(精编)精益生产推进计划表方案
精益生产推行方案(伟创力经典内含很多表格)(共86张精选PPT)
总是想如何能留住关键工位的有经验的员工?
沟通万岁!
精益生产概述
精益生产培训纲要
1 精益生产概述 2 价值和价值流
3 节拍时间生产
4 单件流与标准作业
5 拉动与看板
6 均衡与序列 7 精益工具与精益思想
Actions for Production Material Management (1)生产物料管理行动
Material in/out production floor control:物料进/出生产线控制
- No material out of production without approval from production manager or
要示所有的职员返还各种物料到生产线。
Production MaterБайду номын сангаасal Management/Control:生产物料管理/控制
- Follow up Kanban supermarket rule to pull materials to line. Less material in the
line, better material control;根据看板超市的规则拉物料至生产线,少的物料在生产线,好的物料控制
authorized person; 未经生产经理事授权人员批准的物料不得出生产线。 - Accurate production material in/out record 精确的生产物料进/出记录
(Request all staffs to return all kinds of materials to production floor!)
精益生产TPS推进计划表方案

﹡完善设备异常发生处理流程和后续管理流程
﹡完善设备保养专家培养制度
﹡着手编制《故障词典》
﹡建立设备管理指标体系
﹡QCC活动开展 —10
-小组成立
-改善步骤明确
-现状分解与对策
﹡不合理List —3
质量管理 -标准质量动作
不良率降低15%
-不合理行为寻找活动
-改善方法的提案
﹡监控体制搭建 —2
-评比与激励
﹡布局调整计划与实施—3人天 -员工多技能交叉训练 -工装器具改进 -标准作业OJT -生产节拍控制器
二阶段: 精益示范
﹡快速换模(SMED)优化设备效 率—5人天 -作业要素分析 -内外变换拆解 -快速换模流程制定 -模具优化
﹡系统效率提升—10人天 -系统资源配置评估 -系统异常评估 -工段“孤岛”对策 -排场方式小批量优化
﹡检讨和持续改进—2人天 -作业效率管理 -不足点持续改进
﹡物品三定与目视化—2人天 ﹡制定目视管理基准—2人天 现场基础改善 ﹡建立班组活动园地—2人天 ﹡快速反应质量控制—2人天
3
5 换模时间压缩40%
生产交期压缩35%
现场评价80分以上
2 2 2 2
10 2
三阶段: 成果巩固
﹡改善提案活动导入—5人天
-工序能力时间测量 -现状Layout图 -工序能力平衡分析 -产品批量分析 -全品种作业转换时间测量 -最佳生产模式研讨
﹡设计新的线体布局方案—5人天 -确定生产节拍TT -提出布局草案 -计算标准人力 -标准作业组合 -操作平衡分析
量化指标
9月 10月 11月 12月 1月 2月 3月 4月 5月 6月 7月 8月
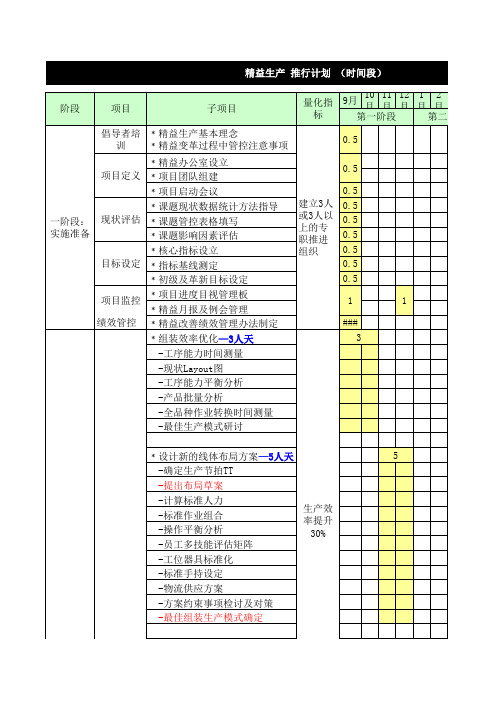
精益生产推行计划拆解 (时间段)
精益生产推进计划表方案
10
不良率 降低15%
3
2
1 1 1 2
培训 (计划 内)
3月 4月 5月 6月 7月 8月 第二阶段 第三阶段
顾问师 89
1
3
5
10
2
15
1 1 1
2
3
5 换模时 间压缩 40%
生产交 期压缩 35%
2 现场评 价80分 以上 5 15 2 2 2
三阶段: 成果巩固
﹡QCC活动开展 —10 -小组成立 -改善步骤明确 -现状分解与对策 ﹡不合理List —3 质量管理 -标准质量动作 -不合理行为寻找活动 -改善方法的提案 ﹡监控体制搭建 —2 -评比与激励 -现有监控方法的优化 ﹡完善“标准作业管理” 标准化 ﹡编写示范线《现场管理基准》 ﹡编写《精益指标体系》 ﹡完成项目总结报告 ﹡整理主要输出文件 项目总结 ﹡制订后期拓展计划 ﹡项目评价和结束会议 JIT&价值流图 5S与目视化管理 QC基本工具应用 班组管理技能提升-TWI 标准作业与作业标准 基础工业工程-IE 全面生产维护-TPM
量化指标
项目定义
一阶段: 实施准备
现状评估
目标设定
项目监控 绩效管控
﹡设计新的线体布局方案—5人天 -确定生产节拍TT -提出布局草案 -计算标准人力 生产效 -标准作业组合 率提升 -操作平衡分析 30% -员工多技能评估矩阵 -工位器具标准化 -标准手持设定 -物流供应方案 -方案约束事项检讨及对策 -最佳组装生产模式确定 效率优化
精益生产 推行计划 (时间段) 9月 10月 12月1月 2月 11月 第一阶段 0.5 0.5 建立3人 或3人以 上的专 职推进 组织 0.5 0.5 0.5 0.5 0.5 0.5 0.5 1 ### 3 1 第二﹡精益生产基本理念 ﹡精益变革过程中管控注意事项 ﹡精益办公室设立 ﹡项目团队组建 ﹡项目启动会议 ﹡课题现状数据统计方法指导 ﹡课题管控表格填写 ﹡课题影响因素评估 ﹡核心指标设立 ﹡指标基线测定 ﹡初级及革新目标设定 ﹡项目进度目视管理板 ﹡精益月报及例会管理 ﹡精益改善绩效管理办法制定 ﹡组装效率优化—3人天 -工序能力时间测量 -现状Layout图 -工序能力平衡分析 -产品批量分析 -全品种作业转换时间测量 -最佳生产模式研讨
(精编)精益生产月度推行计划表
责任人
; 改善提案
)&改善
题点,改善方向,改 入费用,方案实施的
彼此间进行对比
造周期
表
线汇总表
文件) 质组自行
行(文件) 组自行编
的连接, 顾问组负责
提供给计划 接,待顾问
2/2
⑥品质数据先以电子档的形式提供给计划 组吴小榕即可,文件自动连接,待顾问 现场出勤时实施;
1/2
作/作业)
上)的 业时间
件)
完成 6/25 6/26 6/27 6/28 6/29 6/30 7/1 7/2 7/3 7/4 7/5 7/6 7/7 7/8 7/9 7/10 7/11 7/12 7/13 7/14 7/15 7/16 7/17 7/18 7/19 7/20 7/21 7/22 7/23 7/24 时间 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日
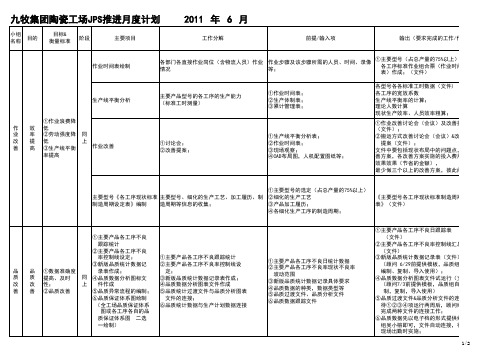
九牧集团陶瓷工场JPS推进月度计划
小组 名称
目的
目标& 衡量标准
阶段
主要项目
2011 年 6 月
工作分解
前提/输入项
输出(要求完成的工作/作业)
作业时间表绘制
生产线平衡分析
①作业浪费降改 提低
上
善 高 ③生产线平衡
作业改善
率提高
各部门各直接作业岗位(含物流人员)作业 情况
率控制线设定;
①主要产品各工序不良跟踪统计
③新版品质统计数据记 ②主要产品各工序不良率控制线设
品 品 ①数据准确度
录表作成;
定;
质 质 提高、及时 同 ④品质数据分析图标文 ③新版品质统计数据记录表作成;
改 改 性;
精益生产推进方案

精益生产推进方案引言精益生产是一种以最小化浪费为目标的生产管理方法,其目的是通过优化生产流程和提高生产效率,最大程度地提供价值给客户。
本文档将介绍一个推进精益生产的完整方案,以帮助企业提升竞争力和降低成本。
背景在竞争激烈的市场中,企业需要不断提高生产效率,降低成本以满足客户需求并保持竞争优势。
精益生产方法可以通过消除浪费、提高生产效率和质量,为企业创造更大的价值。
1. 识别和分析问题精益生产的第一步是识别和分析当前生产过程中存在的问题和浪费。
这可以通过以下步骤完成: - 进行价值流图分析,明确从原材料采购到最终交付给客户的整个生产流程。
- 识别不必要的步骤、重复性工作和长等待时间,以及任何导致浪费的因素。
- 分析生产数据和指标,如产能利用率、废品率和交货时间等,找出主要的瓶颈和问题。
2. 制定改进计划基于问题分析的结果,制定具体的改进计划以推进精益生产。
这包括以下方面: - 消除不必要的步骤和浪费:通过流程重新设计和优化,消除无价值的操作步骤和浪费,提高生产效率。
- 减少等待时间:通过优化物料供应链和生产排程,减少等待时间,提高生产效率和响应能力。
- 提高质量控制:引入可靠性工程和质量管理工具,如六西格玛和故障模式与影响分析(FMEA),以提高生产质量。
- 实施标准化工作流程:制定标准化的工作程序和操作手册,确保每个操作员都按照同样的方法进行工作。
3. 培训和培养员工要推进精益生产,必须确保所有员工理解和支持该方法,并具备相应的技能。
针对员工的培训和培养包括以下方面: - 提供精益生产的培训课程,让员工了解精益思维和工具,以及如何应用到实际工作中。
- 培养员工的问题解决和持续改进能力,以便他们能够主动发现问题并提出改进意见。
- 鼓励员工参与团队合作和跨部门合作,以促进信息共享和沟通,并解决生产过程中的问题。
4. 实施和监控改进措施在实施改进措施的过程中,需要进行监控和评估以确保其有效性和可持续性。
精益生产推进方案

精益生产推进方案一、方案背景精益生产是一种管理方法,目的是通过最大化价值创造、最小化浪费,提高生产效率和质量。
随着市场竞争的加剧,企业需要持续提升竞争力,精益生产成为企业不可或缺的管理工具。
本方案旨在推进企业的精益生产,提高生产效率和质量。
二、目标和愿景1. 目标:提高生产效率和质量,降低成本,实现持续改进。
2. 愿景:建立一个高效、高质的生产体系,为客户提供更好的产品和服务。
三、关键策略1. 建立精益生产团队:组建由管理层、生产工程师和员工代表组成的精益生产团队,负责推动和指导精益生产的实施。
2. 建立价值流地图:通过价值流地图的绘制,分析和优化全面价值链流程,寻找和消除浪费,并确定关键的改进项目。
3. 实施5S管理:通过整理、整顿、清洁、清理和素养的管理步骤,改善工作环境和工作效率,提升员工的工作积极性和生产效率。
4. 实施标准化工作:制定标准化作业流程和操作规范,确保工序之间的衔接和协作,降低变动性和错误率,提高生产效率和质量。
5. 实施持续改进:建立员工提出改进建议的机制,鼓励和奖励员工的创新和改进,实现持续改进和创新。
6. 建立绩效管理体系:建立关键绩效指标和绩效评估体系,对精益生产的实施成效进行评估和监控,实时调整和优化管理策略。
四、关键项目和措施1. 价值流地图制作:由精益生产团队负责,在全面价值链流程中分析各个环节的价值创造和浪费,制定改进措施。
2. 5S管理实施:指定专门的团队负责5S管理实施,通过培训和督导,推动所有员工参与到5S管理中,并进行周期性的检查和评估。
3. 标准化工作制定:由相关部门和精益生产团队合作,制定标准化作业流程和操作规范,确保各个岗位的工作衔接和协作。
4. 持续改进机制建立:建立员工改进建议箱,定期评估和奖励员工的改进建议,并实施改进项目,持续优化生产流程。
5. 绩效评估体系建立:制定关键绩效指标,建立绩效评估体系,对精益生产的各项指标进行监控和评估,及时发现并解决问题。
精益生产项目实施大计划表

项目区分 推进目的
推进工作事项
主要内容
7月 8月
1.全体人员掌 握精益理念 2.形成精益推 进运营及管理 启动阶段 机制 3.确定精益推 进目标 4.详细方案及 计划确定
1.精益理念宣贯
1)精益基础培训 2)精益氛围营造
1)精益推进组织建立
2.构筑精益推进运 2)各级推进组织职责制定
布局优化
1、效率提升 2、周期缩短
1、板簧车间
9)物流系统设计
布局优化
1、效率提升 2、周期缩短
10)方案细化及最终确认 11)设备搬迁方案及计划确定
12)线平衡及标准作业分析改善
13)设备改造及搬迁
14)新产线试运行,问题解决
15)产线改善效果确认
16)新产线运行管理机制及绩效体系建立
1)现状调查
营及管理模式 3)精益会议运营管理(周例会、月总结
4)精益推进管理制度制定
1)评价指标设计
3、精益推进目标 2)指标现状调查
制定
3)指标统计渠道梳理
4)制定总体目标及阶段性目标
4、项目实施方案 1)推进方案及计划初稿审核
及实施大计划确定 2)推进方案及计划修改定稿
1)5S推进方式与方法培训
2)5S推进委员会成立及相关制度建立
8)微缺陷的查找与改善
1)建立定期定量保全计划书板式
1、设备机能恢
2)培训定期定量保全计划书的编写方法
TPM初期 复
导入 2、设备可动率
提升
TPM初期 导入
1、设备机能恢 复 2、设备可动率 提升
2、专业保全启 动
1、班组基础管理
2、班组长标准作
1、现场基础管 业编制
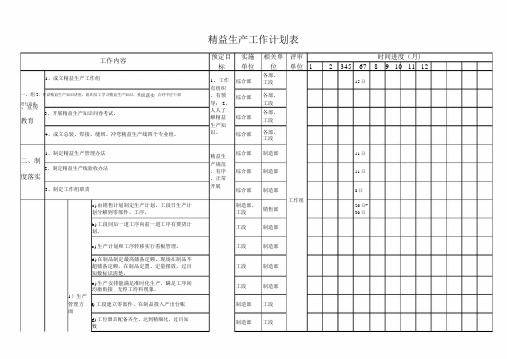
精益生产工作计划表

精益生产工作计划表Sheet1精益生产工作Schedule工作内容实施部门相关部门时间进度(月)1 2 3 4 5 6 7 8 9 10 11 12JIT建立与实施专题a)由计划科制定月度生产计划。
各车间根据月生产计划,制定周工作计划,分解到各班组,班组制定日生产计划分解到零部件、工序。
营销部、生产部、各车间营销部b)车间间有定期向后续成品及其它车间转移的零件清单及日程安排。
车间生产部c)生产计划和工序间流转实行看板管理,零件尽可能安排流水线生产,降低零件仓储及搬运工作量。
车间生产部d)车间建立零部件、在制品投入产出台账,并建立在制品库零件仓储看板,在制品制定最高储备定额,现场在制品不超储备定额,在制品定置、定量摆放,标识清楚。
车间生产部e)生产安排能满足准时化生产,满足工序间均衡衔接,无停工待料现象。
车间生产部f)工位器具配备齐全、达到操作便利化,方便作业人员取放工件车间生产部g)生产现场无闲置设备、工装,在用设备工装有日保养计划,使用状态良好。
车间生产部h)有设备一、二级保养计划,易损件有备件,设备故障以预防为主,维修及时,车间设备点检保养维护及时,无跑冒滴漏现象。
车间生产部效率提升专题a)按工序流程布置设备、工装,人机组合合理没有明显的无效走动距离和等待时间。
研发、生产部车间b)工段内上、下道加工产品进行动态流动,无静止存放。
车间生产部e)上、下道工序产品转移距离短,减少无效距离。
车间生产部f)产品摆放合理、规范,拿取方便。
车间生产部全面质量管理a)生产人员掌握产品质量控制标准,检验方法并能认真进行自检,做好自检记录,生产出的不合格品能及时隔离。
车间质量部b)生产人员按工艺规范操作,无违章作业并做到不合格品不接受、不制造、不传递。
车间质量部c)产品质量状态清晰,不合格品严格隔离。
车间质量部d)检测手段完备,检测用量具、检具放于现场,方便作业人员操作,并能满足产品质量控制需求。
车间质量部e)产品质量稳定,不合格品小于控制指标,质量问题及时有效解决,具有可追溯性。
精益生产推行行动计划及项目追踪表
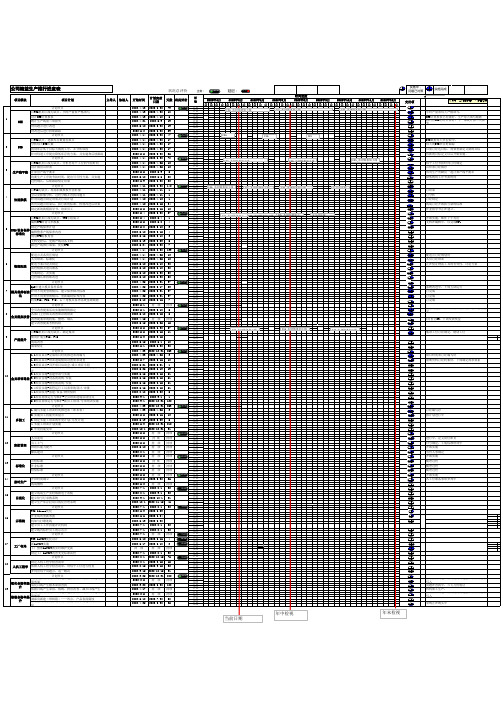
1周2周3周4周1周2周3周4周1周2周3周4周1周2周3周4周1周2周3周4周1周2周3周4周1周2周3周4周1周2周3周4周1周2周3周4周计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩`计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩`计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划实绩计划`实绩计划实绩计划实绩计划计划计划实绩计划实绩计划实绩计划节点计划节点计划节点交付项计划节点计划节点计划节点计划节点计划节点计划节点计划节点计划节点问题在查找中,六七月份验证口号确定,工装标准培训中计划节点计划节点计划节点计划节点计划节点计划节点计划节点计划节点梳理过程梳理过程梳理过程等待人事确定进行中,定义岗位职责已完成各工位准备事项罗列中已经编写好按计划进行中系统改进中,下周五试运行已完成山积表已经做好协同生产贺瞬良一起计算产线平衡率降低铣切工序节拍时间配送点已经规划好已结束已经制定现场已经开始执行新的标准已分析作业指导书正在建立、开始实施,邮件下午发出文档在编辑中,以完成30%小时产量表每天严格填写,四月份OEE已经计算好,下一部统计前三大损失OEE计算报表已经做好,生产每天填写数据DTD数据每天在拉取中,每天的DTD在实时跟踪待新的目标定义以后开始实施、每个工位节拍时间已经确定目前已经达目标,需要重新定义新的目标正在验证物流工具的有效性,讨论方案开始实施开始实施人员已经培训项目时间表已经编写好前期资料已经收集好,下周确定需求要素瓶颈工位已经确定,铣切工位已完成内容确定好,下一步打印出来没,各个层级签字4月份已OK,下周发放奖金开始实施实施完成延迟:实施中,问题已对策正常:待机加工生产,持续分析问题,新发现的问题会在项目计划中写入持续分析问题,新发现的问题会在项目计划中写入采购正在购买中活动153231282持续100持续持续5035状况评价持续32323146323232持续42持续3276253312521231持续持续持续持续持续持续持续持续持续持续26155711183025331011961616161511227139121230305050372337377持续55持续2022/5/30天数791861919294717171726781212528221421113412271434352022/8/12022/8/1持 续2022/6/162022/6/18持 续2022/8/12022/10/152022/8/152022/9/152022/10/152022/12/31持 续2022/6/30持 续持 续2022/7/30持 续持 续持 续持 续持 续持 续持 续2022/5/30持 续2022/8/12022/9/12022/10/12022/11/152022/8/12022/6/232022/6/242022/6/302022/6/132022/8/152022/8/152022/8/152022/8/152022/8/222022/9/12022/12/312022/12/312022/4/252022/5/162022/5/232022/12/312022/12/31持 续持 续持 续2022/5/312022/5/312022/5/16持 续2022/5/102022/5/15持 续2022/5/252022/6/302022/5/152022/9/152022/6/12022/6/302022/12/312022/4/252022/5/162022/5/212022/5/302022/5/42022/5/82022/5/102022/5/152022/5/182022/5/232022/5/302022/8/302022/4/252022/4/252022/6/102022/6/102022/6/302022/6/302022/5/312022/5/172022/9/152022/3/252022/2/52022/3/202022/4/172022/2/52022/6/102022/4/25计划完成日期2022/6/302022/4/302022/4/182022/5/92022/5/302022/6/302022/5/302022/4/302022/4/302022/4/302022/5/302022/6/302022/4/252022/4/252022/5/92022/6/62022/6/302022/8/302022/4/112022/4/112022/4/122022/5/152022/5/162022/8/12022/9/12022/10/12022/7/12022/6/32022/6/62022/6/192022/7/12022/7/12022/7/12022/6/122022/6/17持 续2022/7/12022/8/12022/8/12022/8/152022/5/52022/5/192022/6/32022/12/12022/5/52022/5/52022/5/52022/5/122022/8/12022/5/52022/5/52022/5/52022/5/52022/5/52022/5/52022/6/22022/7/12022/6/32022/5/152022/6/12022/4/232022/4/232022/5/72022/5/212022/5/262022/6/162022/6/162022/6/162022/6/162022/8/182022/9/12022/9/12022/4/232022/4/232022/4/142022/5/122022/5/122022/5/122022/5/122022/4/252022/4/252022/4/252022/4/252022/5/102022/5/12022/5/12022/5/102022/4/152022/5/152022/5/52022/5/52022/6/92022/4/112022/4/112022/4/112022/4/122022/4/122022/5/52022/5/42022/5/42022/5/52022/5/82022/5/122022/5/162022/5/192022/5/242022/4/142022/4/14开始时间2022/4/132022/4/132022/4/132022/4/212022/5/122022/6/22022/4/142022/4/142022/4/142022/4/142022/5/52022/4/142022/4/142022/4/142022/5/52022/5/10协助人罗列出每个问题点,逐一解决氧化周报每周对TOP5问题点进行分析、对策,并追踪对策效果氧化白线产生根本原因查找依据白线产生原因,熔铸、挤出改善、减少白线产生涂装周报每周对TOP5问题点进行分析、对策,并追踪对策效果剥漆房新建(带烘箱)——凹点、产品表面腐蚀压缩空气改善为涂装专用,杜绝气压不稳造成的品质不良主导人检验标准开班时间确立现场稽核建立现场生产实时数据电子看板建立信号灯求救系统建立生产库存拉动目视化管理系统F26 Layout优化作业场所重新布置机加与打磨连线建立员工工作技能评比机制建立线内标杆员工的示范点F23 LAYOUT优化设计新LAYOUT实施工厂整体LAYOUT图实时维护更新制定工厂LAYOUT改善变更标准流程制定人机工程学检查清单依据人机工程学检查清单,对每个工位进行检查3.2项目实施-设备的请购/安装3.3项目实施-物资的请购/安装3.4项目实施-流程运行工具表单的设计/审批4.1项目收尾-基建/设备/物资验收5.1项目持续运行与维护-全员培训道场启动仪式5.2项目持续运行与维护-新员工培训/专项培训实施1.编写多能工培训时间推进表(即本表)2.实施员工技能资质盘点3.制定多能工培训的年度计划/月度计划4.多能工培训计划实施5.年度技能复审人员走动员工土气班组长能力提升梯队建设点检标准作业标准QAD中建立模具保养系统针对不同类型的模具,建立保养频次标准针对不同类型的模具,重新编制保养内容收集F16,F26,F45,后三角模具保养系统基础数据全员改善提案活动实施细则的拟定各部门主管相关改善知识的培训改善提案单的收集、整理、确认建立改善提案考核机制以F26机加工线为试点,确定瓶颈横向扩展至F16、F45现场改善成果验证1.1项目启动-完成项目时间推进表的编写1.2项目启动-培训道场模块设置需求调查1.3项目启动-召开项目启动会/成立项目小组2.项目计划-编写/报批培训流程设计及细分功能模块设计3.1项目实施-基建申请与实施氧化合格率提升涂装合格率提升项目计划以F26机加工线为试点,小时产量表严格填写设计OEE计算报表统计生产线前三项损失对问题点进行改进对改进后进行持续跟踪以F26试点,选取库存数量拉取点分析每天DTD天数找到库存低于目标天数的工序,并分析原因针对每道工序提出降低库存的方案,并实施和后续跟踪以F26机加工线为试点,分析出每个工位的节拍时间设计做出山积表计算出产线平衡率均衡生产工序的节拍时间,提出可行性方案,并实施过程确认,后续跟踪验证结果以F16为试点,现场拍摄换模作业影像会议室影像分析,过程分解并查找问题点针对问题点制定对策及行动计划所有问题点结束后,执行新的标准,检视改进后结果制定新的换模指导书,培训员工以F26机加工线为试点,TPM小组成立编辑TPM所需文档模板制定产线保养计划编辑整条产线保养内容规划TPM看板内容文档受控后,更换产线设备文档跟进产线推行成果,优化TPM配送点及备货区规划人员培训、标准化配送方案讨论及制定78910111213141516171819项目模块OEEDTD生产线平衡快速换模TPM/设备保养标准化物流配送模具保养标准化全员提案改善产能提升全员培训道场多能工班组管理标准化按时生产目视化示范线工厂布局人机工程学状况总评价时间进度2022年4月2022年5月2022年6月2022年7月2022年8月2022年9月2022年10月2022年11月2022年12月123456流程模拟及道具准备方案制定、及实施过程确认和持续改进:要改善公司精益生产推行进度表○:良好△:局部改善×:改善必要年中检视年末检视当前日期F26_水切饰条加工线F16_水切饰条加工线F45_水切饰条加工线F16_水切饰条加工线F45_水切饰条加工线F26_水切饰条加工线F26_水切饰条加工线F45_水切饰条加工线F16_水切饰条加工线F26_水切饰条加工宝马冲压线F16_水切饰条加工线F45_水切饰条加工宝马冲压线F16F45F26F16_水切饰条加工线F45_水切饰条加工线F26_水切饰条加工线。
(精编)精益生产工作计划表 (1)

无批
量质
工作组
8、
全年
无批 a)作业现场实行定置管理,产品和物料定置 量质 摆放整齐、标识清楚、正确。
工段
制造部
b)工作现场无杂物。
量问 工段 制造部
6)现场 c)工作环境清洁
题产 工段
管理 (7S)
品一
次交 d)生产人员着装统一,操作规范,安全防护
措施符合标准。
工段
制造部 制造部
e)设备、工装、工具清洁。
工段
控制 b)生产人员按工艺规范操作,无违章作业并 指 做到不合格品不接受、不制造、不传递。
工段
综合部 制造部 质量部 质量部
1、对照 精益生
标; c)产品质量状态清晰,不合格品严格隔离。
工段
产标
d)检测手段完备,能瞒足产品质量控制需求
5、 准,排 3)质量 。 作部 工段
技术部、 制造部 物流部 、工段
制造部、 物流、 工段 财务
管理 e)严格按生产计划限额配套及时投料。
可控 物流部 制造部
全年 f)库存产成品、外协配套件、原辅材料定置
、定区域摆放整齐,包装规范、开箱知数、
物流部
帐、卡、物相符。
无重
制造部
伤事 g)物流流向合理,搬运中没有无效劳动和浪
费
制造部
故, h)有物料投入产出台账,且投入、产出平衡 轻伤 。
工段
制造部 制造部
f)产品摆放合理、规范,拿取方便。
准; 工 段 制造部
4、 g)生产线人员应适应一岗多能,工段长、线
长为全线通
工段
生产 h)作业指导书、检验指导书、设备点检卡、 成本 安全操作规程完整,放置在作业现场。
工段
精益生产推进方案

精益生产推进方案目录:1. 推进精益生产的重要性1.1 优化生产流程1.1.1 精益生产的概念1.1.2 实施精益生产的好处1.2 降低生产成本1.2.1 减少浪费1.2.2 提高生产效率2. 精益生产的实施步骤2.1 制定目标和计划2.1.1 确定改善方向2.1.2 制定时间表2.2 培训员工2.2.1 培养团队合作精神2.2.2 提高员工技能水平3. 持续改进与精益生产3.1 评估和监控3.1.1 设定关键绩效指标3.1.2 定期检查和调整计划3.2 参与全员3.2.1 建立改进文化3.2.2 激励员工参与改进活动4. 成功案例分享4.1 公司A的精益生产实施经验4.1.1 整合资源提高生产效率4.1.2 不断改进完善生产流程4.2 公司B的精益生产成功之路4.2.1 培养团队合作精神4.2.2 实施持续改进机制推进精益生产的重要性推进精益生产对于企业来说至关重要。
首先,精益生产可以优化生产流程,消除浪费,提高生产效率。
其次,精益生产可以帮助企业降低生产成本,通过减少浪费和提高效率来节约资源成本。
因此,企业需要重视精益生产,并制定相应的实施计划。
精益生产的实施步骤要成功推进精益生产,企业需要先制定清晰的目标和计划,确定改善方向,制定时间表。
其次,企业需要培训员工,提高团队合作精神,不断提升员工的技能水平,为精益生产的实施打下基础。
持续改进与精益生产持续改进是精益生产的核心。
企业需要不断评估和监控生产过程,设定关键绩效指标,定期检查和调整计划。
同时,企业需要鼓励全员参与改进活动,建立改进文化,激励员工积极参与,共同推进精益生产的实施。
成功案例分享最后,分享一些企业的成功案例。
比如公司A通过整合资源提高生产效率,不断改进完善生产流程取得成功;公司B在培养团队合作精神,实施持续改进机制方面也取得了较好的成绩。
这些案例表明,精益生产的推进是企业成功的关键因素之一。
生产工作计划表精益版.docx
工作内容1、成立精益生产工作组一、组 2、开设精益生产知识讲座,组织员工学习精益生产知识,重织落实点对中层干部进行培训。
、宣传3、开展精益生产知识问卷考试。
教育4、成立总装、焊接、缝纫、冲弯精益生产线四个专业组。
1、制定精益生产管理办法二、制2、制定精益生产线验收办法度落实3、制定工作组职责a)由销售计划制定生产计划。
工段日生产计划分解到零部件、工序。
b)工段间后一道工序向前一道工序有要货计划。
c)生产计划和工序转移实行看板管理。
d)在制品制定最高储备定额,现场在制品不超储备定额,在制品定置、定量摆放,过目知数标识清楚。
e)生产安排能满足准时化生产,瞒足工序间均衡衔接 , 无停工待料现象。
1)生产管理方f) 工段建立零部件、在制品投入产出台账面g)工位器具配备齐全、达到精细化,过目知数精益生产工作计划表预定目实施相关单评审时间进度(月)标单位位单位 1 2 345 67 8 9 10 11 121、工作综合部各部、15日工段有组织各部、、有领综合部导; 2、工段人人了综合部各部、解精益工段生产知各部、识。
综合部工段精益生综合部制造部11日产规范、有序综合部制造部11日、正常开展综合部制造部8日制造部、工作组20日-销售部工段30日工段制造部工段制造部工段制造部工段制造部制造部工段制造部工段管理方面h) 生产现场无闲置设备、工装,在用设备工制造部工段装有日保养计划,使用状态良好。
i)有设备一、二级保养计划,易损件有备件,设备故障以预防为主,维修及时。
工段制造部1、对照精益生产标准,排查问题。
j) 设备、工装、工具有安全操作规程,生产工段制造部人操作符合规定。
k) 设备、工装、工具、作业现场符合安全性评价规定,工段全年轻伤《 1起,重伤事故工段制造部为0。
a) 按工序流程布置设备、工装,人机组合合技术部、工段理没有明显的无效走动距离和等待时间。
制造部b) 工段内上、下道加工产品进行动态流动,工段制造部无静止存放。
某公司精益生产推进方案
某公司精益生产推进方案
1. 引言
精益生产(Lean Production)是一种在制造业中广泛使用的生产管理方法,旨在通过降低浪费、提高效率,提供更高的产品质量和客户满意度。
某公司作为一家制造业公司,为了提升自身的竞争力,决定引入精益生产管理方法,并制定了相应的推进方案。
2. 目标
某公司的精益生产推进方案的主要目标如下:
•降低生产过程中的浪费,提高生产效率;
•提高产品质量和品质稳定性;
•简化生产流程,减少非价值增加的环节;
•提升员工参与和团队合作意识;
•提升客户满意度。
3. 推进步骤
为了实施精益生产管理,某公司制定了以下的推进步骤:
3.1 建立横向与纵向沟通机制
为了推动精益生产的实施,某公司首先建立了横向与纵向的沟通机制。
横向沟通主要指各部门之间的沟通,以便更好地协同合作,消除障碍。
纵向沟通主要指对员工进行及时的沟通和培训,确保所有人都理解并参与到精益生产中。
3.2 流程分析与改进
某公司的下一步是进行流程分析与改进。
该公司对所有生产流程进行了详细的分析,找出其中存在的浪费和瓶颈,并制定了改进措施。
通过优化流程,简化操作步骤,减少等待时间和运输时间,提高整体生产效率。
3.3 实施标准化工作。
精益生产工作计划表
精益生产工作计划表【篇一:精益生产工作计划】精益生产工作计划按照9月29日精益生产调度会要求,成立六个项目组,会后我们组织人员对前期班组5s达标开展情况、精益生产培训情况、精益生产宣传情况进行全面摸底,找出存在的问题,并针对这些问题,制定了整改计划和措施,现就班组5s达标(室内)、精益生产培训、精益生产宣传三个方面做具体汇报。
一、班组5s达标(室内)1、目前现状:前期我厂班组管理在班组基础设施不完善的情况下,按照5s要求开展了系列工作,但据公司要求目标仍存在较大差距,尤其是定置管理方面缺乏开展条件;班组台帐记录未正规引入,记录随意性较大,根据工作需要,内部管理想到记录哪些,就记录哪些,且记录不够规范;班组管理园地未正式建立,职工了解本班组工作情况缺乏直观概念。
针对以上存在问题,下一步主要从班组内部定置管理、完善班组台账、班组管理看板维护管理三方面进行整改。
2、整改计划:附:《铸造三厂班组5s达标(室内)精益生产工作打算》《5s工作和评价标准》二、精益生产培训1、目前现状:根据7月20日公司精益办下发的《关于对全员进行wos精益生产培训考核的通知》,铸造三厂结合实际,制定了《铸造三厂wos精益生产培训实施方案》和《铸造三厂wos精益生产培训计划》。
从7月30日开始至今,已组织开展精益生产培训12期,培训373人次,公司精益办下发的《tps基础知识篇》教材主要内容已基本培训完毕。
结合公司精益办到铸造三厂两次现场指导和检查,目前精益生产培训存在以下几项问题:①、由于我们是分阶段推进,前期培训重在精益生产理念普及宣贯,对精益生产中具体的各种看板、表格填写等操作、使用培训不够。
②、培训范围主要集中在分厂精益小组成员,对车间级培训管控力度不够,培训效果缺少评估。
2、整改计划:①、根据推进工作需要,加强精益生产相关看板、表格使用、规范填写方面的培训,特别是紧跟公司精益办推进进度要求,张永丽、王健及时反馈培训信息,随时调整培训重点。
精益生产推进计划
精益生产推进计划精益生产是一种通过消除浪费、优化流程和持续改进来提高生产效率、质量和降低成本的生产管理理念和方法。
为了在我们的企业中成功推行精益生产,特制定以下推进计划。
一、背景与目标(一)背景随着市场竞争的日益激烈,客户对产品质量、交付期和价格的要求越来越高。
我们企业目前在生产过程中存在着一些浪费现象,如库存积压、生产周期长、质量不稳定等,这些问题严重影响了企业的竞争力和盈利能力。
(二)目标1、在未来X个月内,将生产效率提高X%。
2、降低库存水平X%。
3、减少产品缺陷率至X%以下。
4、缩短生产周期X%。
二、推进步骤(一)培训与宣传阶段(第 1-2 个月)1、组织全体员工参加精益生产理念和方法的培训课程,邀请专业的精益生产顾问进行授课,让员工了解精益生产的核心概念和工具,如价值流分析、5S 管理、准时制生产等。
2、在企业内部张贴精益生产的宣传海报,发放宣传手册,营造精益生产的氛围。
3、成立精益生产推进小组,小组成员包括各部门的负责人和骨干员工,负责推进计划的制定和实施。
(二)现状评估阶段(第 3 个月)1、运用价值流分析工具,对企业的主要产品进行价值流图绘制,找出生产过程中的非增值环节和浪费点。
2、对生产现场进行 5S 检查,评估现场管理水平。
3、收集质量数据,分析产品缺陷的类型和原因。
4、与供应商和客户进行沟通,了解上下游环节的需求和问题。
(三)方案制定阶段(第 4 个月)1、根据现状评估的结果,制定具体的改进方案,明确改进的目标、措施、责任人、时间节点等。
2、针对库存管理问题,制定库存优化方案,如采用拉动式生产、设置安全库存等。
3、针对质量问题,制定质量改进计划,如加强过程控制、引入质量管理工具等。
4、针对生产流程优化,制定流程再造方案,消除不必要的工序和等待时间。
(四)实施改进阶段(第 5-8 个月)1、按照改进方案逐步实施改进措施,定期进行检查和评估,确保改进工作按计划进行。
2、推行 5S 管理,保持生产现场的整洁、有序,提高工作效率。
精益生产推行计划方案

精益生产推行计划方案阶段项目子项目﹡精益生产基本理念倡导者培训﹡精益变革过程中管控注意事项﹡精益办公室设立项目定义﹡项目团队组建﹡项目启动会议﹡课题现状数据统计方法指导现状评估﹡课题管控表格填写一阶段:﹡课题影响因素评估实施准备﹡核心指标设立目标设定﹡指标基线测定﹡初级及革新目标设定﹡项目进度目视管理板项目监控量化指标建立 3人或3人以上的专职推进组织9月10月11月 12月1月2月3月4月5月6月7月8月顾问师第一阶段第二阶段第三阶段0.50.50.50.50.50.50.50.50.511 1项目监控 1 1 1 ﹡精益月报及例会管理绩效管控﹡精益改善绩效管理办法制定0.5﹡组装效率优化—3人天 3- 工序能力时间测量- 现状 Layout 图- 工序能力平衡分析- 产品批量分析- 全品种作业转换时间测量- 最佳生产模式研讨﹡设计新的线体布局方案—5人天 5-确定生产节拍 TT-提出布局草案-计算标准人力率提升30%-标准作业组合-操作平衡分析-员工多技能评估矩阵-工位器具标准化-标准手持设定-物流供应方案-方案约束事项检讨及对策-最佳组装生产模式确定效率优化﹡布局调整计划与实施—3人天-员工多技能交叉训练-工装器具改进-标准作业 OJT-生产节拍控制器生产效率提升30%3二阶段:精益示范﹡快速换模( SMED)优化设备效5 率—5人天- 作业要素分析换模时- 内外变换拆解间压缩40%- 快速换模流程制定- 模具优化﹡系统效率提升—10人天10-系统资源配置评估- 系统异常评估生产交期压缩35%-工段“孤岛”对策-排场方式小批量优化﹡检讨和持续改进—2人天 2现场基础改善- 作业效率管理- 不足点持续改进﹡物品三定与目视化—2人天 2﹡制定目视管理基准—2人天 2现场评﹡建立班组活动园地—2人天价80分 2以上﹡快速反应质量控制—2人天 2﹡改善提案活动导入—5人天 5TPM0、1 Step 导入—15 15 ﹡TPM样板区域 [ 针对改善设备 /Line﹡对全员说明基本活动方法,带动实﹡建立自主管理机制,实施分级点检制度﹡ TPM活动中 [ 含生产中故障发减少设生] 问题点整理,分析备异常设备管理﹡利用科学的方法树立改善对策30%,减机制少对生﹡设备备品管理分析,合理库产效率存,保证供给影响备异常30%,减少对生产效率影响﹡完善设备异常发生处理流程和后续管理流程﹡完善设备保养专家培养制度﹡着手编制《故障词典》﹡建立设备管理指标体系﹡QCC活动开展—10-小组成立-改善步骤明确-现状分解与对策﹡不合理 List —3质量管理- 标准质量动作-不合理行为寻找活动-改善方法的提案﹡监控体制搭建—2103不良率降低 15%2-评比与激励标准化三阶段:成果巩固项目总结培训(计划内)- 现有监控方法的优化﹡完善“标准作业管理” 1﹡编写示范线《现场管理基准》 1﹡编写《精益指标体系》 1﹡完成项目总结报告﹡整理主要输出文件2 ﹡制订后期拓展计划﹡项目评价和结束会议JIT&价值流图5S与目视化管理 1QC基本工具应用班组管理技能提升 -TWI 1标准作业与作业标准 1基础工业工程 -IE2内)2全面生产维护 -TPM。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阶段Βιβλιοθήκη 项目子项目量化指
9月
10 月
11 月
12 月
12 月月
标
第一阶段
第二阶段
倡导者培 ﹡精益生产基本理念 训 ﹡精益变革过程中管控注意事项
0.5
﹡精益办公室设立
0.5
项目定义 ﹡项目团队组建
一阶段: 实施准备
﹡项目启动会议 ﹡课题现状数据统计方法指导 现状评估 ﹡课题管控表格填写 ﹡课题影响因素评估 ﹡核心指标设立 目标设定 ﹡指标基线测定
3
-员工多技能交叉训练
-工装器具改进
-标准作业OJT
-生产节拍控制器
﹡快速换模(SMED)优化设备效
5
率—5人天
换模时
-作业要素分析
间压缩
-内外变换拆解
40%
-快速换模流程制定
-模具优化
二阶段: 精益示范
﹡系统效率提升—10人天 -系统资源配置评估 -系统异常评估 -工段“孤岛”对策 -排场方式小批量优化
产效率 影响
后续管理流程
﹡完善设备保养专家培养制度
﹡着手编制《故障词典》
﹡建立设备管理指标体系
﹡QCC活动开展 —10
10
-小组成立
-改善步骤明确
-现状分解与对策
﹡不合理List —3 质量管理 -标准质量动作
-不合理行为寻找活动
不良率
3
降低15%
-改善方法的提案
﹡监控体制搭建 —2
2
-评比与激励
15
/﹡Li对ne全]员标说准明制基定本活动方法,带
动实施1次
﹡建立自主管理机制,实施分级 点﹡检TP制M活度动中[含生产中故障发生]
减少设 备异常
设备管理
问﹡题利点用整科理学,的分方析法树立改善对策 30%,减 机﹡制设 备 备 品 管 理 分 析 , 合 理 库 少对生
存﹡,完保善证设供备给异常发生处理流程和
标准作业与作业标准
1
基础工业工程-IE
2
全面生产维护-TPM
3 4 56 78
月 月 月 月 月 月 顾问
第二阶段
第三阶段 师
89
1
3 5 10 2
15
1 1 1
2
生产交 期压缩
35%
﹡检讨和持续改进—2人天
-作业效率管理
-不足点持续改进
﹡物品三定与目视化—2人天
2
现场基础 ﹡制定目视管理基准—2人天 改善 ﹡建立班组活动园地—2人天 ﹡快速反应质量控制—2人天
现场评 价80分 以上
2 2 2
﹡改善提案活动导入—5人天
5
T﹡PMT0P、M样1板St区ep域导[入针对—改15善设备
0.5
建立3人 0.5
或3人以 0.5
上的专 职推进
0.5
组织
0.5
0.5
﹡初级及革新目标设定
0.5
项目监控 ﹡项目进度目视管理板 ﹡精益月报及例会管理
1
1
绩效管控 ﹡精益改善绩效管理办法制定
###
﹡组装效率优化—3人天
3
-工序能力时间测量
-现状Layout图
-工序能力平衡分析
-产品批量分析
-全品种作业转换时间测量
-最佳生产模式研讨
﹡设计新的线体布局方案—5人天
5
-确定生产节拍TT
-提出布局草案
-计算标准人力 -标准作业组合 -操作平衡分析 -员工多技能评估矩阵
生产效 率提升
30%
-工位器具标准化
-标准手持设定
-物流供应方案
-方案约束事项检讨及对策
-最佳组装生产模式确定
效率优化
效率优化 ﹡布局调整计划与实施—3人天
-现有监控方法的优化
﹡完善“标准作业管理” 标准化 ﹡编写示范线《现场管理基准》
三阶段: 成果巩固
﹡编写《精益指标体系》 ﹡完成项目总结报告 项目总结 ﹡整理主要输出文件 ﹡制订后期拓展计划
﹡项目评价和结束会议
JIT&价值流图
5S与目视化管理
1
培训
QC基本工具应用
(计划
班组管理技能提升-TWI
1
内)