如果喂料粒度增大一 倍,将使料床不均匀,还会不利于将物料啮入两辊之间, 这就会导致辊压机的振动值上升5倍。辊压机要求在辊面 沿长度方向上的粒度分布不能相差太大,否则易造成辊压 机的偏辊现象,影响系统操作。辊压机对脆性、空隙较多 的物料挤压效果好,但是为了降低生产成本和利用工业废 弃物,混合材的加入量越来越大,有的比例达到50%。加 入的混合材主要有煤矸石、黑石子、钢渣、水渣等,这些 混合材都非常硬,易磨性差,加快了辊压机辊面的磨损速 度,对产量都有影响。
• 3.3辊压机侧挡板 辊压机侧挡板 • 辊压机所固有的“边缘效应”使侧挡板的 作用至关重要。在生产过程中,应对侧挡板 的压紧螺栓进行检查,及时紧固,确保侧挡板 与辊子端面间隙小于2mm,并密切注意侧挡 板的磨损情况,及时维修或更换,防止漏料。
浅谈辊压机辊轴结构改进设计

河南建材201812020年第4期浅谈辊压机辊轴结构改进设计王刚杨佳巍南京凯盛国际工程有限公司(210000)摘要:为了将辊压机辊轴的使用寿命不断提高,降低更换成本,文章主要通过改进辊压机的辊轴结构,将耐磨合性能较好的钢板镶嵌在辊面上,能够保证其在使用的过程中一直保持凹凸不平,并减少产生的应力,具有一定的合理性和科学性。
关键词:辊压机;辊轴结构;改进设计1辊压机工作的原理辊压机主要是利用速度一致、辊面相对比较平整的辊轴,高压挤压粉碎物料的设备,如图1所示。
图1辊压机工作原理图要想实现物料的粉碎需要具备以下条件:首先,需要保证物具有一定的料压,才能保证其在被辊轴咬入之后获得所需要的料层;其次,物料的粒度必须比工作开口小,并改善粉碎层,保证液压符合标准,不然会影响整个设备的高压操作质量。
在实际工作的过程中,要想让粉碎的力度和生产效率等要求得到满足,就应该不断改进辊压机的结构,而辊压机结构中辊轴的作用非常重要。
2辊压机辊轴结构研究一般情况下,辊压机的辊轴是采用42CrMo钢进行铸造,主要使用的辊面有两种:一种是能够进行更换的耐磨套辊面,该类辊面是由具有较好的耐磨性能的合金材料制造,能够固定好套筒和辊芯;另一种是通过堆焊形成的辊面,通常堆焊的厚度为7mm。
目前,辊压机辊轴结构主要使用的辊面为堆焊辊面。
但是堆焊辊面在实际使用的过程中,其耐磨层并不能达到预期的效果,并且实际造价较贵,使用时容易受到磨损,使用的寿命相对较短,当辊面被磨平之后不能有效卡入物料,对生产效率造成了严重的影响。
所以辊压机辊轴结构主要的改进方向就是提高辊轴辊面的耐磨性能,从而提高辊压机的使用寿命[1](如图2所示)。
图2辊压机辊轴结构3辊压机辊轴结构的改进设计及有限元分析3.1辊压机辊轴结构的改进设计为了有效克服目前辊压机辊轴结构存在的问题,就需要设计出一种能够将辊压机的工作效率、使用寿命大大提升的铸造镶板辊面辊轴。
针对辊轴的破碎力进行分析,将辊轴和材质不同的耐磨材料连接在一起,先将损耗耐磨性差的材质连接在辊面上,让辊轴结构在运行中提升整个材料的耐磨性,也能让物料融合再卡入辊缝中。
辊压机技术参数

XYG120-45型辊压机技术参数一、技术参数1、设备名称 XYG120-45型辊压机2、用途用于粉碎水泥熟料3、数量 1台4、物料名称水泥熟料等5、综合水份≤1-1.5%6、入料粒度 D max≤60mm7、平均入料粒度 D平均≤25mm8、出料粒度 0.08mm占25%以上9、处理能力 100-140t/h10、工作制度连续11、供电方式电压~380V电机型号Y355L-812、布置方式室内电机功率2×220KW13、辊子直径 1200mm14、辊子宽度 450mm15、线速度 1.47m/s16、最大单位辊宽破碎力70KN/cm217、重量:65.0t(不含打散机重量)二、供货范围及主要零部件规格供货范围:1、主机:包括主机架轴系、进料装置、扭矩支撑、液压系统、润滑系统;2、主传动部分:包括电动机、减速机、联轴节、底座;3、其它:包括电机、辊压机控制柜、地脚螺栓、冷却装置、液压储能器充气工具一套、耐磨补焊焊条10Kg、随机专用工具等。
详细供货范围以总图为准。
每台主要包括:(1)主机架材质:Q235焊接件数量:1套(2)主轴-主轴轴体材质:42CrMo数量:2根、表面:耐磨材料堆焊HRC≥55(3)轴承座材质:ZG230-450数量:4件带水冷槽(4)主轴承型号:3153296K数量:4套生产厂家:瓦房店轴承厂(5)减速机型号:XGL38-31.5数量:2套配稀油站壹套生产厂家:湖北荆州减速机厂(6)主电机型号:Y355L-8(西门子合资)数量:2台(7)万向节传动轴数量:2套(8)电机底座数量:2件(9)液压系统型号:液压站16MPa,流量:20L/min数量:1套电动机:Y132S-4-5.5KW 1台(10)地脚螺栓数量:1套(11)测温元件型号:pt-100数量:轴承部位4件,减速机部位2件(12)自动干油润滑系统数量:1套电动机:YS7714-J 370W 1台(13)辊隙检测—感应式传感器型号:HKB-80,行程:80mm,输出4~20mA 精度:0.1%(14)液压系统工作压力检测—压力传感器(15)减速机润滑系统数量:1套电动机:Y80L-4-0.75KW 1台三、制造标准及技术要求1、辊子主体为42CrMo锻打件,加工正火热处理,硬度达HB220~260,主轴表面堆焊有耐磨材料,主轴采用中空冷却水冷却。
辊压机的设计原则
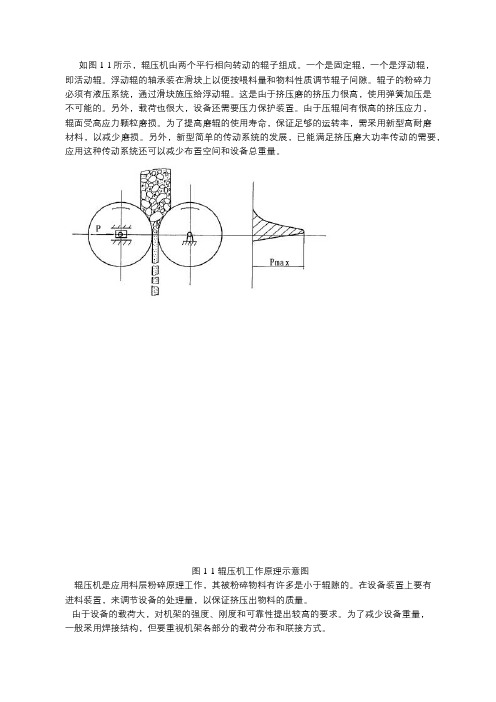
如图1-1所示,辊压机由两个平行相向转动的辊子组成。
一个是固定辊,一个是浮动辊,
即活动辊。
浮动辊的轴承装在滑块上以便按喂料量和物料性质调节辊子间隙。
辊子的粉碎力
必须有液压系统,通过滑块施压给浮动辊。
这是由于挤压磨的挤压力很高,使用弹簧加压是
不可能的。
另外,载荷也很大,设备还需要压力保护装置。
由于压辊间有很高的挤压应力,
辊面受高应力颗粒磨损。
为了提高磨辊的使用寿命,保证足够的运转率,需采用新型高耐磨
材料,以减少磨损。
另外,新型简单的传动系统的发展,已能满足挤压磨大功率传动的需要,应用这种传动系统还可以减少布置空间和设备总重量。
图1-1 辊压机工作原理示意图
辊压机是应用料层粉碎原理工作,其被粉碎物料有许多是小于辊隙的。
在设备装置上要有
进料装置,来调节设备的处理量,以保证挤压出物料的质量。
由于设备的载荷大,对机架的强度、刚度和可靠性提出较高的要求。
为了减少设备重量,
一般采用焊接结构,但要重视机架各部分的载荷分布和联接方式。
由于主轴承承受是低速、重载,略有冲击载荷。
因此,要有优良的润滑系统,以保证轴承的工作使用寿命。
新辊压机图纸

DO01-4
电动加油泵
DI03-4 固定辊电动插板反转运行 DI03-24 活动辊电动插板正转驱动
DO01-5
备用
DI03-5 固定辊电动插板故障 DI03-25 活动辊电动插板反转驱动
DO01-6
固活减油站
DI03-6 固定辊电动插板开限位 DI03-26 允许固定辊主电机工作
DO01-7 固定辊主电机合闸 DI03-7 固定辊电动插板关限位 DI03-27 允许活动辊主电机工作
AI01-16 活减稀油站供油温度 AI02-16
备用
AI03-16 固定辊电动执行器开度给定 DI01-16
AI01-17 活减稀油站供油温度 AI02-17
备用
AI03-17 固定辊电动执行器开度给定 DI01-17
AI01-18 活动辊减速机1#温度 AI02-18
称重仓料位
AI03-18 活动辊电动执行器开度给定 DI01-18
右卸压阀
DI03-16 活动辊电动插板开限位 DI03-36
备用
DO01-17 辊压机备妥(中控允许)DI03-17 活动辊电动插板关限位 DI03-37
备用
DO01-18 辊压机综合报警信号 DI03-18
备用
DI03-38
备用
DO01-19 辊压机运行信号 DI03-19
备用
DI03-39
备用
DO01-20
1 0.25 1 0.25
18
19
20
21
22
合计 44 11.00
23
24
25 26
校对:
填表:
合肥水泥研究设计院肥西节能设备厂 HFCG150/HFCG160辊压机PLC点名表(SIEMENS)
辊压机工作装置的优化设计
辊压机工作装置的优化设计辊压机工作装置的优化设计摘要:辊压机是一种常用的金属加工设备,广泛应用于压延行业。
优化设计辊压机的工作装置可以提高生产效率和产品质量,降低能耗和生产成本。
本文结合辊压机的工作原理和现有问题,提出了一种优化设计方案,并进行了详细的分析和讨论。
一、引言辊压机是一种常见的金属加工设备,通过辊轧作用对金属板材进行加工,使其形状、尺寸和性能得到改变。
辊压机工作装置是辊压机的核心部件,直接影响到加工效果和生产效率。
目前,辊压机工作装置存在一些问题,如操作不方便、加工精度低等,需要进行优化设计。
二、辊压机工作原理辊压机工作装置主要由上、下辊轴、轧辊、悬臂梁、液压系统等组成。
当金属板材通过辊轧区域时,上、下辊轴通过液压系统控制,施加一定的压力使金属板材变形。
辊轧过程中,金属板材受到辊轧力的作用,发生弹性变形和塑性变形,最终达到设定的加工效果。
三、现有问题分析1. 操作不方便:目前的辊压机工作装置操作复杂,需要通过人工控制液压系统施加压力。
操作不当容易导致加工精度低和设备故障。
2. 加工精度低:由于辊压机工作装置的刚度和强度有限,容易发生振动和变形,导致加工精度不稳定。
3. 能耗较高:目前的辊压机工作装置在加工过程中能耗较高,不利于节能减排。
四、优化设计方案1. 自动控制系统:引入先进的自动控制系统,使辊压机工作装置能够自动调节辊压力。
通过传感器实时监测辊轧区域的压力和变形情况,控制液压系统实现自动调节。
这样可以避免因操作不当导致的加工精度低和设备故障。
2. 结构优化:对辊压机的工作装置结构进行优化设计,增加刚度和强度。
采用合适的材料和工艺,使辊压机工作装置能够承受更大的压力和载荷,减少振动和变形,提高加工精度。
3. 节能设计:在辊压机工作装置中引入节能措施,减少能耗。
例如,在液压系统中采用可调节的液压泵,根据加工需求调整工作压力和流量,降低能耗。
同时,改善润滑系统,减少能量损失,延长设备寿命。
辊压机设计

辊压机设计目录摘要 (2)Abstract (3)1 绪论 (4)1.1 设计目的和意义 (4)1.2 辊压机的发展 (5)1.3 辊压机的应用及特点 (8)2 总体方案设计 (9)2.1 辊压机的工作原理 (9)2.2 辊压机的构造 (10)2.3 总体结构设计 (11)3 结构设计 (11)3.1 料斗设计 (11)3.2 辊子设计 (12)3.3 辊压机机架设计 (17)3.4 传动系统设计 (18)3.5 辊压机的液压系统设计 (19)4 辊压机主要几何参数的确定 (20)4.1 设计计算 (20)4.1.1 辊径D的确定 (20)4.1.2 辊速的确定 (21)4.1.3 最小辊隙的确定 (21)4.1.4 最大喂料粒度的确定 (22)4.2 强度校核 (23)4.2.1 轴的弯曲刚度校核计算 (23)4.2.2 轴的扭转刚度校核计算 (23)5 电动机简介及选用 (25)5.1 工作原理 (25)5.2 性能特点 (25)5.3 电动机的选型 (25)结束语................................................................. 错误!未定义书签。
参考文献 (26)致谢................................................................. 错误!未定义书签。
摘要辊压机是一种脆性物料的粉磨设备、适用于粉磨水泥熟料、粒状高炉矿渣、水泥原料(石灰砂岩、页岩)、石膏、石英砂、铁矿石等。
辊压机是根据料床粉磨的原理设计的,两个辊子作慢速的相对运动,一个辊子固定,另一个辊子可以沿水平方向滑动。
物料由辊压机上部连续地喂入并通过双辊间隙,给活动辊一定得作用力,物料受压而粉碎。
在辊压机上部,物料首先进行单颗粒破碎。
随着物料向下运动,物料颗粒间的间隙进入料床粉碎。
特点如下:1、辊压机由两个速度相等、相对慢速转动的辊子组成。
题 目:基于ProE的辊压机三维设计及仿真—辊子支撑和传动装置
掌握机械设计的基本方法及机械设计手册的使用方法。运用Pro/Engineer软件的各种特征造型的工具,快速准确得将机械零、部件二维视图转换成三维实体造型,并将各种实体零、部件组合装配成整体以及实现其动画仿真效果。
说明书的要求
毕业设计说明书字数不低于2万字,书写规范、字迹清楚,建议采用计算机编辑。一万单词的外文翻译(中/英文摘要300字),参考文献要求15篇以上,其中2篇为外文资料。
起止时间
自06年3月13日至6月24日
指导教师签字:
年月日
系主任
意见
签章:年月日
院长意见
签章:年月日
[4]高长明.辊压机系统在水泥生料粉磨中的应用.矿山机械杂志, 1993,01
[5]L.G.Austin,K.R.Weller and 1. L. Lim,Phenomenological modelling of the high pressure grinding roller,Procedings 1MPC,Sydney,1993
主要研
究内容
应用Pro/E的拉伸、旋转、扫描、混合、混合扫描、螺旋扫描、孔、筋、阵列、镜像等特征完成衬套、J型橡胶油封、螺栓、压紧环、电动机联轴套、内侧端盖、外侧端盖、定位环、压环、垫圈、轴承座体、主电机轴端图、SWC225BH万向传动轴、法兰、YKK4508-4 IP44主电机、PGT-50减速机、SD440-71锁紧盘、TVA750液力偶合器等零件的三维建模;应用装配的对齐、匹配、相切、面上的线、线上的点等命令对支架、防尘罩、主电机底座、万向传动轴、辊子支承、轴承、轴承座和传动装置进行装配模拟和动态仿真。
河北理工大学
本科生毕业设计任务书
学院
机械工程学院
机械设备课程设计辊压机设计说明书
湖南科技大学无机非金属材料工程专业机械设备课程设计辊压机设计说明书姓名王某某学号指导老师设计时间 2014年 12月 18日至 2015 年 1 月 1 日目录第一章、前言:机械课程设计的任务、目的和意义第二章、论文:辊压机的介绍与发展1、工作原理2、主要结构3、工作条件4、关键设备5、影响因素6、发展第三章、计算:工艺设计和计算3.1.1烧成工段生产能力和工厂生产能力计算3.1.2生料配比计算3.1.3原料及工艺制度的制定3.1.4原料需要量计算式3.1.5石膏、混合材需要量计算式3.1.6热量平衡计算表3.1原料与煤灰的化学成分表表3.2煤的工业分析参数表表3.3熟料率值、热耗和料耗表表3.4累加试凑过程表3.5烧失量表3.6物料天然水表3.7生产损失表3.8物料平衡表第四章、图纸:对所绘手工图和CAD图的说明第五章、小结:机械课程设计的收获第一章、前言:机械课程设计的任务、目的和意义1、《机械设备课程设计》任务书(1)论文:请围绕“水泥生产机械设备发展”为中心进行自行选题,小议水泥生产中某种主机设备的演变历史、目前的状况以及今后的发展。
(2)计算:水泥厂年设计产量为280+**万吨,产品为P.C42.5R 复合硅酸盐水泥,混合材粉煤灰掺加量为(45-*.*)%,已知原料、燃料的有关数据如表1表2,假设以四种原料配合进行生产,要求的熟料率值和单位热耗见表3,计算其原料的配合比。
在课程设计中完成物料和热量平衡计算 表1 原料成分表2 煤的工业分析表3熟料率值及料耗和热耗表KHSMIMq (kJ/kg 熟料)0.89±0.012.5±0.11.5±0.13100+**注:三表中**取各位同学学号的后两位数,其它数据各位同学都一样。
未指明的数据请按水泥生产的常规自行设定。
1、 绘图:绘制2张水泥生产相关的机械设备图(手工图和cad 图各一张)(A1幅面)2、 完成这个内容的机械设备课程设计名单附后3、完成时间两周(17周-18周)2、目的和意义(1)、运用专业所学知识设计水泥生产中所需原料等物质的用量,以此来检水分Mad (%)挥发物V ad (%)灰分A y (%)固定碳FC ad (%)热值Qy (kJ/kg )0.28 9.1422.8467.7425759-**验同学们对专业知识的掌握,并且使同学们对水泥生产有更进一步的了解。
MA海螺180-160辊压机技改优化设计及应用
2 改造方案
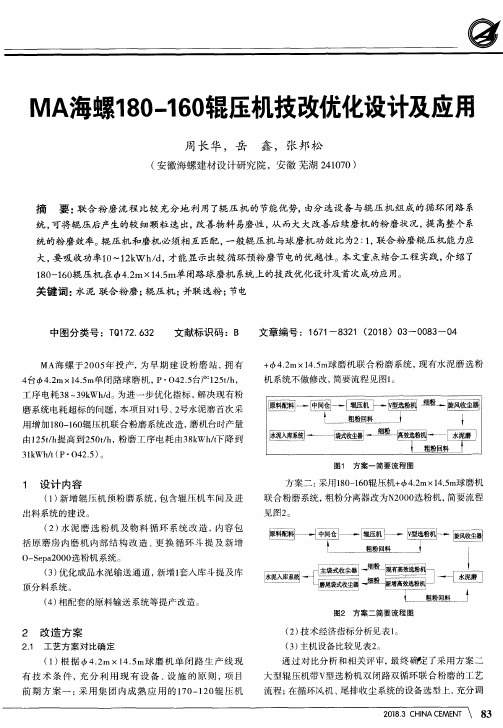
2.1 工艺 方 案 对 比确 定 (1)根 据 4.2m X 14.5m球 磨 机 单 闭 路 生 产 线 现
有 技 术 条 件 ,充 分 利 用 现 有 设 备 、设 施 的原 则 ,项 目 前期 方 案 一 :采 用 集 团 内成 熟 应 用 的 170—120辊 压 机
中图 分类号 :T0172.632 文献标识码 :B 文章编号 :1671-8321(2018)03一o083—04
MA海 螺 于2005年 投 产,为早 期 建 设 粉磨 站 ,拥 有 4台西4.2mX 14.5m单 闭路 球磨机 ,P·042.5台产 125t/h, 工 序电耗38~39kWh/d。为进 一步优化 指标 ,解决 现有粉 磨系统 电耗 超标的问题 ,本项 目对 1号 、2号水泥磨 首次 采 用 ̄ NlSO一160辊 压机联合 粉磨系统改 造,磨 机台时产量 由125t/h提 高 ̄lJ250t/h,粉磨 工序 电耗 由38kWh/t-f降到
设 备 安 装 。 通过 前 期设 备厂家 和业 主公 司交 流 ,本 项 目创 新 的
采 用并联 选 粉机方 案 ,保 留现有选 粉及收尘 系统不 做 调 整,增加 1套 0一Sepa2000选粉 机系统并兼 顾磨尾 通风 (替 换 原有 的粗粉分离器 ),满 足增 设辊压机技 改后产量提 升 的需要 ,生产 中通过 调节 出磨 图3。 2.3 工 艺 流 程 及 工 艺 平 衡 (见 图 4)
3 设 计 优 化
(1)采用 HFCG180—160大 型辊压机 ,辊压机 与球 磨 机 的匹配合 理 ,辊 压机吸收功率达10kWh/t以上。
(2)合理 优化辊 压机检 修方案 降低 辊压机 中心高 , 由4.5m调整至2.8m;采用12.000平面上设 置检修 小车 、可 移 动小 仓 的方 式 ,为方 便现 场检修 ,每 台辊 乐机 各设 置 1 套 检修行车。
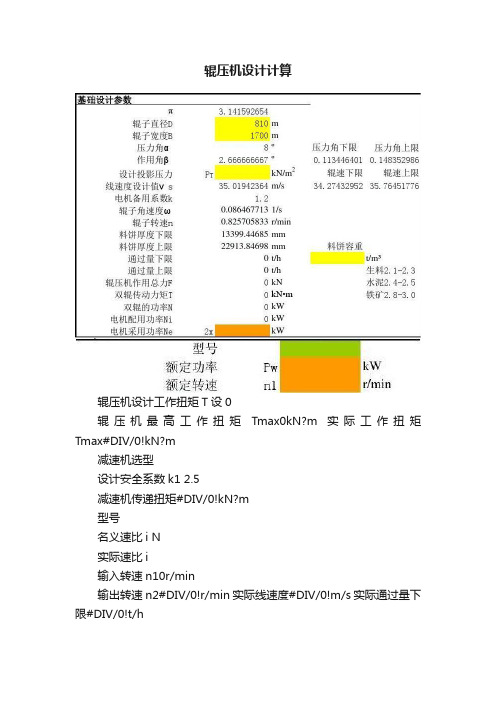
辊压机设计计算

辊压机设计工作扭矩T设0
辊压机最高工作扭矩Tmax0kN•m 实际工作扭矩Tmax#DIV/0!kN•m
减速机选型
设计安全系数k1 2.5
减速机传递扭矩#DIV/0!kN•m
型号
名义速比i N
实际速比i
输入转速n10r/min
输出转速n2#DIV/0!r/min 实际线速度#DIV/0!m/s 实际通过量下限#DIV/0!t/h
实际通过量上限#DIV/0!t/h
平均通过量#DIV/0!t/h 允许最大输出扭矩T2N kN•m
轴承选型
投影压力P T500kN/m2计算轴承时应比PT加大500辊压机作用总力F688500000kN
扭矩支撑计算
传送额定扭矩T#DIV/0!kN•m
传送最大扭矩Tmax#DIV/0!kN•m
单臂结构(扭矩臂不移动时,销孔处所受力最大)
臂长L1m
臂高H1m
销孔所受力F#DIV/0!kN
计算压力角0.001386
弧度转换0.079412º
sin值0.001386
辊压机总力 1.47E+09kN
平均辊压1540.745MPa
投影压力1067.733kN/㎡
运行辊面压力3851.86Mpa
rad
m/s
输入值可输入影响计算结果计算值自动生成
型号可输入不影响计算结果选型值可输入影响计算结果设计保证值自动生成。
十辊碾压机的设计
企业的生产线上,自行车钢圈的生产流程主要由卷边、滚压及焊接组成。
为了保证钢圈的强度,通常在滚压成圆环之后焊接之前,首先将小铁棒插入之前卷边形成的小孔内,再将两端通过铁板连接在一起,最后再焊接为一体。
根据现有的钢棒碾压工艺要求,本文设计一种碾压机,具有钢棒送料、碾压间距调节、动力传送、分配及筛选等步骤。
其特点是采用了上辊子电动压下,经过五道碾压完成培料成型。
本次设计对设计方案进行了优化选择。
首先,根据压下规程和轧制速度计算轧制力和轧制力矩,对电机进行选择、校核。
然后对于主要零部件进行了受力和强度分析、校核;同时对润滑方式进行了选择。
近年来世界上的冶金工业技术及设备又有长足进步,新工艺、新技术、新设备的出现,是冶金生产过程发生了本质的变化,特别是中国的钢铁工业迅速发展,这就要求对轧钢设备进行充实和更新。
通过PLC对计算机的控制对碾压机辊子的转速和上辊的上下移动进行控制。
关键词:十辊碾压机,电动压下,PLC控制Production line, bicycle rim production process mainly consists of edge rolling, rolling and welding. In order to guarantee the steel strength, usually after rolling into the ring before welding, the small iron bar into the hole before curling formation inside, and then are connected together by iron, then welded together. According to the requirement of steel bar rolling technology available, this paper designs a roller, a steel bar feeding, roller spacing adjustment, power transmission, distribution and screening. The upper roller pressure, after five completed training material molding. This design to optimize the design scheme. Firstly, based on the reduction rules for calculation of rolling force and rolling speed and rolling torque, the motor selection, check. Then the main components are affected by stress analysis and strength check, the lubrication; on the way to choose. In recent years, metallurgical industry technology and equipment in the world and has made significant progress, the emergence of new technology, new technology, new equipment, is in the nature of the change of metallurgical production process, especially China steel industry develops rapidly, which requires the rolling equipment to enrich and update. Controlled by controlling the PLC on the computer on the roller roller speed and roller moves up and down.Key words:Ten roll mill, electric pressure,PLC control目录1. 绪论 (1)1.1课题的来源、目的、意义 (1)1.2国内外研究现状与发展趋势 (1)2. 设计内容 (3)2.1 设计任务及相关参数指标 (3)2.2 设计工作进度计划 (3)3. 研究方案 (4)3.1送料机构 (5)3.2碾压部分 (6)3.3调整机构 (7)3.4传动机构 (7)4. 机械系统的设计 (8)4.1 轧辊的设计 (8)4.2 轧制力计算 (14)4.3 轧辊驱动力矩的计算 (17)4.4 链传动部分计算 (18)4.5 直齿圆柱齿轮传动计算 (21)4.6 直齿锥齿轮的计算 (25)4.7 工件碾压成型的计算 (27)5. PLC控制设计 (29)5.1 可编程序控制器的应用领域 (29)5.2可编程序控制器的发展趋势 (29)5.3 PC的特点 (31)5.4实例详述 (33)5.5控制需求分析与设计 (34)6. 结论 (39)参考文献 (40)致谢 (41)1.绪论1.1课题的来源、目的、意义课题来源于企业项目。
辊压机设计参数
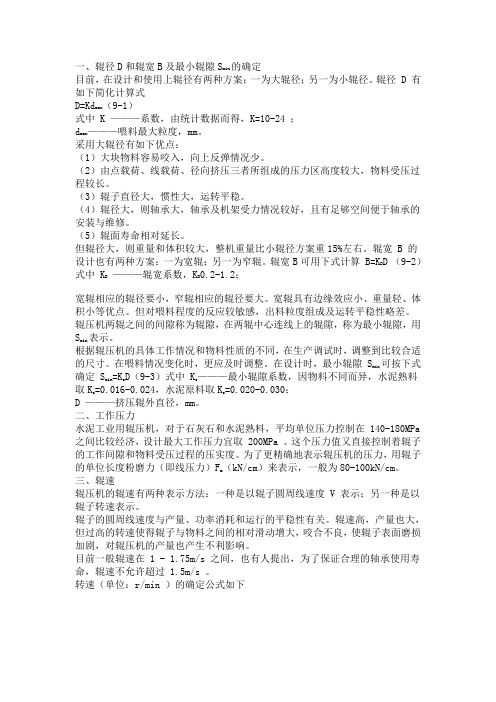
一、辊径D和辊宽B及最小辊隙Smin的确定目前,在设计和使用上辊径有两种方案:一为大辊径;另一为小辊径。
辊径 D 有如下简化计算式D=Kdmax(9-1)式中 K ———系数,由统计数据而得,K=10-24 ;dmax———喂料最大粒度,mm。
采用大辊径有如下优点:(1)大块物料容易咬入,向上反弹情况少。
(2)由点载荷、线载荷、径向挤压三者所组成的压力区高度较大,物料受压过程较长。
(3)辊子直径大,惯性大,运转平稳。
(4)辊径大,则轴承大,轴承及机架受力情况较好,且有足够空间便于轴承的安装与维修。
(5)辊面寿命相对延长。
但辊径大,则重量和体积较大,整机重量比小辊径方案重15%左右。
辊宽 B 的设计也有两种方案:一为宽辊;另一为窄辊。
辊宽B可用下式计算 B=KBD (9-2)式中 KB ———辊宽系数,KB0.2-1.2;宽辊相应的辊径要小,窄辊相应的辊径要大。
宽辊具有边缘效应小、重量轻、体积小等优点。
但对喂料程度的反应较敏感,出料粒度组成及运转平稳性略差。
辊压机两辊之间的间隙称为辊隙,在两辊中心连线上的辊隙,称为最小辊隙,用Smin表示。
根据辊压机的具体工作情况和物料性质的不同,在生产调试时,调整到比较合适的尺寸。
在喂料情况变化时,更应及时调整。
在设计时,最小辊隙 Smin可按下式确定 Smin =KsD(9-3)式中 Ks———最小辊隙系数,因物料不同而异,水泥熟料取Ks =0.016-0.024,水泥原料取Ks=0.020-0.030;D ———挤压辊外直径,mm。
二、工作压力水泥工业用辊压机,对于石灰石和水泥熟料,平均单位压力控制在 140-180MPa 之间比较经济,设计最大工作压力宜取 200MPa 。
这个压力值又直接控制着辊子的工作间隙和物料受压过程的压实度。
为了更精确地表示辊压机的压力,用辊子的单位长度粉磨力(即线压力)Fm(kN/cm)来表示,一般为80-100kN/cm。
三、辊速辊压机的辊速有两种表示方法:一种是以辊子圆周线速度 V 表示;另一种是以辊子转速表示。
中信重工RP170-120辊压机电气控制系统设计
5.干油泵过载 原因:干油泵主回路热继跳闸 处理:检查干油泵主回路热继及线路 6.干油桶油位低 原因:甘油桶上油位低检测开关被触发 处理:查看现场油箱油位是否是低,若不是, 检查检测元件安装以及其线路。若现场油位低 , 则手动往甘油桶内加油,看加油后信号情况, 若加油后仍报置情况而定
3.2 主传动电机过载保护控制 辊压机共有两台主电机,分别作为其固定辊和活动 辊的主传动设备。由于液压系统压力的限制以及电机本 身的特点,要求主电机负载不能超过其额定负载的110 %。为此,主电机运行时,电机定子电流经过变送器进 入本控制系统PLC模拟量输入模块中,通过程序控制实 现过载保护控制。
3.5 主减速机润滑站的控制
动辊和定辊各有一个主减速机润滑站。该部分 主要控制油站油泵电机,减速机润滑站有两种 工作模式,即及手动和自动。在手动模式下可 以单独起动各个减速机油站电机,以方便油路 的检修。在自动模式下,辊压机电机启动后, 减速机油站自动运行,辊压机停机后,减速机 油站电机一直运行直至到减速机轴承温度降到 设定值后自动停止运行。这部分同时测量减速 机轴承温度、减速机油温、减速机震动、油流 以及压差等信号。并根据信号的情况做出相应 的处理。例如轴承温高报警、故障和震动、油 流报警、故障以及压差报警等。
3.6 气动闸板的控制
气动闸板的控制是采用两个电磁阀。一个电磁 阀控制开闸板,一个电磁阀控制关闸板。气动 闸板可以现场开启,也可以中控开启。
3.7 料流电机的控制
该部分控制主要控制电机正反转,通过电机的运转调 整物料挡板的位置,以达到辊压机生产工艺的要求。
3.8 信号采集及处理系统
辊压机系统中设有辊缝检测,液压压力检测、动/定辊 电机电流检测、动/定辊轴承温度检测、动/定辊电机轴 承定子温度检测、减速机轴承油温检测、油流检测等。 它们通过处理进入到PLC中进行运算和处理,达到合理 的控制要求。 注:各信号检测元件及检测位置见电控图
辊压机设计
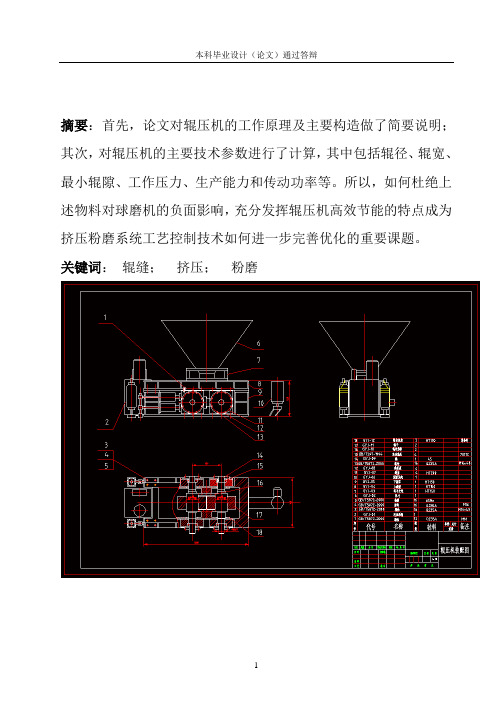
摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。
所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词:辊缝;挤压;粉磨前言 (4)1.辊压机主体结构 (7)1)电机 (7)2)减速机与电机的联接 (8)3)辊子 (9)4)减速机扭力支撑架 (9)5)控制系统 (10)6)干油润滑系统 (10).7)液压系统 (11)8)循环冷却水系统 (12)2.辊压机电气系统 (12)1.电源系统, (13)2、检测系统 (14)(1).主电机电流检测 (14)(2).温度检测 (15)(3).压力信号检测 (16)(4).辊缝检测 (17)(5).进料位置检测 (18)3.主要控制单元 (19)(1).减速机油站 (19)(2).稀油站控制重点 (20)(3).稀油站与主控柜联系 (21)(4).液压系统 (22)(5).液压站控制重点 (23)(6).液压站电控原理 (24)4.组合模块 (25)1.干油站系统 (26)2.电机启动/停止 (27)3.气动阀启动/停止 (27)4.进料装置开度控制 (28)5.辊压机系统备妥、运行、报警、故障 (30)4. 设计总结、致谢 (31)5.参考文献 (33)前言自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。
高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。
高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。
工作辊包括固定辊和可动辊,轴和轴承座。
固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。
两工作辊安装在同一水平面上且互相平行,同步相向运转。
施工方案(辊压机)

CLF170120辊压机安装施工技术方案编制:审核:批准:日期:年月日目录1、施工现场概况(附照片)和设备概况 (3)2、施工方案的编制依据 (4)3、质量目标及措施 (4)4、施工进度计划 (6)5、施工现场组织平面图 (7)6、施工组织机构 (8)7、技术交底 (8)8、安全、文明、环保施工措施 (8)9、施工技术组织措施 (12)10、降低成本措施 (21)11、施工工序 (24)12、施工协调与配合 (25)13、雨季施工措施 (25)一、概述1.1 工程概况本工程为 Than Taw Myt Cement Plant Line 2 Mynmar工程,包含石灰石破碎至水泥包装工艺生产线及余热利用工程。
该工程建设地点为。
本工程除具有一般建筑工程和大中型水泥工业建设项目的共有特性外,其突出特点是:工程施工的专业技术含量高,工期紧迫,工艺设备较大且复杂,主要建筑、构筑物施工难度大,对专项施工技术要求高,结构类型多样,施工精度要求高,交叉施工多。
1.2 辊压机机概述熟料水泥生产线水泥粉磨采用成都利君实业股份有限公司CLF170120辊压机,机器的用途:CLF170120辊压机用于能在极低能源消耗和运行成本下,实现水泥生料和水泥成品产量的大幅度提高。
辊压机的两个辊轴分别由电机经万向联轴器、行星减速器带动。
行星减速器通过扭矩支承平衡扭矩,与辊子间用锁紧盘联接。
辊系分为活动辊系和固定辊系,两个辊系都安装在机架上,活动辊系可在机架导轨上作水平运动,活动辊系两端共有两个,平行油缸对辊系的轴承座施加压力,该压力通过辊系作用在通过两辊轴间的物料上,使物料被破碎、粉磨,并最终被压成料饼,辊轴采用高强锻钢,辊子外圆堆焊了耐磨合金以保证辊子的经济寿命。
1.3 辊压机主要组成部分CLF170120辊压机主要由电机、行星减速器、辊系、机架、扭矩支承、液压系统、减速器润滑系统、脂润滑系统、进料装置、辊罩、控制系统组成。
1.4 辊压机规格及性能规格型号:CLF170120 -D-SD辊子直径:1700mm辊子宽度:1200mm通过能力:≥600t/h1.5 施工现场照片二、施工方案的编制依据1、业主方的要求:按照合同引用标准执行。
辊压机设计计算
辊压机设计计算
辊压机设计工作扭矩T设0
辊压机最高工作扭矩Tmax0kN?m 实际工作扭矩Tmax#DIV/0!kN?m
减速机选型
设计安全系数k1 2.5
减速机传递扭矩#DIV/0!kN?m
型号
名义速比i N
实际速比i
输入转速n10r/min
输出转速n2#DIV/0!r/min 实际线速度#DIV/0!m/s 实际通过量下限#DIV/0!t/h
实际通过量上限#DIV/0!t/h
平均通过量#DIV/0!t/h 允许最大输出扭矩T2N kN?m
轴承选型
投影压力P T500kN/m2计算轴承时应比PT加大500辊压机作用总力F688500000kN
扭矩支撑计算
传送额定扭矩T#DIV/0!kN?m
传送最大扭矩Tmax#DIV/0!kN?m
单臂结构(扭矩臂不移动时,销孔处所受力最大)
臂长L1m
臂高H1m
销孔所受力F#DIV/0!kN
计算压力角0.001386
弧度转换0.079412o
sin值0.001386
辊压机总力 1.47E+09kN
平均辊压1540.745MPa
投影压力1067.733kN/㎡
运行辊面压力3851.86Mpa
rad
m/s
输入值可输入影响计算结果计算值自动生成
型号可输入不影响计算结果选型值可输入影响计算结果设计保证值自动生成。
辊压机的主要结构
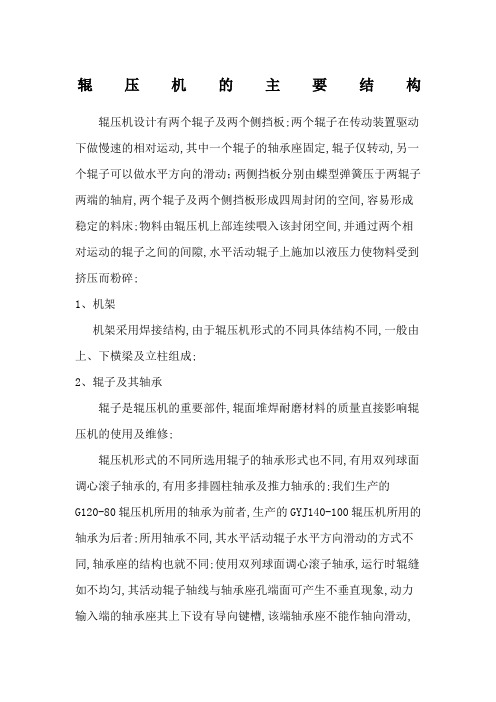
辊压机的主要结构辊压机设计有两个辊子及两个侧挡板;两个辊子在传动装置驱动下做慢速的相对运动,其中一个辊子的轴承座固定,辊子仅转动,另一个辊子可以做水平方向的滑动;两侧挡板分别由蝶型弹簧压于两辊子两端的轴肩,两个辊子及两个侧挡板形成四周封闭的空间,容易形成稳定的料床;物料由辊压机上部连续喂入该封闭空间,并通过两个相对运动的辊子之间的间隙,水平活动辊子上施加以液压力使物料受到挤压而粉碎;1、机架机架采用焊接结构,由于辊压机形式的不同具体结构不同,一般由上、下横梁及立柱组成;2、辊子及其轴承辊子是辊压机的重要部件,辊面堆焊耐磨材料的质量直接影响辊压机的使用及维修;辊压机形式的不同所选用辊子的轴承形式也不同,有用双列球面调心滚子轴承的,有用多排圆柱轴承及推力轴承的;我们生产的G120-80辊压机所用的轴承为前者,生产的GYJ140-100辊压机所用的轴承为后者;所用轴承不同,其水平活动辊子水平方向滑动的方式不同,轴承座的结构也就不同;使用双列球面调心滚子轴承,运行时辊缝如不均匀,其活动辊子轴线与轴承座孔端面可产生不垂直现象,动力输入端的轴承座其上下设有导向键槽,该端轴承座不能作轴向滑动,男一端轴承座可有轻微轴向滑动以适应辊缝不均;使用多排圆柱轴承及推力轴承,运行时辊缝如不均匀,因该轴承不能调心其活动辊子两端轴承座必须要有水平摆动;所以该活动辊子两端轴承座下部设有销轴及滑块与机架定位,销轴与滑块间可相对转动,滑块又可在下机架槽内滑动;3、喂料装置喂料装置是满足辊压机满料操作要求的重要装置;它由蝶型弹簧承压的侧挡板及调整喂料的调节插板组成,通过该插板的调节可改变喂料量并与料饼厚度相适应;4、传动装置目前生产的辊压机,其传动装置都是落地式的.由行星减速机、液力偶合器、万向联轴节及电动机组成;万向联轴节可适应活动辊的摆动;5、液压系统液压系统为辊子提供压力使物料得以粉碎;主要自液压站、蓄能器组、液压缸及管路组成;蓄能器组用于液压系统的保压、吸收压力冲击;液压站设有压力变送器,系统压力低时,压力变送器发信号启动液压泵使其供油;系统压力达到设定值或过高时,压力变送器发信号使液压泵停止供油或相应电磁阀动作而卸压;液压缸与相关部件的连接形式由于辊压机形式不同而不同;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。工作辊包括固定辊和可动辊,轴和轴承座。固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。两工作辊安装在同一水平面上且互相平行,同步相向运转。固定辊的轴承座定位于机架上,可动辊的轴承座能沿上下机架的导轨前后移动,并与施压部件相连,传递工作压力。辊磨过程中,辊磨压力与两个辊子之间的间隙存在一定的关系,压力越大,辊间隙越小,但不是线性函数关系。任何物料挤压都有一个极限值,施加压力时,当超过这个极限值后,再大的压力也不能减小辊间隙,同时辊磨效果也不会增加。过大的压力只能产生两个结果:辊子表面损坏和增加能量消耗。因此,辊磨压力的大小一定要合适。为了解决这一问题,高压辊磨机通常是依靠计算机控制系统在线检测和自动操作,来保证各种工作参数在正常范围内。用于铁精矿磨矿的高压辊磨机的工作辊面上设有栓钉,物料嵌布在栓钉之间,形成抗磨损的保护层,抗磨损层的高度和栓钉的高度一致。球团厂的高压辊磨机的辊面工作与电机的联接
减速机通过液力偶合器、万向连轴器与电机联接,能够保证启动平稳,同时允许电机中心与减速机中心有较大位移。减速机采用行星齿轮传动,配备有外置油泵式油水循环冷却系统,它通过一种胀缩盘与辊子传动轴直接联接,方便可靠。是辊压机的核心部件,主要由磨辊主轴、主轴承、可水平移动的轴承及端面热电阻等组成。其主要功能是向物料输出低速、重负荷的挤压粉碎力。工作转速为23.75rpm,工作温度<100℃。
1.
高压辊磨机是由电机、减速机、扭力支撑架、定辊机构、动辊机构、液压系统、控制系统、干油润滑系统、水循环系统等部分组成。高压辊磨机生产流程及工作原理如图1-1。
1)电机
通常在物料供应和生产需求平稳的工况下,可选用定速高压电机作为辊子转动的动力源;而对于生产波动比较大的工况,则选用变频调速高压电机为佳。
辊压机对物料进行有效粉碎采用的是大能量一次性输入的单颗粒粉碎群体化,亦即粒间粉碎的原理,其实现粉碎原理的方式是采用一对相向转动的磨辊,一只为活动辊,一只为固定辊。其中活动辊轴承座与提供压力的液压系统相连,固定辊固装在主机架内腔。活动辊在液压系统压力的作用下向物料施以高压,将持续通过两磨辊之间压力区的物料以挤压粉碎的方式有效粉碎。通过高倍显微镜观察,可以发现被粉碎的物料表面布满裂纹,这说明不仅物料的粒度被大幅度减小,其易磨性也获得显著改善,这将对粉磨系统的大幅度增产节能起到至关重要的作用。
4)减速机扭力支撑架
用于支撑减速机。由于设备运行过程中,动辊减速机随动辊不断地来回移动,因而对支撑架提出了极高的要求。作为整个辊压机的基础,承受辊压机工作过程中的挤压粉碎力。
5)液压系统
它是整个高压辊磨机的核心部件,是辊磨机辊压力的来源。其动作过程大致如下:启动高压辊磨机,物料进入两辊子之间,推动动辊向后移动,间隙限位开关动作,液压马达启动,压力油经过滤器、电液比例换向阀、单向阀,经阀座直接进入动辊两侧的液压缸,推动动辊反向移动,提供辊压力。液压缸进油管路上装有压力表和压力传感器(与控制系统连通),当液压缸的工作压力达到初始设定压力时,液压马达停止运转,电液比例换向阀换向到中位,油路中止。
3)辊子
作为碾磨工具,要求其表面材料的强度和耐磨性非常好,故多数厂家是采用粉末冶金技术在辊子表面镶一定厚度的耐磨层。辊子表面不仅镶有特殊材料制成的耐磨层,还均匀镶嵌有强度很高的柱钉。在运行过程中,柱钉间会粘附一定厚度的物料,对辊子表面起到很好的保护作用,降低辊面磨损,通常情况下,辊子寿命可达到一年半到两年。辊子依靠装配有多排圆柱滚子轴承和双排推力调心滚柱轴承的轴承座支撑,定辊轴承座直接固定在机架上,动辊轴承座可以在机架滑道上来回移动,从而增大或减小辊间隙,调整施加给物料的压力。
5
它是高压辊磨机的中枢系统,接收来自液压系统,干油润滑系统、减速机电机传动系统、进料系统的压力、温度、流量、电流量、速度、位移值等信号,经分析处理后,优化参数,实施闭路控制,自动操作,以充分发挥辊磨机的作用。
6
用于对动辊、定辊轴承座的润滑和密封,采用开路润滑,油脂经过润滑部位后,直接外排。系统工作时,轴流径向柱塞泵将干油从桶中抽出,输出管路上装有安全阀,对油泵起到保护作用,油脂经油脂分配器分成两路,分别送到高压辊磨机辊子的两侧,再经过油脂分配器,分配到各润滑点。油脂分配器是由几个活塞组成,循环动作,向外分配油脂,任一活塞不动作,其他活塞全部不能动作,整个分配器失效。同样,任何一个油脂分配器不工作,则其他油脂分配器也不能工作,整个系统就会失效。保证各游动及旋转部件具有可靠的润滑条件,确保其工作寿命。
摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词: 辊缝; 挤压; 粉磨