01通用设备工艺数据表
01射线检测通用工艺规程_NB_T47013(2019)

1适用范围1.1本工艺规程适用于承压设备金属熔化焊对接接头的x射线和γ射线检测技术和质量分级要求。
1.2本部分适用的金属熔化焊焊接接头的金属包括钢、铜及铜合金、铝及铝合金、钛及钛合金、镍及镍合金。
焊接接头的型式包括板及管的对接接头对接焊缝(以下简称“对接焊缝”)、插入式和安放式接管角接接头对接焊缝(以下简称“管座角焊缝”)。
1.3承压设备其它金属材料、支承件和结构件的焊接接头的射线检测也可参照使用。
1.4本工艺规程规定射线检测技术等级分为三级:A级—低灵敏度技术;AB级—中灵敏度技术;B级—高灵敏度技术。
1.5如采用本工艺规程未引用的检测标准,应遵照原标准要求进行检测。
2编制依据NB/T 47013.1 承压设备无损检测第1部分:通用要求NB/T 47013.2 承压设备无损检测第2部分:射线检测3一般要求3.1射线检测人员3.1.1检测人员必须经过培训,按照国家特种设备无损检测人员考核的相关规定取得相应的无损检测资格。
3.1.2无损检测人员资格分为Ⅰ级、Ⅱ级和Ⅲ级。
3.1.3不同资格的无损检测人员,只能从事与该资格相应的无损检测工作。
3.1.4从事射线检测的人员在上岗前应进行辐射安全知识的培训,并按照有关法律、法规、标准的要求取得相应证书。
3.1.5射线检测人员的视力不应低于5.0,测试方法按GB 11533规定进行。
从事评片的人员每年检查一次视力。
3.2检测设备和器材3.2.1X 射线机、γ射线机(Ir192或Se75)、X射线管道爬行器、γ射线管道爬行器(Ir192或Se75),应视检测工程的具体情况选用适合的射源种类、仪器型号。
3.2.2观片灯3.2.2.1.观片灯的主要性能应符合GB/T19802的有关规定。
3.2.2.2.为评定黑度为4.5的射线底片,观片灯的最大亮度不得低于316228Lx。
3.2.3黑度计3.2.3.1.黑度计可测量的最大黑度值应不小于4.5,测量值的误差应不超过0.05。
活塞杆的机械加工工艺规程

活塞杆的机械加工工艺规程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII1.活塞杆的工艺性分析1.1零件图样的分析mm×770mm自身圆度公差为0.005mm。
(1)φ500-025.0mm中心线的同轴度公差为φ0.05mm。
(2)左端M39×2-6g螺纹与活塞杆φ500.0025-mm中心线的同轴度公差为φ0.02mm。
(3)1:20圆锥面轴心线与活塞杆φ500-025.0(4)1:20圆锥面自身圆跳动公差为0.005mm。
(5)1:20圆锥面涂色检查,接触面积不小于80%。
(6)φ500mm×770mm表面渗氮,渗氮层深度0.2~0.3mm,表面硬度62~65HRC。
-.0025材料38CrMoALA是常用的渗氮处理用钢。
1.2零件的工艺分析mm×770mm处有密封装(1)活塞杆在正常使用中,承受交变载荷作用,φ500025-.0置往复摩擦其表面,所以该处要求硬度高又耐磨。
活塞杆采用38CrMoALA材料,φ500mm×770mm部分经过调质处理和表面渗氮-025.0后,芯部硬度为28~32HRC,表面渗氮层深度0.2~0.3mm,表面硬度为62~65HRC。
这样使活塞杆既有一定的韧性,又具有较好的耐磨性。
(2)活塞杆结构比较简单,但长径比很大,属于细长轴类零件,刚性较差,为了保证加工精度,在车削时要粗车、精车分开,而且粗、精车一律使用跟刀架,以减少加工时工件的变形,在加工两端螺纹时要使用中心架。
(3)在选择定位基准时,为了保证零件同轴度公差及各部分的相互位置精度,所有的加工工序均采用两中心孔定位,符合基准统一原则。
(4)磨削外圆表面时,工件易产生让刀、弹性变形,影响活塞杆的精度。
因此,在加工时应修研中心孔,并保证中心孔的清洁,中心孔与顶尖间松紧程度要适宜,并保证良好的润滑。
砂轮一般选择:磨料白刚玉 (WA),粒度60#,硬度中软或中、陶瓷结合剂,另外砂轮宽度应选窄些,以减小径向磨削力,加工时注意磨削用量的选择,尤其磨削深度要小。
通用非标准设备价格估算办法及安装费、基础费、调试费测算标准

通用非标准设备价格估算办法1通用非标准设备概述1.1通用非标准设备含义通用非标准设备是指通用设备中不定型,不成系列,并需先进行单体设备设计再进行单台或小批量制造的设备。
1.2通用非标准设备设计项目分类1.2.1根据非标准设备复杂程度,可按下列分类:a)简单类:单体非标准设备:槽、罐、池、箱、斗、架、台等,常压容器、换热器等;干燥室类:油漆干燥室、红外线干燥室、热风循环干燥室等。
b)一般类:机械运输线设备:一般单机非标设备、起重及机械化运输线、提升设备、清洗机、喷漆室、板材、型材加工设备、压力机等;窑炉类:倒焰窑等;工业炉类:冲天炉、加热炉、室式加热炉、电炉、热处理炉、精铸设备等。
c)复杂类:压力容器设备:中低压容器设备、高温高压设备等;大型复杂专用设备:组合机床、数控机床、精密机床及其他专用机床等,机械化、自动化、半自动化生产线、装配线等各类生产线,涂装及表面处理生产线。
1.2.2按工艺及设备类别划分时,可按下表分类:13油漆干燥设备水帘、水旋式喷漆室、蒸汽对流、远红外辐射加对流、电热风对流烘干室注:本表编号公适用于本办法。
1.3通用非标准设备价格组成通用非标准设备原价应由下列部分组成:a) 直接材料:包括设备制造所消耗的主、辅材料,外购件;b) 燃料和动力:指直接用于设备制造的外购和自制的燃料和动力费;c) 直接人工:指设备制造所直接消耗人工的工资及福利费;d) 制造费用:包括生产单位(如生产车间)管理人员工资和福利费、折旧、办公费、水电费、机物料消耗、劳动保护费、专用 模具、专用工具费等;e) 期间费用分摊:包括管理费用、财务费用、销售费用等;f) 利润和税金;14 清洗、磷化设备 单室、三室清洗机15平(板)台 校验、校正、划线、装配、花岗石平台16其他g) 非标准设备设计费。
2通用非标准设备价格估算方法2.1 适用范围在编制初步设计概算时,当通用非标准设备无法查找价格并无法询得价格时,可按本办法估价。
评估参考数据表

序号类型下限上限补充通用设备一机械设备1普通金属切削机床101818数控机床1012龙门刨床1220摇臂钻床1014砂轮机810切割机812抛光磨光机810 2锻压设备101617剪床1014冲床1016折弯机1014锻锤设备101414 3试验设备机械式1012电子式810 4起重设备1218单梁行车121812双梁桥式起重机121818电动葫芦81010电梯121615 5工程机械10156铸造设备101414冲天炉1216混砂机1012 7电镀设备8128其他机械设备101418二动力设备1锅炉18 4T/H以上蒸汽或热水锅炉14184T/H以下快装锅炉121015 2泵类清水泵812污水泵、耐酸泵810转油泵、卸油泵1114 3柴油发电机组15 4空压机移动式61015固定式101418 5储气罐室外1826室内2030储酒罐2030 6风机(不含除尘)814中央空调设备15小型空调器700大卡以下/时)8 7冷却塔10128除尘设备10169工艺管线有腐蚀管线810元腐蚀管线12209其他动力设备122015三传导设备1电器设备121816 2变电设备16253配电设备14204输电线路2430输电设备28埋地(管道)输电线路22架空输电线路20电缆输电线路20 5电讯设备182410 6铁塔水泥杆25407其他传导设备1825四通讯设备1电话通讯设备、通讯线路8102交换机8103手机354 4其他通讯设备58五自动化控制及仪器仪表1自动化控制设备81010 2半自动化控制设备6810 3电子计算机454探伤仪器测绘仪器8105检验用平板14206通用测试仪器及设备8108其他自动化控制及仪器仪表8六工具及其他生产用具1成套工具61012 2一般工具61012 3电焊机81016 4电镀设备12 5其他工具及用具61218 6电源设备8 7高低压配电设备15 8变压器20 9通(鼓)风机12 10通用测试议器8 11起重设备18 12各类储罐:13普通碳素钢12 14不锈钢18 15水泵16耐酸泵及污水泵8 16冷却设备钢混双曲线冷却塔20玻璃钢冷却塔10七管理部门设备及器具1电视机468 2窗式分体式空调468 3柜式空调684中央空调系统设备8105传真机456 6复印机及文字处理机466 7编程器488打印机459激光打印机6810摄录像机及照相机686 11稳压电源81012办公设备6813计算机及外设5 14微机5 15用电计量设备10 16其他686八医疗设备1X光机682心电图机683其他68九食堂用具1冰箱682冰柜683洗涤设备684炊具245工作台686开水器247其他25十教育及福利设备1闭路电视播放设备8102音响设备463电影放映机8104高级乐器(钢琴管弦乐器)8105其他机械式设备814电子式设备68十一公用事业设备1水油煤气炉12202储气柜(煤气)34503煤气表12154公用事业其他专用设备2025十二港务设备116吨以上汽动吊车16202大型门式起重机16203输送机械1216十三工业炉窖1熔铸炉10142加热炉10143热处理炉窖10164干燥炉12165电子专用炉8126其它工业炉窖1016十四非生产设备及器具1管理部门的设备工具14222卫生医务部门的设备工具12203教育部门的设备工具1222电视机684生活福利部门的设备工具12205其它非生产用设备及器具1422专用设备一冶金工业专用设备1炼钢设备1620平炉162018电炉162016转炉15特种冶炼设备162018连铸机122016制氧机141818其它炼钢专用设备141818 2炼钢及铸管设备1620高炉162018铸管设备141818烧结机器人121615其它炼铁及铸造管专用设备141818 3钢压热轧加工设备初轧机121616开坯机121616大中型轧机121616小型轧机(直径350以下)121515冷轧机141818拉伸机141616挤压机141615其它热轧机141616轧钢加热101412酸洗设备81010其它钢压热轧加工专用设备121818 4铁合金冶炼设备铁合金高炉铁合金高炉16铁合金电炉142020矾碴转炉121616其它铁合金冶炼专用设备121616 5洗煤焦化设备焦化产品精制设备101616机械化焦炉121818煤气净化设备101616接触转化塔101212其它洗煤焦化专用设备121616 6炭素制品设备原材料粉碎设备121818成型挤压机121818加工设备121616除尘装置101212烟气回收装置101215炭素窖炉101413其它炭素制品专用设备121820 7耐火材料设备、破碎设备破碎设备16磨擦压砖机101515隧道窖:超高温101210高中温101515耐火纤维喷吹炉101414其它耐火材料专用设备101616 8有色冶炼设备电炉162015反射炉162016转炉162015其它冶炼专用设备16 9有色加工设备1216冷轧机141818热轧机121616开坯机121616专用焊机专用设备1012拉伸机121616挤压机101515各类酸洗设备81010其它有色加工专用设备141818 10冶金工业其它专用设备142020二电力设备1水电轮发电机组263232 2汽轮发电机组202423 3内燃发电机组202515 4铁塔254035 5水泥杆254022 6电缆、木杆线路203020 7变电设备182520 8配电设备142015 9电力工业其它专用设备162520 10发电及供热设备输煤制粉设备18输油设备20其它发电设备15三机械工业专用设备1生产标准附加工设备101515冷镦机12 2电焊条加工专用设备101215 3汽车、拖拉机、内燃机加工专用设备101515 4电线电缆加工专用设备101515 5电器绝缘材料加工专用设备101515 6轴承材料加工专用设备101515 7液压件、气压件加工专用设备101515 8汽轮机、电机加工专用设备101515 9矿山机械加专用设备101515 10冷冻机、石油化工机械、阀门加工专用设备101515 11食品、造纸、印刷、塑料、橡胶、制药机构加工用设101515 12生产锅炉电站辅机、空分装置101313 13专业生产切削工具专用设备101414 14机床加工专业设备101413组合机床101412数控加工机床101412磨加工机床101412镗铁加工机床101412 15生产纺织机械专用设备101414 16机械工业其它专用设备101516四石油、化工工业专用设备1原油加工蒸馏设备121818裂化设备121818加氢设备121818焦化设备121818脱蜡设备121818沥青装置101515面岩原油矿装置101515页岩原油装置121818轻质油装置121818重整设备(铂重整、芳烃油)提、对二甲茎装置101515 2乙烯、丙烯装置101510小型、炭钢设备81212乙烯、丙烯裂解装置121818裂解器压缩机101515聚乙烯醇装置121818空气装置101515乙醛装置81212氧化钠装置81212丙烯腈装置81212醋酸装置81212高压聚乙烯装置81313硫氧酸钠装置81212对二甲苯、腈纶聚合装置121818对甲二苯、氧化酯化装置101515 3合成氨(中型)装置81316煤气炉121618氢氮压缩机142020合成氨合成装置141818合成氨(小型)装置121414煤气炉81212氢氨压缩机101616合成氨合成装置101414 4化肥尿素装置121818二氧化碳压缩机142020 5硫酸装置688熔烧炉81010接触塔81010转化器81010 6氯磷酸设备688 7甲醇装置101616 8烧碱装置81015整流器4515电解槽81010蒸发器(不包括敞口平锅)101212固碱锅10 9纯碱装置81010碳化塔101412锻烧炉121615 10电石装置121717电炉变压器141818电石炉14 11硝酸装置688 12铬酸、电解双氧水装置81212 13草酸、硝酸盐、硫酸盐装置81310 14磷酸、三氧化磷、氢氧酸及其生产品装置81211 15阳离子、还原、活性染料装置81212 16苯酚、苯酐、乙酚装置81212 17酞菁染料、氯醌装置81212 18染料中间体装置81212 19醋酸丁酯、增塑剂、有机玻璃、磁粉装置81212 20离子交换、环氧树酯、有机硅装置81111 21氯乙酸、羧、甲基纤维素、硬酯酸装置81111 22醇酸、合成树酯、氧化铁装置81212 23试剂生产装置81212 24橡胶加工设备101216三、四棍压延机121818 25轧胶生产设备101212 26石油、化工工业其它专用设备81020五医药工业专用设备1抗菌素设备81210发酵罐(碳钢)10发酵罐(不锈钢)142020 2医药合成设备81210 3西药制剂设备(水、粉针)101414 4西药制片设备101414 5中成药专用设备101212 6生产医疗器械专用设备101414 7医药工业其它专用设备101420六仪表电讯工业专用设备8101半导体器件加工专用设备81010 2电真空器件加工专用设备101212 3电子器件水汽净化设备101212 4专用设备测试仪器设备686 5电子元件专用设备101212 6光学材料加工专用设备111212 7电子仪表加工专用设备121212 8电子仪表零件加工专用设备131414 9仪表电讯工业其它专用设备141414七建材工业专用设备1水泥设备121615回转窑121615立窑121612 2玻璃设备121615玻璃纤维设备101413 3砖瓦、陶瓷设备101414轮窑、隧道窑121613土窑688 4石灰设备101414石灰窑1014125石英玻璃生产设备101212 6油毡生产设备101212 7建材工业其它专用设备121515八纺织工业专用设备12161棉纺前纺设备121616 2棉纺精纺设备121616 3棉纺加工设备121717 4织造设备121616 5纺织空调设备121616 6染整设备81010 7毛纺、后纺设备121616 8毛纺前纺设备121616 9毛纺毛织机设备121616 10毛纺羊毛衫设备121616 11丝织设备121616喷水织机101212 12针织设备121616 13内衣设备101417 14线带设备101417 15人造纤维设备81212 16合成纤维设备101414湿法纺设备81212 17缫丝设备101414 18纺织工业其他专用设备121818九轻工业专用设备1造纸备料设备121818蒸煮设备121818漂白、浆设备101616造纸设备121818切割、复卷、完成设备121616碱回收装置121616 2木材木工机械81318人造板流水线设备121818纤维板设备101212干烘机101414 3缝纫机专用设备101414 4自行车专用设备101414自动精密车床101412 5钟、表专用设备101414自动精密车床101412 6制皂专用设备101414皂化设备81010 7食品糖果、饼干专用设备101616罐头专用设备101616卷烟专用设备101616 8印刷设备101616 9照相设备101616 10香精、香料合成设备101413 11制笔专用设备10141412皮鞋专用设备101413 13皮件革制品专用设备101413 14合成革制品专用设备101413 15塑料制品专用设备101414压延、注射设备101618挤出、层压及压力机设备101414 16日用铝制品专用设备101414 17服装制作专用设备101414缝纫机81010 18制革专用设备81212制革准备机械81214制革湿操作机械101412 19日用化工专用设备烷基苯(脱氢法)设备121818三聚磷酸钠设备121818 20制盐井矿盐及化工专用设备81010海、湖盐专用设备81111 21胶木制品专用设备101414 22制糖压缩机142020连续浸出器101515蒸发罐、煮糖罐(钢或不锈钢管)142020蒸发罐、煮糖罐(钢管)101210真空吸142020废丝干燥设备142020分离机121820 23轻工业其它专用设备101820十矿山专用设备1挖掘机、磨矿设备101515 2准轨电机车141818 3装载机101210磨矿设备15 4矿井提升卷扬机121820 5潜孔钻、牙轮钻101212 6破碎设备101415 7坑下铲运机101210 8矿山其它专用设备121820十一森林工业专用设备1营林机械10 2采伐机械15 3木材加工机械15 4森化设备12制胶设备8 5卷扬运输设备10 6原木装载机10 7森林工业其他专用设备15十二煤炭工业专用设备1综采设备10液压支架8 2采掘机械联合掘进机10喷浆机5装煤机7截煤机7掘进截煤机10穿孔机10 3提运机械18 4排水机械10 5通风机械18 6洗选设备15 7煤炭工业其他专用设备18十三造船工业专用设备1大型吊车30 2浮吊25 3浮船坞20 4造船工业其他专用设备30十四港务专用设备1装卸机械18 16吨以上流动吊20 2大型门座式起重机20 3输送机械10 4通讯导航设备18 5浮船20 6引水船20 7挖泥船18 8港务其他专用设备20十五交通运输及邮电专用设备1铁路机车蒸汽机车20内燃机车20电力机车20 2铁路货车20 3铁路客车20 4铁路通信线路和设备通信线路25通信信号设备105铁路线路上部建筑(含路基、道碴、轨枕、钢轨、垫畈,防爬器、鱼尾畈,护坡等)和铁路线上的桥梁、涵洞、隧道506飞机固定翼飞机16直升飞机10 7邮电设备邮政通信机械设备10自动出售机6邮件分拣机7包件收寄机6上途报话机械设备10市内电话机械设备13自备火车邮箱20邮电电源设备10 8运输船舶钢质机动船24钢质油轮、小型客货轮、机动小艇24各类驳船、拖轮18木质水泥船10木帆船、木质机动船18 9交通运输其他专用设备24十六建筑施工专用设备1起重机械18 2挖掘机械18 3土方铲运机18 4凿岩机械18 5基础凿井机械18 6钢筋混凝土机械18 7筑路机械18 8其他施工机械18十七公用事业专用设备1水、油、煤气炉20 2储气柜(煤气)50焊接式储气柜30 3煤气表15 4公用事业其他专用设备50十八商业专用设备1立式土油罐8 2立式金属油罐20 3肉联加工和冷冻设备164酱油、醋、酱、腌菜腐蚀性严重的设备和废旧物资加工设备105棉花加工设备16 6商业其他专用设备20十九粮油专用设备1碾米设备16 2制粉设备18 3制油设备16 4油脂浸出设备10 5粮油食品设备16 6饲料设备15 7粮油加工其他专用设备18二十电信行业设备1PDH传输设备6 2SDH复用设备6 3PDH数字微波系统6 4PCM设备6 5磁卡电话机6 6IC卡电话机6 7投币电话机6 8机房专用空调设备12 9消防系统设备12 10电力电缆20 11厨房设备12 12通用机加工设备18 13铁塔28 14其它电信机械设备10 15通信电缆10 16木杆、其他线路附属设备10 17通信光缆1518塑料管道15 19人手孔15 20电缆充气设备15 21交接箱15 22金属管道20 23水泥管道22 24水泥电杆22。
01射线检测通用工艺规程-NB-T47013

XXXX压力容器设备有限公司射线检测通用工艺规程1 适用范围1.1 适用于承压设备的制造、安装、在用检测中对接焊接接头的X射线检测。
用于制作焊接头的金属材料包括碳素钢、低合金钢、不锈钢、铜及铜合金、铝及铝合金和钛及钛合金、镍及镍合金。
1.2 承压设备其他金属材料、支承件和结构件的焊接接头的射线检测也可参照使用。
2 编制依据NB/T 47013.1-2015《承压设备无损检测》第1部分:通用要求NB/T 47013.2-2015《承压设备无损检测》第2部分:射线检测3 一般要求3.1 射线检测人员3.1.1 从事射线检测人员上岗前应进行辐射安全知识的培训,并取得放射工作人员证和无损检测人员资格证书。
3.1.2 射线检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0),测试方法应符合GB 11533的规定。
从事评片的人员应每年检查一次视力。
3.2 射线胶片3.2.1 胶片系统按照GB/T 19348.1分为六类,即C1、C2、C3、C4、C5和C6类。
Cl 为最高类别,C6为最低类别,胶片系统的特性指标见NB/T 47013.2附录B。
3.2.2 胶片处理方法、设备和化学药剂可按照GB/T 19384.2的规定,用胶片制造商提供的预先曝光胶片测试片进行测试和控制。
3.2.3 不使用超过胶片制造商规定的使用期限的胶片。
胶片按制造商推荐的温度和湿度条件予以保存,并避免受任何电离辐射的照射。
3.3 观片灯观片灯的主要性能符合GB/T 19802的有关规定,最大亮度能满足评片的要求。
3.4 黑度计3.4.1 黑度计可测的最大黑度应不小于4.5,测量值的误差应不超过±0.05。
3.4.2 黑度计至少每6个月校验一次。
校准黑度计用的标准黑度片必须在有效期内,并通过计量部门的鉴定(2年)新购置的标准黑度片只要在有效期内也允许。
3.5 增感屏3.5.1 X射线照相能量在500KV以下时选用增感屏的材料应是铅屏。
燃气管道施工交工验收表
39
沟槽开挖检查记录
燃气-39
40
沟槽回填记录
燃气-40
41
管道构筑物施工检查记录
燃气-41
42
跨越管道就位检查测量记录
燃气-42
43
管道穿越施工记录
燃气-43
44
牺牲阳极埋设记录
燃气-44
45
牺牲阳极电参数测试记录
燃气-45
46
管道清管记录
燃气-46
47
燃气管道压力试验记录
燃气-47
48
燃气-56
57
隐蔽工程记录
燃气-57
58
管道里程、转角、测试、标志桩埋设记录
燃气-58
59
管道线路基础测量复核记录
燃气-59
60
管道竣工测量成果图
燃气-60
61
分项工程质量评定表
燃气-61
62
分部工程质量评定表
燃气-62
63
单位工程质量评定表
燃气-63
64
交工验收证书
燃气-64
65
交工技术文件移交书
燃气-29
30
无损检测委托单
燃气-30
31
射线照相检验报告
燃气-31
32
超声波检验报告
燃气-32
33
磁粉检验报告
燃气-33
燃气管道安装质量记录表格目
序号
表格名称
表格编号
备注
34
渗透检验报告
燃气-34
35
焊缝返修通知单
燃气-35
36
热处理前联合检查会签
燃气-36
37
热处理记录
燃气-37
BOM物料清单

在通常的MRPⅡ和ERP系统中BOM是指由双亲件及子件所组成的关系树。BOM可以是自顶向下分解的形式或是 以自底向上跟踪的形式提供信息。
在MRPⅡ和ERP系统中BOM是一种数据之间的组织关系,利用这些数据之间层次关系可以作为很多功能模块设 计的基础,这些数据的某些表现形式是我们大家感到熟悉的汇总报表。
设计BOM信息来源一般是设计部门提供的成套设计图纸中标题栏和明细栏信息。有时候也涉及工艺部门编制 的工艺卡片上部分信息。
设计BOM一般在设计结束时汇总产生,如果存在大量借用关系的设计情况可以在设计阶段开始就基本将设计 BOM汇总出来,然后根据新产生的零部件安排设计任务。
对应电子视图往往是产品结构树的形式,树上每个节点关联各类属性或图形信息。主要在PDM软件中作为产 品管理和图档管理的基础数据出现。
成本
是由MRPⅡ系统产生出来的。当企业定义了零件的标准成本、建议成本、现行成本的管理标准后,系统通过 对PBOM和加工中心的累加自动地生成CBOM。它用于制造成本控制和成本差异分析。
其中,销售SBOM=加工JBOM+采购CBOM, 生产MBOM=加工JBOM+PBOM+采购CBOM, 其中集成关系最密切的是由PDM控制的EBOM和MRPⅡ中的MBOM
在没有计算机系统支持的情况下,对工艺编制人员就要提出很高的要求:不仅要求其熟知零件加工过程和加 工设备的现行状况,还要知道技术参数、库存情况、加工夹具、工装设备等情况。一般情况下,企业培养一个类 似人员需要20年时间。工艺人员在计算机系统的支持下,可以方便地查询按BOM结构设计的典型工艺数据库、获 取设计信息、查询机床设备等技术参数等,也能很容易地编制CAPP,保证工艺文档的完整性、一致性、正确性和 执行可行性。
01-生产数据单向采集装置技术规范书(专用部分)1106-天选打工人

技术规范书(专用部分)阑太号・2018版近加版本华编号:目录一、工程概述 (1)1.1工程概况 (1)1.2使用条件 (1)二、设备详细技术要求 (2)2.1供货需求及供货范围 (2)2.2标准技术特性参数表 (3)2.3性能要求响应表 (7)2.4投标人资料提交时间及培训要求 (8)三、投标方技术偏差 (10)3.1投标方技术偏差 (10)3.2投标方需说明的其他问题 (11)一、工程概述1.1工程概况本技术规范书采购的设备适用的工程概况如下:表1.1工程概况一览表(招标方填写)1.2使用条件本技术规范书采购的设备适用的外部条件如下:二、设备详细技术要求2.1供货需求及供货范围合同供货范围为变电站内生产数据单向采集装置(EMU)及投标方认为必需的附属设备,详见附表2.1。
投标人应完整填写。
投标商名称:(盖章)授权投标人:(签字)日期:年—月—日投标人应完整填写合同供货范围装置的标准配置,包括各部件型号规格、产地、供货商等,详见附表2.2。
投标商名称:(盖章)授权投标人:(签字)日期:年—月—日2.2标准技术特性参数表投标人应认真逐项填写标准技术特性参数表中投标人响应值,不能空格,也不能以“响应”两字代替,不允许改动项目单位要求值。
如有差异,请填写投标方技术偏差表。
注:需按照以下类型参数填写方式准确填写:1、针对标准值特性“单一”,项目单位无需填写,投标人必须完全响应,如有偏差逐项填写在"3.1投标方技术偏差”部分;2、针对标准值特性“可选”,项目单位可选定参数,投标人必须完全响应,如有偏差逐项填写在“3.1投标方技术偏差”部分;3、针对标准值特性“投标人响应”,有标准参数值要求,投标方需根据自身实际情况,提供限制要求范围内的响应值,同时需将此部分逐项填写在“3.1投标方技术偏差”部分;4、针对标准值特性“投标人提供”,无标准参数值要求,投标方根据实际情况填写投标响应值;5、针对标准值特性“扩建”,项目单位根据原项目情况填写,投标方根据实际情况填写投标响应值;6、针对标准值特性“特殊”,项目单位提出的所有特殊要求,需附对应审批流程,投标方根据实际情况填写投标响应值。
通用设备及材料标准01TMSS01R0(沙特认证)

1.0范围为沙特阿拉伯王国沙特电力公司的输电系统的使用,本规范规定了应用到所有沙特电力公司输电材料标准规范的通用要求,相应地,所有输电材料标准规范应与本规范一致。
2.0生产及现场经验设备/材料生产厂家在类似运行条件下应有至少10年的生产经验和最低5年的成功的现场经验。
设备/材料应根据工业标准进行型式和出厂试验。
对王国内部的生产厂家,10年的生产经验和5年的成功的现场经验是不够的,类似的设备/材料,生产厂家的工厂应预先是有资质的并且设备/材料应根据应用的输电材料标准规范中规定进行型式和出厂试验。
在沙特电力公司的输电行业单位(TBU)同时在TBU内部所有相关部门的自身考虑下,对新技术设备/材料,规定5年的成功的现场经验要求是不够的,必须考虑在预先有资质的情况下有最低2年的现场运行经验。
3.0准则和标准3.1投标的设备/材料应完全符合或超过此处规定的和输电材料标准规范所提的设备/材料的最低要求。
3.2此处没有涉及的项目及输电材料标准规范所提的设备/材料应遵循引用的工业准则和标准的最新版本。
3.3 投标者/承包商/生产厂家/卖方有责任了解相关输电材料标准规范所列的最新工业准则和标准的要求并且引起公司的关注,引用的工业准则和标准的最新修改或修订会影响到输电材料标准规范的技术要求。
3.4 如果投标者/承包商/生产厂家/卖方使用等效的准则和标准,在投标提议时获得TBU认可前应清楚的提出来。
等效的准则和标准应同等或优于相关输电材料标准规范的规定并且生产厂家有使用这些等效的准则和标准的丰富经验。
3.5 如果投标者/承包商/生产厂家/卖方自身有与ISO14000一致的环境管理系统,在投标提议的同时应清楚提出并且提供证书/文件证明一致性便于TBU复查和验收。
3.6 应注意的是,对投标者/承包商/生产厂家/卖方,本规范的TBU的解释与相关输电材料标准规范是合在一起的。
3.7 如果要求中有任何明显的冲突,以先前的为要:3.7.1 TBU 订购书或合同表3.7.2 输电材料标准规范所提的设备/材料3.7.3 本规范3.7.4 应用的TBU工程标准3.7.5应用的TBU建设标准3.7.6 应用的其它工业准则和标准3.8 输电材料标准规范中使用的首字母缩写词4.0 系统参数除非在TMSS相关数据表中另有规定,在典型的系统参数下设备及材料应该适合于操作,如表1 所示,并且应该满足给出的条款4.2和4.3的最低要求。
标准工艺统计表

输变电工程原则工艺应用登记表
(输变电工程原则工艺应用率及应用效果评分表)
工程名称:泉州南安220kV洪梅变电站工程时间: 11 月 28 日
2. 工程竣工预验收时,建设管理单位(部门)组织评价并填写与否应用、应用效果得分率。
3.应用效果得分按100分计,应用效果实得分按照附件11原则工艺应用效果考核评分表进行评分,应采用未采用原则工艺项目,应用效果实得分为0分。
4. 原则工艺应用率=应采用原则工艺数量/实际采用原则工艺数量×100%;应用效果得分率=应用效果实得分合计/(100×应采用原则工艺数量)×100%.。
检验测量和试验设备分类编号检定管理规定资料

天津二十冶建设有限公司T I A N J I N M C C20C O N S T R U C T I O N C O.,L T D主管部门:技术中心编码:C/Q7.6-02检验、测量和试验设备分类、编号、检定管理规定批准日期:2011-02-18 生效日期:2011-03-01 编制: 技术中心审核: 陈临韬批准:朱桁0目的为了加强检验、测量和试验设备的科学有效管理,做到在统一管理的基础上,分层次、有重点地管好用好检验、测量和试验设备,确保量值的准确有效。
本规定根据《中华人民共和国计量法》、质技监局量发[1999]80号《关于企业使用的非强检计量器具由企业依法自主管理的通知》、《国家质量技术监督局1999年第6号公告》中:“非强制检定计量器具的检定周期,由企业根据计量器具的实际使用情况,本着科学、经济和量值准确的原则自行确定”,及津技监计管发[1999]126号《转发“关于企业使用的非强检计量器具由企业依法自主管理的通知”》中:“各企业使用的非强制检定计量器具的检定周期,由企业根据计量器具的实际使用情况,本着科学、经济和量值准确的原则自行确定,确定后,企业应形成文件。
”等有关精神,并结合我公司施工(生产)实际情况而制定。
1 适用范围本规定适用于公司范围内与工程质量、安全、环境有关的检验、测量和试验设备。
2 职责2.1 技术中心负责公司检验、测量和试验设备的管理工作。
2.2 项目经理部负责控制本项目在用检验、测量和试验设备的管理工作。
3工作程序3.1 检验、测量和试验设备的分类管理原则3.1.1根据检验、测量和试验设备在施工(生产)经营管理中的作用和国家对检验、测量和试验设备的管理要求以及检验、测量和试验设备本身的质量性能及其使用环境等不同情况,将检验、测量和试验设备划分为A、B、C 三个管理类别,详见表3.1。
表3.13.1.2 技术中心统一管理全公司检验、测量和试验设备,具体管理内容包括:a) 统一建立设备明细帐;b) 监督各有关单位及时送检;c) 备案失准设备的处置记录;d) 审批封存、降级、报废手续。
通用设备经济寿命参考年限表

来自《资产评估常用数据手册》或机械工业信息研究院附录十二:
常见通用设备经济寿命参考年限表
附录十三:
常见专用设备经济寿命参考年限表
附录十四:
常见机器设备新旧程度判断标准参考表
附录十五:
常见家用电器参考使用年限表
附录十六:
常见车辆船舶折旧年限及折旧率参考表
一、机动车使用年限
二、摩托车、拖拉机、非机动车辆折旧年限及折旧率参考表
附录十七:
房屋、构筑物完损等级和成新率参考表
附录十八:房屋、构筑物经济寿命参考年限表一、房屋
二、构筑物
三、与房屋有关的各类设备
备注:强电系统包括变配电、照明、动力配线(电力)、防雷(避雷);弱电系统包括电话、电视、防灾报警广播音响、保安监视等。
附录十九:
常见机器设备安装调试费率参考指标(占设备基价的%)
注:1、专用生产线或成套设备试生产过程费用未包括在内;
2、设备基础费用另行加;
3、锅炉安装包括砌炉、炉体保温等工程。
表6-1机械行业国内设备运杂费率
表6-2 机械行业进口设备海运方式国内运杂费率
表6-3 机械行业进口设备陆运方式国内运杂费率
7-1 国内设备安装费率
表8-1 国内设备基础费率
表4-1 美国评估协会使用的实体性贬值率参考表
机动车使用年限及行驶里程参考值汇总表
机动车强制报废标准规定(征求意见稿)附件一:。
中国科学院标准科研仪器设备建档规范【模板】

生化分离分析仪器
11
环境与农业分析仪器
12
样品前处理及制备仪器
13
其他
02
物理性能测试仪器
01
力学性能测试仪器
02
大地测量仪器
03
光电测量仪器
04
声学振动仪器
05
颗粒度测量其他
03
计量仪器
01
长度计量仪器
02
热学计量仪器
03
力学计量仪器
04
电磁学计量仪器
05
时间频率计量仪器
06
声学计量仪器
07
光学计量仪器
08
其他
04
天文仪器
01
天体测量仪器
02
地面天文望远镜
03
空间天文望远镜
04
其他
05
海洋仪器
01
海洋水文测量仪器
02
多要素水文气象测量系统
03
海洋生物调查仪器
04
海水物理量测量仪器
05
海洋遥感/遥测仪器
06
海洋采样设备
07
其他
06
地球探测仪器
01
电法仪器
02
电磁法仪器
03
ZKY
中国科学院标准
ZKY/B002-4-2006
科研仪器设备建档规范
2006-04—20发布 2006-06—01实施
中国科学院发布
前言
本规范为《中国科学院档案管理工作标准》的组成部分。
本规范为首次制定。
本规范由中国科学院办公厅提出并负责解释。
本规范由中国科学院批准。
本规范起草部门:中国科学院办公厅。
2.7
仪器设备现场安装和调试记录
工艺参数记录范文
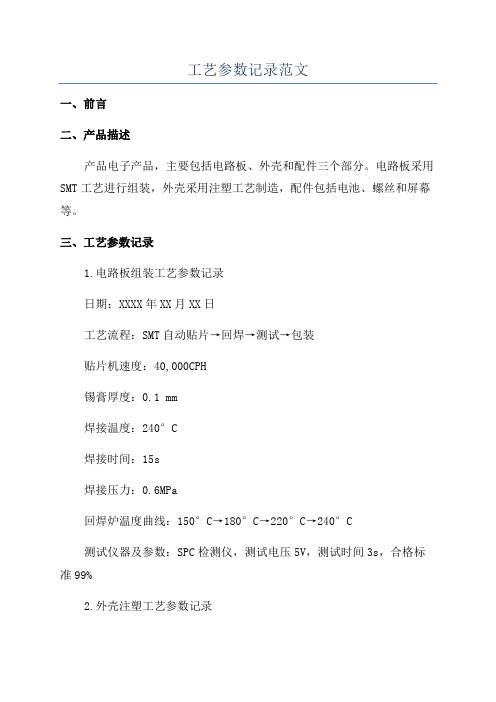
工艺参数记录范文一、前言二、产品描述产品电子产品,主要包括电路板、外壳和配件三个部分。
电路板采用SMT工艺进行组装,外壳采用注塑工艺制造,配件包括电池、螺丝和屏幕等。
三、工艺参数记录1.电路板组装工艺参数记录日期:XXXX年XX月XX日工艺流程:SMT自动贴片→回焊→测试→包装贴片机速度:40,000CPH锡膏厚度:0.1 mm焊接温度:240°C焊接时间:15s焊接压力:0.6MPa回焊炉温度曲线:150°C→180°C→220°C→240°C测试仪器及参数:SPC检测仪,测试电压5V,测试时间3s,合格标准99%2.外壳注塑工艺参数记录日期:XXXX年XX月XX日工艺流程:注塑→冷却→脱模→修边→打磨→喷漆→检测→包装注塑机型号:XXX注塑温度:200°C注塑时间:10s注塑压力:10MPa冷却时间:30s脱模方式:自动脱模修边方式:手工修边打磨方式:机械打磨喷漆方式:手动喷漆检测仪器及参数:外观检测仪,合格标准98%3.配件生产工艺参数记录日期:XXXX年XX月XX日工艺流程:制造→检测→包装电池生产设备:XXX电池类型:锂电池电池容量:2000mAh电池测试仪器及参数:电池测试仪,测试电压3.7V,测试时间5s,合格标准95%螺丝制造设备:XXX螺丝材料:不锈钢螺丝尺寸:M2.5螺丝测试仪器及参数:螺丝拉力测试仪,拉力10N,合格标准99%屏幕生产设备:XXX屏幕类型:OLED屏幕分辨率:1920×1080屏幕测试仪器及参数:屏幕测试仪,亮度 300cd/㎡,对比度 1000:1,合格标准 97%四、结论及改进建议根据以上工艺参数记录,可以得出以下结论和改进建议:1.电路板组装工艺参数可以满足生产需求,无进一步改进建议。
2.外壳注塑工艺参数有待优化,在注塑压力和注塑温度上进行调整可提高成品率。
3.配件生产工艺参数需要加强对电池和螺丝的测试和质量控制,以提高合格率。
C类工程文件表格(D

附录三C类文件一、表格说明1.总说明(1)C类表格分为工程通用表格、工程检测表格、土建工程表格、站内工艺安装工程表格、集输管道安装工程表格、球罐制造安装工程表格、锅炉安装工程表格、电气安装工程表格、自动化仪表安装工程表格、通信安装工程表格、道路桥梁工程表格和隧道工程表格12类。
(2)由于各地方建设行政管理部门对工程检测、锅炉安装、建筑工程表格样式有具体规定,为适应各地方基建行业相关要求,本手册中仅列出此3类表格的名称和编号,具体表格样式可执行工程所在地规定,或直接采用国家认可的有关机构出具的表格。
(3)由于行业特殊性,长输管道工程交工技术表格本手册未做规定。
(4)C类表格编号及工程编号填写说明。
①表格编号说明:××一××同类表格顺序号表格专业分类编码(专业分类中两个关键字各取前一个拼音字母)例如:TY-01为工程“通用”表格中的第一个表格。
②表格中工程编号填写说明。
a.工程编号由分部、子分部、分类、顺序号4组代号组成,组与组之间应用横线隔开,具体编写如下:b.属于单位工程整体管理内容的资料,编号中的分部、子分部工程代号可用“00”代替。
c.同一厂家、同一品种、同一批次的施工物资用于两个分部、子分部工程时,资料编号中的分部、子分部工程代号可按主要使用部位填写。
(5)C类表格应符合工程档案组卷要求。
除另有规定外,C类表格的纸张尺寸为A4(297mm×210mm)版面,其页边距设置为左侧30mm,上、下、右各为20mm;左边界装订,字体为标准宋体字。
(6)检验批质量验收记录执行国家、地方和行业相关质量验收规范,根据主管部门对各专业检验批表格保存方法的相关要求进行归档。
(7)针对目前油气田地面工程常见的橇装设备,应区分两种情况进行管理。
第一类为签订采购合同,整体运送到现场的橇装设备,此类橇装设备应按照1台静止(或转动)设备进行管理,填写设备整体的验收及安装的相关资料表格;第二类为签订工程施工合同,由施工单位在现场将各分散设备、管道等元件组装成橇,此类橇装设备应按照工程施工进行管理,针对橇上的每一台单独设备、管道、电气及仪表设备填写验收及安装的相关资料表格。
01维抢修设备操作手册-编制说明(2009210)xg
Sichuan to EasternChina Gas Transmission Pipeline CompanyTCQDS/SC 版本号:1A操作维护手册(共二十三卷第二十三卷)维抢修设备(共2册第1册)编制说明2009-02-20发布2009-02-21实施天然气川气东送管道分公司发布Sichuan to EasternChina Gas Transmission Pipeline Company(SEPC) Publish川气东送管道工程操作维护手册卷一普光首站(共11册)卷二梁平分输站(共10册)卷三达化末站(共10册)卷四川维末站(共10册)卷五黄金清管站(共10册)卷六利川压气站(共11册)卷七恩施清管站(共10册)卷八野三关清管站(共10册)卷九宜昌清管站(共10册)卷十枝江分输站(共10册)卷十一潜江压气站(共11册)卷十二武汉分输站(共10册)卷十三黄石分输站(共10册)卷十四黄梅分输站(共10册)卷十五安庆分输站(共10册)卷十六池州分输站(共10册)卷十七宣城分输站(共10册)卷十八十字镇分输站(共10册)卷十九湖州清管站(共10册)卷二十嘉兴分输站(共10册)卷二十一上海末站(共10册)卷二十二阀室(共3册)卷二十三维抢修中心(共2册)川气东送管道工程操作维护手册共二十三卷第二十三卷宜昌、嘉兴维抢修中心第1册编制说明第2册维抢修设备操作维护手册编制说明一、概述川气东送管道工程作为中石化内部最大的一条大口径、高压力、长距离输气管道,涉及站场多、线路长、设备复杂、技术先进。
为了确保川气东送管道工程投产顺利、运行安全、操作规范,天然气川气东送管道分公司及时组织相关技术人员与胜利工程设计咨询有限公司的设计人员共同编写了本操作维护手册。
此次编写基于工程相关设计文件,紧密围绕生产运行的核心,注重编制的实用性、针对性和可操作性,借鉴了西气东输以及陕京线的许多成熟经验,同时结合相关设备供货商的技术文件进行了提炼和融合,力求使之成为指导生产运行的基本文件。
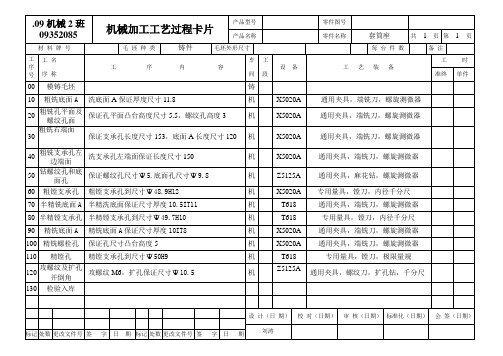
工艺卡片模板100例
车
间
工
段
设备
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
机
X5020A
通用夹具,端铣刀,螺旋测微器
30
粗铣右端面
保证支承孔长度尺寸153,底面A长度尺寸120
机
X5020A
通用夹具,端铣刀,螺旋测微器
40
粗铣支承孔左边端面
洗支承孔左端面保证长度尺寸150
机
X5020A
通用夹具,端铣刀,螺旋测微器
机
Z5125A
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
01焊缝射线检测通用工艺规程

压力容器射线检测通用工艺规程1、总则1.1、本规程规定了钢制压力容器主要受压元件的熔化焊对接接头的X射线检测技术和质量分级要求。
1.2、本规程适用于本企业的钢制压力容器制造过程中所有A、.B类焊缝的射线照相检测。
本规程规定的射线检测技术分为三级:A级一低灵敏度技术;AB级一中灵敏度术;B级一高灵敏度技术。
1.3、本规程不适用于钢制压力容器制造、安装过程中C、D类焊缝的射线照相。
2、引用标准GB11533 标准对数视力表GBZ117 工业X射线探伤放射卫生防护标准GB18871 电离辐射防护与辐射源安全基本标准GB/T19348.1无损检测工业射线照相胶片第1部分:工业射线胶片系统的分类GB/T19348.2 无损检测工业射线照相胶片第2部分:用参考值方法控制胶片处理GB/T19802 无损检测工业射线照相底片观片灯最低要求JB/T7902 射线照相用线型象质计NB/T47013.1 承压设备无损检测第1部分:通用要求NB/T47013.2 承压设备无损检测第2部分:射线检测3、一般要求3.1、射线检测人员3.1.1、从事射线检测的人员必须符合NB/T47013.1-2015的有关要求3.1.2、从事射线检测的人员上岗前应进行辐射安全知识的培训,并取得放射工作人员证。
3.1.3、从事评片的人员未经矫正或经矫正的近距视力和远距视力应不低于5.0(小数记录值为1.0),测试方法应符合GB11533的规定,应每年检查一次。
3.2、射线胶片3.2.1、A级和AB级射线检测技术应采用C5类或更高类的胶片,B级射线检测技术应采用C4类或更高类的胶片3.3、观片灯3.3.1、观片灯的主要性能应符合JB/T19802的有关规定,最大亮度应能满足评片的要求。
3.4、黑度计3.4.1、黑度计可测的最大黑度应不小于4.5,测量值的误差应不超过±0.05。
3.4.2、黑度计首次使用前应进行核查,以后至少每6个月进行一次核查。
化工设备通用标准规范汇总表
化学工业大中型装置
27 HGJ231-1991 试车工作规范
行标 0 1991.10.1
28 HGJ232-92
化学工业大中型装置 生产准备工作规范 行标 0 1992.12.1
29 HG20225-95
化工金属管道工程施 行标 修改
工及验收规范
1995.7.1
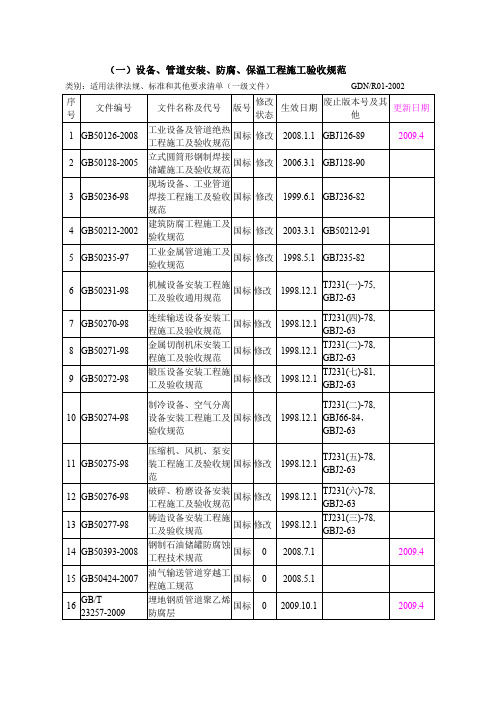
炼化建 501, 502-74
石油化工设备和管道
2009.4
立式圆筒形钢制焊接
2
GB50128-2005
国标 修改 储罐施工及验收规范
2006.3.1
GBJ128-90
3 GB50236-98
现场设备、工业管道 焊接工程施工及验收 国标 修改 1999.6.1 GBJ236-82 规范
建筑防腐工程施工及
4 GB50212-2002 验收规范
国标 修改 2003.3.1 GB50212-91
38 SH/T3510-2000 础工程施工及验收规 行标 修改 2001.3.1 SHJ510-88 范
乙烯装置裂解炉施工
39 SH/T3511-2000 技术规程
行标 修改 2000.10.1 SHJ511-89
球形储罐工程施工工
40 SH/T3512-2002
行标 修改 2003.5.1 SHJ512-90
工及验收规范
石油化工工程起重施
60 SH/T3536-2002
行标 0 2003.5.1
工规范
立式圆筒形钢制低温 61 SH/T3537-2002 储罐施工技术规程 行标 0 2003.5.1
石油化工建设工程监
62 SH/T3903-2004 理规范
行标 0 2005.4.1
63 SHT501-97
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
换热管 Heat exchange tube 内部盘管 Inside coil 内部U型管 Inside U type tube 外部盘管 Outside coil 其他 Others 规格 Specification (O.D./Th.) 螺旋管中心线直径 Spiral tube axis diameter U型管间距 U type tubes pitch mm mm mm
通用设备工艺数据表
工程名称 JOB NAME 设计阶段STAGE 专业DEPARTMENT 1 2 支撑型式 Type of Support 3 安装型式 Orientation 4 安装位置 Location 5 结构尺寸 Size 6 7 介质名称 Medium 8 介质特性 Character 9 火灾、爆炸危险性 Fire and explosion risk 10 液体密度 Liquid density 固体 Solid 11 12 混合密度 Mix. dens. 堆积密度 Stack. dens. kg/m kg/m kg/m
3
文件号或图号 SNEC DOC. NO.: Page Of A
R E V
项目号JOB NO. 项目号 GENERAL EQUIPMENT PROCESS DATA SHEET CONTINUOUS 单元号 单元号AREA 前端设计 FEED 工艺 PROCESS
设备位号EQ.NO. 设备名称EQ.NA.
3 3 3 3
文件号或图号 SNEC DOC. NO.: 项目号JOB NO. 项目号 单元号AREA 单元号 Page Of A
R E V
GENERAL EQUIPMENT PROCESS DATA SHEET 前端设计 FEED 工艺 PROCESS
设备位号EQ.NO. 设备名称EQ.NA.
设计DSGN 校核 校核CHK 审核 审核APPR 版次 版次REV 设计
是否有挡板或导流筒 Baffle or guide req.
©中国石化集团宁波工程有限公司持有国家甲级270003-sj设计证书.本文件中图样文字及数据未经本院书面允许,不得以任何方式复制或扩散至第三方。
通用设备工艺数据表续表
工程名称 JOB NAME 设计阶段STAGE 专业DEPARTMENT 1 2 筒体 Shell 3 内件 Internals 4 支腿 Legs 5 6 7 材料名称 Insulation material 8 材料容重 Bulk weight 9 厚度 Thickness 10 11 12 热处理 Heat treatment 13 晶间腐蚀试验 Intergranular corrosion test 14 表面处理 Surface treatment 15 容器类别 Service classification 16 17 18 设备净质量 Net weight 19 壳体材料质量 Shell weight 21 22 注释 Notes: 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 kg kg 容器估计质量 ESTIMATE WEIGHT kg/m mm
3 3 2
支耳 Brackets 室外 Outdoor 室外 Outdoor
设备台数 Quantity Req. 备用台数 Standby 设备型式 Equipment type
Φ( mm/mm )×L( mm )
工艺数据及设计参数 PROCESS DATA AND DESIGN PARAMEห้องสมุดไป่ตู้ER
夹套筒规格 (O.D./Th.) Jacket barrel specification 半圆管规格 (O.D./Th.) Half pipe specification
mm mm
搅拌器要求 AGITATOR REQUIREMENT 叶轮型式 Impeller type | 材料 Material 叶轮数量 Impeller num. | 直径 Dia. 叶轮转速 Rotate speed mm rpm/min
13 气体密度 Gas density 14 介质粘度 Viscosity 15 凝固点 Solidifying point 16 PH值 PH value 17 18 19 20 操作条件 Op. cond. 21 22 23 24 25 26 操作温度 Op. temp.
kg/m mPa s ℃
基本参数 BASIC PARAMETERS 支腿 Legs 室内 Indoor 室内 Indoor × 设计温度 Des.temp. 设计压力 Des.pres. 事故真空压力 Emer. vac. pres. 全容积 Total volume 操作容积 Operation volume 设计参数 Design parameter 换热面积 Exchange surface 填料类型 Packing type 是否设除沫器 Demister 是否设防冲挡板 Impingement plate 是否设防涡器 Vortex breaker 最高液位 Max. liquid level 最低液位 Min. liquid level 腐蚀裕量 Corrosion allowance 电压 Voltage 频率 Frequency 密封型式 Seal method 防爆等级或要求 Explosion-proof 防护级别 Protection class 设备换热要求 HEAT EXCHANGE REQUIREMENT 换热介质密度 Heat ex. Med. den. 换热介质压力 Pressure 操作值 Op. 设计值 Des. 套筒 Barrel 设计要求 Design requirement 型式 Jacket type 半圆管 Half pipe 其他 Others 操作值 Op. 设计值 Des. ℃ ℃ kg/m3 MPa(g) MPa(g) 夹套 Jacket mm mm mm V Hz ℃ MPa(g) MPa(g) m m m
最大 Max. ℃ 正常 Nor. 最小 Min. 最大 Max. MPa(G) 正常 Nor. 最小 Min.
衬里防腐要求 Liner anticorrosive req.
操作压力 Op. press.
27 换热介质 Heat exchange medium 28 换热介质温度 29 Temperature 30 31 32 33 34 35 36 37 38 39 40 41 42 搅拌器Agitator 型式 Type | 型号 Model 43 高度 Hei. | 总重量 Gross Wei. 44 轴长度 Shaft len. | 直径 Dia. 45 电机功率 Power 46 47 注释 Notes: 48 49 50 51 52 53 54 55 56 57 58 mm|kg mm|mm Kw 设计要求 Design requirement 型式 Tube type
容器制造要求 MANUFACTURE REQUIREMENTS
内件材料质量 Internals Weight 支撑材料质量 Supports weight
kg kg
20 特殊材料质量 Special meterial weight kg
©中国石化集团宁波工程有限公司持有国家甲级270003-sj设计证书.本文件中图样文字及数据未经本院书面允许,不得以任何方式复制或扩散至第三方。
设计DSGN 校核 校核CHK 审核 审核APPR 版次 版次REV 设计
设备材质 MATERIAL GROUP 封头 Head 填料 Packing 支耳 Brackets 容器保温(冷)或防护要求 INSULATION REQUIREMENT 保护层材料名称 Metal jacketing 保护层厚度 Thickness of jacket mm