热弯玻璃成型工艺有限元仿真分析
建筑幕墙夹层玻璃热应力分析及其有限元模拟的开题报告
建筑幕墙夹层玻璃热应力分析及其有限元模拟的开题报告1. 研究背景与意义建筑幕墙是现代建筑中经常使用的一种外墙装饰材料,其多采用玻璃作为主要的构成材料。
为了满足建筑设计和使用效果等方面的要求,幕墙玻璃普遍采用夹层玻璃,夹层玻璃的热应力问题是一个亟待解决的问题。
随着现代建筑技术的不断发展,夹层玻璃的应用越来越广泛,因此对于其热应力问题的研究具有重要的意义。
本研究旨在对幕墙夹层玻璃的热应力进行分析,了解热应力的影响因素以及建立有限元模型进行模拟,以便为后续幕墙设计提供理论依据和技术支持,同时也为玻璃建材行业的发展做出贡献。
2. 研究内容和研究方法本研究的主要内容是针对建筑幕墙夹层玻璃的热应力进行分析,并建立有限元模型进行模拟。
具体来说,本研究将从以下几方面展开:(1)热应力的影响因素分析:热应力的大小受到多种因素的影响,包括玻璃的物理性质、夹层材料的性质、室内外温度差等。
本研究将对这些因素进行分析,了解它们对热应力的影响程度。
(2)热应力的计算方法:热应力的计算是研究热应力问题的关键。
本研究将采用ANSYS软件对热应力进行计算,并分析其模型的准确性和可靠性。
(3)模型建立和模拟:本研究将建立有限元模型来模拟幕墙夹层玻璃的热应力。
将通过模拟不同情况下的温度变化,分析玻璃热应力的变化,为实际应用提供理论依据。
3. 研究预期成果本研究的预期成果如下:(1)深入了解幕墙夹层玻璃热应力的影响因素及其计算方法。
(2)建立幕墙夹层玻璃热应力的有限元模型,并进行模拟分析。
(3)得出有关幕墙夹层玻璃热应力的理论结果,为后续幕墙设计和施工提供重要的参考依据。
4. 研究进度和计划本研究的进度和计划如下:(1)前期调研和文献查阅,了解幕墙夹层玻璃热应力的基本知识和相关研究进展情况。
预计时限:1个月。
(2)对幕墙夹层玻璃热应力的影响因素进行分析,并建立计算模型。
预计时限:2个月。
(3)采用ANSYS软件对热应力进行计算,并分析其模型的准确性和可靠性。
建筑幕墙夹层玻璃热应力分析及其有限元模拟

第一章绪论第一章绪论玻璃幕墙是古老的建筑艺术和现代高科技产品相结合的产物,它是融建筑美学、建筑功能、建筑结构和I1,能环保为一体的建筑外部围护构件,是建筑物的高级外装修,现已成为现代化人都市的重要标忠和现代主义建筑的显著特征。
1.1玻璃幕墙的发展玻璃与金属的相结合成为玻璃幕墙,是所谓“密斯风格”的主要特色。
这是“现代建筑”大师密斯‘凡‘德罗(MiesVanderRobe)于1919年到1922年间所设想的。
他提出钢和玻璃摩天人楼结合的方案,采_Efj轻盈的钢结构和透明的玻璃幕墙对周酮环境的反射及在僻I光F的闪烁,使人产生联想剑现代.1:业技术水平高度发展的感觉,产生具有能象征当时高度r业文明的艺术效果【…。
二十世纪四十年代末到六十年代,玻璃幕墙建筑成批涌现。
1949建成的位丁.纽约的39层联合国大厦秘书处人楼,可算是在高层中最早使用玻璃幂墙的实例;1953年建成的位丁.芝加哥执安湖畔的26层湖滨公寓:1958年设计的高158m的著名的曲格拉姆人厦等,都是玻璃幕墒的经典之作,在建筑界引起极大的反响。
自七十年代以来,玻璃幕墒在高层建筑上的麻朋得到迅猛发展,出现了许多以玻璃幕墙为外部装饰的著名建筑,如芝加哥的希尔斯人厦(1lO层、442m),如图1.1所示。
图1-1美国芝加哥希尔斯人厦图1.2北京长城饭店我国玻璃幕墙发展较晚,从八十年代至今几十年的时间内积累了一定的经验。
1985我国第一个现代化玻璃幕墙高层建筑——北京长城饭店(图1.2)落成,它是t廿=界著名贝幸铭先生没计,采_Hj了银色镀膜玻璃和热反射镀膜玻璃,具有良好的隔热保温性能,挚库建筑美观、雅致、亮丽、挺拔,银光闪烁,晶莹剔透a1989年建成的北京哑运会大学生馆,这是我国第一座全部采用国产建筑材料,并由国内设东南人学坝I‘学位论文计的玻璃幕墙,它的建成标志着国产玻璃幕墙已能在大型建筑上与国外同行进行竞争。
图1-3有框玻璃幕墙由于玻璃材料本身的限制,八十年代以前建筑业一般多采用有框玻璃幕墒。
汽车后挡风玻璃热弯成形及回弹过程研究

汽车后挡风玻璃热弯成形及回弹过程研究
沙智华;罗胜;刘宇;秦宇
【期刊名称】《机械设计与制造》
【年(卷),期】2014(000)010
【摘要】基于粘弹性材料的有限元理论,应用有限元模拟方法研究了具有深弯复杂曲面特征的汽车后挡风玻璃的热弯成形工艺及回弹问题.使用广义Maxwell模型来描述玻璃在高温下的粘弹性质.利用有限元分析软件,合理简化模型,对采用压模成形工艺的汽车后挡风玻璃的热弯成形和回弹进行了有限元仿真.研究了汽车后挡风玻璃在经过压制、落模、回弹阶段的应力分布和变形情况.针对玻璃的回弹问题,分析了主要工艺参数对玻璃回弹的影响情况及应力与回弹的关系,为提高玻璃型面盾量和模具设计精度提供参考.
【总页数】4页(P126-129)
【作者】沙智华;罗胜;刘宇;秦宇
【作者单位】大连交通大学机械工程学院,辽宁大连116028;大连交通大学机械工程学院,辽宁大连116028;大连交通大学机械工程学院,辽宁大连116028;大连交通大学机械工程学院,辽宁大连116028
【正文语种】中文
【中图分类】TH16
【相关文献】
1.凸弯边零件液压橡皮成形回弹数值模拟分析 [J], 吴娜;韩志仁;詹庆西;万世明;江开林
2.基于有限元法的数控弯管成形及回弹研究 [J], 黄碧坤;郝江;程芳玲;赵德顺
3.板料凹弯边橡皮成形回弹分析与控制方法 [J], 陈磊;李善良;张亚兵
4.汽车覆盖件回弹试验及基于广义成形技术的回弹缺陷CAE分析方法 [J], 王金武;付争春;胡平;许言午
5.非平面弯管成形过程的回弹补偿研究 [J], 李雁鹏;吴建军
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车玻璃压制成型数值仿真分析

汽车玻璃压制成型数值仿真分析
李建伟
【期刊名称】《玻璃搪瓷与眼镜》
【年(卷),期】2022(50)8
【摘要】为解决实际产品与原始设计玻璃面型差的问题,建立了完整的汽车玻璃成型有限元数值分析模型。
首先,考虑玻璃材料性质对汽车玻璃成型整个过程的影响,实验获取了详尽的材料性质:通过热膨胀实验,得到玻璃在玻璃态和液态下的膨胀系数;利用三点弯曲的热机械分析和比热的差分式热扫描实验,分别获得玻璃的应力松弛和结构松弛性质。
最后对3款实际的汽车玻璃产品进行仿真和实际型面的对比分析,结果表明,仿真和实际产品型面的差在1.1 mm以内,精度满足设计要求,建立的数值模型可靠。
【总页数】7页(P31-37)
【作者】李建伟
【作者单位】福耀玻璃工业集团股份有限公司
【正文语种】中文
【中图分类】TQ171.63
【相关文献】
1.基于HyperMesh和LS-Dyna的径向挤压制管机成型头仿真分析
2.弯管成型截面畸变有限元数值仿真分析
3.空调面框注射成型缺陷机理建模及数值仿真分析
4.
高强方矩管冷弯成型角隅内侧裂纹产生原因的数值仿真分析5.锥角对具有PELE效应的EFP成型影响的数值仿真分析
因版权原因,仅展示原文概要,查看原文内容请购买。
DEFORM玻璃成形工艺模拟技术

DEFORM玻璃成形工艺数值模拟技术应用1玻璃成形工艺的工业需求以汽车用玻璃为主的玻璃成形工艺包括落模成形、热弯成形、模压成形、辊压成形及玻璃面板热加等。
这些工艺过程中,具有热粘弹塑性特性的玻璃在高温接近软化状态下进行成形,重力作用也将对其成形结果产生影响。
与其他工业产品成形类似,玻璃的成形在成形工艺及模具设计不合理的情况下仍然会产生成形缺陷,如贴膜不紧、形状未完全成形、表面裂纹等。
目前国内企业在面临这些问题时大多采用试错法,也就是完全凭工程师经验进行大量的实际试验,这种方法的弊端在于对工程师经验依赖性大,经验又难以快速进行有效地积累和传承,通过多次的实际试验使得产品的生产周期长,成本增加,质量不高。
因此相关企业需要一种有效地工具来面临挑战,专业材料成形工艺数值模拟工具DEFORM便可以为这些难题提供相应的解决方案。
2材料成形工艺数值模拟工具DEFORMDEFORM源自塑性有限元程序ALPID(Analysis of Large Plastic Incremental Deformation)。
在1980年代初期,美国Battelle研究室开发了用于塑性加工过程模拟的有限元程序ALPID,后来开发人员对程序进行了逐渐完善,并采用Motif 界面设计工具,将程序发展成为了商品化的软件DEFORM(Design Environment for Forming),经过三十余年的发展DEFORM已经成长为材料成形领域著名的工艺数值模拟软件。
DEFORM是一套基于有限元的工艺仿真系统,用来分析变形、传热、热处理之间复杂的相互作用,常被用于分析金属、玻璃及聚合物的成形现象。
系统具有刚粘塑性及粘弹塑性算法,并同时耦合热分析,其有限单元采用lagrangian算法并通过单元自适应进行大变形计算。
如图1所示,各种现象之间相互耦合。
这些耦合效应将包括:由于塑性变形功引起的升温、加热软化、温度控制、热损耗、塑性、应变应力对材料的影响等,对于玻璃成形的热固耦合及温度场分析具有很强的计算能力。
点支式热弯玻璃有限元计算
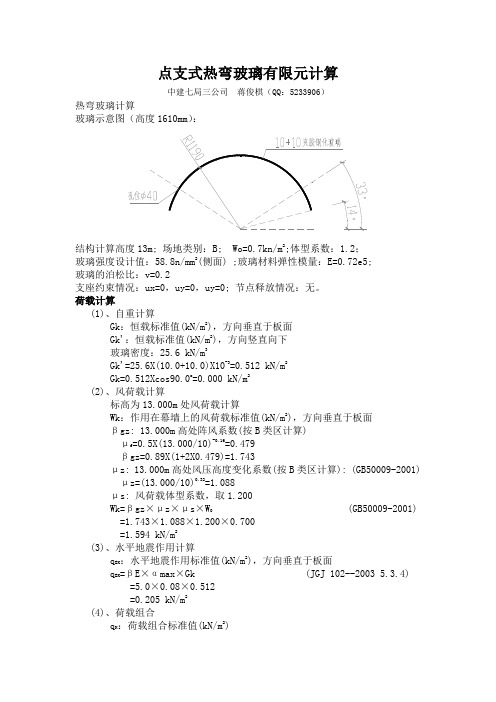
点支式热弯玻璃有限元计算中建七局三公司蒋俊棋(QQ:5233906)热弯玻璃计算玻璃示意图(高度1610mm):结构计算高度13m; 场地类别:B; Wo=0.7kn/m2;体型系数:1.2;玻璃强度设计值:58.8n/mm2(侧面) ;玻璃材料弹性模量:E=0.72e5;玻璃的泊松比:v=0.2支座约束情况:ux=0,uy=0,uy=0; 节点释放情况:无。
荷载计算(1)、自重计算Gk:恒载标准值(kN/m2),方向垂直于板面Gk':恒载标准值(kN/m2),方向竖直向下玻璃密度:25.6 kN/m3Gk'=25.6X(10.0+10.0)X10-3=0.512 kN/m2Gk=0.512Xcos90.0o=0.000 kN/m2(2)、风荷载计算标高为13.000m处风荷载计算Wk:作用在幕墙上的风荷载标准值(kN/m2),方向垂直于板面βgz: 13.000m高处阵风系数(按B类区计算)μf=0.5X(13.000/10)-0.16=0.479βgz=0.89X(1+2X0.479)=1.743μz: 13.000m高处风压高度变化系数(按B类区计算): (GB50009-2001) μz=(13.000/10)0.32=1.088μs: 风荷载体型系数,取1.200Wk=βgz×μz×μs×W0 (GB50009-2001) =1.743×1.088×1.200×0.700=1.594 kN/m2(3)、水平地震作用计算q EK:水平地震作用标准值(kN/m2),方向垂直于板面q EK=βE×αmax×Gk (JGJ 102--2003 5.3.4) =5.0×0.08×0.512=0.205 kN/m2(4)、荷载组合q K:荷载组合标准值(kN/m2)q:荷载组合设计值(kN/m2)风载:组合系数1.00,分项系数1.40地震荷载:组合系数0.50,分项系数1.30q K=1.00X1.594+0.50X0.205=1.696 kN/m2q=1.00X1.40X1.594+0.50X1.30X0.205=2.365 kN/m2 t1:外片厚度t2:内片厚度外片承受自身的恒荷载 + 其他荷载 X t13/(t13+t23)外片所承受荷载组合标准值=0.848 kN/m2外片所承受荷载组合设计值=1.182 kN/m2内片承受自身的恒荷载 + 其他荷载 X t23/(t13+t23)内片所承受荷载组合标准值=0.848 kN/m2内片所承受荷载组合设计值=1.182 kN/m2等效厚度t e=(t13+t23)-3=12.599 mm点支撑玻璃计算结构有限元计算得:最大应力为35.752n/mm2<58.8n/mm2(如图一); 最大变形量为1.364mm(图二)。
GH4169弯头热推扩成形有限元模拟及验证

GH4169弯头热推扩成形有限元模拟及验证洪宇【摘要】为了获得比较理想的热推加工参数,采用有限元法对变形高温合金GH4169热推扩成形过程中金属流动及变形特点进行了分析,揭示了选用恰当的工艺参数是热推扩成形获得等壁厚弯头的关键,并研究了扩径比K、弯曲角α、温度及推制速度的影响规律.结果表明:利用模拟分析可得出优化后的参数,即K=1.3及α=40°、推制速度v=3 mm/s、加热温度800℃;通过网格法分析计算,经热推扩成形后GH4169合金壁厚偏差可控制在6%以内.说明利用优化的成形参数可制备出等壁厚GH4169合金弯头,为批量生产工艺制定提供了依据.【期刊名称】《材料研究与应用》【年(卷),期】2018(012)002【总页数】6页(P107-111,133)【关键词】GH4169合金;环形管;有限元;热推扩【作者】洪宇【作者单位】广东省半导体产业技术研究院,广东广州510650【正文语种】中文【中图分类】TG379镍基高温合金以Fe,Ni,Co为基体,具有较好的高温强度、良好的抗氧化和抗热腐蚀性能及良好的疲劳性和断裂韧性等综合性能,可在600 ℃以上高温及一定应力工况下长期工作[1-2].随着镍基高温合金应用的不断拓展,GH4169合金等壁厚弯头已得到越来越广泛的应用.传统的弯头生产方法,如滚压弯制法、轨道弯制法、模压弯制法、隧道法、板坯压片法等均有各自的缺点,不能完全满足需求.热推扩成形技术可避免传统弯管工艺成形时弯管凸边受拉减薄、凹边受压增厚而造成的管壁不均匀现象,具有变形均匀、生产效率高等优点,是制备等壁厚弯头的有效方法[3-7].1 实验部分首先采用有限元法对GH4169合金管材推制成形过程进行了模拟,分析各种工艺参数如扩径比、芯棒弯曲角、推制速度及温度等对管材推制成形效果的影响规律,并优选出相应的参数.为验证模拟结果,在中频感应加热弯管推制机上进行了GH4169合金环形管推制实验.试验用原料为镍基高温合金GH4169,其成分列于表1.图1为热推扩成形工艺过程示意图.表1 镍基高温合金GH4169组成成分Table 1 Composition of nickel alloy GH4169成分NiCrNbMoAlTiFe含量w/%50.0~55.017.0~21.04.75~5.500.80~3.300.20~0.600.15~0.65余量图1 热推扩成形生产过程示意图Fig.1 Sketch map of hot push-expanding forming process2 结果分析与讨论2.1 有限元模拟为了获得理想的热推制工艺参数,首先对加工过程进行有限元模拟分析.采用弹塑性大变形有限元法,在MARC有限元软件平台上进行二次开发,建立电流控制局部加热的三维耦合计算机模拟系统.在CAD Interface 模块中用CATIA造型软件以IGS格式读入模具几何尺寸,假定模具为理想的刚塑性热传导材料,选用8节点六面体单元(ELEMENT 43)进行模拟.管坯采用8节点六面体单元(ELEMENT 7),同时进行变形和传热的热力耦合分析.模具和坯料之间采用Flux接触传热,模具和坯料与周围环境之间分别采用FLIM方式和Radia方式辐射传热.热推扩成形采用中频感应加热,通过调控用户子程序实现宽度为20 mm的感应线圈加热过程.本试验所模拟的管材初始直径D0=65 mm、壁厚t=2.3 mm,制备的环形管外径D=85 mm、壁厚t=2.3 mm、环中径R=150 mm.管材的加热温度控制在800~850 ℃之间,推制速度为2~5 mm/s,工件和模具间的摩察系数为0.15.利用该模型分别选取不同的加工参数,包括扩径比K、芯棒的弯曲角、推制速度及温度等,模拟不同条件下的成形效果,为制定实际加工参数提供依据.图2为环形管热推扩成形有限元模型.图2 管坯有限元模型Fig.2 Finite element model of tube billet2.1.1 扩径比优化分析扩径比K是成形羊角芯棒设计的重要参数,K=(D-t)/(D0-t).根据以往加工经验,K值一般取1.2~1.5,本实验模拟计算时K值分别取1和1.33.图3为扩径作用对壁厚的影响.从图3可见:在纯弯曲没有扩径变形作用时,即K=1时,环管壁厚极不均匀,从外弧到内弧环管内弧壁增厚明显(0 对应环管外弧位置,180对应环管内弧位置);当在扩径变形作用下,即K=1.33时,环形管壁厚的均匀性得到明显改善.图3 扩径作用对壁厚的影响Fig.3 Infect of the expending on wall thickness图4为不同K值下环向壁厚的变化曲线.从图4可见:随着K值的增加,壁厚均匀性明显改善;当K=1.3时,推制成形的管材壁厚比较均匀,表明扩径比K对壁厚有着明显的影响,尤其是内弧壁厚.理论上,K值增大能减小弯曲变形带来的内弧壁增厚问题,但K值过大会使内弧壁厚变薄,而且K值越大,扩径力增大,摩擦力也会增大,造成端口截面畸变严重,甚至导致推扩成形失败.此外,内弧金属受力复杂,壁厚变化大.因此,将K=1.3作为实际加工的优选参数.图4 不同K值时的环向壁厚Fig.4 Distribution of circumferential wall thickness in different K2.1.2 芯棒弯曲角度对壁厚的影响羊角芯棒的弯曲角度α是指模具弯曲扩径变形段中心线上起点与终点法线方向之间的夹角.以弯管中心线顶端为起始点,位置节点为弯管中心线标注点至起始点之间的轴向距离.选定扩径比K=1.30进行优化分析,图5和图6分别为不同弯曲角时环形管内外侧壁厚的分布情况.从图5可以看出:当弯曲角较小时(α=30),环管内弧壁厚不均匀程度增加,这是因为扩径弯曲变形速度过快,金属流动剧烈;弯曲角度过大(α=50),壁厚减薄比较严重,这是因为延缓了变形速度,但增加了坯料与羊角模的接触长度,造成摩擦力加大,引起起皱等缺陷;当芯棒弯曲角为40时,管材经推制成形后可获得均匀一致的壁厚.从图6可以看出,在各种不同芯棒弯曲角条件下,外侧壁厚的变化不是很明显.因此,将内测壁厚比较均匀所对应的α=40作为实际加工参数.图5 弯曲角对环形管内侧壁厚的影响Fig.5 Influence of different angle on inner side wall thickness图6 弯曲角对环形管外侧壁厚的影响Fig.6 Influence of different angle on outerside wall thickness2.1.3 推制速度及温度的影响图7为温度对壁厚的影响曲线.从图7可以看出:当推制温度在800 ℃左右时,壁厚变化率较低;当温度过高时,则会造成管壁堆积,引起壁厚的大幅度增加.因此,应将推制加工温度控制在800 ℃左右.图7 温度对环形管壁厚的影响Fig.7 Influence of temperature on the wall thickness对于推制速度,分别选取了v=2.0,2.5,3.0,3.5,4.0,4.5和5.0 mm/s进行模拟试验.结果如图8所示.图8 不同速度下温度分布情况Fig.8 Temperature distribution at different speeds图8为不同速度下的温度分布情况.从图8可以看出:速度慢时(v=2~2.5mm/s),管坯单位长度内加热时间长,局部温度大大超过850 ℃,此时会造成壁厚的大幅度增加;当推制速度过快(v=4~5 mm/s),则管坯加热时间太短,低于750℃,达不到成形所需的温度;当v=3 mm/s时,推制速度比较适中,既可以保证管坯达到适宜的加工温度(约800 ℃),又可以控制成形过程中壁厚的均匀性.因此,可采用v=3 mm/s作为实际加工参数.2.2 推制实验验证推扩成形在中频感应加热弯管推制机上进行,工艺参数为有限元模拟分析所确定的优选数值,即扩径比K=1.3、芯棒弯曲角α=40、推制速度v=3 mm/s、加热温度800 ℃.实际加工的GH4169合金管材尺寸与有限元模拟分析时所设定的相同,即推制前直管直径65 mm、壁厚2.3 mm,经推扩加工后直径85 mm、壁厚2.3 mm、环中径R=150 mm的90 ℃弯头.推扩前在直管坯表面划出边长L=5 mm 的正方形网格,首先在管坯圆周刻划间距5 mm、相互平行的回转刻线(经线),再沿管坯轴线方向刻画间距5 mm、相互平行的直线(纬线),通过比较推扩前后网格尺寸的变化量,就可以计算出不同部位的变形量.推扩成形前后网格变化情况如图9所示.从图9可见:变形后的网格线同原规则整齐的网格线相比较有着明显地变化,原来的正方形网格变形后呈等腰梯形;全部纬线均由原来的直线变为弯曲的弧线,其中处于中心截面以上的纬线长度基本没有变化,而处于中心截面以下的内弧缩短,处于中心截面以上的外弧伸长;从经线的变化情况可以看出,原先直管坯上相互平行的各回转经线,已不再平行,变成以弯管的弯曲中心为原点,沿弯管的弯曲半径方向放射状分布,观察其中任意一条经线都会发现,处于内弧面弧顶附近的经线伸长量最大,沿经线由内弧面至外弧面,这种伸长量呈递减趋势.热推扩成形实际是弯曲变形与偏心扩径变形的叠加,弯曲变形使内弧管壁在弯曲压应力的作用下增厚,偏心扩径发生在弯管内弧一侧,它使内弧金属在环向拉应力作用下向外弧流动,使得管壁减薄,因此只要弯曲变形量与偏心扩径量在环形管成形过程中保持一定的比例,就可以保证推制出壁厚均匀的环形管.在成形过程中,环形管内弧金属在环向扩径力和轴向弯曲压应力的作用下,从内弧沿两侧向外弧对称流动,为保证环形管内弧金属塑性流动过程和外弧金属弯曲变形过程的协调性和连续性,环形管内外弧之间的金属网格必呈等腰梯形.图9 推扩成形前后网格变化示意图(a)推扩前;(b)推扩后Fig.9 The shape of mesh before and after forming(a)before forming;(b)after forming为了定量分析推制成形的效果,在成形后的90°弯管的变形均匀区(避开推制初始及末尾段),确定一圈处于同一经度位置的网格进行Lr和Lθ的测量(Lr为网格径向边长,Lθ为网格轴向边长).测量节点分别为从外侧至内侧径向所对应的网格单元.测量结果列于表2.表2 网格尺寸测量结果Table 2 The result of mesh size measurement注:1)εr为径向应变,εr=ln(Lr/L);2)εθ为轴向应变,εθ=ln(Lθ/L);3)εt为壁厚方向应变,εt=-(εr+εθ).由表2可知:内弧的网格变化最大,这是由于轴向产生压缩变形使网格缩短,而径向产生拉伸变形使网格伸长,表明金属从外侧到内侧变形程度逐步加剧;εt≠0,表明环形管各部位的壁厚并不相等.由厚度方向的应变εt可以求得环形管的实际壁厚t=2.3eεt,以检测壁厚减薄量.当εt最小时,即环形管的壁最薄,将εt=-0.059代入上式中得t=2.17 mm,环形管壁的最大减薄量t=2.3-2.17=0.13 mm.壁厚偏差可控制在6%以内,表明壁厚均匀,通过有限元模拟分析所确定的加工参数科学合理,在实际推制成形过程中效果良好.3 结论通过有限元模拟分析及实际推制成形加工验证,表明良好的成形条件包括两个主要方面:一是由扩径比K和芯棒弯曲角α两个参数所决定的模具外形条件;另一个是推制速度及加热温度所决定的成形条件.如果这两方面参数处于适宜的区间,且各参数之间匹配关系正确,就可以保证推制出的弯管产品外形良好、壁厚均匀.同时对实际推制成形的GH4169合金弯管产品的尺寸的实测分析,获得以下结论:(1)适宜的扩径比K和芯棒弯曲角α是决定模具外形尺寸的重要参数,经有限元分析,在本产品加工条件下应选取K=1.3和α=40;(2)推制速度与加热温度共同构成了推制加工的成形条件,经有限元分析,在本产品加工条件下应选取v=3 mm/s、加热温度800 ℃;(3)利用模拟分析所优化后的参数可推制成形出GH4169合金弯头,利用网格法对其形变量进行分析计算,壁厚偏差可以控制在6%以内,表明壁厚均匀.【相关文献】[1] 师昌绪,陆达,荣科.中国高温合金40年[M].北京:中国科学技术出版社,1996:145.[2] 陈国良.高温合金学[M].北京:冶金工业出版社,1998:177.[3] 李林涛,曾卫东,殷京瓯.中频感应加热纯钛弯管成形过程中的有限元模拟[J].锻压机械,2006(6)130-133.[4] 陈军,杨海瑛,段文森.扩径推弯弯头的重要工艺参数[J].中国有色金属学报,2010,20(特刊):704-708.[5] 苏航标,曾卫东,赵永庆,等.阿基米得螺线系数选择对模拟钛弯管推扩成形的影响[J].稀有金属材料与工程,2008,37(5):775-778.[6] 池强,刘腾跃,燕铸,等.油气管道用弯管感应加热工艺研究[J].热加工工艺,2012,41(13):113-115.[7] 鹿晓阳,史宝军,徐秉业,等.热推弯管成形过程材料本构模型[J].锻压机械,1998(4):19-22.。
基于有限元的热裂法切割液晶玻璃的仿真分析

Z epwrad l e cnsed— nctn .a e sg v ott ag fctn aa ts o rcig 0 r o e n a rsa pe —o uig sw l a ae u h rneo tgp rmerfrcak s s t l e ui e n
Elm e tThe m a a k ng M e h d e n r lCr c i t o
YANG a — i Yu n s ,LU n ln,ZHOU o b n,GUO n — o g Ya —i Gu - i Co g e n
( h EK yL brtyo S ei up s E up et n d acdPoes gT cnl y T eMO e aoa t f pca P roe q im n adA vne rcsi ehoo , o l n g
Z eagU i rt f eh o g , n zo 10 4 C ia hj n nv syo cn l Haghu3 0 1 , h ) i ei T o y n
Abห้องสมุดไป่ตู้t a t L s r t ema r c ig meh d i t u l s b a e— o t l d ca k wi v g h a —o re T e t o sr c : a e h r l ca kn t o s o c t g a s y l s rc n r l r c t mo i e t u c . h w — o e h n s
基 有 限 热 法切 液 晶 玻璃 俯真 纷析
杨渊思 , 卢炎麟 , 国斌 , 周 郭聪聪
( 浙江工业大学 特种装备制造与先进加工技术教 育部重点实验 室, 浙江 杭 州 30 1 ) 104
基于ANSYS的玻璃模压成型有限元分析

106现代制造技术与裝备2016第10期总第239期基于ANSYS的玻璃模压成型有限元分析张静1张打凡2(1.长春理工大学,长春130022; 2.成都航空职业技术学院,成都610100)摘要:通过对模压成型的工艺过程进行分析,利用有限元软件A N S Y S建立透镜的有限元模型,选择五单 元广义Maxwell模型作为粘弹性模型,划分网格,设定热边界条件,进行模压成型的加热和加压过程的有限元仿 真分析。
通过仿真,重点研究了最小加热时间和压力的影响,以期对今后模压成型工艺的参数优化具有指导作用。
关键词:模压成型透镜A N S Y S引言近年来,由于电子集成技术、光学技术、计算机技术的 不断发展,透镜逐渐向着小型化、微型化方向发展。
传统的 加工技术由于成本髙、精度低、周期长,已经不适合小尺寸 透镜的大批量生产。
透镜模压成形技术是一种髙精度复制成 型技术,适合小尺寸光学元件高精度大批量加工,最早由美 籍华裔教授Stephen Y Chou提出。
这种技术将模具与玻璃 放在工作腔内一起加热到模压温度,一次性精确复制出模具 的面型。
与传统的加工方法相比,这种模压成型技术成本低,精度高,适合大批量生产[1]。
模压成型技术一经提出,便受 到广泛关注。
早起的研究主要是对实验的研究,但随着计算 机技术的不断发展,为了节约成本,人们使用有限元分析的 方法来研究模压成型技术。
通过有限元仿真软件,模拟模压 成型技术的各个工艺阶段,研究成型机理,预测成型质量,优化加工参数。
本文采用ANSYS软件对透镜模压成型的过程 进行仿真分析,观察透镜在加热阶段的温度变化情况和加压 阶段的透镜变形情况。
1玻璃透镜模压成型技术1.1模压成型实验实验室采用的模压机是韩国进口的D T K公司设计制造的 模压成型机。
在工作站1进行加热,在工作站2进行模压,在工作站3进行退火,最后进行水冷却,使成型玻璃镜片快 速冷却到室温,开模取出成品。
本设备自动化程度高,生产 周期短,适合大批量生产[2]。
非球面玻璃透镜模压成型的有限元应力分析
S r s na ysso m pr s i n M o d ng o phe i a te s A l i fCo e so li f As rc l Gl s n e i g Fi t e e tM e ho a sLe s sUs n nieEl m n t d
响应 并入有 限元计 算。采 用高级 非线性有 限元程序 MS . r,分别对 圆柱玻璃单轴压缩和非球面透镜模压成型 CMa c
进行 了仿真 ,获得 了玻璃镜 片成型后 的残余应 力分布情况 。在此基础上 ,文章 重点分析 了温度和模压速度对合模 后镜 片内部 残余应力分布 的影响 。实验结果表明 ,最 大应力 出现在镜 片的边缘 区域;较低的温度和较 高的模压速
Ⅵ N S a — u ,JN o g Hu -u ,CHE F n -u ,Y Ja - h oh i I S n ,z Ke n j N e gjn u inWU
( t n l n ier gR sac et fr g f cec r dn , Nai a gnei ee rhC ne o hE i yG i ig o E n r Hi i n n
d sr u in iti t .Ac o dn o t e n t r fg a s a ih t mp r t r swh c s s i r t ic e a t tra,t e ce p b o c r i g t h au e o l s th g e e au e i h i i l o v s o lsi mae i l h r e m a c
第 3 卷第 1 7 O期
21 0 0年 1 0月
ቤተ መጻሕፍቲ ባይዱ
光 电工 程
Op o Elc r n c En i e rng t — e to i g n e i
夹胶玻璃弯曲设备中的弯曲过程变形与应力分析

夹胶玻璃弯曲设备中的弯曲过程变形与应力分析夹胶玻璃是一种具有良好设计美观和安全保护功能的建筑材料,广泛应用于现代建筑中的大型玻璃幕墙和屋顶。
夹胶玻璃的加工过程中,往往需要对玻璃进行弯曲处理,以获得所需形状和曲度。
然而,弯曲过程中的变形与应力分析是夹胶玻璃加工过程中需要重点关注的问题。
在夹胶玻璃弯曲设备中,人们通常使用热弯曲的方法来使玻璃达到所需的曲度。
热弯曲是通过在玻璃表面施加热量来加热玻璃,并使用模具将玻璃弯曲成所需形状。
这个过程中,玻璃在受热后会发生变形,并在冷却过程中维持所需的曲度。
因此,在弯曲过程中需要对玻璃的变形和应力进行准确的分析。
首先,我们来看夹胶玻璃弯曲过程中的变形分析。
在玻璃受热后,由于不同温度下的膨胀系数不同,玻璃会产生热膨胀效应,从而引起变形。
变形分为两部分:一是弯曲方向上的弯曲变形,即玻璃呈现出曲线形状;二是垂直于弯曲方向的拉伸和压缩变形,即玻璃在受热和冷却过程中产生的长度变化。
这些变形对于弯曲玻璃的形状和质量有着直接影响,因此需要进行准确的变形分析。
其次,我们需要对夹胶玻璃弯曲过程中的应力进行分析。
应力是指力在单位面积上的分布,它是影响材料强度和稳定性的重要指标。
在弯曲过程中,玻璃会产生内部应力,这是因为玻璃的表面和内部温度不均匀引起的。
这些应力可能导致玻璃弯曲后破裂或变形不稳定。
因此,对夹胶玻璃弯曲过程中的应力进行准确的分析是非常重要的。
夹胶玻璃弯曲设备中的弯曲过程变形与应力分析可以通过数值模拟和实验测试来完成。
在数值模拟中,可以使用有限元分析方法来模拟玻璃的变形和应力分布。
通过将玻璃的材料参数、模具形状、加热温度和时间等因素输入有限元模型中,可以预测玻璃在弯曲过程中的变形和应力。
此外,还可以根据实验测试数据对数值模拟结果进行验证和修正,以确保模拟结果的准确性。
除了数值模拟,实验测试也是夹胶玻璃弯曲过程中变形与应力分析的重要手段。
可以使用光栅衍射、红外热成像和应变片等实验技术来测量玻璃的变形和应力分布。
有限元方法在玻璃成形工艺研究的应用
Ap lc t n o n t e e e h d p i a i fFi ie Elm ntM t o o t ud n Gl s r i g Pr c s o St y o a sFo m n o e s
玻璃与搪瓷
20 02年
3 o卷 1 期
.』 . 』
维普资讯
Байду номын сангаас
由于计算 机技术 的发展 , 对玻璃成形进行数值模拟的研究越来越多 。利用 计算机对玻璃 成形数值模拟将使 玻璃工业中新产 品开 发和技术 创新等更具有科学性。 弹性力学、 塑性力学 、 热传导和流动分析等基本概念可以应用在普通 的玻璃 成形工艺 中, 但是 由于边 界 的流动性 、 的变形率、 界条件与时 间和温度有关以及材料的高度非线性等 , 大 边 使得平衡 方程 的解 析解很 难 获得。多年来 , 国内外的许多学者、 工程技术人员通 过大量的研究 , 利用许 多数值方法来模拟玻璃成形 , 其中 有限元分析技术在 玻璃 成形模拟 中正得到广泛的应用。在玻璃成形方面发表的大多数文章都集 中在成形工 艺 的二维分析上。Csr e a , Sdg 等模拟 了饮料瓶 的吹塑成形工艺。Lcen s R ks ea d N. eh S a ohgi 和 eh n分别模 e o 拟了中空的玻璃器皿 和灯泡成形 工艺。V n I 一 等用二 维有 限元 方法模 拟了玻璃 的热力 耦合效 应 。 a 8 e Su s ol 等用 二维有限元方法计算了承受粘性松 弛的玻璃件 中的应力 。U asiS E 和 Pk s B I e m nk . . or s . i a 对平板 玻璃成形 中的应力控 制有限元方法进行 了研究。到 目前为止 , 在文献中有关玻璃成形 的三维 模拟 的报道 很 少 。法国 V l c n e 大学的 Lc e e 等人利用三维板壳单元 进行有 限元分析 , a n i ne e e s ohg s  ̄ 对曲面玻璃 的蠕 变成形做 了大量而深入的研究 。澳大利亚 A e i 大学 的 S ks . 等对光 学器件 的玻璃成形 中重力作用对表面 】 dld ae t e Y M. o 质量的影响做了有限元 分析 。德 国的 Ma r .. y J 利用三维有 限元分析 了玻璃棒的挤压工艺 中模具 膨胀对 eH 成形精度 的影响 , 并与相应 的实验结果进行了对比 本文将介绍利用 有限元分析对玻 璃成形模拟 的关键 】 技术 , 并介 绍利用 三维有 限元对 电视机显像管管屏压制成形工艺和饮料瓶吹制成形 进行 的模拟 。
轿车侧挡玻璃弯曲回弹的有限元仿真

Re i e fn d
me h sa e a p i d t u r n e i u a i n p e ii n. I t d e h fe t fb n i g r d u f s e r p l g a a t e sm l t r c so e o o t u i st e e f c e d n a i so s o
图3 回弹结果 ( 虚线表示回弹前的形状 )
图2 落模成形结果
析,但应力计算不准确 :隐式静力算法采用静力
弹 的影响 , 为 实际 生产提 供 参 考依 据 。
关键词 :轿车 ;弯曲成形 ;回弹 ;数值模拟
中图分类号 :T 3 1 P9. 9 文献标识码 : B
Ab ta t T epi cpeo b u do i ewid h ed o a e d n s n r d c d. A E sr c : h r il f e o n f d n s il f ri b n i gi t u e n r s c n i o F M mo e ss t p.Th r p b n i g a d d f r to fr b u do a h ed a e smu ae d li e u e d o e dn n e o ma in o e o n fc rs il r i lt d n me ial y e p ii d n mi l o ih a d i p ii sai l o ih s p r tl u rc lyb x lct y a c ag rt m n m lct tt ag rt m e a aey c
维普资讯
模 具 技 术 20 .o2 0 6N .
文章编号 :10 -9 42 0 )20 1一3 0 1 3 (0 60 —0 0 4 l
玻璃器皿压制成型的建模与仿真

( 津科技大 学 机械工程 学院 , 天 天津 302 ) 0 2 2
Mo e ig a d smua in f r l s wa e p e sn r c s d l n i lt o a s r r s i g p o e s n o g
poesw ihh aei o leryadgo er olerywt l g eom in nt ee e t rcs,hc a m trl ni ai n em tcnni ai i edfra o.f i lm n s an n t i n t ha r t Ai e
m dl fgasma r si etbi e ae ntetert a a a s n ldn e ase adf c o e o l t i s s l h db do hoe cl n yi icu igh a t n r n a e s ea a s l s h i l s t r f r
1 I 弓言
工 品 是 为 器 用人 对 表 质 要 都 高 压 艺 或 作 容 使 ,们 其 面 量 求 很 。 制
玻璃器皿是人们生活中必不可少 的日常用 品,不论是作 为 成型是其重要的成型工艺 ( 吹制和压制 ) , 以来 , 之一 长久 一旦制
★ 米稿 日 :0 1 0 — 5 ★基金项 目: 期 2 1 - 0 0Y G G OO ) 0
… 川 … ● 、 一 毫 \. 、 宴 e ” 、 , ^ 毫 ” 喜 ^ , . 喜 " 、 , 毫 ” 、 , 喜 ¨ t "
【 摘
要】 玻璃器3 的压制成型过程是一个非常复杂的热力耦合弹塑性变形过程 ,其具有材料非 I / / -
线性和几何非线性的大变形特征 在对玻璃材料进行 了传热分析以及受力分析等理论分析的基础上, 利用专业有限元 C D软件 G M I 进行有限元建模 ; F A BT 利用 P L F O 对玻璃器皿压制过程中的温度 O Y LW
轿车侧挡玻璃弯曲回弹的有限元仿真
轿车侧挡玻璃弯曲回弹的有限元仿真
乔凌菲;郭志英
【期刊名称】《模具技术》
【年(卷),期】2006(000)002
【摘要】介绍了轿车侧挡玻璃落模弯曲成形中回弹的机理,建立了有限元模型.利用显式动力算法和隐式静力算法分别对轿车玻璃的落模弯曲和回弹变形进行了数值模拟,采用细分网格保证模拟精度,研究了模具环弯曲半径、玻璃落模高度和加热温度等工艺参数对弯曲回弹的影响,为实际生产提供参考依据.
【总页数】4页(P11-13,60)
【作者】乔凌菲;郭志英
【作者单位】上海交通大学国家模具CAD工程研究中心,上海,200030;上海交通大学国家模具CAD工程研究中心,上海,200030
【正文语种】中文
【中图分类】TP391.9
【相关文献】
1.某轿车侧碰性能的有限元分析与试验研究 [J], 李洪力;赵官;韩阳;王璐璐;姬园
2.轿车变速箱低速挡齿轮动力学仿真及热分析 [J], 司海涛;李春林;曲尔光
3.电动轿车三挡AMT传动系统参数匹配与性能仿真 [J], 殷允朝;宋述明;王垠皓
4.基于LS-DYNA软件的汽车前挡玻璃破坏仿真分析 [J], 彭宇玲
5.斯柯达明锐轿车驾驶员侧车门玻璃无法升降 [J], 丛立国
因版权原因,仅展示原文概要,查看原文内容请购买。
基于有限元的热裂法切割液晶玻璃的仿真分析

基于有限元的热裂法切割液晶玻璃的仿真分析杨渊思;卢炎麟;周国斌;郭聪聪【期刊名称】《轻工机械》【年(卷),期】2011(029)003【摘要】介绍了激光热裂法,即利用移动热源控制裂纹切割玻璃.运用有限元软件Ansys的参数化设计语言建立二维模型,对激光扫描玻璃模型进行仿真.通过该仿真研究了切割过程中裂纹尖端附近的应力和裂纹尖端的应力强度因子,讨论了激光功率和激光扫描速度两关键加工参数对切割的影响,并给出了裂纹可连续扩展的加工参数范围.仿真结果表明,以裂纹尖端的应力强度因子为参考进行仿真,可以更直观的解释热裂法机理,并可以对实际激光切割液晶玻璃的加工参数进行更准确的预测,从而减少实际切割的盲目性.图9表1参9【总页数】5页(P13-17)【作者】杨渊思;卢炎麟;周国斌;郭聪聪【作者单位】浙江工业大学特种装备制造与先进加工技术教育部重点实验室,浙江杭州310014;浙江工业大学特种装备制造与先进加工技术教育部重点实验室,浙江杭州310014;浙江工业大学特种装备制造与先进加工技术教育部重点实验室,浙江杭州310014;浙江工业大学特种装备制造与先进加工技术教育部重点实验室,浙江杭州310014【正文语种】中文【中图分类】TQ171.6;O343.6【相关文献】1.基于热裂法的液晶玻璃基板激光切割技术研究 [J], 汪旭煌;姚建华;周国斌;楼程华;杨渊思2.热裂法切割玻璃等硬脆材料关键技术研究进展 [J], 王海龙;王扬;王向伟;张宏志3.基于有限元法的浮法玻璃退火窑辊道传动轴受力仿真分析 [J], 李险峰;王川申4.激光热裂法非对称切割玻璃路径偏移研究 [J], 周国斌;王凯旋;贾虹5.基于有限元法确定玻璃切割机金属刀架的断裂直径 [J], 施云高;杨爽;陈红;高思煜因版权原因,仅展示原文概要,查看原文内容请购买。