TOFD超声波衍射时差法教程文稿演示
TOFD讲座演示文稿
Refraction : Sinq1 = C1 Sinq2 C2
波束扩散模拟
600 纵波探头 6mm 圆晶片 在碳钢中进行波束模拟
60°5MHz 6mm波束模拟
TOFD检测为什么使用纵波而不用 横波探头
• 纵波传播速度快,几乎是横波的两 倍,最先到达接收探头,容易识别 缺陷,以纵波波速计算缺陷深度, 不会与横波信号混淆。
• D扫描用于采集焊缝及两侧母材中的缺陷 • D扫描视图不能判断出缺陷在焊缝中的横向位置
Tx Rx
平行扫查-B扫
• 采用平行扫查可 以对缺陷深度进 行更精确的定量, 而且有助于对缺 陷宽度和倾斜角 度的判断。
焊缝
扫查方向
Tx
Rx
波束方向
平行扫查
• 当探头相对于缺陷对称时时间最短 。
S
发射探头
S
接收探头
数字化记录
• TOFD记录的是每个检测点的完整的未经 修正的原始的数字化A扫信号。 • 可永久记录所有数据信号,包括检测参 数、校准方式等。 • 可对采集的数据进行处理,提高灵敏度、 信噪比、易于识别缺陷。 • 可对原始的检测数据再分析,使用多样 的可视化显示。
近表面盲区
• 由于近表面缺陷的信号可能隐藏在直通波 信号之下,因此相当于直通波信号的深度 是盲区。 • 5MHz探头,周期0.2μs,PCS=100mm,工 件厚度40mm,直通波为两倍周期0.4μs, 则盲区为11mm。 • 减小近表面盲区的措施:减小PCS,窄脉 冲探头,直通波去除。
•缺陷信号:缺陷上、下端点产生的衍射信号,在直通波和底 面反射波之间,比底面反射波信号弱很多。
•变形波信号:横波经底面放射转换为纵波以及纵波经底面放 射转换为横波的信号。由于横波速度较慢,在底面反射波之后 出现,但波幅相当大。 •由于直通波(LW)和底面反射波(BW)的存在,检测时如果只使 用TOFD检测,在上表面和下表面存在盲区,一般为几毫米左右, 近表面的盲区大于底面的盲区。
超声波衍射时差(TOFD)技术 ppt课件

ppt课件 4
TOFD技术概念
TOFD技术,即Time of flight diffraction technique,超声波衍射 时差检测技术. 概念:
超声波衍射时差法,是采用一发一收两只探头,利用 缺陷端点处的衍射信号探测和测定缺陷尺寸的一 种自动超声检测方法.
发展条件: 因其原理与传统检测方式有很多不同,弥补了传统方法 的不足之处.
ppt课件 17
复合压电晶片
优点: 1.横向振动很弱,串扰声压小 2.机械品质因子Q值低 3.带宽大(80~100%) 4.机电耦合系数值大 5.灵敏度高,信噪比优于普通PZT探头 6.在较大温度范围内特性稳定 7.可加工形状复杂的探头 8.易与声阻抗不同的材料匹配 9.可通过陶瓷体积率的变化,调节超声波灵敏度
发射探头
接收探头
+ _
+ _
根据理论和实验证明,如果两个衍射信号的相位相反,则在两个信号间一定存在一 个连续不间断的缺陷。因此识别相位变化对于评定缺陷尺寸非常重要。利用上、下 端点的时间差来计算缺陷深度和自身高度是TOFD探伤最重要的部分
*注在一些特殊情况下,例如气孔,小夹渣之类的缺陷
ppt课件 由于几何尺寸太小不会产生两个分离的端点信号 24
实际上: 绝对深度的最大误差低于壁厚8 %. 内部(小)缺陷的高度估计误差是可以忽略的 。
ppt课件
30
平行扫查
平行扫查时,扩散声 束作用于缺陷时的衍 射信号传播时间较长 ,而当缺陷位于主声 束中心时即当探头相 对于缺陷处于对称位 置时,传播时间最短 。因此会形成一个抛 物线,抛物线的顶点 处所计算的深度为缺 陷实际深度
ppt课件 18
多点声源同时激发,产生大扩散声束,由于声束是 由多个声源在不同位置相互干涉和叠加形成,因此 主声束与扩散声束之间的能量差异不像单晶片探头 那么明显,从而达到大范围的扫查。
TOFD(衍射时差法)的原理及应用[1]
![TOFD(衍射时差法)的原理及应用[1]](https://img.taocdn.com/s3/m/b53dae3e0912a2161479295c.png)
一TOFD原理超声TOFD(Time of Flight Diffraction Technique –衍射时差法)技术就是用两个探头相向对置,一发一收,利用缺陷端部产生的散射波和衍射波,来检测出缺陷和评定缺陷的方法。
下图即表示TOFD法的探伤原理、探伤波形的模式图。
(a)TOFD原理图(b)波形图图(a)中,①为发射探头发射横向纵波沿试件表面传播的正向侧向波(Lateral wave),它是区分和测量缺陷的参考。
④为底面负向反射波(Back-wall reflection),当有裂纹缺陷存在时,在①④间会接收到缺陷上端的负向衍射波②(Upper Crack Tip Signal)和缺陷下端的正向衍射波③(Lower Crack TipSignal )。
这里只考虑纵波声速V ,忽略缺陷处的波形变换产生的横波等。
说明:TOFD 技术采用一发一收的方式,通常使用高阻压、窄脉冲压力探头,主压力波的反射角范围是45º至70º。
假定两探头间的距离为S ,试件的厚度为H ,裂纹在试件厚度方向的高度为L ,裂纹上端距离试件表面的埋藏深度为D ,沿试件表面传播的侧向波的接收时间为t L , 接收到缺陷上端的负向衍射波的时间为t 1,接收到缺陷下端的正向衍射波的时间为t 2,接收到底面负向反射波的时间为t BW 。
试件的纵波声速为V 。
则:CS t L = CS D t 2214+= CS L D t 222)(4++= CS H t BW224+= 根据以上各个时间可以求出: 裂纹上端距离试件表面的埋藏深度 222121S C t D -=裂纹在试件厚度方向的高度 D S C t L --=222221二 TOFD 应用超声TOFD 法之所以引人注目,是由于此法对缺陷检测、定位、定量较一般的波幅法容易、直观,且有客观记录。
这对在役设备检测中的缺陷评价特别有价值。
如果结合常规的缺陷测长方法,就可掌握缺陷二维形状,就可利用断裂力学对被检测设备进行寿命评价。
浅谈超声衍射时差法TOFD检测技术

4超声TOFD扫描方式及波形成像特征
对TOFD缺陷成像的图形进行分析,进而对缺陷定 性、定量。
首先,依据缺陷成像的形状对缺陷进行定性分析,
要多个TOFD探头组,此时可能看不到表面波或底面回
区分缺陷为何种形式。例如,熔焊试件的主要缺陷有气
波,应通过计算对壁厚进行合理分区,不同区域分别采 用TOFD探头组扫查。在检测奥氏体或高衰减的材料时,
l超声TOFD检测基本原理
超声TOFD检测方法的物理基础是惠更斯原理。
96航窄制造技术·2009年增刑
万方数据
惠更斯原理由荷兰物理学家惠更斯于1690年提出。该 原理指出,介质中的波动传到的各点,都可以看作是发 射声波的新波源(或称次波源),以后时刻的波阵面,可 由这些新波源发出的子波波前的包络面做出。
描为主,B扫描为辅,可以利用相位信息有效地检测出 缺陷。有时遇到D扫描或B扫描得到的图像比较模糊, 又要求对缺陷长度进行定量,此时需要对得到的灰度图 进行数字化处理。常用的数字化处理方法有:利用中值 滤波保护图像边缘,同时去除噪声;利用双曲线指针来 拟合缺陷的边缘;直通波或底波的拉直;直通波或底波 的消除等。ASTM标准E2373—2004中提到结合双轴曲 线捏合运算或合成孔径聚焦技术(sA盯)改善缺陷长度 方向定量。
Fig.5 TOFD detection system
很多因素影响TOFD的检测效果,在实际检测中需 要一一加以考虑。
超声衍射时差(TOFD)技术原理简介(含图表)

超声衍射时差(TOFD)技术原理简介(含图表)1.超声衍射时差(TOFD)技术介绍“TOFD”即Timeofflightdiffraction,译成中文是“超声波衍射时差法检测”,TOFD检测技术原理是利用超声波遇到诸如裂纹等的缺陷时,将在缺陷尖端发生迭加到正常反射波上的衍射波,探头探测到衍射波,从而判定缺陷的大小和深度。
极大地提高了缺陷检出率。
TOFD检验技术具有缺陷检出能力强、缺陷定位精度高、节省设备的制造时间等特点,在检测资料上保证安全,并且可以用数字型式永久保存,恰好弥补了常规超声波检测技术的不足。
此技术首先是应用于核工业设备检验,如今在电力、石化、管道、压力容器、钢结构等方面多有应用。
上个世纪七十年代早期,英国原子能管理局(UnitedKingdomAtomicEnergyAuthority,即UKAEA)的国家无损检测研究中心的Harwell实验室提出了了超声波衍射在UT中应用的原理。
UKAEA为了开发比常规超声波检测更精确的缺陷定量技术,最早由史可·毛瑞斯(SILKMG)博士开发出了超声衍射时差技术- 1 -(TimeofFlightDiffraction,简称TOFD)。
后来欧美国家的有关机构进行了大量的试验,到80年代早期证实,对于核反应堆的压力容器和主要部件,TOFD技术作为超声检测是可行的,其可靠性和精度要高于常规超声检测(即脉冲回波)技术;相比常规的脉冲回波技术,当时的TOFD 技术有几个最明显的不同,一是很高的定量精度,绝对误差<±1mm,而裂纹监测的误差<±0.3mm;二是对缺陷的方向和角度不敏感,不向脉冲回波技术那样对某些方向的缺陷有“盲区”;三是对缺陷的定量不是基于信号的波幅,而是基于缺陷尖端衍射信号的声程和时间。
后来开发了便携的设备系统(即国际无损检测中心的ZIPSCAN),TOFD技术被国际工业界广泛公认。
90年代,该项技术开始应用与石油化工管线的检测。
TOFD–超声波衍射时差法培训课件
TOFD检测技术的优势
高效性
TOFD检测技术具有高效性,能够快速准确 地检测出缺陷的位损伤,使用安全。
可靠性
由于其非接触性,TOFD检测技术不易受到 外界因素的干扰,检测结果可靠。
可视化
TOFD检测技术能够提供高清晰度的图像, 使缺陷可视化。
检测设备的组成
01
02
03
04
发射器
产生高频超声波信号,发射到 被检测物体上。
接收器
接收从被检测物体反射回来的 超声波信号。
控制器
控制发射器和接收器的操作, 处理和显示检测数据。
显示器
显示检测结果,便于观察和分 析。
检测设备的操作流程
准备工作
检查设备是否完好,确定被检测物体 的材质、尺寸和形状等参数。
检测设备的维护与保养
定期清洁
定期清洁发射器和接收器的探 头表面,保持清洁以免影响检
测结果。
检查电缆
定期检查电缆是否完好,如有 破损应及时更换。
定期校准
定期对设备进行校准,确保检 测结果的准确性。
存储环境
保持设备存储环境的干燥、通 风,避免高温和潮湿等恶劣环
境。
03
TOFD检测技术在实际应用 中的优势与局限性
与其他技术的融合
分析TOFD技术与其他无损 检测技术的融合应用,提 高检测效率和准确性。
应用领域的拓展
展望TOFD技术在更多领域 的应用前景,如航空航天、 新能源等领域。
如何将TOFD技术更好地应用于实际工作中
实践操作技巧
分享实际操作中的技巧和经验,提高 检测效率和准确性。
与其他技术的协同工作
标准与规范的学习
设备操作与维护
讲解了TOFD设备的操作 步骤、日常维护和常见故 障排除,确保学员能够熟 练操作和维护设备。
TOFD – 超声波衍射时差法 (简易教程)
TOFD技术简易教程
惠更斯原理:
入射波使缺陷产生振动 缺陷上的每一个点都 产生出一个球面子波
中石油第二建设公司
TOFD技术简易教程
1、 向各个方向传播 2、 能量低 3、 衍射方向不取决于入射角
入射波 折射波 裂纹
衍射波
衍射波
中石油第二建设公司
TOFD技术简易教程
• 衍射和反射的区别:
h d 2 d1
中石油第二建设公司
TOFD技术简易教程
由于计算自身高度只需要测量时间, 所以 垂直方向定量会很准确。 实际操作中,检 测裂纹 1-mm 的精度是完全可以达到的 (检 测人工缺陷时可以达到0.1 mm )。
中石油第二建设公司
TOFD技术简易教程
扫查类型
非平行扫查或B扫: 扫查方向与波束方 向成90° 平行或D扫: 扫查方向平行于波束方向
TOFD技术简易教程
北京燃气集团球罐焊缝TOFD检测中石油第Βιβλιοθήκη 建设公司TOFD技术简易教程
TOFD典型缺陷
近表面裂纹
1 2
1
2
裂纹阻挡了直通波,下尖端衍射信号显示在A-扫描中
中石油第二建设公司
TOFD技术简易教程
根部未焊透
1 3 4
2
1
2
3
4
注意上下尖端的两个信号
中石油第二建设公司
TOFD技术简易教程
根部未熔合
1 2 3
1
2
3
注意直通波和缺陷信号之间的波形相位转换
中石油第二建设公司
TOFD技术简易教程
侧壁未熔合
1 2 3 4
1
2
3
4
注意上下尖端的两个信号
TOFD超声波衍射时差法原理

缺陷自身高度
2S
发射探头 接收探头
d1 d2
h = d 2 − d1
由于计算自身高度只需要测量时间, 所以高度估计会很准确。 实际操作中, 由于计算自身高度只需要测量时间 所以高度估计会很准确。 实际操作中,检 检测人工缺陷时可以达到0.1 测裂纹 1-mm 的精度是完全可以达到的 (检测人工缺陷时可以达到 mm )。 检测人工缺陷时可以达到 中国工业检验检测网 。
培训教程
TOFD – 超声波衍射时差法
也叫 “裂纹端点衍射法” 或 “尖端反射法”
中国工业检验检测网
info@ •
什么是 TOFD?
衍射时差法 (TOFD)是一种依靠从待检试 件内部结构(主要是指缺陷)的“端角 ” 和“端点”处得到的衍射能量来检测 缺陷的方法。
c
LW
BW
典型的多通道UT仪器用户界 典型的多通道 仪器用户界 还有软件向导。 面友好 ,还有软件向导。
D扫 扫
中国工业检验检测网
TOFD的优点 的优点
对于焊缝中部缺陷检出率很高 容易检出方向性不好的缺陷 可以识别向表面延伸的缺陷 通过时间检测缺陷的信号 和脉冲反射法相结合时效果更好
裂纹
向各个方向传播 能量低 取决于入射角
衍射波
中国工业检验检测网
TOFD的基本原理 的基本原理
中国工业检验检测网
info@ info@ •
实际操作中检测裂纹1mm的精度是完全可以达到的检测人工缺陷时可以达到01mmwwwrdtechcom一些典型缺陷向外表面延伸的缺陷向内表面延伸的缺陷水平方向的平面形缺陷infoleepipecom向外表面延伸的裂纹发射探头接收探头裂纹尖端内壁反射波bw直通波被隔开了没有直通波向内表面延伸的裂纹发射探头接收探头直通波lw尖端信号内壁反射信号被隔开了没有内壁反射波水平方向的平面形缺陷冷夹层发射探头接收探头直通波lw内壁反射波bw反射回波反射信号数据显示白色波幅时间时间上表面内壁lwbw校准工具dscanpcslwbwpcs探头入射点间距离速度探头延时横向波或内壁反射信号不需要知道所有的参数测量工具内置的计算器缺陷位置的影响发射探头接收探头缺陷位置的不确切性发射探头接收探头max实际上
TOFD–超声波衍射时差法
TOFD–超声波衍射时差法超声波衍射时差法(TOFD)是一种非破坏性检测技术,常用于测量材料中的缺陷尺寸和位置。
TOFD基于超声波传播的原理,通过计算超声波信号的到达时间差来确定材料中的缺陷。
TOFD的原理是利用超声波在材料中的传播速度来测量缺陷。
当超声波传播到材料中的缺陷时,它将发生衍射现象,这导致超声波信号的出射角度和到达时间发生变化。
通过测量这些角度和时间的变化,可以计算出缺陷的尺寸和位置。
TOFD的检测设备包括一个超声波发射器和一个接收器。
发射器将超声波信号发送到被测材料上,接收器接收反射回来的信号。
接收器上的传感器测量信号的到达时间,并将数据发送给计算机进行处理。
TOFD的步骤如下:1.准备工作:确保被测材料表面清洁,并涂上耦合剂以方便超声波的传播。
2.发送超声波信号:发射器发送超声波信号,信号穿过被测材料并遇到任何缺陷。
3.接收超声波信号:接收器接收被缺陷反射的超声波信号,传感器测量信号的到达时间。
4.数据处理:计算机接收到传感器测量的到达时间数据后,使用TOFD原理计算缺陷的尺寸和位置。
TOFD的优点是能够提供准确而详细的缺陷信息。
它可以测量缺陷的尺寸和位置,并且在一次扫描中能够检测到多个缺陷。
此外,TOFD对材料的表面和涂层厚度没有严格要求,适用于不同类型的材料。
然而,TOFD也有一些限制。
首先,TOFD需要高度训练的操作员才能正确操作设备和解读结果。
此外,材料的形状和尺寸可能会影响到信号的传播,导致检测不准确。
此外,TOFD对材料的密度和声波传播速度也有一定要求。
总之,超声波衍射时差法是一种非破坏性检测技术,通过计算超声波信号的到达时间差来确定材料中的缺陷尺寸和位置。
它可以提供准确而详细的缺陷信息,适用于不同类型的材料。
然而,正确操作设备和解读结果需要高度训练的操作员,且对材料的形状、尺寸、密度和声波传播速度有一定要求。
TOFD超声波衍射时差法
TOFD 扫查图
TOFD 图显 示出直通波 和内壁回波 加上 波型转 换信号以及 缺陷反射信 号
Source: Ginzel
TOFD 扫查图
在一幅好的 TOFD图 图 上可以清晰地看到直 通波。 通波。 一般用于校 准。 如果待检表面比较干 净,则缺陷信号比较 明显。 明显。
校准
PCS t0 T PCS(探头入射点间 ( 距离) 壁厚, 速度, 距离), 壁厚 速度 探头延时, 探头延时 横向波或 内壁反射信号 t0 A扫 扫
直通波
内壁反射信号被隔开了 LW
尖端信号
没有内壁 反射波
水平方向的平面形缺陷
(层间未熔 冷夹层 层间未熔, 冷夹层) 层间未熔
发射探头
接收探头
直通波
反射信号
内壁反射波 LW BW
反射回波
数据显示
波幅 + 白色
时间
-
黑色
时间 A扫图用带黑度的线表示 扫图用带黑度的线表示
数据显示
LW A扫 扫
D扫 扫
TOFD 方法简介
什么是 TOFD?
衍射时差法 (TOFD)是一种依靠从待检试 件内部结构(主要是指缺陷)的“端角 ” 和“端点”处得到的衍射能量来检测 缺陷的方法。
衍射时差技术
衍射现象 TOFD原理 实际操作 校准 TOFD优点和局限性
衍射现象
入射波 衍射波
裂纹 折射波
衍射波
衍射现象
惠更斯原理:
一些典型缺陷
向外表面延伸的缺陷 向内表面延伸的缺陷 水平方向的平面形缺陷
info@ info@ •
向外表面延伸的裂纹
发射探头 接收探头
直通波被隔开了
内壁反射波 BW
3-TOFD 超声波衍射时差法

根部未焊透在TOFD中的显示
2 3 4
1
注意缺陷上下尖端的两个信号
根部未焊透在TOFD中的显示
1 2 3
注意直通波和缺陷信号之间的波形相位转换
根部裂纹在TOFD中的显示
1 2 3
缺陷造成底面回波信号减弱
侧壁未熔合在TOFD中的显示
1 2 3 4
注意缺陷上下尖端的两个信号
密集气孔在TOFD中的显示
TOFD技术局限性
• • • • • 在被检工件上、下表面存在盲区 对“噪声”敏感 夸大了一些良性的缺陷, 如气孔, 冷夹层, 内部未熔合。 TOFD一维扫查不能确定缺陷在焊缝Index方向的位置。 注意标准问题 (有待解决) 。
问题?
TOFD+PE检测成像
探头移动方向
45-SW(左)
60 SW (左)
TOFD
60-SW(右)
45-SW(右)
厚壁焊缝TOFD检测
衍射波时差法超声检测技术(TOFD).
衍射波时差法超声检测技术(TOFD王庆军大连西太平洋石油化工有限公司 116600简介:本文简要介绍了工业发达国家正在兴起和应用的TOFD技术的起源,原理,优缺点,标准规定和在实际产品订货中节约的费用和时间。
主题词:TOFD起源原理优缺点相关费用1. 衍射波时差法检测技术(TOFD的起源TOFD(Time-of-flight-diffraction technique检测技术是在1977年,由Silk根据超声波衍射现象提出来,意大利AEA sonovatiion公司在TOFD应用方面,已经有15年历史,此技术首先是应用于核工业设备在役检验,现在在核电,建筑,化工,石化,长输管道等工业的厚壁容器和管道方面多有应用,TOFD技术的成本是脉冲回声技术的1/10。
现在,TOFD检测技术在西方国家是一个热门话题,现在已经开始推广应用,经过几年以后,将有取代RT趋势的可能。
2. TOFD原理及系统组成2.1 TOFD原理是当超声波遇到诸如裂纹等的缺陷时,将在缺陷尖端发生叠加到正常反射波上的衍射波,探头探测到衍射波,可以判定缺陷的大小和深度。
TOFD原理当超声波在存在缺陷的线性不连续处,如裂纹等处出现传播障碍时,在裂纹端点处除了正常反射波以外,还要发生衍射现象。
衍射能量在很大的角度范围内放射出并且假定此能量起源于裂纹末端(图1。
这与依赖于间断反射能量总和的常规超声波形成一个显著的对比。
图11 =发射波2 =反射波3 =穿透波4 =顶部裂纹端衍射波5 =底部裂纹端衍射波除了发现由缺陷衍射的能量变化以外,TOFD方法也探测到一个直接穿过两个探针的表面(横向波和达到试块底部(测试对面没有受到缺陷干涉的底部反射波(图1中的注1和4。
图. 21- 横向波 2 - 顶部裂纹端衍射波3 - 底部裂纹端衍射波 4- 对面器壁反射波这种现象的研究产生了用于下列应用衍射波时差法无损检测方法:■探伤检验因为来自于缺陷范围的信号可记录。
衍射时差法TOFD和相控阵超声检测PAUT技术应用指南CCS

衍射时差法TOFD和相控阵超声检测PAUT技术应用指南CCS衍射时差法TOFD(Time-of-Flight Diffraction)和相控阵超声检测PAUT(Phased Array Ultrasonic Testing)技术是目前非破坏检测中常用的超声波检测技术。
本文将介绍这两种技术的基本原理、应用领域和操作指南。
一、TOFD技术TOFD技术是一种全声程全记录的方法,通过检测超声波从缺陷的前端和后端边界发生的绕射波,通过分析绕射波到达的时差来确定缺陷的位置和大小。
TOFD技术具有以下特点:1.高灵敏度:TOFD技术能够检测到非常小的缺陷。
2.高精度:通过分析超声波的传播时差可以得到精确的缺陷位置和大小。
3.全声程扫描:TOFD技术能够扫描整个检测区域,不会遗漏任何可能的缺陷。
TOFD技术主要应用于以下领域:1.裂纹检测:TOFD技术能够准确地检测到各种裂纹,特别适用于高温、高压管道等环境下的裂纹检测。
2.焊缺陷检测:TOFD技术能够检测到焊缺陷的位置、大小和形态,对焊接质量的评估非常有帮助。
3.壳程检测:TOFD技术能够检测到壳程中的腐蚀、磨损等缺陷,有助于判断设备的安全性和可靠性。
TOFD技术的操作指南如下:1.设定扫描参数:包括扫描范围、扫描步长、发射和接收的超声波参数等。
2.放置探头:将探头与被检测物表面接触,并按照指定位置进行扫描。
3.开始扫描:根据设定参数开始扫描,同时记录采集到的数据。
4.数据分析:根据采集到的数据,分析缺陷的位置、大小和形态。
5.缺陷评定:根据分析结果进行缺陷的评定和分类。
二、PAUT技术PAUT技术是一种利用超声波的相位控制技术,通过控制多个发射和接收元件的相位差,达到改变超声波束的方向和焦点位置的目的,从而实现对被检测物的全面检测。
PAUT技术具有以下特点:1.快速扫描:PAUT技术能够快速地扫描整个检测区域。
2.高分辨率:通过控制超声波的发射和接收,可以实现高分辨率的检测。
衍射时差法超声检测技术(TOFD技术)课件整理2018.12.

衍射时差法超声检测技术(T O F D技术)第一章TOFD技术的基本知识 2018.11.301.衍射时差法:是采用一发一收探头对工作模式、主要利用缺陷端点的衍射波信号探测和测定缺陷位置及尺寸的一种超声检测方法。
2.缺陷的衍射信号与哪些因素无关?①与衍射信号的角度无关②与衍射信号的幅度无关因为衍射信号与角度和振幅无关,所以,TOFD技术在原理和方法上与传统脉冲反射超声波检测技术有根本性的区别。
3.传统超声检测技术是: 1、根据缺陷反射信号检出缺陷; 2、根据缺陷幅度评定缺陷尺寸4.传统超声检测技术影响缺陷的定量因素: 1、入射声束角度;2、检测方向; 3、缺陷表面粗糙度;4、工件表面状态;5、探头的压力。
5.TOFD仪器性能:1.更宽的接收放大系统频带;2.更快的数字化采样频率;3.更高的信号处理速度;4.更大的存储量6.TSG R0004-2009 《固定式压力容器安全技术监察规程》于2009年12月1日起施行,做出如下规定:无损检测人员应当按照相关技术规范进行考核取得相应资格证书后,方能承担与资格证书的种类和技术等级相对应的无损检测工作。
7.压力容器焊接接头无损检测方法的选择:压力容器的对接接头应当采用射线检测或者超声检测,超声检测包括衍射时差法超声检测(TOFD)、可记录的脉冲反射法超声检测(自动检测)和不可记录的脉冲反射法超声检测(手动检测);当采用不可记录的脉冲反射法超声检测(手动检测)时,应当采用射线检测或者衍射时差法超声检测做为附加局部检测;8.衍射现象:波在传播路径中遇到障碍物,发生绕过障碍物,产生偏离直线传播的现象,称为波的衍射。
衍射也是波在传输过程中与界面作用而发生的不同于反射的另一种物理现象。
9.裂纹的上下端点都可以产生衍射波。
衍射波信号比反射波信号弱得多,向空间的各个方向传播,没有明显的指向性、能量低、衍射方向不取决于入射角。
10.惠更斯-菲涅尔原理:惠更斯提出,介质上波阵面上的各点,都可以看成是发射子波的波源,其后任意时刻这些子波的包迹,就是该时刻新的波阵面。
TOFD操作指导书通用模板2024

级别: 年 月 日
审核人:
级别: 年 月 日
TOFD衍射时差法超声检测操作指导书续页
操作指导书编号: 第 页 共 页
扫查步进
扫查速度
扫查方式
二、偏置非平行扫查
偏置检测通道
偏置量
偏置扫查次数
底面盲区
打磨宽度
三、盲区检测
扫查面盲区
底面盲区
盲区检测
首次工艺验证
四、数据有效性分析
五、操作指导书首次使用前应进行验证说明
TOFD衍射时差法超声检测操作指导书
操作指导书编号: 第 页 共 页
被检设备
产品名称
产品编号
承压设备
类别
材质/规格
工作介质
设备状态
坡口型式
焊接方法
焊缝宽度mm
热处理状态
检测时机
检测部位
检测设备
设备型号
设备编号
位置传
感器型号
耦合剂
试块
扫查装置
工
艺
参
数
检测标准
检测技术
等级
合格级别
检测比例
扫查面
脉冲重复频率
信号平均
检测区域
检测温度
表面状态
表面耦合
补偿
委托单编号
工艺规程编号
一、非平行扫查
探头及设置
通道
厚度
分区mm
频率
MHz
晶片
尺寸
mm
探头编号
楔块角度
楔块编号
探头中心间距
mm
楔块
延迟
μs
μs
探头
前沿
mm
-12dB声束
扩散角
覆盖范围
时间窗口设置
超声波衍射时差法(带翻译)
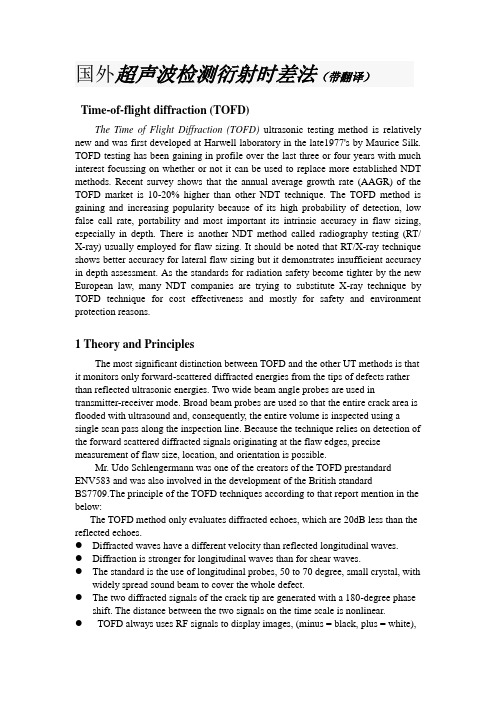
国外超声波检测衍射时差法(带翻译)Time-of-flight diffraction (TOFD)The Time of Flight Diffraction (TOFD) ultrasonic testing method is relatively new and was first developed at Harwell laboratory in the late1977's by Maurice Silk. TOFD testing has been gaining in profile over the last three or four years with much interest focussing on whether or not it can be used to replace more established NDT methods. Recent survey shows that the annual average growth rate (AAGR) of the TOFD market is 10-20% higher than other NDT technique. The TOFD method is gaining and increasing popularity because of its high probability of detection, low false call rate, portability and most important its intrinsic accuracy in flaw sizing, especially in depth. There is another NDT method called radiography testing (RT/ X-ray) usually employed for flaw sizing. It should be noted that RT/X-ray technique shows better accuracy for lateral flaw sizing but it demonstrates insufficient accuracy in depth assessment. As the standards for radiation safety become tighter by the new European law, many NDT companies are trying to substitute X-ray technique by TOFD technique for cost effectiveness and mostly for safety and environment protection reasons.1 Theory and PrinciplesThe most significant distinction between TOFD and the other UT methods is that it monitors only forward-scattered diffracted energies from the tips of defects rather than reflected ultrasonic energies. Two wide beam angle probes are used in transmitter-receiver mode. Broad beam probes are used so that the entire crack area is flooded with ultrasound and, consequently, the entire volume is inspected using a single scan pass along the inspection line. Because the technique relies on detection of the forward scattered diffracted signals originating at the flaw edges, precise measurement of flaw size, location, and orientation is possible.Mr. Udo Schlengermann was one of the creators of the TOFD prestandardENV583 and was also involved in the development of the British standardBS7709.The principle of the TOFD techniques according to that report mention in the below:The TOFD method only evaluates diffracted echoes, which are 20dB less than the reflected echoes.●Diffracted waves have a different velocity than reflected longitudinal waves.●Diffraction is stronger for longitudinal waves than for shear waves.●The standard is the use of longitudinal probes, 50 to 70 degree, small crystal, withwidely spread sound beam to cover the whole defect.●The two diffracted signals of the crack tip are generated with a 180-degree phaseshift. The distance between the two signals on the time scale is nonlinear.●TOFD always uses RF signals to display images, (minus = black, plus = white),although colors could be used.Images showing arcs which shapes can be used to illustrated the geometry of the flaw.2ApplicationsThe TOFD technique can be used in the following fields:1. Quality control of pressure vessel fabrication and piping construction, e.g. Reactors, Spherical Tanks, etc.2. Periodic inspection of pressure vessels which do not facilitate entry due to presence of catalyst, internal lining or unavailability of shut-down window.3. The technique can be applied on hemispherical components and nozzle-shell/bead welds.4. In more recent years the expertise has been adapted for non nuclear applications including vessels for the chemical / process industries , complex forgings and castings (eg. turbine discs) and nodal configurations on tubular structures.3 Advantages and disadvantagesSo far, the following advantages have been recorded:1. TOFD defect detection does not depend on the defect orientation,in contrast to the pulse echo technique.2. Defect height can be exactly determined, thus most suitable formonitoring growth or changes in known defects.3. The inspection results are immediately available, as is a permanent record.4. Because of the high-test speed the costs are less than those for radiography for wall thickness above 25 mm. It possible to perform scans with a speed of hundreds of millimetre per second.5. TOFD save costs, if applied during construction, since it is possible to distinguish pre-service and in-service defects. That means the unit can stay longer in production, and is safe.6. High probability of defect detection.7. Most efficient for inspection of thick-walled vessels where X & Gamma ray would require too much time.8. TOFD method can be used to observe and report microscopic degradation caused by fatigue, stress and chemical attack - it has proven possible to quantify micro cracking caused by copper dilation through weld electrode contamination providing some knowledge of the probable fault mechanism is suspected prior to intervention.9. TOFD can be used in high temperature environment (up to 250 degrees C)10. The entire volume can be inspected using a single uni-axial pass along the length of the weld.11. TOFD is safe for environment protection reasons due to free radiation.The disadvantages of the TOFD method so far have been found are mentioned in the below:1. Sensitivity level: If the instrument sensitivity (gain) is set on very low level, the TOFD image would display no diffracted echo. If the instrument sensitivity is set just above electronic noise level, the TOFD image will display a lot of diffracted echoes which are caused by very small inhomogeneities of the weld seam and does not mean that the weld is really bad.2. Crack size determination: Crack tip echoes are part of a noise area caused by other relevant diffracted echoes of inhomogeneity. That can make sizing with the TOFD technique impossible. A TOFD image inspector needs to perform depiction decisions similar to that used in radiography.3. Detection of small cracks at backside: This is one of the main disadvantages of TOFD. For in-service inspection of welds it is usually not so important to find old defects inside the weld seam. More important is the detection of cracks at the backside of containers or piping. The use of diffracted echoes is for that task is not possible. So close to the back wall the crack tip echo amplitude is very small. In that case traditional UT techniques with angle beam probes and use of the mirror effect must be applied. The TOFD technique is not applicable here.4. A disadvantage of TOFD is that the gain must be very high, which produces a very high back wall echo and it is not suitable for coarse grained materials.5. The probe frequency should be 10 MHz or higher, frequencies under 5MHz are not applicable.6. Crack edges must be sharp, and they are not always.7. There is a dead zone for defect detection under the surface. It means, defects close to the surface could not be detected. This may be compensated by MPT (Magnetic Particle Test) or test with creeping wave probe.8. Minimum thickness requirement is 6mm with diameter of 4". No limitation on maximum thickness, it could be several hundreds milimeters.9. Cannot be applied on coarse-grain weldment e.g. austenitic stainless steel and Inconel.10. TOFD is not effective at detecting and sizing defect lying parallel to the inspection surface.11. TOFD cannot resolve 'included' defects such as fabrication induced slag and porosity.12. The problem is the angle of the crack cannot always be assumed to be vertical. The angle of the crack might have a great effect on the magnitude of return signals.超声波衍射时差法(TOFD)超声波衍射时差法(TOFD)的超声检测方法是比较新的,是第一次由毛里斯丝在1977下半年在哈威尔实验室发现的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.波形衍射
TOFD原理
当超声波作用于一条长裂纹缺陷时,在裂纹缝隙产生衍射, 另外在裂纹表面还会产生反射。 TOFD就是利用声束在裂纹两个端点或端角产生的衍射波来 对缺陷进行定位定量。
➢ 2)TOFD技术可探测的厚度大,对厚板探伤的效果比较明 显,但射线对厚板的穿透能力非常有限
➢ 3)TOFD技术检测缺陷的能力非常强,特殊的探伤方式 使其具有相当高的检出率,约90%左右,而相比之下,射 线检测的检出率稍低,大约75%,在实际工作中,我们也 发现有TOFD检测出来的缺陷,X射线未能发现的情况, 这给质量控制带来了极大的隐患。
➢ 5)TOFD检测操Байду номын сангаас简单,扫查速度快,检测效率高;而
射线检测过程繁琐,耗时长,效率低下。
TOFD技术的优势
TOFD技术与射线技术比较的优势
➢ 6)TOFD技术是利用超声波进行探伤,对检测时的工作
环境没有特殊的要求。超声波检测是一种环保的检测方式, 对使用人员没有任何伤害,所以在工作场合不需要特殊的 安全保护措施;而射线检测因其放射的危害性受到国家政 策的严格控制,现场只能单工种工作,降低了检测工作效 率,阻碍了整个工程进度。 ➢ 7)TOFD检测成本低,重复成本少;而射线检测,建造暗 室需要较高的投入,平时工作中的耗材成本重复发生,综 合成本相对较高
➢ 3. 很多年以来TOFD一直在实验室里,各国做过大量实验 直到八十年代才为业界所认同;在这些实验中,用事实证 明了TOFD在可靠性和精度方面都是非常好的技术。
➢ 4. 利用TOFD技术探伤沿焊缝进行扫查基本能发现焊缝所 有缺陷,收集扫查数据组成B扫或D扫图像比单纯看A扫更 容易判断缺陷的尺寸和性质。
➢ 4)TOFD检测系统配有自动或半自动扫查装置,能够确定 缺陷与探头的相对位置,信号通过处理可以转换为TOFD 图像。图像的信息量显示比A扫描显示大得多,在A型显 示中,屏幕只能显示一条A扫信号,而TOFD图像显示的 是一条焊缝检测的大量A扫信号的集合。与A型信号的波 形显示相比,包含丰富信息的TOFD图像更有利于缺陷的
TOFD超声波衍射时差法教程文稿演示
TOFD技术概念
➢ TOFD技术,即Time of flight diffraction technique, 超声波衍射时差检测技术.
➢ 概念: 一种依靠超声波与缺陷端部相互作用发出的衍射 波来检出缺陷并对缺陷进行定量的检测技术.
➢ 发展条件: 因其原理与传统检测方式有很多不同,弥补了
➢ 7) TOFD能对缺陷深度位置进行精确定位,对缺陷自 身高度进行定量.
➢ 8)由于缺陷衍射信号与角度无关,检测可靠性和精度 不受角度影响。
➢ 9)根据衍射信号传播时差确定衍射点位置,缺陷定量 定位不依靠信号振幅。
TOFD技术的优势
TOFD技术与射线技术比较的优势
➢ 1)TOFD检测结果与射线检测结果都是以二维图像显示, 不同的是TOFD能对缺陷的深度和自身高度进行精确测量, 而射线只能得到缺陷的俯视图信息,对于判断缺陷危害性 程度的重要指标,厚度方向的长度,射线是很困难的
➢ 2)TOFD技术的定量精度高。采用衍射时差技术对缺陷
定量,精度远远高于常规手工超声波检测。一般认为,对 线性缺陷或面积型缺陷,TOFD定量误差小于1mm。对裂 纹和未熔合缺陷高度测量误差通常只有零点几毫米。
TOFD技术的优势
➢ 3)TOFD检测简单快捷,最常用的非平行扫查只需一人即 可以操作,探头只需沿焊缝两侧移动即可,不需做锯齿扫 查,检测效率高,操作成本低
➢ 2.2000年左右在西气东输中进行了大量应用.
➢ 3.2004年一重与中国特检院合作编订国内第一个T OFD企业标准,并对神华煤液化工程中世界上最大的加 氢反应器(壁厚340mm)进行TOFD检测.
➢ 4.2005年,武汉中科创新技术有限公司研发出国内 第一台TOFD专用检测设备.
➢ 5.2007年通过全国特种设备无损考委会培训和考核 的共60人.
识别和分析。
TOFD技术的优势
➢ 5)当今使用的TOFD检测系统都是高性能数字化仪器, 完全客服了模拟超声探伤仪和简单数字超声波探伤仪记 录信号能力差的特点,不仅能全过程记录信号,长久保 存数据,而且能够高速进行大批量信号处理。
➢ 6)TOFD技术除了用于检测外,还可用于缺陷扩展的监 控,是有效且能精确测量出裂纹增长的方法之一。
传统方法的不足之处.
TOFD技术的发展历史背景
➢ 1. TOFD即衍射时差法是由上个世纪七十年代由国际原子 能中心的哈韦尔(英国原子能权威人士-UKKAEA)提议 下发展而来。
➢ 2. TOFD最初的发展仅仅是作为定量工具,最初的想法是: 使用常规技术探测到缺陷后使用TOFD进行精确的定量和 监测在线设备裂纹的扩展(例如检测压力容器)。
TOFD技术的优势
➢ 1)TOFD技术的可靠性好。由于其主要是利用衍射波进行 检测,而衍射信号不受声束影响,任何方向的缺陷都能有 效的发现,使该技术具有很高的缺陷检出率。国外研究机 构的缺陷检出率的试验得出的评价是:手工UT,50-70%; TOFD,70-90%;机械扫查UT+TOFD,80-95%。由此可 见,TOFD检测技术比常规手工UT的检测可靠性要高得多。
TOFD技术的优势
TOFD技术与射线技术比较的优势
➢ 4)TOFD技术所采集的是数据信息,能够进行多方位分
析,甚至可以对缺陷进行立体复原。这是因为TOFD技术 是将扫查中所有的原始信号都进行了保存,在脱机分析中 我们可以利用计算机对这些原始信号进行各种各样的分析, 以得出更加精确的缺陷判断结果;而射线检测只能将射线 底片置于观片灯前进行分析,不可以再进一步利用软件对 缺陷进行更加全面的分析。
TOFD 的局限性
➢ 在上、下表面附近盲区 ➢ 对“噪声”敏感 ➢ 夸大了一些良性的缺陷, 如气孔, 冷夹层, 内
部未熔合。 ➢ 解释比较困难 ➢ 注意标准问题 (有待解决)
TOFD技术的国内发展情况
➢ 1.20世纪90年代,我国开始引进TOFD检测技术, 最早应用的单位有核动力研究所和中国一重.