CNC各种材料选用刀具与转速参数表
CNC各种材料选用刀具与转速参数表
50-80
80-100 100-150 150-200 200-300 20-50 50-80 80-100 100-120 120-150 20-50 50-80 80-100 100-120 120-150 40-80 80-100 100-150 150-200 200-300 10-20 20-50
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
12以上 3000-4000
2 5500-6500
铝
<10% Si >10% Si
2000-3000 100-120 塑料
1500-2000 80-100
镁
1500-2000 50-80 黄钢&软 自由马赫
800-1200 30-50 青铜
强硬
3000-4000 100-120
25HRC以上
2000-3000 100-120 1500-2000 80-100 硬钢
50-60 60-80 60-80
0.3-0.5
0.5-1 1 1-2 2-3
0.1-0.3 0.3-0.5 0.5-0.8 0.5-1
1-2 0.3-0.5 0.5-0.8 0.8-1
1-2 2-3 0.3-0.5 0.3-0.5 0.5-1 1-2 2-3 0.2-0.3 0.3-0.4
0.4-0.6 0.6-0.8 0.8-1
最全面的CNC切削参数表

≤60
≤50
≤45
≤35
≤30
≤28
≤25
≤25
≤20
≤15
≤6
≤4
开粗
S4500 S7500 S8000 S8000 S8500 S8500 S9000 S8500 S8500 S8500 S9000 S8500 S8500 S9000 S9500 S9000 S11000 S11000 S10000 S8000 S12000 S12000 S12000 S11000 S12000 S12000 S12000 S11000 S15000 S15000 S15000 S14000 S15000 S15000 S15000 S15000
≤15
R6 R5 R4 R3 R2.5 R2 R1.5 R1 R0.75 R0.5 R0.3 R0.2
中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀
F4000 F3000 F2500 F1000 F6000 F3500 F3000 F1000 F6000 F3500 F3000 F1000 F5000 F3500 F3000 F1000 F5000 F3000 F2800 F1000 F3500 F3000 F2800 F900 F3500 F3000 F2800 F900 F2800 F2500 F2000 F600 F2000 F1800 F1500 F500
Ø16R0.8
Ø12R0.3
Ø10R0.3
Ø8R0.3
Ø6R0.3
Ø4R0.2
Ø3R0.2
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
CNC各种材料选用刀具与转速参数表

环氧板
600-1000
250-400
12以上
600-800
60-80
0.8-1
8以上
500-600
10-20
2500-3000
20-50
0.3-0.4
2-3
1500-2000
40-60
电木
1000-1500
300-500
5-6
1500-2000
50-60
0.4-0.6
3-5
1000-1500
30-40
POM
1200-1800
300-500
8-10
1000-1200
60-80
0.6-0.8
5-8
600-800
自由马赫
250-400
76-122
12以上
1000-1500
120-150
2-3
8以上
800-1200
30-50
强硬
150-250
46-76
电木/胶木
钨钢立铣刀
2
3500-4000
40-80
0.3-0.5
电木/胶木
1-2
3000-4000
100-120
硬钢
25HRC以上
200-300
61-92
3-4
150-180
奥氏体
150-250
46-76
3-4
4500-5000
120-180
0.5-1
2-3
4000-5000
120-150
铁素体
80-120
24-37
5-6
3000-4000
200-300
1-2
CNC刀具全面转速进给资料

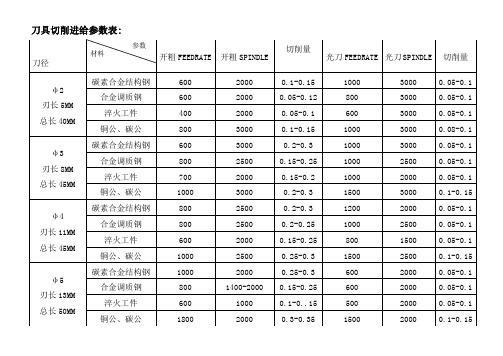
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
材料
刀具切削进给参数表: 碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10。
CNC各种材料选用刀具与转速参数表

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
CNC刀具全面转速进给资料

500
φ 2R1
合金调质钢
500
刃长 5MM
淬火工件
400
总长 50MM
铜公、碳公
800
3000 4000 4000 4000 4000 4000 4000 4000
0.1 0.1 0.1 0.1 0.15 0.15 0.15 0.15
400
4000
0.05
300
4000
0.05
200
4000
0.05
碳素合金结构钢 合金调质钢 淬火工件 铜公、碳公
碳素合金结构钢 合金调质钢 淬火工件 铜公、碳公
1000 800 600 1200 1000 800 500 1500
3000 3000 2800 3000 3000 3000 3000 4000
0.25 0.25 0.25 0.25 0.25-0.3 0.25-0.3 0.25-0.3 0.25-0.3
切削量 光刀 FEEDRATE 光刀 SPINDLE 切削量
φ 52R6 碳素合金结构钢
总长:350、 合金调质钢
300、250、200 淬火工件
180、150、100 铜公、碳公
φ 42R6 碳素合金结构钢
800 800 500 1500 700 500 500 1000
1500 1000 1000 2000 1500 1500 1000 1200
0.3-0.35 0.2-0.3 0.15-0.2 0.3-0.4 0.35-0.5 0.25-0.35 0.2-0.3 0.4-0.5
800 700 600 1000 1000 800 700 1000
φ3 刃长 8MM 总长 45MM
碳素合金结构钢 合金调质钢 淬火工件 铜公、碳公
CNC刀具全面转速进给资料
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
材料
刀具切削进给参数表: 碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10。
各材料常用刀具转速进给参数对照表
各材料常用刀具转速进给参数对照表一、铝合金铝合金是一种轻质、高强度且具有良好导热性和导电性的材料,广泛应用于航空航天、汽车制造和电子行业等领域。
对于普通铝合金,如 6061 和 7075 系列,在使用硬质合金刀具进行铣削时,推荐的转速通常在 8000 15000 转/分钟之间,进给速度则在800 1500 毫米/分钟左右。
而在钻孔时,转速可以设置在 3000 5000 转/分钟,进给速度约为 80 150 毫米/分钟。
然而,对于一些高硅含量的铝合金,如压铸铝合金 ADC12,由于其硬度相对较高,刀具转速和进给参数需要相应降低。
铣削时,转速可调整为 5000 8000 转/分钟,进给速度约为 500 800 毫米/分钟;钻孔时,转速约为 2000 3000 转/分钟,进给速度在 50 80 毫米/分钟。
二、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等不同种类。
对于低碳钢,如 A3 钢,在铣削加工中,刀具转速一般在 1000 3000 转/分钟,进给速度约为 200 500 毫米/分钟。
钻孔时,转速可设定在 800 1500 转/分钟,进给速度约为 50 100 毫米/分钟。
中碳钢,如 45 号钢,由于其硬度稍高,铣削时转速可在 800 2000 转/分钟,进给速度约为 150 300 毫米/分钟;钻孔时,转速约为 500 1000 转/分钟,进给速度在 30 60 毫米/分钟。
高碳钢则需要更低的转速和进给速度。
在铣削时,转速约为 500 1000 转/分钟,进给速度约为 100 200 毫米/分钟;钻孔时,转速一般在300 600 转/分钟,进给速度约为 15 30 毫米/分钟。
三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度相对较大。
常见的不锈钢如 304 和 316 系列,在铣削时,刀具转速通常在 600 1200 转/分钟,进给速度约为 80 150 毫米/分钟。
CNC车床的各种刀具与加工材质的给进率与转速相关资料
CNC車床的各種刀具與加工材質的給進率與轉速相關資料V=πDN/1000V:切削速度(m/mm) D:工件直徑(mm) N:每分鐘回轉速(rpm)V=πDN/1000V:切削速度(m/mm) D:工件直徑(mm) N:每分鐘回轉速(rpm)(1) 旋徑:又稱擺度。
表示工件在床面的最大旋轉直徑。
(2) 切削速度︰車刀切削迴轉工件時,每一分鐘內所切出的切屑長度。
以每分鐘公尺長度或英呎長度表示。
V=πDN/1000V:切削速度(m/mm) D:工件直徑(mm) N:每分鐘回轉速(rpm)(3) 進給︰又稱進刀量或走刀量,指刀具沿工件表面或進入工件表面的前進率。
以主軸每轉的距離來表示。
(4) 切削深度︰刀具在工件上所切除的切屑厚度。
個刀角之作用A.後斜角(1)控制屑流方向及減少排屑阻力(2)複後斜角可保護刀具光點B.邊斜角(1)控制屑流方向及減少排屑阻力(2)刀具材料之強度愈大則邊斜角愈大C.前間隙角(1)工具材料抗剪及衝擊強度愈大前間隙角可愈大反之則愈小(2)工件材料愈硬愈強愈韌則前間隙角愈小反之則愈大D.邊間隙角(1)刀具作側向進刀時能補償因工件每轉一周刀架鞍座前進所產生的螺旋角之用並使切削作用集中於切削邊E.刀端角(1)減低顫震及增進刀口之使用壽命可避免車刀前端與表面摩擦高速鋼車刀角度表高速鋼車刀角度表邊隙角前隙角後斜角邊斜角低碳鋼12816.514中碳鋼10-1288-16.512-14高碳鋼108812鎳合金鋼1081012高速鋼108812不銹鋼1081015-20鑄鐵108512鋁1283515電木12800黃銅10800-(-4)青銅10800-(-4)鎳銅合金1513814鎳1513814橡皮20150-(-5)0-(-7)工具鋼108812碳化車刀角度表前隙角邊隙角後斜角邊斜角鋁6-86-810-2010-20銅6-86-8420黃銅6-86-804青銅6-86-80-43-8鑄鐵6-86-80-42-4前隙角邊隙角後斜角邊斜角低碳鋼(SAE1020-1035)6-86-803高碳鋼(SAE1095)6-86-803鎳合金鋼(SAE2315-2335)6-86-803鎳鉻合金鋼(SAE3140-3250)6-86-803鉬合金鋼(SAE4015)6-86-803鉻釩合金鋼(SAE6145)6-86-803--------------------------------------------------------------------------類別/ 組成元素/ 識別/ 切削材料K/ wc-Co/紅/鑄鐵.石材.非鐵金屬(脆性材)P/ wc-Co-Tic/ 藍/鋼.鑄鋼(延性材料)M/ wc-Co-Tic-Tac/ 黃/ 不鏽鋼(強軔材)1.每類又有多種編號(如P01-P40 K01-K40......)2.號數大者適合低速重切削,號數小適合高速輕切削3.碳化物刀具磨削時,不可以急冷於水中,以免產生裂痕4.刀具通常以粉末冶金製成5.在高溫切削時不失硬度(此硬度稱紅熱硬度)耐熱度達1200度c刀具壽命的單位是什麼?要如何計算?有哪些邊界條件會影響刀具壽命?一般我們是以加工刀多少小時為單位,而使用條件確實會對刀具壽命有很大影響,主要包括加工深度、每刃進给量、加工材質、切削液使用狀況(散熱與排屑)。
CNC精加工参数表

表一序号刀具大小加工材料步进量/Z 下刀量转速进给参考加工深度备注1Ф63R6钢料≤10°0.32mm S1500F1800298mm 2Ф40R6铜料/钢料≤10°0.3mm S2800F1800180mm 平行式步进量0.36mm3Ф32R0.8铜料/钢料≤8°0.25mm S3400F1700220mm 4Ф25R0.8铜料/钢料≤8°0.25mm S3400F1500150mm 5Ф25R5铜料/钢料≤10°0.25mm S3400F1500120mm 平行式步进量0.33mm 6Ф20R4铜料/钢料≤10°0.25mm S3500F1500100mm 平行式步进量0.33mm7Ф20R0.8铜料/钢料≤8°0.25mm S3500F1500100mm 8Ф20R0.5铜料/钢料≤8°0.25mm S3500F1500100mm 9Ф16R0.8铜料/钢料≤8°0.25mm S3500F150085mm 10Ф16R2铜料/钢料≤8°0.28mm S3500F1300100mm 11Ф12R1.0铜料/钢料≤5°0.28mm S4000F140060mm 12Ф10R1.0铜料/钢料≤5°0.28mm S4000F140050mm 13Ф10R0.5铜料/钢料≤5°0.24mm S4000F140050mm 14Ф8R1.0铜料/钢料≤5°0.28mm S4000F135045mm 15Ф8R0.5铜料/钢料≤5°0.24mm S4000F135045mm 16Ф6R1铜料/钢料≤5°0.28mm S4500F130035mm 17Ф6R0.5铜料/钢料≤5°0.24mm S4500F130035mm 18Ф12铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S3500F140050mm 19Ф10铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F140046mm 20Ф8铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F135040mm 21Ф6铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S4500F130030mm 22Ф4铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S5500F110028mm23Ф3铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S6500F1000伸出20mm ,直身16mm 刀柄Ф424Ф2.5铜料/钢料﹥1°≤3°0.18mm S6500F900伸出20mm ,直身16mm刀柄Ф425Ф2铜料/钢料﹥1°≤3°0.18mm S6500F700伸出20mm ,直身12mm刀柄Ф426Ф1.5铜料/钢料﹥1°≤3°0.15mm S6500F500伸出20mm ,直身10mm 刀柄Ф427Ф1铜料/钢料﹥1°≤3°0.10mmS6500F350伸出20mm ,直身8mm刀柄Ф4精加工参数表一.曲面等高外形(牛鼻刀、端铣刀)精加工参数表表二序号刀具大小加工材料步进量/Z 下刀量转速进给1R10铜料/钢料0.20mm S3000F16002R8铜料/钢料0.18mm S3500F15003R6铜料/钢料0.17mm S4000F14504R5铜料/钢料0.16mm S4000F14505R4铜料/钢料0.15mm S4600F13506R3铜料/钢料0.13mm S5000F13007R2铜料/钢料0.11mm S5500F11008R1.5铜料/钢料0.09mm S6000F10009R1铜料/钢料0.08mm S6500F70010R0.75铜料/钢料0.07mm S6500F65011R0.5铜料/钢料0.05mmS6500F350备注:②粗公的步进量在以上基础加0.03mm ;③以上R 刀用“等高外形”加工曲面时,Z 深度(步进量)在以上基础上加0.05mm ;序号刀具大小加工材料转速进给参考加工深度1Ф25铜料S450F250125mm 2Ф20(白钢)铜料S650F350100mm 3Ф20(合金)铜料S2500F85085mm 4Ф16(白钢)铜料S850F40075mm 5Ф16(合金)铜料S2800F80065mm 6Ф12铜料S2400F75050mm 7Ф10铜料S2800F75046mm 8Ф8铜料S3000F75040mm 9Ф6铜料S3200F70035mm 10Ф25R0.8钢料S1800F700150mm 11Ф20R0.8钢料S2000F700100mm 12Ф16R0.8钢料S2200F70085mm①以上参数是相对普通机床对钢料和铜公幼公的加工,高速机的步进量按以上参数,转速、进给以2号机、伸出20mm ,直身10mm 伸出20mm ,直身8mm3号机刀库表为准;④曲面光刀时尽量用“最佳等高”方式加工。
CNC刀具全面转速进给资料

碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
材料
刀具切削进给参数表: 碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10。
CNC加工参数表

转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR8普长飞刀220015000.6260016000.14200015000.5300020000.14250015000.8320016500.15加硬钢料最适用R8加长飞刀220013000.6250015000.14200012000.5280016000.14250015000.6300015000.15较大工件常用R8粗飞刀160012000.5175014000.14240013000.5一般不用作光刀R8白钢粗刀160012000.6175014000.14180012500.8铜公开粗最适用R8钨钢光刀250015000.152********.153********.5300016500.15一般不用作钢料光刀R4普长飞刀200014000.4220015000.182********.3200015000.182********.5一般不作光刀R0.8加长飞刀180012500.25200015000.12180012000.152********.12240014000.5250016000.12光刀宜不准数R0.8普长飞刀180015000.5200016000.12180013500.25180015000.12250015001300016500.12常用飞刀R0.4加长飞刀180012500.252200014000.1180010000.2210014000.1250014000.4260015000.1不宜铜公光刀R0.4普长飞刀185015000.4200015000.1180015000.25200015000.1250015000.6280016500.1不宜铜公光刀白钢平底普长刀70012000.485012000.111001600 1.5150012000.1最常用白钢刀<常用侧锋>白钢平底加长刀70010000.385011000.111001500 1.2150011000.1常用侧锋光刀钨钢平底加长刀120011000.4135015000.1110012000.4130015000.1150014001180015000.1常用侧锋光刀钨钢平底普长刀120014000.5135016000.1110013000.5130016000.115001600 1.2180016000.1常用侧锋光刀R6加长飞刀180013500.5220016000.14165012000.4200015000.14200014000.5250016000.14一般不作铜公光刀R6白钢粗刀160013000.5160013000.14180014000.8210015000.14R6钨钢加长刀200012500.4220015000.14200012000.5220016000.12240014000.6300015000.14R6钨钢普长刀200015000.5220016000.14200013500.5220018000.14240015000.6300016000.14平底白钢加长刀10009000.3130013000.1130015001140012000.1平底白钢普长刀100011000.5130014000.113001600 1.2140013000.1最常用粗刀平底钨钢加长刀120011000.35200015000.1110010000.2160015000.1160014001200014000.1平底钨钢普长刀120013000.5200016000.1110012000.3160016000.116001600 1.2200015000.1最常用光刀R5普长飞刀200013000.4250015000.12200011000.3240015000.12220012000.5250014000.12一般不用作光刀R5白钢粗刀160012000.5165013500.12180012000.6210015000.12R5钨钢普长刀200012000.5240014000.12200015000.5230015000.12300016000.5320018000.12最常用光刀R5钨钢加长刀200011000.4240013000.12200014000.5230014000.12300014000.4320015000.12白钢普长平底刀110012000.4140012500.1150013501165013500.1常用刀具钨钢普长平底刀150012000.4180015000.1135012500.3140014000.1200015001210016000.1常用刀具钨钢加长平底刀150010000.3170013000.1135011000.2140013000.1200013500.8210015000.1R6加长飞刀130015000.3140014000.15120012000.15光刀误差较大R6普长飞刀110018000.8125018000.2590015000.4100015000.2160018001180018000.25用作开粗及光平面φ50φ63加硬钢料铜料φ12φ10开粗光刀刀具一般钢料备注开粗光刀刀径类型光刀开粗φ16转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR6加长飞刀180016000.45180016000.25175012000.25180015000.2180015000.6210016000.2R5加长飞刀180015000.45180016000.181********.3180015000.16180015000.6220016000.18一般不宜作侧边光刀φ31R5普长飞刀200015000.5200017000.181********.3180015000.182********.75250016000.18大机不适用φ32R0.8加长飞刀180015000.3180016000.1165013000.25165015000.1200015000.5220016000.1特长飞刀180012000.4180015000.181********.2165012500.16180013000.5180015000.18光刀不宜光准加长飞刀180016000.6180017000.181********.3180015000.182********.8220016000.18最常用飞刀普长飞刀180018000.65180018000.181********.4180016000.18200018001240018000.18最常用飞刀R5普长飞刀200016000.5220016000.181********.35180016000.18240016001280018000.18R5加长飞刀18001500 6.5180016000.181********.35180015000.15210015001220016000.18R0.8加长飞刀180014000.35200015000.1175013000.25175016000.1210014000.65220015000.1白钢普长平底刀60011000.570010000.111001650 1.5135013000.1白钢加长平底刀60010000.357008500.110001500 1.2130012000.1钢料加工不常用白钢超长平底刀5007000.156008000.1100012001120010000.1钢料加工不常用R10加长飞刀200015000.5220015000.25240016000.6270016500.25铜公加工不常用R10普长飞刀210016500.5220018000.25240016500.6270018000.25R10加长白钢刀140012000.4140013000.25160012000.8180013000.25光刀不常用R10普长白钢刀150013500.6150015000.25165013000.8180014000.25光刀不常用R0.4加长飞刀180015000.32200015000.1180015000.2160015000.1200015000.5250015000.1光刀误差较大R0.4普长飞刀18002000.5200015000.1180015000.3160015000.1200020001250015000.1平底加长白钢刀60010000.3575012000.190010001120010000.1钢料加工不常用平底普长白钢刀65013000.575014000.1100015001.5120012000.1平底钨钢刀120013000.5135015000.1100010000.35110010000.19005000.1平底加长钨钢刀110010000.35120012000.19008000.2510009000.19005000.1钢料开粗不常用R4白钢粗刀16008000.320008000.15140010000.5330015000.15R4钨钢加长刀280010000.4350020000.225008000.35300012000.2300016000.5360020000.2R4钨钢普长刀280010000.4350020000.225008000.35300012000.15300016000.6360020000.3最常用光刀白钢平底普长刀14008500.314008000.15140015000.8180012000.15钨钢平底普长刀160010000.6220012000.2180010000.2200010000.1200018001280018000.15钨钢平底加长刀16008000.4200010000.220008000.1522008000.1240016000.8280016000.15φ8鹏程电脑锣开粗光刀开粗光刀刀径类型Φ30R5φ25刀具一般钢料加硬钢料铜料光刀φ20φ35备注开粗转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR3白钢刀16008000.25220012000.15250014000.5400018000.2R3加长钨钢刀400012000.3450012000.1540008000.2400010000.15450020000.6450022000.2R3普长钨钢刀400016000.4450020000.15400016000.2400014000.15500020000.6500022000.2常用光刀平底白钢普长刀160012000.2160010000.1200018000.8280018000.15平底普长钨钢刀220012000.3350018000.1350012000.153********.1350020000.8500022000.15常用光刀平底加长钨钢刀220010000.25300012000.135008000.1535008000.1400016000.8500020000.1R2.5白钢刀200010000.2240010000.1350018000.25350014000.1R2.5钨钢刀400012000.21400016000.1350014000.15400020000.1400016000.2500022000.1平底白钢刀160012000.25220012000.1300016000.3400020000.1平底普长钨钢刀250016000.1350020000.1350012000.15400016000.1500020000.3500025000.1R2白钢刀240015000.25300018000.1400016000.2400020000.1R2普长钨钢刀400016000.25450022000.1450014000.155********.1500020000.2500024000.1平底钨钢刀400016000.2450018000.1450012000.1500016000.1500020000.2500020000.1平底白钢刀280012000.2300010000.1300010000.25350012000.1R1.5钨钢刀450012000.155********.1450010000.1500016000.1500018000.2500022000.1R1.5白钢刀28008000.153********.1350012000.2450016000.1平底白钢刀30008000.152********.1400012000.25450016000.1平底钨钢刀350012000.15450012000.145008000.1500014000.1500018000.25500020000.1R1.25钨钢刀50006000.254007000.150004000.1554005500.154006500.2556006500.1加工钢料少用平底钨钢刀40005500.244006500.140005500.1844006000.148006000.2552006000.1平底白钢刀27005000.230006000.136005000.2540005500.1R1白钢刀32004500.1535005000.140005000.244005500.1加工钢料少用R1钨钢刀50005000.1855006000.150004000.1555005000.154006000.256006500.1钨钢平底刀42005000.245006000.142005000.1844005500.150005000.254005500.1加工钢料少用刀具φ5一般钢料φ4φ6备注刀径类型开粗光刀开粗光刀开粗光刀CNC 加工参数加硬钢料铜料φ2鹏程电脑锣CNC 加工参数φ3φ2.5转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR0.75钨钢刀54003500.1555003500.155003000.155003500.156004500.1560004500.1加工钢料少用R0.75白钢刀52003000.153003500.148004500.1550005000.1加工钢料少用平底钨钢刀48003500.150003500.148004000.150004500.155004000.1556005000.1加工钢料少用平底白钢刀42003000.145002500.0850004000.154004500.08加工钢料少用平底钨钢刀52003000.155003500.0855003500.156003500.0658003000.160004000.08加工钢料少用R0.5白钢刀55003000.156003000.0650003500.150004000.08加工钢料少用R0.5钨钢刀60003000.160003000.0658002500.158003500.0660004000.160004500.08加工钢料少用φ12R1钨钢R 角刀450015000.4450018000.12450015000.35500018000.1245001600 1.2500018000.12φ10R1钨钢R 角刀500015000.4500018000.12500014000.35500018000.12460016001540018000.12φ8R0.5钨钢R 角刀550014000.3550015000.1540013000.3550016000.1500015000.8550016500.1φ8R1钨钢R 角刀550014000.3550015000.12540013000.3550016000.12500015000.8550016500.12φ6R0.5钨钢R 角刀550013000.25600015000.1560012000.25600015000.1550015000.5600016500.1备注开粗光刀开粗加硬钢料铜料开粗光刀刀径φ1.5光刀刀具一般钢料7、stp 在使用非球头刀具时指代为切削深度,而在使用球头刀具时指代水平步距。
CNC各种材料选用刀具与转速参数表.doc

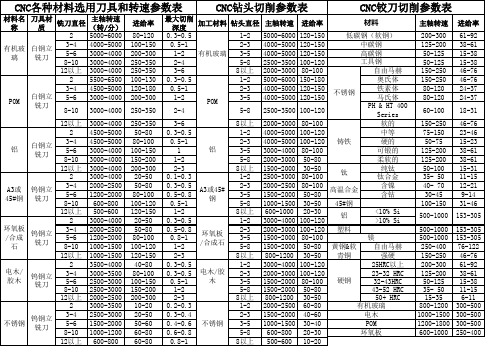
CNC各种材料选用刀具和转速参数表CNC钻头切削参数表CNC铰刀切削参数表材料名称刀具材质铣刀直径主轴转速(转/ 分)进给率最大切削深度加工材料钻头直径主轴转速进给率材料主轴转速进给率2 5000-6000 80-120 0.3-0.5 1-2 5000-6000 120-150 200-300 61-92低碳钢(软钢)有机玻璃白钢立铣刀3-4 4000-5000 100-150 0.5-1 2-3 4000-5000 120-150 中碳钢125-200 38-615-6 3000-4000 200-300 1-2 有机玻璃3-5 4000-5000 120-150 高碳钢50-125 15-388-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 工具钢50-125 15-38 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 自由马赫150-250 46-762 5500-6500 100-130 0.3-0.5 1-2 5000-6000 150-180 奥氏体150-250 46-76POM 白钢立铣刀3-4 4500-5000 120-180 0.5-1 2-3 4000-5000 120-150 铁素体80-120 24-37不锈钢5-6 3000-4000 200-300 1-2 3-5 4000-5000 120-150 马氏体80-120 24-37POMPH & HT 400 8-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 60-100 18-31Series 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 软的150-250 46-762 4500-5000 50-80 0.3-0.5 1-2 4000-5000 100-120 中等75-150 23-46铝白钢立铣刀3-4 4500-5000 80-100 0.5-1 2-3 4000-5000 100-120 50-75 15-23硬的铸铁5-6 3000-4000 100-150 1 3-5 3000-4000 80-100 125-200 38-61铝可锻的8-10 3000-4000 150-200 1-2 5-8 2000-3000 50-80 125-200 38-61柔软的12以上3000-4000 200-300 2-3 8以上1500-2000 30-50 纯钛50-100 15-31钛2 3000-4000 20-50 0.1-0.3 1-2 2500-3000 80-100 35- 50 11-15钛合金A3或45#钢钨钢立铣刀3-4 2000-2500 50-80 0.3-0.5 2-3 2000-2500 80-100 含镍40- 70 12-21A3或45#高温合金5-6 1200-2000 80-100 0.5-0.8 3-5 1500-2000 50-80 含钴30-45 9-14钢8-10 600-800 100-120 0.5-1 5-8 1000-1500 30-50 45#钢100-150 31-462 3000-4000 20-50 0.3-0.5 1-2 3000-4000 100-120 >10% Si12以上500-600 120-150 1-2 8以上600-1000 20-30 <10% Si铝500-1000 153-305环氧板/ 合成石钨钢立铣刀3-4 2000-2500 50-80 0.5-0.8 2-3 2000-3000 100-120 塑料500-1000 153-305环氧板5-6 1200-2000 80-100 0.8-1 3-5 1500-2000 80-100 500-1000 153-305镁/ 合成石8-10 1000-1500 100-120 1-2 5-8 1500-2000 50-80 黄钢&软自由马赫250-400 76-12212以上1000-1500 120-150 2-3 8以上800-1200 30-50 强硬150-250 46-76青铜电木/ 胶木钨钢立铣刀2 3500-4000 40-80 0.3-0.5 1-2 3000-4000 100-120 25HRC以上200-300 61-92电木/ 胶3-4 3000-3500 80-100 0.3-0.5 2-3 2000-3000 100-120 23-32 HRC 125-200 38-615-6 2500-3000 100-150 0.5-1 木3-5 1500-2000 80-100 硬钢32-43HRC 50-125 15-388-10 2500-3000 150-200 1-2 5-8 1500-2000 50-80 43-52 HRC 35- 50 11-1512以上2000-2500 200-300 2-3 8以上800-1200 30-50 50+ HRC 15-35 6-112 3000-3500 10-20 0.2-0.3 1-2 2000-2500 60-80 有机玻璃800-1200 300-500不锈钢钨钢立铣刀3-4 2500-3000 20-50 0.3-0.4 2-3 1500-2000 40-60 1000-1500 300-500电木5-6 1500-2000 50-60 0.4-0.6 不锈钢3-5 1000-1500 30-40 POM 1200-1800 300-5008-10 1000-1200 60-80 0.6-0.8 5-8 600-800 20-30 环氧板600-1000 250-400 12以上600-800 60-80 0.8-1 8以上500-600 10-20。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
12以上 3000-4000
2 5500-6500
主轴转速
进给率
0.3-0.5
1-2 5000-6000 120-150
0.5-1
2-3 4000-5000 120-150
1-2 有机玻璃 3-5 4000-5000 120-150
2-4
5-8 2500-3500 100-120
3-6
8以上 2000-3000 80-100
0.3-0.5
1-2 5000-6000 150-180
铝
<10% Si >10% Si
2000-3000 100-120 塑料
1500-2000 80-100
镁
1500-2000 50-80 黄钢&软 自由马赫
800-1200 30-50 青铜
强硬
3000-4000 100-120
250 1500-2000 80-100 硬钢
1500-2000 1000-1200 600-800
50-80
80-100 100-150 150-200 200-300 20-50 50-80 80-100 100-120 120-150 20-50 50-80 80-100 100-120 120-150 40-80 80-100 100-150 150-200 200-300 10-20 20-50
50-125 35- 50
15-38 11-15
15-35
6-11
800-1200 300-500
1000-1500 300-500
1200-1800 300-500
600-1000 250-400
环氧板 /合成
石
钨钢立 铣刀
电木/ 胶木
钨钢立 铣刀
不锈钢
钨钢立 铣刀
2
3-4 5-6 8-10 12以上 2 3-4 5-6 8-10 12以上 2 3-4 5-6 8-10 12以上 2 3-4 5-6 8-10 12以上 2 3-4
5-6 8-10 12以上
4500-5000
4500-5000 3000-4000 3000-4000 3000-4000 3000-4000 2000-2500 1200-2000 600-800 500-600 3000-4000 2000-2500 1200-2000 1000-1500 1000-1500 3500-4000 3000-3500 2500-3000 2500-3000 2000-2500 3000-3500 2500-3000
23-32 HRC 32-43HRC
1500-2000 50-80
43-52 HRC
800-1200 30-50 2000-2500 60-80
50+ HRC 有机玻璃
1500-2000 40-60
电木
1000-1500 30-40
POM
600-800 20-30
环氧板
500-600 10-20
75-150 50-75 125-200 125-200 50-100 35- 50 40- 70 30-45 100-150
23-46 15-23 38-61 38-61 15-31 11-15 12-21 9-14 31-46
500-1000 153-305
500-1000 153-305
500-1000 153-305
250-400 76-122
150-250 46-76
200-300 61-92
125-200 38-61
0.5-1
2-3 4000-5000 120-150
1-2
POM
3-5 4000-5000 120-150
2-4
5-8 2500-3500 100-120
3-6
8以上 2000-3000 80-100
材料
低碳钢(软钢)
中碳钢
高碳钢
工具钢
自由马赫
奥氏体
不锈钢
铁素体 马氏体
PH & HT 400
Series
硬的
3000-4000 80-100
可锻的
2000-3000 50-80
柔软的
1500-2000 30-50 2500-3000 80-100
钛
纯钛 钛合金
2000-2500 1500-2000
80-100 50-80
高温合金
含镍 含钴
1000-1500 30-50 45#钢
600-1000 20-30 3000-4000 100-120
50-60 60-80 60-80
0.3-0.5
0.5-1 1 1-2 2-3
0.1-0.3 0.3-0.5 0.5-0.8 0.5-1
1-2 0.3-0.5 0.5-0.8 0.8-1
1-2 2-3 0.3-0.5 0.3-0.5 0.5-1 1-2 2-3 0.2-0.3 0.3-0.4
0.4-0.6 0.6-0.8 0.8-1