电镀锡薄板知识
镀锡板的用途 镀锡板的性能特点

镀锡板的用途镀锡板的性能特点镀锡板又叫马口铁,镀锡板的应用非常的广泛,从作为食品及饮料的包装材到油脂罐、化学品罐以及其它的杂罐,镀锡板的优点及特点提供内容物在物理及化学性质上很好的保护。
镀锡板的用途有哪些?镀锡板的性能特点是什么?镀锡板的用途镀锡板的性能特点一、镀锡板的用途镀锡板(俗称马口铁)是指表面镀有一薄层金属锡的钢板。
镀锡板是将低碳钢轧制成约2mm厚的钢板,经酸洗、冷轧、电解清洗退火、平整、剪边加工,再经清洗、电镀、软熔、钝化处理、涂油后剪切成镀锡板板材成品,镀锡板所用镀锡为高纯锡(Sn>99.8%)。
锡层也可用热浸镀法涂敷,此法所得镀锡板锡层较厚,用锡量大,镀锡后不需进行纯化处理。
镀锡板有五个部分组成,由内向外依次是钢基板,锡铁合金层,锡层,氧化膜和油膜。
二、镀锡板的性能特点镀锡板具有良好的抗腐蚀性能,有一定的强度和硬度,成型性好又易焊接,锡层无毒无味,能防止铁溶进被包装物,且表面光亮,印制图画可以美化商品。
主要用于食品罐头工业,其次用于化工油漆、油类、医药等包装材料。
镀锡板按生产工艺分为热镀锡板和电镀锡板。
统计镀锡板产量必须按镀层后的重量计算。
三、镀锡板的因素影响镀锡板性能的因素较多,如板材的晶粒度、析出物、固溶元素、板厚等。
生产过程中,炼钢的化学成分、热轧的加热与卷取温度及连续退火的工艺条件都会对镀锡板的性能产生影响。
四、镀锡板的分类等厚镀锡板:两面镀锡量相同的冷轧电镀锡板。
差厚镀锡板:两面镀锡量不同的冷轧电镀锡板。
一级镀锡板经过在线检查的电镀锡板,在正常贮存条件下,适合在整张钢板表面进行常规的涂漆和印刷,不得有下列缺陷:①穿透钢板厚度的针孔;②厚度超出标准规定的偏差;③对受用有影响的伤痕、凹坑、折皱、锈迹等表面缺陷;④对使用有影响的形状缺陷。
二级镀锡板表面质量低于一级镀锡板,允许有夹杂、折皱、刮伤、油迹、压痕、毛刺、烧点等小面积较明显的表面缺陷或形状缺陷,不保证整张钢板都能进行常规的涂漆和印刷。
马口铁(镀锡)常识

马口铁(镀锡板〕常识:1.什么是马口铁?马口铁是电镀锡薄钢板的俗称,英文缩写为SPTE,是指两面镀有商业纯锡的冷轧低碳薄钢板或钢带。
它将钢的强度和成型性与锡的耐蚀性、锡焊性和美观的外表结合于一种材料之中,具有耐腐蚀、无毒、强度高、延展性好的特性,广泛应用于食品、饮料、油脂、化工、涂料、油漆、喷雾剂、瓶盖及其它许多日用品的包装。
2.什么是镀铬板?镀铬板又叫无锡钢板,英文缩写为TFS,是针对金属锡资源少、本钱偏高的情况而研制的新型制罐材料。
与镀锡板相比拟,它具有价格低,涂料附着力强的优点,但在耐蚀性、外观光泽方面不如镀锡板,且目前还不能锡焊,只能采用搭接电阻焊或粘合,目前多用于加工皇冠瓶盖、弱酸性的食品罐头等,近年其用途逐渐广泛。
目前镀铬板在我国仍属新兴产品,还没有建立国家标准,一般生产企业参照?ISO11950-1995冷轧电镀铬/氧化铬钢板?或日本标准?JISG3315-1987无锡镀铬薄钢板?制订执行企业标准。
3.马口铁小百科英国人于 1800 年创造了用于盛装食物并长期保存的第一个马口铁罐,不过此时的马口铁采用的是热浸锡法生产;从 19 世纪 20 年代后,马口铁罐在美国得到了非常大的开展,需求不断增加, 1847 年美国创造制罐机器,从此逐步取代手工制罐; 1900 年电焊机的创造使得马口铁制罐效率得到了非常大的提高,又由于锡价格的昂贵,之后人们逐渐用电镀锡的方法生产马口铁; 20 世纪 90 年代后,制罐技术得到了飞速开展,高速焊机可以到达 1000 罐 / 分钟的生产水平。
从 20 世纪中期,陆续出现了电镀铬薄钢板,用于代替局部马口铁产品的使用。
4. 购置指南⑴.镀锡板的质量标准:目前我国实施的是中华人民共和国国家标准?GB/T2520-2000冷轧电镀锡薄钢板?,等效于?ISO11949:1995冷轧电镀锡板?。
⑵. 镀锡板的钢种,通常有以下三种,见表1:表1 钢基的化学成分:其中:D类钢为铝镇静钢,具有超深冲耐时效的特点;L类钢的非金属夹杂物及剩余元素含量低,用于高耐蚀用途。
镀锡板基础知识及生产工艺流程

镀锡板基础知识及生产工艺流程一.什么是镀锡板镀锡板是在薄钢板上镀锡而制成的产品。
钢板如果不加保护就会生锈,若接触食品,铁还会溶出而使食品变味。
镀锡板最早是按照下述想法制造出来的:由钢板提供为制作罐头等所需的加工性能和强度等机械性能,而由锡提供光泽度等优良的表面性能。
但是锡的价格是铁的20~30倍,而且性质柔软,强度低,在生产镀锡板时,在使得产品具有优良的表面性能,即良好的耐蚀性,光亮的外观,良好的印刷性能的前提下,镀锡应尽量薄。
二、镀锡板的发展历史鼻祖:德 国镀锡板的发源可以追溯到14世纪,当时巴伐利亚在锻制的镀锡板上进行镀锡。
这种工艺扩展,17世纪德累斯顿形成繁荣的镀锡板贸易中心。
发展:英 国1697年英国的威尔士用水力驱动的轧钢机对钢板进行热轧,1720年在南威尔士以热轧薄铁板作为基板金属,并改进了酸洗和镀锡工艺,建立了一个镀锡板工厂。
三、镀锡板的特征(1)无毒,锡层本身对人体无害,做成食品包装很安全。
(2)外表美丽,易于外表涂饰和印刷。
(3)锡本身具有良好的耐蚀性,保护基体防止被腐蚀。
(4)锡焊性良好,容易制作成容器。
(5)锡具有良好的延展性、润滑性,能经受苛刻的加工。
(6)但是,不进行特殊的化学处理,在空气中易氧化变色,而且,在特殊的食品中,由于硫变产生黑变。
(7)锡层柔软,镀锡层不会裂开,也不会脱落。
四、镀锡板的构造镀锡板上各表面层的厚度五、镀锡板的分类(1)镀锡量以一定面积的镀锡原板上所镀上的锡的重量来表示。
一般我国以单面每平方米的重量克数(克/米2)来规定镀锡量,国际上以磅/基本箱⋅100来表示。
11.2克/米2相当于1磅/基本箱,国际上镀锡量标号为#100;常见的2.8克/米2, 5.6克/米2标号则为#25,#50。
差厚镀锡指的是上下表面的镀锡量不同,一般在某一侧印上差厚标记。
(2)镀锡表面按照电镀锡后的最终处理方法,一般可以分为光亮表面和无光泽表面。
无光泽表面是在电镀锡后不进行锡层软熔处理而制成。
镀锡薄钢板
镀锡薄钢板创建时间:2008-08-02镀锡薄钢板(tinplate)表面镀有纯锡层0.1~0.5ram的冷轧低碳薄钢板,是-种主要的表面防护冶金产品,旧称马口铁。
其特性是:耐蚀性好,无毒洁净,表面美观并且能进行彩色印刷;重量轻,强度高,易于加工成形和锡焊或熔焊制成各种形状的密封容器和物件。
主要用途是制作罐装食品和饮料的容器,其他要求美观、牢固而又轻便的包装等,也用于制作家用器具、办公用品、玩具及某些小型工程部件等。
简史镀锡板最早源于14世纪,在欧洲开始在锻造的熟铁皮上用热浸镀法镀锡。
18世纪开始用热轧薄铁板工业化生产镀锡板,以后逐渐改用钢板。
20世纪前半叶带钢冷连轧工艺的发展为大量生产优质镀锡板创造了条件,并开始改用电镀法生产镀锡板。
最早的商业性带钢电镀锡生产线于1934年在德国建成,此后电镀法先在美国而随之在世界范围内大规模发展,到60年代末,美国、日本和西欧主要镀锡板生产国的热镀锡机组实际上都已淘汰,全部用电镀法生产线。
80年代世界镀锡板产量为每年1300万t左右,生产线遍布约37个国家。
中国于1962年开始用热浸镀法生产镀锡板,1972年开始用电镀法生产,1979年建成第-条宽带钢高速电镀锡生产线。
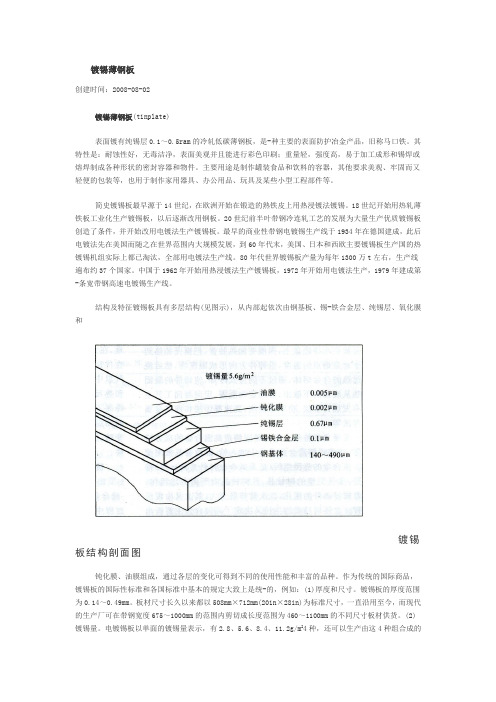
结构及特征镀锡板具有多层结构(见图示),从内部起依次由钢基板、锡-铁合金层、纯锡层、氧化膜和镀锡板结构剖面图钝化膜、油膜组成,通过各层的变化可得到不同的使用性能和丰富的品种。
作为传统的国际商品,镀锡板的国际性标准和各国标准中基本的规定大致上是统-的,例如:(1)厚度和尺寸。
镀锡板的厚度范围为0.14~0.49mm。
板材尺寸长久以来都以508mm×712mm(20in×28in)为标准尺寸,一直沿用至今,而现代的生产厂可在带钢宽度675~1000mm的范围内剪切成长度范围为460~1100mm的不同尺寸板材供货。
(2)镀锡量。
电镀锡板以单面的镀锡量表示,有2.8、5.6、8.4、11.2g/m24种,还可以生产由这4种组合成的两面镀锡量不同的“差厚镀锡板”。
马口铁

马口铁又名镀锡铁,是电镀锡薄钢板的俗称,英文缩写为SPTE,是指两面镀有商业纯锡的冷轧低碳薄钢板或钢带。
锡主要起防止腐蚀与生锈的作用。
它将钢的强度和成型性与锡的耐蚀性、锡焊性和美观的外表结合于一种材料之中,具有耐腐蚀、无毒、强度高、延展性好的特性。
马口铁是表面镀有一层锡的铁皮,它不易生锈,又叫镀锡铁。
这种镀层钢板在中国很长时间称为“马口铁”,有人认为由于当时制造罐头用的镀锡薄板是从澳门(英文名Macao可读作马口)进口的,所以叫“马口铁”。
也有其他说法,如中国过去用这种镀锡薄板制造煤油灯的灯头,形如马口,所以叫“马口铁”。
“马口铁”这个名称不确切,因此,1973年中国镀锡薄板会议时已正名为镀锡薄板,正式文件不再使用“马口铁”这个名称。
因其抗氧化性强,且款式多样、印刷精美,马口铁包装容器深受广大客户喜爱,广泛应用于食品包装、医药品包装、日用品包装、仪器仪表包装、工业品包装等方面。
是世界上用量最大的一种金属包装板材。
作为食品及饮料的包装材到油脂罐、化学品罐以及其它的杂罐自马口铁问世以来,就一直向减薄的方向发展。
一是少用锡,甚至不用锡(镀铬铁),一是减薄马口铁的基板厚度。
目的都是为了适应制罐产品的变化和降低制罐的成本。
基板减薄,增强硬度的二次冷轧马口铁是制罐(盖)行业的发展方向。
镀铬铁即无锡薄钢板,自80年代推广到我国以来,一直处于徘徊状态,直至2000年以后才得到普遍的应用,甚至在现年会出现镀铬铁价格比镀锡铁贵的局面,其原因是镀铬铁在印铁涂料的加工性能明显优于镀锡铁。
随着涂料铁的广泛使用,特别在瓶盖方面,镀铬铁更受人们的重视了,镀铬铁的特点是:(1)基板的制罐加工和耐腐蚀性能与马口铁的基板相同;(2)涂料加工中,不必考虑象马口铁的熔锡问题,可采用较高的烘烤温度,提高印涂生产效率;(3)对涂膜的附着力,优于马口铁;(4)其表面是一层极薄的金属铬层和水合氧化铬层,厚度仅为马口铁锡层的1%左右。
因此,极易生锈。
镀锡薄钢板
4 用途: 两片罐(饮料、啤酒) (1)不适合锡焊要求,只能缝焊或粘结成罐。 (2)镀铬层薄、韧性差、封口部分涂层易裂,易擦伤导 致生锈,故此处须加补涂。
三 镀锌薄钢板(Galvanized plate)
1 镀锌(0.02mm)薄钢板的结构
2 镀锌薄钢板的种类 热镀板---厚、产量大、大容积的桶和特殊用途的容器 电镀板---薄、产量小。涂料的底层。
b. 铝质金属包装材料包装适性的测试技术
制耳率
凸峰平均高度 凹谷平均高度 凹谷平 材料的结合方式 (1) 结合键 :金属键 (2) 晶体 2. 铁炭合金的晶体结构及基本组织 (1) 固溶体和化合物 :置换固溶体、间隙固溶体 (2) 铁碳合金基本组织 a. 铁素体 b. 渗碳体 c. 奥氏体
3. 铝及其合金的基本结构及性能 (1)纯铝 纯铝呈面心立方晶格,无同素异构转变。纯铝化学性 质活泼,在大气中极易与氧作用,在表面生成一层结合 牢固致密的Al203氧化膜,从而使它在大气和淡水中具有 良好抗蚀性。但在碱和盐的水溶液中,表面的氧化膜易 破坏,使铝很快被腐蚀。 (2)铝合金 a. 防锈铝合金 b. 硬铝合金 c. 超硬铝合金 d. 锻铝合金
●锡铁合金:熔融操作形成的。 ●氧化膜:自身氧化物(SnO,SnO2)及表面处理产生的 钝化氧化膜。
●油层:棉籽油、癸二酸二酯
4
镀锡薄钢板的特点与用途
(1)优缺点 加工性好,机械强度高,良好的抗腐蚀性,适合焊接成型。 (2)缺点 成本较高(含锡),内壁易变黑(硫化物生成)。 脱锡生锈,焊锡的不安全性(Pb2+)。 (3)用途 盒、饮料罐、啤酒罐、瓶盖。(光亮表面板---食品罐和18L方罐的罐 身、罐底盖;粗面表面---罐底盖;无光泽表面板---啤酒、汽水等 用的王冠盖;极粗面板---罐头以外的其他杂罐)。
电镀锡薄板知识讲解
SPCD 0.10 0.03 0.45 0.030 0.035
N
在上述L、MR、MC型钢中加入至少0.007%N而成
镀锡原板
• 2、镀锡基板的轧制 • 酸洗:酸洗的目的是为了除掉热轧时在带钢表面生成的氧化
铁皮。
• 冷轧:把较厚度在2-3mm的热轧卷轧制到厚度在0.15-
0.55mm的轧硬卷。
• 脱脂:在冷轧过程中要用润滑油润滑,因此冷轧后的带钢表
电镀锡薄板知识
华文明 2009.11.25
电镀锡薄板知识
• 镀锡原板 • 镀锡板的概述 • 镀锡板的分类 • 镀锡工艺 • 镀锡板的检验
镀锡原板
• 钢坯 • 热轧 • 冷轧 • 镀锡基板
镀锡原板
• 镀锡原板的性能:机械性能、成型性能、
屈服现象和应变时效、方向性、耐蚀性。
镀锡原板
• 1.钢坯 • 用作镀锡板的钢种通常有沸腾钢和镇静钢。沸腾
面就粘附有油脂和其他异物,通过脱脂去除。
• 退火:为了消除冷轧带钢的加工硬化,达到理想的机械性能,
所以必须对带钢进行退火。退火方式有连续退火(CA)、 罩式退火(BA)。
• 平整:通过冷轧而变成纤维状组织的带钢,在退火中由于再
结晶而变为具有新的结晶组织的带钢。通过平整消除带钢明 显的屈服平台;改善带钢表面的平坦度;调整带钢硬度。
镀锡板的概述
• 5.镀锡板的构造
• 镀锡板是由钢基板、镀锡合金层、锡层、氧化膜、
油膜组成。如图
镀锡板的分类
• 按生产方式 • 按钢基 • 按退火方式 • 按表面外观 • 按镀锡量 • 按钝化种类 • 按表面质量
镀锡板的分类
• 镀锡量 • 在我国国家标准中镀锡板的尺寸都是以毫
米为单位来表示的。但在以往的世界贸易 中,习用于“基板箱的重量”(磅/基箱) 为单位表示厚度,用英吋来表示尺寸。
镀锡板的硬度
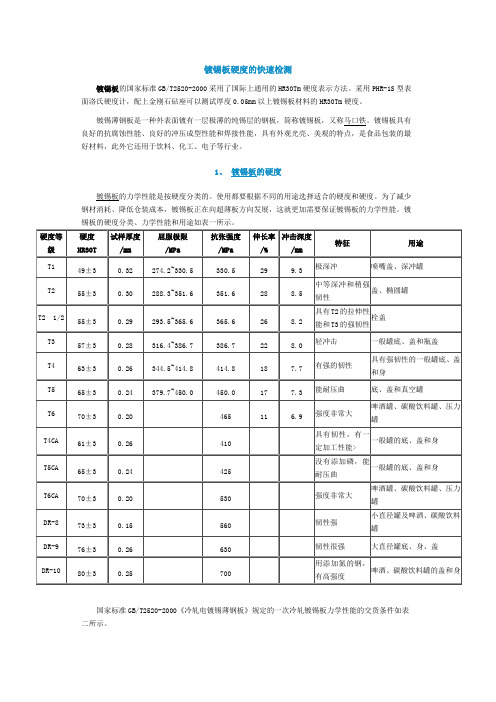
镀锡板硬度的快速检测镀锡板的国家标准GB/T2520-2000采用了国际上通用的HR30Tm硬度表示方法。
采用PHR-1S型表面洛氏硬度计,配上金刚石砧座可以测试厚度0.05mm以上镀锡板材料的HR30Tm硬度。
镀锡薄钢板是一种外表面镀有一层极薄的纯锡层的钢板,简称镀锡板,又称马口铁。
镀锡板具有良好的抗腐蚀性能、良好的冲压成型性能和焊接性能,具有外观光亮、美观的特点,是食品包装的最好材料,此外它还用于饮料、化工、电子等行业。
1、镀锡板的硬度镀锡板的力学性能是按硬度分类的。
使用都要根据不同的用途选择适合的硬度和硬度。
为了减少钢材消耗、降低仓装成本,镀锡板正在向超薄板方向发展,这就更加需要保证镀锡板的力学性能。
镀锡板的硬度分类、力学性能和用途如表一所示。
国家标准GB/T2520-2000《冷轧电镀锡薄钢板》规定的一次冷轧镀锡板力学性能的交货条件如表二所示。
2、金属薄板硬度测量的测砧效应镀锡板等金属薄板的硬度检测通常采用洛氏硬度测试,而不采用任何其他试验方法。
采用洛氏硬度计和表面洛氏硬度计而不发生测砧效应时,对试验材料要求的最小硬度值在国家标准GB/T230.1-2004中国有规定。
该标准要求硬度试验后试样背面不得出现可见的变形痕迹。
“测砧效应”就是指试样在进行硬度测试时,因试样厚度较薄,在压头的作用下,变形硬化区域穿透试样,达试样下面的测砧,这时试样背面就会产生可见的变形痕迹。
这时试验力会穿过试样,在测砧上消耗掉一部分,因此测得的硬度值是不真实的。
这种因试样厚度不足,使试验力消耗在测砧上一部分,造成硬度测试失准的现象叫做硬度试验的“测砧效应”。
3、“测砧效应”的对策在镀锡板等金属薄板的硬度测试时,会经常遇到发生“测砧效应”的情况。
在这种情况下,应严格按照国家标准GB/T230.1-2004的规定,选择合适的硬度标尺,选用较小的试验力进行测试。
为了避免“测砧效应”的产生,有一种做法是将相同材料的几片试样迭加在一起进行测试。
镀锡薄板的概述与生产工艺
镀锡薄板的概述与生产工艺现代电镀网3月17日讯:镀锡薄板是在厚度0.1~0.32mm的钢板表面镀纯锡的制品。
镀锡薄板表面光亮,耐腐蚀,有深冲成型的润滑性,锡焊性良好,能进行精美的印刷和涂饰,广泛用于食品罐头工业和制作轻便耐蚀器皿。
14世纪,欧洲出现手工镀锡板。
1730年英国首先实现了热镀锡钢板的工业生产。
1934年德国开始进行电镀锡板的工业生产试验。
1937年美国建成第一条带钢连续电镀锡作业线。
1962年中国开始生产热镀锡板,1972年开始生产电镀锡板。
1979年中国第一条大型连续快速电镀锡作业线在武汉投产。
镀锡薄板在中国长期称为“马口铁”。
1973年在中国镀锡薄板会议上正式改称现名。
生产方法有热镀和电镀两种:热镀:有连续镀和单张镀两种方式。
经过脱脂、退火和平整的冷轧板,酸洗净化后,通过ZnCl2和NH4Cl组成的熔剂,再通过熔融的锡锅,制成热镀锡板。
电镀:全采用连续镀方式,按所用镀液成分分为碱性法和酸性法。
①碱性法,镀液的主要成分为锡酸钠,已较少应用。
②酸性法,为电镀锡的主要方法。
有硫酸亚锡型又称弗洛斯坦(Fer ostan)型、卤素型和硼氟酸亚锡型三种,以硫酸亚锡型应用最多。
这种工艺在镀槽内以锡棒作阳极,带钢为阴极。
锡阳极溶解成Sn2+进入镀液中,Sn2+在阴极还原成金属锡,沉积在带钢表面。
电镀的锡层需加热到锡的熔点(231.9℃)以上,使其软熔以达到镀层结构致密,表面光亮。
最后经以铬酸为主的溶液钝化处理,并涂油。
电镀锡生产效率高,成本低,镀层薄而均匀,质量稳定。
镀层有不同的厚度(通常有 5.6、11.2、16.8和22.4g/m2四种厚度),有单面镀或双面镀,可根据不同用途生产。
因此,电镀锡法几乎全部取代了热镀锡法。
镀锡钢板(tin-free steel) 它的表面镀膜的下层是金属铬,上层是铬的水合氧化物。
镀膜结构见图;这种钢板生产成本低,可代替镀锡薄板,多用作啤洒、碳酸饮料等的罐头包装材料。
马口铁普及知识

1.5/1.5 1.5/1.5 D5.6/2.8 5.6/2.8 50#/25#
2.0/2.0 2.0/2.0 D8.4/2.8 8.4/2.8 75#/25#
2.8/2.8 2.8/2.8 25#/25# D8.4/5.6 8.4/5.6 75#/50#
4.0/4.0 4.0/4.0 D11.2/2.8 11.2/2.8 100#/25#
2. 什么是镀铬板?
镀铬板又叫无锡钢板,英文缩写为TFS,是针对金属锡资源少、
成本偏高的情况而研制的新型制罐材料。与镀锡板相比较,它具有价格低,涂料附着力强的优点,但在耐蚀性、外观光泽方面不如镀锡板,且目前还不能锡焊,只能采用搭接电阻焊或粘合,目前多用于加工皇冠瓶盖、弱酸性的食品罐头等,近年其用途逐渐广泛。
⑸. 镀锡板的表面外观,共有四种:
光亮表面 表面粗糙度0.13~0.33μm 标记:B
石纹表面 表面粗糙度0.24~0.69μm 标记:R
银光表面 表面粗糙度0.77~1.27μm 标记:S
无光表面 表面粗糙度077~1.27μm 标记:M
(无光表面板的表面不经软熔处理)
马口铁,锡(Sn)和铁(Fe)的合金,其中Sn是镀层,马口铁又叫镀锡铁
(注意区分:白铁,Zn、Fe,其中Zn做镀层,是镀锌铁的俗称)
马口铁是电镀锡薄钢板的俗称,英文缩写为SPTE,是指两面镀有商业纯锡的冷轧低碳薄钢板或钢带。锡主要起防止腐蚀与生锈的作用。它将钢的强度和成型性与锡的耐蚀性、锡焊性和美观的外表结合于一种材料之中,具有耐腐蚀、无毒、强度高、延展性好的特性。马口铁-简介
两面不同镀锡量的镀锡板成为差厚镀锡板,其标记方法由供需 双方协商确定,如订货未指定,则在厚镀锡层用暗色平行线标记。
镀锡板生产基础知识

镀锡板生产基础资料1、镀锡板分类:GB/T 2520-2008按成品形状分:板卷按钢级分:一次冷轧二次冷轧按钢基分:L型残余元素(Cu Ni Cr Mo等)成分特别少,耐蚀优良MR型残留元素成分较宽,耐蚀好,作一般用途使用。
D型铝镇静钢,作深冲加工时使用。
按退火方式分:箱式退火BA 连续退火CA按表面外观分:光亮(B)粗糙(R)银光(S)无光(M )按镀锡量分:等厚差厚按钝化种类分:阴极电化学化学按表面质量分:Ⅰ级Ⅱ级2、镀锡板买方指标:钢种:D型——极高的深冲性能L型——优良的耐腐蚀场合MR型——广泛的用途、残余元素要求相对低。
规格:一次冷轧厚度:0.15 ~ 0.49 mm二次冷轧厚度:0.14 ~ 0.29 mm同板差:≤公称厚度的4 % (距边部10mm以内)力学性能:主要取决于退火制度和平整工艺用洛氏HR30T表示一般应用:10 ~ 20升桶0.35mm×860mm×C T-2.55升圆罐0.26mm×900mm×C T-33 ~ 4升圆罐0.22mm×880mm×C T-33 ~ 4升方罐0.23mm×800mm×C T-3奶粉罐、蛋白粉罐、鸡粉罐、食品罐0.21mm ~ 0.27 mm马口铁盒0.23mm ~ 0.3mm3、镀锡层重量与厚度换算计算公式:T=0.1357 w式中:T —镀锡层厚度μmw —镀锡层重量g/m24、电镀锡板工艺参数范围:5、电镀锡工艺:5.1、镀锡基板用钢:基板用钢大多采用低碳软钢,含碳量一般在0.03 ~ 0.13左右。
按美国标准ASTM A623 规定,可分为L、MR、MC、D型4种,成分见下表:武钢采用连铸形式生产准沸腾钢来代替08F 生产镀锡板。
成品质量符合GB2520-88 标准。
5.2、镀锡线类型:电镀锡机组按电解液种类不同可分为:酸性法、卤素法和碱性法。
——、酸性法以F型(弗洛斯坦法)应用最为普遍。
电镀锡薄板知识

以它是属于冶金产品的涂层钢板品种。
第15页,共41页。
镀锡板的概述
• 2、镀锡板的用途
• 现代工业生产的镀锡板通常是两面镀有商业纯锡的冷轧低
碳薄钢板,它集钢的强度和成形性与锡的耐蚀性、焊接性 和外观于一体。镀锡板广泛用于食品工业及各种作容器、 冲压制品、包装材料的非食品工业,如食品罐,喷雾罐, 瓶盖,含气饮料罐,包装材料及非包装材料(家电、玩具、 文具、工程)。
对带钢进行退火。退火方式有连续退火(CA)、罩式退火(BA)。
• 平整:通过冷轧而变成纤维状组织的带钢,在退火中由于再结
晶而变为具有新的结晶组织的带钢。通过平整消除带钢明显的 屈服平台;改善带钢表面的平坦度;调整带钢硬度。
• 二次冷轧(DR):是将退火后的带钢再进行压下率为20-50%的
第二次冷轧。提高带钢硬度。
冷轧钢板SPCC、SPCD做镀锡板基板。
第8页,共41页。
镀锡原板
基板成分表
钢
化学成分、﹪、不大于
种 C Si Mn S P Cu Ni Cr Mo
D 0.12 0.030 0.60 0.05 0.020 0.20 0.15 0.10 0.05
L
0.13 0.030 0.60 0.05 0.015 0.06 0.04 0.06 0.05
第4页,共41页。
镀锡原板
• 1.钢坯
• 用作镀锡板的钢种通常有沸腾钢和镇静钢。沸腾钢
是脱氧程度最弱的钢种,钢锭夹杂物很少。但钢锭 内部不同位置的成分差别大,所以机械性能波动较 大,特别是钢锭下半部在沸腾的过程中还容易产生 粗大的夹杂物。
• 镇静钢是完全脱氧的钢种。一般是用铝作脱氧剂,这种
1.4.4 马口铁知识

二、镀锡板的生产方法
3、冷轧 目的是将带钢厚度减薄,改善带钢的表面质量。酸洗 后带钢通过5-6座串列式连轧机轧制,使厚度减薄到原 来厚度的30%-50%。用棕榈油做冷却剂,在下一道工序 之前先经电解清洗。 4、退火 带钢由于冷轧产生冷作硬化,必须进行退火恢复塑性。 退火温度通常在600-700℃范围。目前冷轧带钢所采用 的退火方式有箱式退火和连续退火两种。两种方法都是 把冷轧带钢加热到一定温度,保温一定时间后冷却的方 法。所不同的是箱式退火是将带钢整卷放箱式炉退火, 时间约10-30小时,箱式退火的带钢适用于生产质软的 镀锡板,以“BA”做标志;连续退火是带钢在开卷机下 连
二、镀锡板的生产方法
镀锡板的原材料是含碳<0.25%的低碳钢。镀锡板的 生产方法是先将钢锭或连续铸造材料,经过热轧和冷轧 成薄钢板,然后再进行热浸或电镀锡而成镀锡板。其流 程如下:
板坯连铸 热轧 板坯初轧 铸锭 电解清洗 酸洗 冷轧 连续式清洗和退火线 箱式退火 平整 炼钢 开始
涂油 包装
钝化处理 清洗
三、镀锡板的主要技术条件
T T2 T T 1 .5 4 6 4 5 6 7 9 5 1 0 ± ± ± ± 3 3 3 3 T2 T3 T5 53± 3 57± 3 65± 3
电镀锡(铬)产品知识题库_林永增
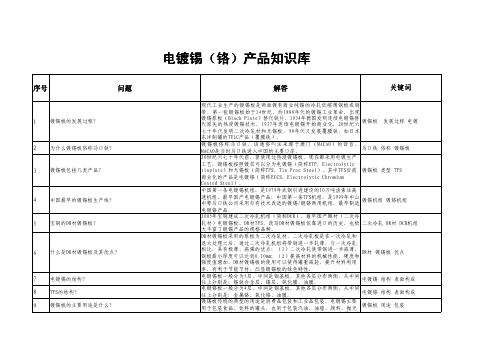
电镀锡电镀锡((铬)产品知识库序号问题解答关键词1镀锡板的发展过程?现代工业生产的镀锡板是两面镀有商业纯锡的冷轧低碳薄钢板或钢带。
第一张镀锡板始于14世纪,约1880年代的镀锡工业革命,出现镀锡原板(Black Plate)替代铁片,1934年德国发明连续电镀锡替代原先的热浸镀锡技术,1937年连续电镀锡开始商业化,20世纪六七十年代发明二次冷轧材和无锡板,90年代又发展覆膜铁,如日本东洋制罐的TULC产品(覆膜铁)。
镀锡板 发展过程 电镀2为什么镀锡板俗称马口铁?镀锡板俗称马口铁,该通俗叫法来源于澳门(MACAO)的译音,MACAO是当时马口铁进入中国的主要口岸。
马口铁 俗称 镀锡板3镀锡板包括几类产品?20世纪六七十年代前,曾使用过热浸镀锡板,现在都采用电镀生产工艺,镀锡板按照镀层可以分为电镀锡(简称ETP,Electrolytictinplate)和无锡板(简称TFS,Tin Free Steel),其中TFS目前商业化的产品是电镀铬(简称ECCS,Electrolytic ChromiumCoated Steel)。
镀锡板 类型 TFS4中国最早的镀锡板生产线?中国第一条电镀锡机组,是1979年武钢引进建设的10万吨卤素法高速机组,最早国产电镀锡产品;中国第一条TFS机组,是1999年中山中粤马口铁公司采用自有技术改造的镀锡/镀铬两用机组,最早制造电镀铬产品。
镀锡机组 镀铬机组5宝钢的DR材镀锡板?2005年宝钢建成二次冷轧机组(简称DCR),最早国产DR材(二次冷轧材)电镀锡板、DR材TFS,改写DR材镀锡板依靠进口的历史,也极大丰富了镀锡产品的规格品种。
二次冷轧 DR材 DCR机组6什么是DR材镀锡板及其优点?DR材镀锡板采用的原板为二次冷轧材,二次冷轧板是在一次冷轧和退火处理之后,通过二次冷轧机组将带钢进一步轧薄,与一次冷轧相比,具有极薄、高强的优点:(1)二次冷轧使带钢进一步减薄,钢板最小厚度可以达到0.10mm;(2)提高材料的机械性能,硬度和强度值增加。
镀锡板基本知识及生产工艺流程课件

在食品包装行业,镀锡板还可以 用于制造包装袋、封口膜等,提
高食品的保存效果和方便性。
在电子行业的应用
镀锡板具有良好的导电性和焊接性能,能够满足电子产品的制造要求。
镀锡板可以用于制造电路板、电子元件的焊接基板等,提高电子产品的可靠性和稳 定性。
在电子行业,镀锡板还可以用于制造导电胶带、电磁屏蔽材料等,提高电子产品的 性能和安全性。
镀锡板在使用后可以回收再利 用,符合环保要求。
美观耐用
镀锡板表面光滑、美观,具有 良好的耐候性和耐磨损性,使
用寿命长。
02
镀锡板的生产工艺流程
原料准备
原料选择
选择优质钢板作为原料,确保其 表面平整、无锈蚀、无杂质。
原料储存
将选好的原料钢板妥善储存,避 免潮湿、污染和损伤。
清洗和预处理
清洗
使用清洗剂去除钢板表面的油污、锈 迹和杂质。
镀锡层应与基材具有良好的附着力, 不易脱落。
镀锡板的表面应光滑、无瑕疵、无颗 粒等。
耐腐蚀性
镀锡层应具有一定的耐腐蚀性,能够 抵抗常见的腐蚀介质。
04
镀锡板的应用实例
在食品包装行业的应用
镀锡板具有较好的耐腐蚀性和防 潮性,能够满足食品包装的卫生
要求。
镀锡板可以用于制造食品包装容 器,如罐头、饮料瓶等,能够保
应用前景
随着科技的发展和市场的变化,新型镀锡板的应 用领域将不断拓展。
研究开发无氰、低氰镀锡工艺, 减少废水和废渣的产生,同时探
索资源回收再利用的方法。
应用前景
随着环保意识的提高,环保型镀 锡技术将逐渐成为主流。
新型镀锡板的应用拓展
研发方向
开拓新型应用领域,扩大镀锡板的市场需求。
镀锡薄钢板概述

镀锡薄钢板概述镀锡薄钢板镀锡薄钢板简称镀锡板(SPTE),俗称马口铁,是两面镀有锡的冷轧低碳(≤0.13%)薄钢板。
按镀锡工艺又可分为热浸镀锡和电镀锡两种(热浸镀锡由于耗锡量大已基本淘汰)。
镀锡板是将钢的强度和成形性同锡的耐蚀性、锡焊性和美观的外表结合于一体的材料。
一、镀锡板的结构•镀锡板是由钢带基板、锡铁合金层、锡层、氧化膜和油膜五层构成。
机构编号结构名称 厚度 成分 A钢基层 0.14~0.55mm 含碳<0.13%的低碳钢 B锡铁合金层 少于0.8g/m 2 锡铁合金结晶 C锡层 1g/m 2~15.2g/m 2 (单面) 锡 D 氧化膜 1~3mc/cm 2(单面,电量密度)氧化锡、氧化亚锡、氧化铬2油膜0.002um氧化膜+钝化膜0.002um钢带基板200um锡层0.35um锡铁合金层0.15um二、镀锡板的生产方法镀锡板的原材料是含碳<0.13%的低碳钢。
马口铁基板是将钢锭或连续铸造材料经过热轧和冷轧形成的薄钢板。
在基板上进行热浸镀锡或电镀锡即得马口铁。
电镀锡流程如下:钢坯热轧热轧钢卷酸洗冷轧电解清洗罩式退火BA材连续退火CA材开捆上卷焊接碱洗酸洗电镀干燥打印软熔急冷化学处理干燥涂油收卷剪切捆包钢卷捆包二、镀锡板的生产方法1、碱洗为除去来自冷轧厂的原板表面带有的动、植物油及矿物油,需用化学清洗剂清洗。
添加的化学清洗剂一般由氢氧化钠、磷酸三钠、碳酸钠、硅酸钠、络合剂和润湿剂组成(动、植物油需要添加皂化剂除去,而矿物油只能依赖乳化作用除去)。
二、镀锡板的生产方法2、酸洗经过碱洗的钢带表面仍有一层铁的氧化物,需要通过酸洗来清除。
同时通过酸洗还可对钢带表面进行轻微的浸蚀使其呈现金属结晶组织活化状态,以便下一步镀锡时使钢带和镀层之间有良好的结合力。
酸洗根据镀锡钢板的最终用途可分为化学酸洗和电解酸洗。
酸洗溶液一般是稀硫酸或盐酸;电解电流一般采用直流电。
同时要避免过度酸洗(过度酸洗反而使硫酸对氧化铁的溶解力下降,使钢带带有不规则的氧化膜)。
镀锡薄钢板概述
焊接 急冷
碱洗 化学处理
酸洗 电镀 干燥 干燥涂油 收卷
二、镀锡板的生产方法
1、碱洗 为除去来自冷轧厂的原板表面带有的动、植物 油及矿物油,需用化学清洗剂清洗。添加的化学 清洗剂一般由氢氧化钠、磷酸三钠、碳酸钠、硅 酸钠、络合剂和润湿剂组成(动、植物油需要添 加皂化剂除去,而矿物油只能依赖乳化作用除 去)。
二、镀锡板的生产方法
4、软熔 电镀后带钢的锡在显微镜下观察是微粒状锡粒, 附着力差,没有光泽,称无光锡。为改善锡层的 附着力和外观,必须将带钢加热到锡的熔点 (232℃)以上的温度,使锡层熔融流动形成发 亮的表面;同时在锡铁之间的界面形成Sn-Fe合 金层(其中锡质量分数一般为80.95%),使马口 铁具有良好的耐腐蚀性和焊接性。 5、急冷 将软熔处理后的马口铁浸入装有60-70℃热水 的淬水槽急速降至100℃以下。
三、镀锡板的主要技术条件
必须指出:具有相同 HR30T值的箱式退火镀锡板和连续退 火镀锡板的力学性能并不相同,这主要是因为其晶粒大小 和形状不一样。 考虑到镀锡处理及镀锡处理前的保管条件会引起时效硬化
二、镀锡板的生产方法
镀锡板的原材料是含碳<0.13%的低碳钢。马口铁基 板是将钢锭或连续铸造材料经过热轧和冷轧形成的薄钢 板。在基板上进行热浸镀锡或电镀锡即得马口铁。电镀 锡流程如下:
钢坯 热轧 热轧钢卷 酸洗 冷轧 电解清洗 罩式退火 连续退火 BA材 CA材
开捆 打印 剪切
上卷 软熔 捆包 钢卷捆包
三、镀锡板的主要技术条件
1、镀锡原板成分 日本的JIS对镀锡板原板的钢种化学成份不作规定, 但提供三种代表性钢种(D型、L型、MR型)。其含义在 美国材料实验协会(ASTM)标准ASTMA623中列有,国际 标准 ISO 对钢种不作规定。应用最广泛的钢种是 MR 型, 这种钢内常规元素和残余元素含量很低,但其限制不象 其余两种特殊的钢那样苛刻。 D 类钢为铝镇静钢,具有 超深冲耐时效的特点,用于易发生吕德斯花纹的加工。L 类钢的非金属夹杂物及残余元素含量低,用于高耐蚀产 品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 镀锡板是由钢基板、镀锡合金层、锡层、氧化膜、
油膜组成。如图
镀锡板的分类
• 按生产方式 • 按钢基 • 按退火方式 • 按表面外观 • 按镀锡量 • 按钝化种类 • 按表面质量
镀锡板的分类
• 镀锡量 • 在我国国家标准中镀锡板的尺寸都是以毫
米为单位来表示的。但在以往的世界贸易 中,习用于“基板箱的重量”(磅/基箱) 为单位表示厚度,用英吋来表示尺寸。 • 所谓基本箱,是一种面积单位,即尺寸为 14吋x20吋(356毫米x508毫米)的镀锡板 112张称为1基本箱,其面积为31360吋2
电镀锡薄板知识
华文明 2009.11.25
电镀锡薄板知识
• 镀锡原板 • 镀锡板的概述 • 镀锡板的分类 • 镀锡工艺 • 镀锡板的检验
镀锡原板
• 钢坯 • 热轧 • 冷轧 • 镀锡基板
镀锡原板
• 镀锡原板的性能:机械性能、成型性能、
屈服现象和应变时效、方向性、耐蚀性。
镀锡原板
• 1.钢坯 • 用作镀锡板的钢种通常有沸腾钢和镇静钢。沸腾
•
•
镀锡原板
• 一次冷轧板硬度 • JIS G3303-2008规定
调质度 代号 硬度(HR30T) 目标 允许范围
T-2 T-2.5 T-3 T-3.5 T-4 T-5
53 55 57 59 61 65
53±5 55±5 57±5 59±5 61±5 65±5
镀锡原板
• 二次冷轧(DR)调质
度JIS G3303-2008规 定
镀锡板的概述
品号
锡不小 (﹪)
特1号
一号
二号
三号
99.95 99.90 99.75 99.56
• 4、锡的化学成分 杂 • 市场上销售的锡纯度大多 质 在99~99.95 ﹪之间,杂 含 质主要有铅、砷、锑、鉍、 量 铜、铁、硫等。 不 • 生产镀锡板用的金属 大 锡,其质量必须符合 于 国际标准GB728中二 ﹪ 号锡以上。 • 锡化学成分表
•
•
镀锡原板
基板成分表
钢 种
D L
C
0.12 0.13
化学成分、﹪、不大于 Si Mn S P Cu Ni
0.030 0.60 0.030 0.60 0.05 0.05 0.020 0.20 0.015 0.06 0.15 0.04
Cr
0.10 0.06
Mo
0.05 0.05
MR
MC
0.13
0.12
电镀锡工艺
• 2.电镀锡工艺流程 • 化学脱脂→1#喷淋刷洗→电解脱脂→2→电镀锡→1#热风烘干→软熔→淬水 →电解钝化→2#热风烘干→静电涂油→
电镀锡工艺
• 3.前处理 • 前处理工艺由化学脱脂、电解脱脂、电解酸洗3部 •
• •
分组成。 化学脱脂:带钢通过浸渍化学脱脂和刷洗后,可 除去约95%的油污。 电化学脱脂:采用中间导体法进行电解脱脂,带 钢经过电解脱脂和刷洗后除去全部的油脂。 酸洗:采用中间导体法进行电解的方法除去带钢 表面的氧化物和活化带钢表面。
等厚镀锡 层镀锡板
差厚镀锡 层镀锡板
100# /25#
100# /50# 135# /50#
11.2 /2.8
11.2 /5.6 15.1 /5.6
10.1 /2.25
10.1 /5.05 13.4 /5.05
镀锡板的分类
• 表面外观 • 由钢基的表面外观和镀锡层是否软熔这两因素共同决定。 • 光亮表面(B):在具有极细磨石花纹的光滑表面的原板
上镀锡,然后进行锡层软熔处理得到的有光表面。 • 粗糙表面(R):在具有一定方向性的磨石花纹表面的原 板上镀锡,然后进行锡层软熔处理得到的有光表面。 • 银色表面(S):在具有粗糙无光泽表面的原板上镀锡, 然后进行锡层软熔处理得到的有光表面。 • 无光表面(M):在具有一般无光泽表面的原板上镀锡, 然后不进行锡层软熔处理的无光表面。
0.030 0.60
0.030 0.70 0.05 0.03 0.5 0.45
0.05
0.05
0.020 0.20
0.15 0.20
0.20
0.10
0.05
SPCC 0.12 SPCD 0.10 N
0.035 0.035 0.030 0.035
在上述L、MR、MC型钢中加入至少0.007%N而成
镀锡原板
镀锡板的分类
• 钝化种类 • 重铬酸钠阴极处理(CE)或称311法。 • 重铬酸钠浸渍处理(CP)或称300法 。
电镀锡工艺
• 1.电镀锡线分类 • 电镀锡机组按其电解液种类的不同,可分为酸性法、卤素
• • • •
法及碱性法。 酸性法以弗洛斯坦型(简称F型)应用最普遍,以硫酸锡作 为电解液,是由美钢联开发的。 酸性法中以氟硼酸盐作为电解液的是德国拉色斯坦型作业 线。我国武钢引进的也是这种作业线。 卤素型(简称H型)多数集中于美国,其电镀液是采用氯化 亚锡和碱金属氟化物的水溶液并以蔡酚磺酸或聚氧乙稀类 化合物作添加剂。 碱性法(简称A型)以锡酸钠为电解液,由于工艺陈旧,耗 电大(电镀时由Sn4+~Sn,电流效率低,已大部分被淘汰。
调质度 HR30T值 目标值
DR8 DR9
73±5 76±5
73 76
DR9M 77±5
DR10 80±5
77
80
镀锡原板
硬度表示方法及有关标准调质度代号对照表 标准号 GB/T2520 JIS G3303
-2008 -2008 T-1 T-2 T-2.5 T-3 T-4 T-5 T-3(T57 ) T-4(T61 ) T-5(T65 ) ASTM A623M-06a T-1(T49) T-2(T53 ) DIN EN ISO 10202-2001 11949-1995 TS230 TS245 TS260 TS275 TH415 TH435 TH50+SE TH52+SE TH55+SE TH57+SE TH61+SE TH65+SE
• •
镀锡板的分类
镀锡板种类
各种镀锡量规格表 惯用牌号 镀锡量
磅/基本箱 克/米 2.8 /2.8 5.6 /5.6 8.4 /8.4 11.2 /11.2 8.4 /2.8 25# 50# 75# 100# 75# /25# 0.25 0.5 0.75 1
最小平均 镀锡量
4.9 10.5 15.7 20.2 7.85 /2.25
的冷轧低碳薄钢板,它集钢的强度和成形性与锡 的耐蚀性、焊接性和外观于一体。镀锡板广泛用 于食品工业及各种作容器、冲压制品、包装材料 的非食品工业,如食品罐,喷雾罐,瓶盖,含气 饮料罐,包装材料及非包装材料(家电、玩具、文 具、工程)。
镀锡板的概述
• 3、锡的特性 • 镀锡板的特性在很大程度上决定于锡的特性。 • 锡是具有轻微淡兰色的银白色金属,原子量118.7, •
镀锡板的分类
• 镀锡量通常是以一定面积的镀锡原板上所镀上的锡的重量
来表示的。在我国的标准中通常以每一平方米的锡重量克 整(克/米2)来表示镀锡量。但历史上惯例用每一基本箱 镀锡板两面上所镀上的锡的重量(磅)乘100所得的数字 作为镀锡量的牌号。 例如镀锡量为1磅/基本箱,等于镀锡量牌号100#,0.75 磅/基本箱等于镀锡量牌号75#,等等。 镀锡板的单面镀锡量11.2克/米2相当于1磅/基本箱,8.4 克/米2相当于0.75磅/基本箱,以此类推。
0.03
铅
0.05
0.08
0.3
0.02
0.003 0.015 0.02 砷
0.005 0.015 0.05
锑 0.003 0.015 0.05 鉍
0.05
0.05
0.004 0.01
铜
0.01
0.03
0.02 0.01
0.004 0.007 0.01 铁 0.001 0.001 0.01 硫
镀锡板的概述
大多采用模铸沸腾钢和压盖钢。这些钢虽然钢锭表面质量好,可轧制镀锡基板,但由 于钢锭浇铸和凝固过程中存在成分偏析及在轧制方向和宽度方向上机械性能差异大, 不能用作高深冲成形性能的镀锡基板。自70年代连铸技术取得迅速发展以后,由于连 铸板坯化学成分均匀,偏析小,机械性能波动小,适合于提高镀锡板的外形质量和成 形稳定性。目前镀锡板用钢基本上都已连铸化了。 镀锡板用钢的化学成分按ASTM A 623标准规定可分成L, MR, MC, D型4种,其化学 成分见表1。表中所列各种元素百分比含量都是最大值,实际含量通常要低得多。其中 L型钢残留元素(Cu、Ni、Cr、Mo及其它元素)成分特别少,具有极优良耐蚀性,MR型 残留元素成分较宽,耐蚀性好,用作一般的食品容器,MC型含P量较高,起到增加强 度的作用,用于对强度有要求而对耐蚀性要求不高的用途,D型是铝镇静钢,在深冲加 工或经受容易产生拉伸应变纹情况下使用。还有一种N型钢,是在L、MR、MC钢中加 氮来提高强度的钢种,另外,美国、日本一些镀锡专业厂采用连铸法也生产了镀锡板 用的准沸腾钢和铝镇静钢。 随着镀锡板生产技术的提高,涂料耐蚀性的开发。用户为了降低成本,一些对耐蚀性 要求较低的产品开始使用普通冷轧钢板SPCC、SPCD做镀锡板基板。
镀锡原板
• 3.冷轧 • 冷轧,一般在开轧前是没有加热工序的。
用热轧钢卷为原料经酸洗去除氧化皮后进 行冷连轧,其成品为轧硬卷。由于连续的 冷变形引起的冷作硬化使轧硬卷的强度、 硬度上升、韧塑指标下降,基本不具备加 工性能。
镀锡原板
• 4.镀锡基板的化学成分 • 镀锡基板用钢大多采用低碳软钢,含碳量一般为0.03%~0.13%。在连铸技术发展以前,
镀锡板的概述
• 1、什么是镀锡板 • 镀锡薄钢板简称镀锡板,俗称马口铁,是
在薄的低碳钢板上镀锡而制成的产品。用 热浸工艺生产出的镀锡板称热浸镀锡板, 用电镀工艺生产出的镀锡板称电镀锡板。 • 由于镀锡板约98~99.8﹪的重量是钢板,所 以它是属于冶金产品的涂层钢板品种。