压力容器外观及几何尺寸检验标准
钢制压力容器检验规程

1 范围
本规程规定了本公司一、二类钢制压力容器制造过程中的质量检验内容、依据、方法及检测率。
钢制常压容器参照本规程执行。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
《压力容器安全技术监察规程》
GB150 《钢制压力容器》
GB151 《管壳式换热器》
Q/AXL SY 《压力容器产品质量手册》
压力容器《程序文件》
检验规程
3.1材料
3.2焊接材料
3.3锻件
3.4螺柱、螺栓
3.5封头
3.6冷作(筒节)
3.8补强圈
3.11支座
3.14焊前检验
3.16焊后
3.17焊缝无损检测
3.18焊缝返修
3.20热处理
3.21耐压试验
3.22气压试验
3
3.24表面处理(油漆)
3.25产品总检。
压力容器制造中常用检验样板使用及管理内容
压力容器制造中常用检验样板使用及管理内容发布时间:2021-10-09T08:59:53.927Z 来源:《工程建设标准化》2021年14期作者:张晓晨[导读] 压力容器检验尺样板无依据的国家检定规程和标准文件,无法进行标准使用,张晓晨中国石油天然气第一建设有限公司 471023引言:压力容器检验尺样板无依据的国家检定规程和标准文件,无法进行标准使用,无法溯源至国家基准。
为解决检验尺如何规范使用问题,研究编写了压力容器检验尺具体使用方式和制作要求,以方便指导现场检验样板的使用工作。
一、压力容器检验用检具制作技术要求(1)外观:新制造的专用样板工作面不应有锈蚀、毛刺、碰伤等影响质量的外观缺陷。
其它表面不应有锈蚀和裂纹。
使用中的专用样板允许有不影响使用的外观缺陷。
(2)表面粗糙度:样板接触检验面的表面粗糙度Ra值应不大于1. 6μm。
(3)高度和宽度:根据不同类型不同尺寸容器设定高度和宽度。
(4)样板使用前校准:外观、样板的表面粗糙度表面、样板高度、样板宽度和样板工作角,校准标准需要满足焊接专用尺校准方案。
二、压力容器的形状和几何尺寸检验用检具在压力容器制造现场,检验人员需要按照设计图样和技术要求,对压力容器及零部件的形状和几何尺寸进行检验。
压力容器及零部件的形状和几何尺寸必须满足设计图样、技术条件和现行相关标准的要求。
因此,压力容器及零部件的形状和几何尺寸检验是压力容器产品制造检验过程的一个重要内容。
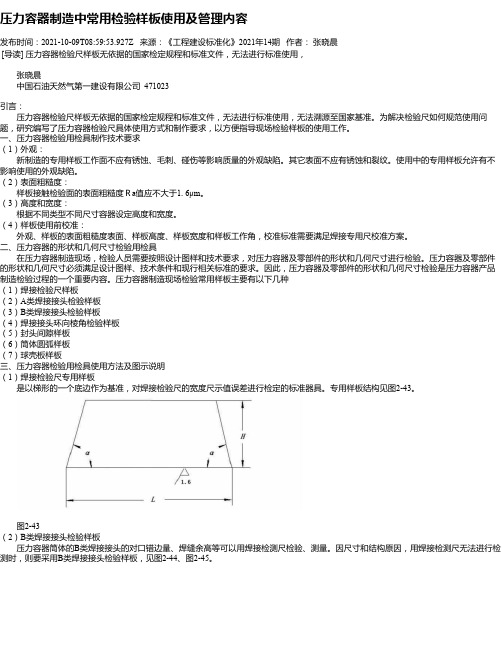
压力容器制造现场检验常用样板主要有以下几种(1)焊接检验尺样板(2)A类焊接接头检验样板(3)B类焊接接头检验样板(4)焊接接头环向棱角检验样板(5)封头间隙样板(6)筒体圆弧样板(7)球壳板样板三、压力容器检验用检具使用方法及图示说明(1)焊接检验尺专用样板是以梯形的一个底边作为基准,对焊接检验尺的宽度尺示值误差进行检定的标准器具。
专用样板结构见图2-43。
图2-43(2)B类焊接接头检验样板压力容器筒体的B类焊接接头的对口错边量、焊缝余高等可以用焊接检测尺检验、测量。
简单压力容器产品安全性能监督检验细则(5篇)
简单压力容器产品安全性能监督检验细则1总则1.1目的:为认真贯彻执行《特种设备安全监察条例》的规定和要求,确保简单压力容器产品安全性能和监督检验工作的质量,特制定本检验细则。
1.2适用范围:本检验细则适用于本院负责的在《简单压力容器安全技术监察规程》范围内的简单压力容器产品的安全性能监督检验任务。
2检验依据2.1国家管理部门法规:(1)《特种设备安全监察条例》;(2)国家质检总局《简单压力容器安全技术监察规程》(以下简称《简容规》);(3)国家质量监督检验检疫总局令第____号《锅炉压力容器制造监督管理办法》;(4)国质检锅[____]____号附件1《锅炉压力容器制造许可条件》(以下简称《许可条件》);(5)相关国家标准、行业标准和安全技术规范。
(6)山东省特检院《压力容器产品安全性能监督检验细则》2.2境内接受简单压力容器产品安全性能监督检验的制造企业(以下简称受检企业)制造的简单压力容器产品安全性能监督检验(以下简称监检)应以我国现行的有关标准、技术条件以及设计图样为依据(不包括出口压力容器)。
2.3进出口简单压力容器产品:(1)进口监检一般要求不得低于我国现行规范、标准,如果产品依据的国外规范、标准高于我国现行规范、标准,应该同时满足相应的国外规范、标准。
(2)出口产品的监检可依据国外的规范、标准或合约要求。
3检验前准备3.1检验时机3.1.1监检是在受检企业质量检验(以下简称自检)合格的基础上,对简单压力容器产品安全性能进行的监督验证。
3.1.2监检应当在简单压力容器制造现场,且在制造过程中进行。
对实施监检的简单压力容器产品,必须按台或按批进行产品安全性能监督检验。
3.1.3境外企业制造的简单压力容器产品,如未安排或因故不宜进行制造过程监检的,在设备到岸后,必须进行安全性能检验。
3.2现场条件3.2.1监督检验人员进行工作前应对现场安全准备情况是否符合有关规定进行确认;3.2.2受检企业应当确定监检联络人员,需要监检员到场监检的项目,受检企业应当提前通知监检员,监检员应当按时到场;3.2.3受检企业应当提前向监检项目组提供与监检工作有关的下列文件、资料:(1)质量体系文件(包括质量手册、程序文件、管理制度、各责任人员的任免文件、质量信息反馈资料等);(2)从事简单压力容器焊接的持证焊工名单(列出持证项目、有效期、焊工钢印等)一览表;(3)从事简单压力容器质量检验的人员名单一览表;(4)从事无损检测人员名单(列出持证项目、级别、有效期等)一览表;(5)简单压力容器的设计资料,工艺文件、型式试验报告和检验资料,以及焊接工艺评定一览表;(6)简单压力容器产品的组批生产计划。
压力容器验收标准讲解

新建装置压力容器设备验收标准设备到货及安装检验标准一、立式或卧式容器类设备的整体就位安装质量检验(一)设备到货的验收1、检查设备技术文件1.1检查设备是否有竣工图、压力容器产品质量监督检验证书及产品质量证书。
1.2产品质量证书应包括:产品合格证、容器特性、主要零部件材料的化学成份和力学性能、容器热处理状态与禁焊等特殊说明、无损探伤检查结果、焊接质量检查结果、压力试验与气密试验结果、与设计图样不符项目。
1.3对照竣工图与产品质量证书,检查设备本体及主要零部件是否与设计一致。
1.4检查各管口是否配齐配对法兰、螺栓、垫片。
1.5检查设备本体上是否安装设备铭牌。
铭牌上应包括:制造单位名称和制造许可证号码、压力容器名称和产品编号、设计压力、温度及介质、最高工作压力和最大允许工作压力、压力容器类别和监检标记、压力容器净重和制造日期、试验压力。
1.6检查是否有装箱清单,根据竣工图和装箱清单清点验收以下各项:清点箱数、箱号及检查包装情况;核对设备名称、型号及规格;检查接管的规格、方位及数量;核对设备备件、附件的规格尺寸、型号及数量。
注意:必须将所有技术文件收集、保管好,这是设备档案的一部分,压力容器取证也需要这些资料2、检查设备本体2.1检查设备本体的表面质量:设备表面无明显损伤和凹凸不平,接管、法兰及其它焊接件无明显歪斜,法兰密封面无损伤,工夹具的焊疤应清除干净。
2.2设备本体按规定进行刷漆防腐,质量合格。
2.3设备焊缝检查:无十字焊缝、拼接缝应按规定布置和错口,管口应避开焊缝。
焊缝表面不得咬边(深度≤0.5mm,长度≤10%焊缝长度且≤100mm)、裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣等缺陷。
焊缝与母材应圆滑过渡;角焊缝或搭接焊缝焊角高度应等于较薄件厚度。
焊缝余高<4mm。
2.4设备本体平直,无弯曲、扭曲。
2.5设备开盖检查:内构件齐全如:进料分配管、出口防涡旋器、破沫网安装符合要求;焊缝错边量<3mm;内构件支承圈水平度:直径小于等于φ1600≤3mm,直径小于等于φ3200≤4mm;内构件安装水平度:直径小于等于φ1600≤3mm,直径小于等于φ3200≤5mm;不锈钢内构件表面进行酸洗钝化;器内无杂物,各开口通畅。
压力容器外观几何尺寸检验标准

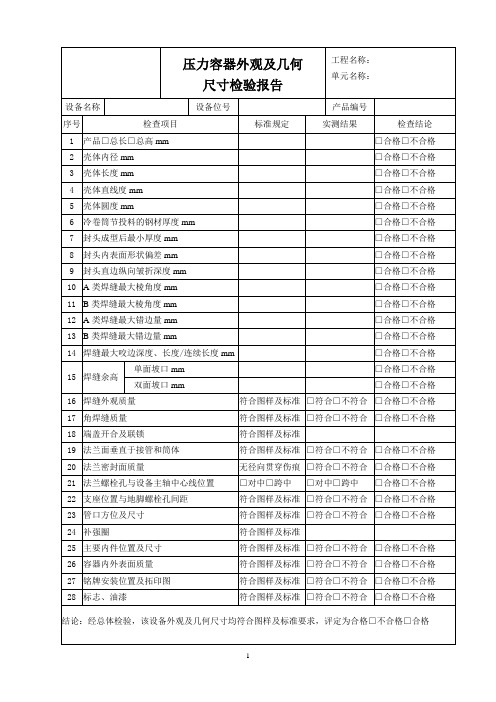
压力容器外观几何尺寸检验标准序号检验项目标准规定1 壳体直线度 mm ≤1H/1000 (H为壳体长度)2 壳体圆度(最大内径与最小内径之差) mm ≤1%Di且≤25mm (Di为内径)3 容器总长允许偏差1L/1000,且≤50mm。
(总长≤5000,则偏差≤5)(L为容器总长)4 冷卷筒节投料的钢材厚度 mmsδ5 封头成型后最小厚度 mm ≮0.9sδ6 封头内表面形状偏差 mm ≤1.25%Di7 封头直边纵向皱折深度 mm ≤1.58 封头的对口错边量b不得大于钢材厚度sδ的10%,且不大于1.5mm。
拼接复合钢板的对口错边量b不大于钢板复层厚度的30%,且不大于1.0mm。
9 封头直边高度h倾斜度向外向内25 ≤1.5 ≤1.040 ≤2.5 ≤1.5其他6%h,且不大于5 4%h,且不大于310 A类焊缝最大棱角度 mm ≤sδ/10+2且≯511 B类焊缝最大棱角度 mm ≤sδ/10+2且≯512 A、B类焊缝最大错边量 mmA类B类≤12 ≤1/4sδ≤1/4sδ>12~20 ≤3 ≤1/4sδ>20~40≤3 ≤5>40~50≤3 ≤1/8sδ>50 ≤1/16sδ且≤10 ≤1/8sδ且≤2013 焊缝余高标准抗拉强度下限值bδ>540MPa的钢材以及Cr-Mo低合金钢材其他钢材单面坡口双面坡口单面坡口双面坡口e1 e2 e1 e2 e1 e2 e1 e20~10%sδ且≤3≤1.50~10%1δ且≤30~10%2δ且≤30~15%sδ且≤4≤1.50~15%1δ且≤40~15%2δ且≤414 C、D类接头焊角,取焊件中较薄者厚度。
补强圈的焊角,当其厚度≥8mm时,焊角等于补强圈厚度的70%,且≥8mm。
15 标准抗拉强度下限值sδ>540MPa的钢材以及Cr-Mo低合金钢材和不锈钢制造的容器以及焊接接头系数Φ取为1的容器,其焊缝表面不得有咬边。
其他容器咬边深度≤0.5mm,咬边连续长度≤100mm,焊缝两侧咬边总长不得超过该焊缝长度的10%。
最新压力容器外观及几何尺寸检验报告(GB151)

产品质量证明书CERTIFICATE OF THE PRODUCT QUALITY产品编号Product No.:设备位号Item No. :产品名称Product Name:制造日期年月Date of Manufacture:厂名英文厂名产品质量证明书目录Contents1.产品合格证Certificate of Compliance2.产品技术特性Technical Characteristic of Product3.产品主要受压元件使用材料一览表Material of Main Pressure Parts of the Product4.产品焊接试板力学和弯曲性能检验报告Mechanical Properties and Bend Test Report for the Welding Test Plate ofProduct5.压力容器外观及几何尺寸检验报告Visual and Geometric Dimensions Examination Report of the Pressure Vessel 6.焊缝射线检测报告Radiographic Examination Report for Welds7.焊缝射线检测底片评定表Radiographic Examination Film Interpretation Sheet of Welds8.焊缝超声检测报告Ultrasonic Examination Report for Welds9.渗透检测报告Liquid Penetrate Examination Report10.磁粉检测报告Magnetic Particle Examination Report11.热处理检验报告Heat Treatment Examination Report12.压力试验检验报告Pressure Test Report13.钢板锻件超声波检测报告Ultrasonic Examination Report for Steel Plate and Forging压力容器外观及几何尺寸检验报告Visual and Geometric Dimensions Examination Report of the Pressure Vessel 产品编号(Product No:)。
压力容器制造和检验具体要求

压客容器制造和检验具体要求材料复验要求1 对于下列材料进行复验:a)采购的第Ⅲ类压力容器用Ⅳ级锻造;b)不能确定质量证明书真实性或者对性能和化学成分有怀疑的主要受压元件材料;c)用于制造主要受压元件的境外材料;d)用于制造主要受压元件的奥氏体型不锈钢开平板e)设计文件要求进行复验的材料。
2 奥氏体型不锈钢开平板应按批号复验力学性能(整卷使用者,应在开平操作后,分别在板卷的头部、中部和尾部所对应的开平板上各截取一组复验试样;非整卷使用者,应在开平板的端部截取一组复验试样);对于上述a)、b)、c)、e)要求复验的情况,应按炉号复验化学成分,按批号复验力学性能。
3 材料复验结果应符合相应材料标准的规定或设计文件的要求。
4 低温容器焊条应按批进行药皮含水量或熔敷金属扩散氢含量的复验,其检验方法按相应的焊条标准或设计文件.母材热处理试件1制备母材热处理试件条件凡符合以下条件之一者,应制备母材热处理试件:a)当要求材料的使用热处理状态与供货热处理状态一致时,在制造过程中若改变了供货的热处理状态,需要重新进行热处理的;b)在制造过程中,需要采用热处理改善材料力学性能的;c)冷成形或温成形的受压元件,成形后需要通过热处理恢复材料性能的。
2制备母材热处理试件与试样的要求2.1母材热处理试件与母材同炉进行热处理,当无法同炉时,应模拟与母材相同的热处理状态;2.2试件的尺寸可参照NB/T47016的要求确定,母材热处理试件切取拉伸试样1个,冷弯试样1个,冲击试样3个;3试样检验与评定试件的拉伸、冷弯和冲击试验分别按GB/T228、GB/T-232和GB/T229的规定进行,并按GB150.2和设计文件要求进行评定;当试样评定结果不能满足要求时,允许重新取样进行复验,如复验结果仍达不到要求,则该试件所代表的母材判为不合格;成形受压元件的恢复性能热处理1钢板冷成形受压元件,当符合下列a) ~e) 中任意条件之一,且变形率超过下表的范围,应于成形后进行相应热处理恢复材料的性能。
《压力容器监督检验规则》(TSG R7004—2013)

《压力容器监督检验规则》(TSG R7004—2013)江苏省特种设备安全监督检验研究院缪春生2014年3月目录一、背景资料二、修订原则三、主要变化四、条文释义五、附件说明六、展望一、背景资料1.压力容器的高参数、大型化的发展趋势和安全监察理念的变化,对压力容器的本质安全要求提高了,项目表的形式难以体现监检内容。
——高强度材料使用对安全性能的影响;——新技术、新结构的使用。
2.相关安全技术规范的修改,对监检工作提出了更高要求——安全技术规范对安全要求的提高(如安全系数降低带来的变化)——《固容规》要求对焊接工艺评定过程进行监检3.监检现状与责任追究的双重压力,取消过于刚性的要求,明确监检内容的呼声。
——监检方式的讨论,驻厂吗?人员能力要求提高——现象分析,如假的材料质量证明书的讨论落地拨高二、修订原则1.适应相关法律法规标准及安全技术规范的原则2.坚持监督检验属于法定检验的原则3.强调企业是产品质量的主体责任者原则4.基于产品质量计划(或检验计划)确定监检项目的原则5.提高监督检验有效性、可操作性原则6.质量保证体系实施状况监控常态化原则7.方便企业、服务企业发展的原则8.兼顾国际发展,具有中国特色的原则三、主要变化1.总体结构变化分为两个层次,即:正文和附件。
第一章:总则第二章:通用要求第三章:制造监检基本要求第四章:安装、改造和修理监检基本要求第五章:附则附件包括了非金属容器、医用氧舱、储气井、进口容器、批量制造、质量体系评价要求和表格。
(简要说明为什么列这些附件)三、主要变化2. 理念变化—引入符合性验证(评定)的理念,监检是符合性验证过程,职责讨论:交警与代驾—采用在质量计划中确定监督检验项目的方法替代项目表—“A类、B类”两种监检方式修改为“A类、B类、C类”三种方式—质量体系实施情况抽查方式的变化三、主要变化3. 适用范围及相应内容的增加—增加:压力容器安装、修理改造监督检验;—增加:地下储气井、进口压力容器、批量制造监督检验;—增加了“采用新材料、新技术、新工艺”的监督检验要求;(第二十三条、第二十五条)—增加了“材料标记移植、组对与装配、焊接过程”等现场监督检验项目(B类)—增加了现场热处理的监检要求(第三十九条)三、主要变化4. 调整或者细化明确部分监检要求—修订将“设计图样的审查”修改为“设计文件的审查”,并明确设计文件审查的监检内容;—修改了焊接产品试件、热处理试件的监督检验要求,强调了对试件的现场检查;—修改了无损检测的监检要求—修改“安全附件”的监督检验项目修改为“安全泄放装置”—修改焊接、外观及几何尺寸、耐压试验、泄漏试验和出厂资料审查的监检要求。
压力容器外观及几何尺寸检验报告
□符合□不符合
□合格□不合格
21
法兰螺栓孔与设备主轴中心线位置
□对中□跨中
□对中□跨中
□合格□不合格
22
支座位置与地脚螺栓孔间距
符合图样及标准
□符合□不符合
□合格□不合格
23
管口方位及尺寸
符合图样及标准
□符合□不符合
□合格□不合格
24
补强圈
符合图样及标准
25
主要内件位置及尺寸
符合图样及标准
年月日
质量责任师:
年月日
□合格□不合格
15
焊缝余高
单面坡口mm
□合格□不合格
双面坡口mm
பைடு நூலகம்□合格□不合格
16
焊缝外观质量
符合图样及标准
□符合□不符合
□合格□不合格
17
角焊缝质量
符合图样及标准
□符合□不符合
□合格□不合格
18
端盖开合及联锁
符合图样及标准
19
法兰面垂直于接管和筒体
符合图样及标准
□符合□不符合
□合格□不合格
20
法兰密封面质量
压力容器外观及几何
尺寸检验报告
工程名称:
单元名称:
设备名称
设备位号
产品编号
序号
检查项目
标准规定
实测结果
检查结论
1
产品□总长□总高mm
□合格□不合格
2
壳体内径mm
□合格□不合格
3
壳体长度mm
□合格□不合格
4
壳体直线度mm
□合格□不合格
5
壳体圆度mm
□合格□不合格
压力容器质量检验的技术要求及方法

压力容器质量检验的技术要求及方法发布时间:2022-11-11T09:17:55.269Z 来源:《新型城镇化》2022年21期作者:陈旭[导读] 压力容器是特种设备中一种承压设备,与人们的生产生活息息相关,广泛应用在石油炼化、钢铁冶炼以及化工行业中,直接关系国家经济的发展与社会的稳定。
压力容器一旦失效就会引发事故,造成巨大的危害,因此,压力容器的质量检验、安全使用管理都有着重要的意义。
徐州燃烧控制研究院有限公司 221000摘要:压力容器是特种设备中一种承压设备,与人们的生产生活息息相关,广泛应用在石油炼化、钢铁冶炼以及化工行业中,直接关系国家经济的发展与社会的稳定。
压力容器一旦失效就会引发事故,造成巨大的危害,因此,压力容器的质量检验、安全使用管理都有着重要的意义。
关键词:压力容器;质量检验方法;常见问题;解决方法1压力容器检验方法分析1.1常规检验首先对压力容器的外观、结构、几何尺寸进行目视检查,查看其是否满足安全使用需求,通常情况下根据目测观测压力容器母材本体、纵环焊缝、开孔接管角焊缝等部位的表明及邻近区域有无裂缝、泄漏等缺陷;压力容器内外表明的腐蚀情况有无机械损伤;压力容器结构及焊缝布置的保温层有无泄漏等情况。
此方法是当前最直观、简便以及快速的方法之一,能够迅速了解压力容器的大概情况,为下步各分项检查提供依据。
1.2无损检测无损检测是在不损坏受检设备的情况下,通过运用化学仪器及先进技术对设备实施检测,能检测出设备的表面与埋藏的缺陷,还能够对缺陷进行定位、定性与定量,广泛应用在压力容器检验工作中,由于其自身的特点及对缺陷检出的受限条件,在现场压力容器检验工作中常采用两种或两种以上的方法,对检出缺陷进行进一步的验证,以此提高缺陷检出率的准确性,进而达到降低事故率,消除安全隐患。
2现状及问题分析2.1日常漏洞作为空气储气罐移动性比将大,常常随工地施工结束后便移装到另一个工地,时间长的则几年短的则几个月。
压力容器标准
2. 中国压力容器标准与ASME规范的区别中国压力容器体系有以GB150《钢制压力容器》为代表的技术标准和以《压力容器安全技术监察规程》为代表的安全监察法规组成。
压力容器设计、制造、安装、使用、检验、修理和改造的全过程都同时执行技术标准和安全监察法规,二者相辅相成,构成中国压力容器标准的完整体系,确保压力容器产品的安全。
中国压力容器标准主要是政府牵头,由设计、制造等单位参与起草、修订,最后由政府颁布,是强制性技术标准、法规,具有法律效用。
ASME规范是由制造厂、用户、保险商等单位参与,属于行业协会颁布的标准,只有在地方政府的安全监督部门以法律形式认可情况下才能成为法定的控制产品质量的技术法规。
中国压力容器标准在编制和修订过程中主要参照了ASME,同时还借鉴了其它发达国家的压力容器标准,如BS 5500等。
中国压力容器标准中大部分要求与ASME规范相一致,部分虽与ASME规范要求不一致,但要求更加严格,其主要区别见表2:表2:中国压力容器标准与ASME的主要区别3. 结论从以上比较看,可以得出如下结论:1) 在技术上和体系上中国压力容器标准和ASME规范有极大部分是类似或相同的,而且均是成熟的技术和控制方法;2) 不同部分主要是不同国家的历史习惯和国家状况所造成的,但均能保证产品的安全性;3) 从设备硬件和体系、人员软件上看,中国压力容器标准比ASME规范的要求更加严格、具体;而ASME则主要是由厂家根据规范要求自行制定内部控制要求。
4) 从整个生产过程控制看,中国压力容器标准的监控比ASME规范的要求更加严格、具体;5) 中国压力容器标准未获得如同ASME一样具有众多国家认可的根本原因是由于中国缺乏对外宣传和交流,但此现状已在逐步改变。
如出版英文标准,加强对外宣传等等。
6) 中国压力容器管理机构正在和ASME协会进行协商互认工作。
附件一:中国压力容器标准发展历史GB150《钢制压力容器》和《压力容器安全技术监察规程》是中国压力容器标准的代表。
压力容器外观及几何尺寸检验标准

按 GB150《压力容器》7.3.1 规定 A、B 类接头焊缝的余高 e1、e2 按下 表规定;
标准抗拉强度下限值 Rm≥540MPa 的钢材及 Cr-Mo 低合金钢材
其他钢材
单面坡口
双面坡口
单面坡口 双面坡口
e1
e2
e1
e2
e1
e2
e1
e2
13
焊缝余高
0~ 0~
10%δS 且≤3
1.5
0~ 10%δ1 且≤3
a)有热处理要求的螺柱,其试样与试验按 GB150.2-2011 的相关规定;
b)螺母毛胚热处理后应做硬度试验;
c)螺柱应按 JB/T4730 进行表面检测,Ⅰ级合格;
22
支座位置及地 脚螺栓孔间距
按 GB150《压力容器》10.2.4.7 规定直立容器的底座圈、底板上地脚 螺栓通孔应均布,中心圆直径允差、相邻两孔弦长允差和任意两孔弦长 允差均≯±3;
实用文档
15 角焊缝质量
16 焊缝布局要求
端盖开合及联 17 锁
法兰面垂直于 18 接管或筒体 19 法兰密封面质量
法兰螺栓孔与 20 设 备 主 轴 中 心
线位置
检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、
夹渣和飞溅物;焊缝与母材应圆滑过度;角焊缝的外形应凹形圆滑过渡;
按 GB150《压力容器》7.3.2 规定 C、D 类接头的焊脚尺寸,在图纸无规
封头内表面形 8 状偏差 mm
封头直边纵向 9 皱折深度 mm
检查壳体的圆度; a) 壳体同一断面上最大内径
与最小内径之差应≯1%Di (对锻焊容器为 1‰), 且≯25; b)当被检断面与开孔中心的 距离小于开孔直径时,则该 断面上最大内径与最小内径 壳体同一断面上最大内径与最小内径之差
压力容器外观及几何尺寸允许偏差

压力容器外观及几何尺寸控制规定序号检查项目标准规定1产品□总长□总高mm卧式容器按总长,立式容器按总高。
2壳体内径mm 按GB/T151-2014《热交换器》8.2.1规定圆筒内直径允许偏差。
a)用板材卷制时,内直径允许偏差可通过外圆周长加以控制,其外圆周长允许上偏差为10;下偏差为0。
b)用钢管作圆筒时,其尺寸允许偏差应符合相应管子的标准要求。
3壳体长度mm 按GB150-2011《压力容器》10.2.4.5规定筒节长度应≤300。
组装时,相邻筒节A类接头焊缝中心线间外圆弧长以及封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应>钢材厚度δ的3倍,且≤100。
4壳体直线度mm 按GB150-2011《压力容器》6.5.4规定除图样另有规定外,壳体直线度允差应≯壳体长度的1‰。
当直立容器的壳体长度>30m时,其壳体直线度允差应≥(0.5L/1000)+15。
注:壳体直线度检查是通过中心线的水平和垂直面,即沿圆周0°、90°、180°、270°四个部位进行测量。
测量位置与筒体纵向接头焊缝中心线的距离≤100。
当壳体厚度不同时,计算直线度时应减去厚度差。
按NB/T47041-2014《塔式容器》表16中的第二条直线度允差。
a)任意3000长度筒体直线度偏差≤3;b)圆筒总长度L≤30000时,总偏差≤L‰;L>30000时,总偏差≤0.5 L‰+15按GB/T151-2014《热交换器》8.2.3规定圆筒直线度允许偏差为≤L‰,且:当L≤6000时,其值≥4.5;L>6000时,其值≥8。
5壳体圆度mm 按GB150-2011《压力容器》6.5.10规定承受内压的容器组装完成后,按要求检查壳体的圆度。
a)壳体同一断面上最大内径与最小内径之差应≯1%Di(对锻焊容器为1‰),且≯25;b)当被检断面与开孔中心的距离小于开孔直径时,则该断面上最大内径与最小内径之差应≯1%Di(对锻焊容器为1‰)与开孔直径的2%之和,且≯25。
压力容器产品安全质量监督检验规则(最新版)

压力容器产品安全质量监督检验规则(最新版)Safety management is an important part of production management. Safety and production are inthe implementation process( 安全管理 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改压力容器产品安全质量监督检验规则(最新版)第一章总则第一条根据《锅炉压力容器安全监察暂行条例》及其实施细则的要求,为了加强压力容器安全质量监督检验工作,统一监督检验(以下简称监检)内容和要求,保证监检质量,特制定本规则。
第二条本规则适用于按《压力容器安全技术监察规程》适用范围制造(含现场组焊,下同)的压力容器产品和液化气体汽车槽车、液化气体铁路罐车的槽、罐体部分安全质量的监检。
接受监检的单位(以下简称受检单位),必须持有劳动部门颁发的《压力容器制造许可证》。
第三条监检工作应在压力容器制造现场,且在制造过程中进行。
监检是在受检单位质量检验(以下简称自检)合格的基础上,对压力容器安全质量进行的监督验证。
监检不能代替受检单位的自检。
监检单位应对所承担的监检工作质量负责。
第四条监检的依据是《压力容器安全技术监察规程》、《液化石油气汽车槽车安全管理规定》和《液化气体铁路罐车安全管理规程》,现行的有关标准、技术条件,以及设计图样。
第五条监检内容包括对压力容器制造过程中涉及安全质量的项目进行监检和对受检单位压力容器产品质量管理体系运转情况的检查。
第六条在监检过程中,受检单位与监检单位发生争议时,应提请受检产品所在地的地市级劳动部门处理。
必要时,可报请上级劳动部门仲裁。
第二章监检项目和方法第七条压力容器产品安全质量监检项目和要求见附件l《压力容器安全质量监督检验项目表》(以下简称《监检项目表》)和《压力容器安全质量监督检验项目表说明》(以下简称《监检项目表说明》);对质量管理体系的运转情况应进行经常性检查,并按附件2《质量管理体系运转情况检查项目表》(以下简称《检查项目表》),每6个月向地市级和省级劳动部门锅炉压力容器安全监察机构填报一次,填报的具体要求,由省级劳动部门确定。
进出口压力容器安全性能监督检验细则

进出口压力容器安全性能监督检验细则一、总则1.1 为了加强对进出口压力容器安全性能的监督管理,确保人民群众生命财产安全,依据《中华人民共和国特种设备安全法》、《中华人民共和国进出口商品检验法》等法律法规,制定本细则。
1.2 本细则适用于进出口压力容器的安全性能监督检验工作。
1.3 进出口压力容器安全性能监督检验工作应当遵循公正、公平、公开、严谨、高效的原则。
二、检验机构2.1 进出口压力容器安全性能监督检验由国务院特种设备安全监督管理部门指定的检验机构负责。
2.2 检验机构应当具备相应的资质,拥有专业的人员、设备和检测手段,能够独立承担法律责任。
三、检验内容3.1 进出口压力容器安全性能监督检验内容包括:图样审查、材料检验、焊接、外观和几何尺寸、无损检测、热处理、耐压试验、安全附件、泄漏检测、出厂文件、产品铭牌等。
3.2 图样审查:检验机构应当对进出口压力容器的图样进行审查,确保图样符合国家法律法规、标准和规定的要求。
3.3 材料检验:检验机构应当对进出口压力容器所使用的材料进行检验,确保材料符合国家法律法规、标准和规定的要求。
3.4 焊接:检验机构应当对进出口压力容器的焊接质量进行检验,确保焊接质量符合国家法律法规、标准和规定的要求。
3.5 外观和几何尺寸:检验机构应当对进出口压力容器的外观和几何尺寸进行检验,确保其符合国家法律法规、标准和规定的要求。
3.6 无损检测:检验机构应当对进出口压力容器进行无损检测,确保其符合国家法律法规、标准和规定的要求。
3.7 热处理:检验机构应当对进出口压力容器进行热处理,确保其符合国家法律法规、标准和规定的要求。
3.8 耐压试验:检验机构应当对进出口压力容器进行耐压试验,确保其在规定的工作压力下安全可靠。
3.9 安全附件:检验机构应当对进出口压力容器的安全附件进行检验,确保其符合国家法律法规、标准和规定的要求。
3.10 泄漏检测:检验机构应当对进出口压力容器进行泄漏检测,确保其无泄漏现象。
压力容器外观及几何尺寸检验报告
压力容器外观及几何尺寸检验报告一、引言压力容器是指在使用中承受内外压力的器皿,常见于石化、食品、医药等工业领域。
为确保其工作安全可靠,必须进行外观及几何尺寸检验。
本报告将对压力容器的外观及几何尺寸进行检验。
二、检验目的1.确保压力容器的外观符合设计或制造标准要求;2.检查几何尺寸是否符合设计要求,保证容器结构稳定。
三、检验内容及方法1.外观检验外观检验主要包括容器表面是否存在严重的腐蚀、凹陷、裂纹等缺陷,以及涂层是否完整。
检验方法为目视检查和测量。
2.尺寸检验尺寸检验主要包括容器的内外直径、高度、壁厚等尺寸是否符合设计要求。
检验方法为使用测量工具进行测量。
四、检验过程及结果1.外观检验检验过程:(1)检查容器表面是否存在明显的腐蚀、凹陷、裂纹等缺陷;(2)检查容器涂层是否完整。
检验结果:经过外观检验,容器表面未发现明显的腐蚀、凹陷、裂纹等缺陷,涂层完整。
2.尺寸检验检验过程:(1)使用卡尺对容器的内外直径进行测量;(2)使用壁厚测厚仪对容器的壁厚进行测量。
检验结果:经过尺寸检验,容器的内外直径、高度、壁厚均符合设计要求。
五、结论与建议经过外观及几何尺寸检验,压力容器外观完好,几何尺寸符合设计要求。
因此,该压力容器可以正常使用。
六、验收报告本次外观及几何尺寸检验的结果将被记录在验收报告中,供相关部门参考。
如有需要,还可进行补充检验或提出改进建议。
七、检验记录检验人员:XXX检验日期:XXXX年XX月XX日检验机构:XXX检验中心检验报告编号:XXXXX八、参考标准1.GB/TXXXX-XXXX《压力容器外观检验标准》;2.GB/TXXXX-XXXX《压力容器尺寸检验标准》。
以上为压力容器外观及几何尺寸检验报告的内容,请根据实际情况进行调整。
压力容器制造监督检验细则

土土土土土土土土土个个个个个个个个个压力容器制造监督检验细则编制:审核:批准:受控状态: 分发号: 持有人:2014年5月10日颁布2014年6月1日实施序号对应文件编号、条号修订内容修订人批准人批准日期1.目的为了执行《压力容器监督检验规则》,加强对压力容器制造的监督检验工作,统一监检工作的程序和内容,保证监检质量,特制定本细则。
2.适用范围本细则适用于《中华人民共和国特种设备安全法》、《特种设备安全监察条例》所列的压力容器制造监检,且本中心己取得该项目监检资格。
适用范围:(1)整体或者分段(片)出厂的压力容器;(2)现场组焊(粘接)或者现场制造的压力容器;(3)压力容器封头;(4)单独出厂并且采用焊接方法相连的压力容器承压部件。
3.监检的主要依据:3.1《中华人民共和国特种设备安全法》3.2《特种设备安全监察条例》;3.3《压力容器监督检验规则》(TSG R7004);3.4《固定式压力容器安全技术监察规程》(TSG R0004);3.5《简单压力容器安全技术监察规程》(TSG R0003);3.6《非金属压力容器安全技术监察规程》(TSG R0001);3.7现行的有关国家和行业标准、技术条件以及设计图样和本中心制订的质量管理手册等。
4.监检人员资格、职责和受检单位的要求及监检内容4.1监检人员资格、职责4.1.1承担压力容器监检工作的检验人员(以下简称监检员)应当持有国家质检总局颁发的相应资格证书。
4.1.2监检人员应根据本细则规定的程序和内容进行监检工作,并汇集监检资料存档备查。
4.1.3监检人员必须履行职责,严守纪律,保证监检工作质量。
对受检单位提供的技术资料应妥善保存,并予保密。
4.2受检单位的要求受检单位必须持有相应级别的《压力容器制造许可证》或者其许可申请已被受理。
,在监检工作中履行以下义务:4.2.1建立质量保证体系并且保持有效实施,对压力容器的制造、施工质量负责;4.2.2在压力容器的制造、施工前,向监检机构提出监检申请并且签订监检协议,明确双方权利、义务;4.2.3向监检机构提供必要的工作条件,提供与受检产品有关的真实、有效的质量保证体系文件、技术资料、检验记录和试验报告等;4.2.4确定监检联络人员,需要监检员现场确认或者现场抽查的项目,提前通知监检员,使监检员能够按时到场;4.2.5对《特种设备监督检验联络单》(以下简称《监检联络单》,见附件中和《特种设备监督检验意见通知书》(以下简称《监检意见书》,见附件J),在规定的期限内处理并且书面回复,如受检单位未在规定期限内处理并且书面回复,监检机构应当暂停对其监检;4.2.7应当监检但未经监检的压力容器及其部件不得出厂或者交付使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
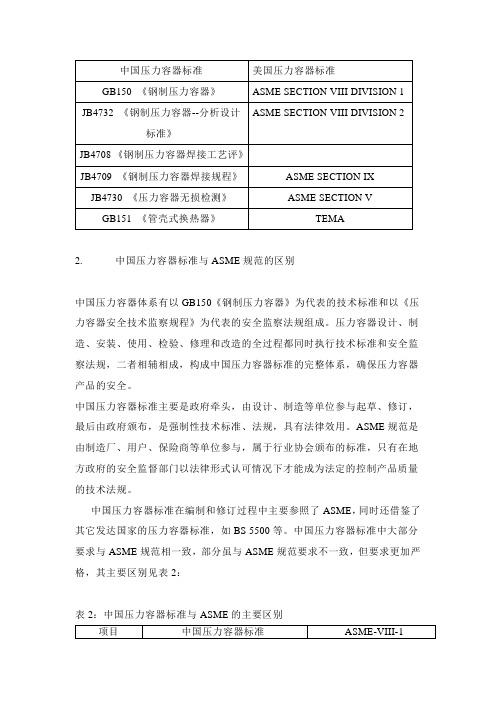
压力容器外观及几何尺寸检验标准检验标准及要求JB/T4731《钢制卧式容器》:封头切线之间的距离LNB/T47041《塔式容器》: 上下两封头焊缝之间的距离:每长度为 1000时为±3,当L 三30000时, 不超过i20,L>30000时,不超过±401产品总长(高) mm HG/T20584《钢制化工容器制造技术要a ) 壳体同一断面上最大内径与最小内径之差应〉1% Di(对锻焊容器为1%。
),且〉25;b ) 当被检断面与开孔中心的 距离小于开孔直径时,则该 断面上最大内径与最小内径 之差应〉1%Di (对锻焊容器 为1%。
)与开孔直径的2%之和,且〉25;按GB/T151《热交换器》8.2.2规定圆筒同一断面上,最大直径与最小 直径之差为e < 0.% DN,且:a ) 当 DNC 1200时,e > 5;b ) D N > 1200~2000 时,e >7;c ) DN >2000~2600时,d > 12;d ) D N >2600~3200 时,e 〉14 ;e ) D N >3200~4000 时,e > 16;按GB150《压力容器》6.2.1规定制造中应避免材料表面的机械损伤 对于尖锐伤痕以及不锈钢容器耐腐蚀表面的局部伤痕、刻槽等缺陷应冷卷筒节投料 予修磨,修磨斜度最大为1:3;修磨深度应〉该部位钢材厚度的5%,且〉2, 的钢材厚度mm 否则应予补焊;对于复合板的成形件、堆焊件以及金属衬里层 ,其修磨深度〉覆层(或 堆焊层、衬里)厚度的30%且〉1,否则应予补焊;按封头工艺文件中的要求执行; 按GB/T 25佃8《压力容器封头》6.3.8规定按封头标准断面形状线向内 缩进一定尺寸(视封头大小而定,以不影响测量形状公差为宜)作为间 隙样板轮廓;检查时应使样板垂直于待测表面;封头内表面形状偏差应 符合以下要求:样板与圭寸头内表面的最大间隙:外凸〉 1.25%Di 内凹〉0.625 Di 封头直边纵向’按GB/T 25佃8《压力容器封头》6310规定封头的直边部分不得存在皱折深度 mm 纵向皱折;按GB150《压力容器》6.5.2规定在焊接接头环向形成的棱角~~E,用弦长=1/6 Di,且玄300的内样板或外样板检查,其E > S /1Q-2,且〉5;A 类、B 类焊缝10 最大棱角度mm圭寸头成型后最 小厚度mm 封头内表面形 状偏差mm 壳体同一断面上最大内径与最小内径之差 图6 焊接接头处的轴问梭対丽£操環擢买处的坯向橙角在焊接接头轴向形成的棱角E,用长度玄300的直尺检查,其/10 2, 且〉5;B类焊接接头以及园筒与球形封头相连的A类焊接接头,当两侧钢材厚度不等时,若薄板厚度S 1三10mm,两板厚度差超过3mm,若薄板厚度S1>10mm,两板厚度差大于30% 31,或超过5mm时,均应单面或双面削薄厚板边缘;当两板厚度差小于上列数值时,则对口错边量应符合1要求,且对口错边量以较薄厚度为基准确定,在测量对口错边量时不计入两板厚度的差值;圈7不耳■度的必變炸棲接头以巫10■与琮醪封头帽建的按GB150《压力容器》:A、B类焊接接头对口错边量应符合下表要求按JB/T4745《钛制焊接容器》1025.2规定:A类、B类焊缝11 最大错边量mm接头处母材厚度& A类焊接接头B类焊接接头三12三1/4 3三1/4 Q>12~20三3三1/4 S>20~40三3三5>40~60三3三1/8 S>60三1/16 3且三10三1/8戴且三20球形封头与园筒连接的环向焊缝以及嵌入式接管与园筒或封头对接连接的A类接头,按B类焊接接头的对口错边量要求;rc 3 A JI复合钢板的对口错边量不大于钢板覆层厚度的50%,且三2mm;10^2-5.2 缈接接头时口iS边量占应符合表10-2的规足,单层钛对口曲边加见图】—2,獄钢复含鲨对口曙边图见图ID-3.■m与程佯栄規对丁处钛帳[或世篁毘,厚氏乩按焊吏挨快畫別划甘对n话边帑"A ' 氏绘卑M头<12> 13-咗2U<2-4斗40W *Z * 崛30皿曲..■1HJL會板制映村衣<52<□.6CO.®>2-«0J“0> J ~ 10> 1卜30罐头訶那门轉边曲冒車.按GB150《压力容器》734规定:A)标准抗拉强度下限值Rn>540MPa 的低合金钢材、Cr-Mo低合金钢材、不锈钢材料、承受循环载荷、有应力腐蚀、低温以及焊接接头©取为1的容器(无缝钢管制造的容器除外),其焊缝表面不得有咬边;B)其他容器焊缝表面的咬边深度〉0.5,咬边连续长度〉100,焊缝两侧咬边的总长不得超过该焊缝长度的10%;按GB150《压力容器》7.3.1规定A、B类接头焊缝的余高臼、e2按下表焊接前:按GB150《压力容器》6.3规定坡口表面要求a)坡口表面不得有裂纹、分层、夹杂等缺陷;b)标准抗拉强度下限值Rm> 540MPa的低合金钢材及Cr-Mo低合金钢材经热切割的坡口表面,加工完成后应进行磁粉检测,I级合格;c)施焊前,应清除坡口及两侧母材表面至少20mm范围内(以离坡口边缘的距离计)的氧化皮、油污、熔渣及其他有害杂质;焊接后:按GB150《压力容器》7.3.3规定焊接接头表面应按相关标准进行外观12焊缝最大咬边长度/连续长度13 焊缝余咼标准抗拉强度下限值Rm> 540MPa的钢材及Cr-Mo低合金钢材其他钢材单面坡口双面坡口单面坡口双面坡口e1e2e1e2e1e2e1e20〜10%3s且W30〜1.50〜10%『且W30〜10%§2且W30〜15% S S且W40 〜1.50 〜15% S1且W40〜15%住且W414 焊缝外观质量•)«««口b>凰胡恢口检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、 夹渣和飞溅物;焊缝与母材应圆滑过度;角焊缝的外形应凹形圆滑过渡; 按GB150《压力容器》732规定C 、D 类接头的焊脚尺寸,在图纸无规 定时,取焊件中较薄者之厚度;补强圈的焊脚,当补强圈的厚度玄8时,其 焊脚等于补强圈厚度的70%且玄8;按GB150压力容器》7.3.3规定焊接接头表面应按相关标准进行外观 检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、 夹渣和飞溅物;焊缝与母材应圆滑过度;角焊缝的外形应凹形圆滑过渡;GB150《压力容器》6.5.5组装时,壳体上焊接接头的布置应满足以下要求:a )相邻筒节A 类接头间外圆弧长,应大于钢材厚度SS 勺3倍,且不大于100mm;b ) 封头A 类拼接接头,封头上嵌入式接管A 类接头,与封头相邻筒节的A 类接头相互间的外圆弧长,均应大于钢材厚度 Ss 的3倍,且不大于100mm ;c ) 组装筒体中,任何单个筒节的长度不得小于 300mm ;d ) 不宜采用十字焊缝;6.5.8容器内件和壳体间的焊接应尽量避开壳体上的 A 、B 类焊接接头;6.5.9容器上凡被补强圈、支座、垫板等覆盖的焊缝,均应打磨至与母材 齐平;保证开合及联锁灵活可靠按GB150《压力容器》6.8.1规定机械加工表面和非机械加工表面的线 性尺寸的极限偏差,分别按GB/T1804中的m 级和c 级的规定;按GB/T1804《一般公差未注公差的线性和角度尺寸的公差》 5.1规定线性尺寸的m 级和c 级极限偏差数值按下表; 按GB150-2011《压力容器》6.5.6规定法兰面垂直于接管或圆筒的主轴 中心线,接管和法兰的组件与壳体组装应保证法兰面的水平或垂直(有 特殊要求的应按图样规定),其偏差均不得超过法兰外径的1% (法兰外 径小于100时,按100计算),且〉3;19 法兰密封面质量 无径向贯穿伤痕按GB150-2011《压力容器》6.5.6规定法兰的螺栓孔应与壳体主轴中心线或铅垂线跨中布置; 有特殊要求时,应在图样中 注明;按GB150-2011《压力容器》6.6.1 容器法兰按JB/T4700~4703进行加工,管法兰按相应标准要求进行加工; 6.6.2规定平盖和筒体的加工按以下规定 a )螺柱孔或通孔的中心圆直径以及相邻两孔弦长允差为±).6;任意两孔弦长允差按下表规定;15 角焊缝质量 16 焊缝布局要求 17 端盖开合及联 锁法兰面垂直于接管或筒体 公差 等级 基本 匸尺寸段 0.5〜 >3 >6 >30 >120 >400 >1000 >2000 3〜6 〜30 〜120 〜400 〜1000 〜2000 〜4000 中等 m±).1 ±).1 ±).2 ±).3 ±).5 ±0.8 ±1.2 粗糙c ±).2 ±).3 ±).5 ±).8 ±1.2 ±2 ±3 ±4 20 法兰螺栓孔与 设备主轴中心 线位置。